ГОСТ 8.236-77
Группа Т88.5*
_________________________
* В указателе "Национальные
стандарты" 2004 год группа Т88.1. -
Примечание "КОДЕКС".
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
НОЖИ ИЗМЕРИТЕЛЬНЫЕ
Методы и средства поверки
State system for ensuring the uniformiti of measurements.
Measuring knives. Methods and means of veritication
Дата введения 1978-01-01
РАЗРАБОТАН Харьковским государственным научно-исследовательским институтом метрологии (ХГНИИМ)
Директор В.В.Кандыба
Руководитель темы Э.П.Янушкевич
Исполнитель Е.Г.Шевченко
ВНЕСЕН Управлением приборостроения, средств автоматизации и систем управления Госстандарта СССР
Начальник И.А.Алмазов
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом метрологической службы (ВНИИМС)
Директор В.В.Сычев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 21 марта 1977 г. N 676
ВЗАМЕН ГОСТ 12331-66
Настоящий стандарт распространяется на измерительные ножи, выпускаемые из производства по ГОСТ 7013-67, и устанавливает методы и средства их первичной и периодической поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены операции и применены средства поверки, указанные в таблице.
Наименование операций | Номера пунктов стандарта | Средства поверки | Обязательность проведения | ||
выпуске из производства | ремонте | эксплуатации и хранении | |||
Внешний осмотр | 3.1 | Лупа с увеличением 7-10 | Да | Да | Да |
Проверка размагниченности | 3.2 | - | Да | Да | Да |
Определение метрологических параметров | 3.3 | - | |||
Определение шероховатости поверхностей | 3.3.1. | Микроинтерферометр типа МИИ. Образцы шероховатости поверхности (сравнения) по ГОСТ 9378-75 или измерительные ножи с параметрами шероховатости поверхностей не более | Да | Да | Нет |
Лупа с увеличением 7-10 | |||||
Определение неплоскостности верхней и нижней поверхностей | 3.3.2 | Плоская стеклянная пластина 2-го класса типа ПИ-60Н по ГОСТ 2923-75. Поверочная линейка типа ЛД или ЛТ 0-го класса по ГОСТ 8026-75. Плоскопараллельные концевые меры длины 2-го класса по ГОСТ 9038-73 (наборы N 4, 5, 6 или 7) | Да | Да | Нет |
Определение высоты ножа и параллельности верхней и нижней его поверхностей | 3.3.3 | Оптиметры типа ОВ-200-1 по ГОСТ 5405-75, или оптический длиномер типа ДВО или ДВЭ по ГОСТ 14028-68, или измерительная пружинная головка типа 1 ИГП или 2 ИГП по ГОСТ 6933-72. Стойка типа С-П по ГОСТ 10197-70. Плоскопараллельные концевые меры длины 5-го разряда по ГОСТ 8.166-75 или 2-го класса по ГОСТ 9038-73 | Да | Да | Нет |
Определение ширины штриха | 3.3.4 | Специальный измерительный микроскоп с увеличением 200 | Да | Нет | Нет |
Определение притупления вершины угла 52° | 3.3.5 | Универсальный измерительный микроскоп типа УИМ-200 (УИМ-21), или УИМ-200Э (УИМ-23) по ГОСТ 14968-69, или инструментальный микроскоп типа БМИ по ГОСТ 8074-71 | Да | Да | Да |
Определение непрямолинейности лезвия | 3.3.6 | Универсальный измерительный микроскоп типа УИМ-200 (УИМ-21), или УИМ-200Э (УИМ-23) по ГОСТ 14968-69, или инструментальный микроскоп типа БМИ по ГОСТ 8074-71. Контрольный цилиндр из комплекта к измерительному микроскопу. Плоскопараллельная концевая мера длины размером 8-10 мм 1-го класса (по отклонению от плоскопараллельности) по ГОСТ 9038-73. Специальный угольник (см. справочное приложение 1) | Да | Да | Да |
Определение прямолинейности штриха и расстояния от его оси до лезвия | 3.3.7 | Универсальный измерительный микроскоп типа УИМ-200 (УИМ-21) или типа УИМ-200Э (УИМ-23) по ГОСТ 14968-69. Специальный угольник (см. справочное приложение 1) | Да | Да | Да |
Примечания:
1. Для ножей, находящихся в эксплуатации и используемых для поверки только шага резьбы, допускается расстояние от оси штриха до лезвия не определять. Назначение ножей в этом случае должно быть указано в документе о поверке.
2. Допускается применять отдельные, вновь разработанные средства поверки, прошедшие метрологическую аттестацию в головном метрологическом институте Госстандарта СССР по данному виду измерений.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. Температура помещения, в котором проводят поверку из мерительных ножей, должна быть 20±3 °С, относительная влажность воздуха - не более 80%.
2.2. Перед поверкой измерительные ножи должны быть очищены от смазки, промыты авиационным бензином марки Б-70 по ГОСТ 1012-72 и протерты чистой льняной салфеткой.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. Внешний осмотр
При внешнем осмотре должно быть установлено соответствие измерительных ножей требованиям ГОСТ 7013-67 в части маркировки, упаковки и хранения.
На поверхностях ножей при наблюдении через лупу не должны быть обнаружены забоины, царапины, следы коррозии и другие дефекты, влияющие на их эксплуатационные качества или ухудшающие их внешний вид. Нерабочие острые кромки должны быть притуплены согласно ГОСТ 7013-67. На рабочих поверхностях ножей, находящихся в эксплуатации, допускаются дефекты, не влияющие на их эксплуатационные качества.
3.2. Размагниченность проверяют опробованием на частицах из низкоуглеродистой стали массой до 0,1 г.
3.3. Определение метрологических параметров.
3.3.1. Шероховатость поверхностей определяют на микроинтерферометре или сравнением с образцами шероховатости либо аттестованной поверхностью измерительных ножей с применением лупы. Шероховатость поверхностей ножей, выпускаемых из производства, допускается поверять выборочно (3% из партии). Шероховатость поверхностей ножей должна удовлетворять требованиям ГОСТ 7013-67.
3.3.2. Неплоскостность верхней поверхности ножей (с нанесенным штрихом) определяют интерференционным методом при помощи плоской стеклянной пластины.
Неплоскостность нижней поверхности определяют лекальной линейкой, устанавливаемой по диагоналям поверяемой поверхности; при этом размер просвета оценивают визуально сравнением с "образцом просвета" (черт.1). В качестве "образца просвета" используют плоскую стеклянную пластину диаметром 60 мм с притертыми к ней концевыми мерами длины с разностью размеров 0,002 мм.
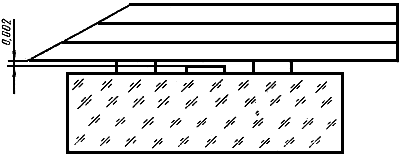
Черт.1
Отклонения от плоскостности верхней и нижней поверхностей ножей не должны превышать значений, указанных в ГОСТ 7013-67.
3.3.3. Высоту ножа и параллельность верхней и нижней его поверхностей определяют при помощи вертикального оптиметра, вертикального оптического длиномера или пружинной головки. Высоту измеряют (черт.2) в двух точках, расположенных на расстоянии 0,5 мм от краев верхней поверхности и на расстоянии 2-3 мм от лезвия ножа.
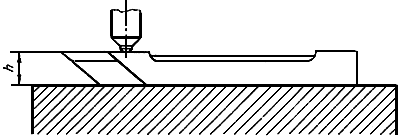
Черт. 2
Высота ножа и непараллельность верхней и нижней поверхностей не должны превышать значений, указанных в ГОСТ 7013-67.
3.3.4. Ширину штриха измеряют в трех сечениях (у краев и посередине) на специальном микроскопе с применением окулярного микрометра. Ширина штриха в этих сечениях не должна выходить за пределы, указанные в ГОСТ 7013-67.
3.3.5. Притупление вершины угла 52° определяют измерением размера при соответствующей установке ножа относительно окулярной сетки микроскопа (черт.3) при увеличении 50
.
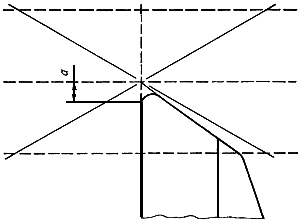
Черт.3
У ножей, выпускаемых из производства, притупление вершины угла не должно превышать значений, указанных в ГОСТ 7013-67, а у ножей, находящихся в эксплуатации и вышедших из ремонта, должно быть не более 0,05 мм для малых ножей и 0,1 для больших.
3.3.6. Непрямолинейность лезвия определяют на универсальном или инструментальном измерительном микроскопе с использованием контрольного цилиндра, концевой меры или специального угольника (см. справочное приложение 1).
При определении непрямолинейности лезвия по контрольному цилиндру последний устанавливают в центрах микроскопа, поверяемый нож приставляют без просвета к поверхности широкого пояска цилиндра и наблюдают линию контакта.
При определении непрямолинейности лезвия при помощи концевой меры ее устанавливают и закрепляют на предметном столике микроскопа, лезвие ножа приставляют без просвета к измерительной поверхности меры и наблюдают под микроскопом линию контакта.
При определении непрямолинейности лезвия по специальному угольнику последний вместе с ножом устанавливают и закрепляют, как показано на черт.4. Линию контакта лезвия ножа с рабочей поверхностью угольника наблюдают под микроскопом.
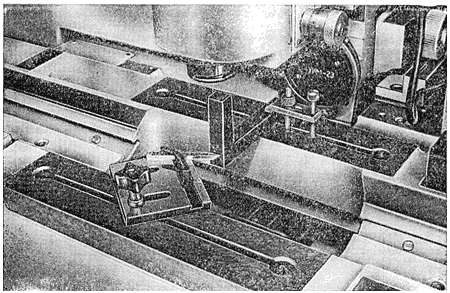
Черт.4
При соприкосновении лезвия ножа с образцовой цилиндрической или плоской поверхностью под микроскопом при увеличении 50 должна наблюдаться темная линия контакта равномерной ширины по всей длине лезвия.
У ножей, находящихся в эксплуатации, допускается неравномерность ширины темной линии контакта при отсутствии просветов.
3.3.7. Непрямолинейность штриха и расстояние от его оси до лезвия определяют на универсальном микроскопе с использованием специального угольника (см. справочное приложение 1).
Угольник устанавливают на микроскопе (см. черт.4) с таким расчетом, чтобы его рабочая поверхность была параллельна направлению перемещения продольной каретки с погрешностью не более 30'. Нож приставляют лезвием к рабочей поверхности угольника без просвета. На объектив микроскопа (увеличение микроскопа 30) устанавливают насадку с полупрозрачной зеркальной пластиной и полностью открывают диафрагму осветителя. При этом в поле зрения микроскопа наблюдают штрих и его зеркальное изображение.
Для определения непрямолинейности штриха ножа совмещают его со штриховой линией сетки окулярной головки и наблюдают их взаимное расположение. Отклонение штриха ножа от штриховой линии (их несовмещение) не должно превышать 1/3 ширины линии. Непрямолинейность штриха при эксплуатации ножа не определяют.
Измеряют расстояние между осями штриха и его зеркального изображения:
в трех сечениях (на расстоянии 0,5 мм от краев лезвия и посередине его) - у резьбовых ножей;
в двух сечениях (на расстоянии 0,5 мм от краев лезвия) - у прямых ножей.
В каждом сечении проводят по три независимых измерения и берут среднее арифметическое. При измерении необходимо учитывать поправку на шкалу микроскопа.
3.3.7.1. Действительный размер резьбовых ножей подсчитывают по формуле
![]() , (1)
, (1)
где и
- результаты измерений (среднее трех измерений) расстояния между штрихом и его изображением у вершины ножа
и посередине лезвия
;
- поправка на шкалу микроскопа.
Действительное отклонение от параллельности лезвия штриха подсчитывают по формуле
![]() , (2)
, (2)
где и
- результаты измерений (среднее трех измерений) расстояния между штрихом и его изображением по краям лезвия.
3.3.7.2. Действительный размер и действительное отклонение
от параллельности лезвия штриха прямых ножей подсчитывают по формулам:
![]() ; (3)
; (3)
![]() , (4)
, (4)
где и
- результаты измерений (среднее трех измерений) расстояния между штрихом и его изображением в двух сечениях;
- поправка на шкалу микроскопа.
Результаты измерений записывают в протокол, форма которого приведена в обязательном приложении 2.
Действительный размер не должен превышать значений, указанных в ГОСТ 7013-67.
Для ножей, выпускаемых из ремонта и находящихся в эксплуатации, допускается отклонение действительного расстояния от лезвия до оси штриха от номинального размера до ±0,010 мм, а непараллельность лезвия и штриха - до 0,001 мм. В этом случае в свидетельстве о поверке указывают поправку к номинальному размеру ножа (разность между действительным и номинальным размерами).
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. Результаты первичной поверки измерительных ножей предприятие-изготовитель или прибороремонтное предприятие оформляет отметкой в паспорте.
4.2. На измерительные ножи, признанные годными при поверке органами Госстандарта СССР, выдают свидетельство установленной формы.
4.3. Результаты периодической ведомственной поверки оформляют соответствующим документом, составленным ведомственной метрологической службой.
4.4. Измерительные ножи, не удовлетворяющие требованиям настоящего стандарта, к выпуску и применению не допускаются.
ПРИЛОЖЕНИЕ 1
Справочное
Специальный угольник
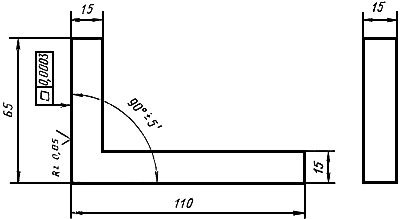
1. Специальный угольник следует изготовлять из углеродистой стали марки У10А по ГОСТ 1435-74.
2. Твердость рабочих поверхностей угольника должна быть не ниже HRC 60.
3. Шероховатость остальных поверхностей ![]() мкм.
мкм.
4. Острые кромки должны быть притуплены.
ПРИЛОЖЕНИЕ 2
Обязательное
ПРОТОКОЛ
поверки измерительных ножей
Тип ножа | Расстояние между штрихом и его изобра- жением | Результаты измерения | По- правка на шкалу |
|
| Примечание | |||
Первое | Второе | Третье | Сред- нее | ||||||
РЦБ | |||||||||
РЛБ | |||||||||
РЦМ | |||||||||
РЛМ | |||||||||
ГП | |||||||||
Текст документа сверен по:
М.: Издательство стандартов, 1977
{kind=link}