ГОСТ 16085-80
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ КОНТРОЛЯ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Допуски
Gauges for surface position checking. Tolerances
МКС 17.040.30
ОКП 39 3500
Дата введения 1982-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 года N 1859
Ограничение срока действия снято Постановлением Госстандарта от 09.07.92 N 670
ВЗАМЕН ГОСТ 16085-70
ИЗДАНИЕ с Изменением N 1, утвержденным в июне 1983 года (ИУС 9-83).
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 1, 2008 год; поправка, опубликованная в ИУС N 7, 2021 год; поправка, опубликованная в ИУС N 01, 2024 год, введенная в действие с 06.10.2023
Поправки внесены изготовителем базы данных
Настоящий стандарт распространяется на калибры неразъемной конструкции для контроля расположения поверхностей (их осей или плоскостей симметрии) с зависимыми допусками расположения, а также для контроля прямолинейности оси при зависимом допуске формы.
Стандарт полностью соответствует СТ СЭВ 1314-78.
1. ОБОЗНАЧЕНИЯ
1.1. Обозначения (символы), принятые в настоящем стандарте, должны соответствовать указанным:
| - номинальные размеры между измерительными элементами калибров-скоб |
| - соответственно наибольшие и наименьшие предельные размеры между измерительными элементами калибров-скоб |
| - размеры между измерительными элементами предельно изношенных калибров-скоб |
| - размер предельно изношенного поэлементного проходного калибра, предназначенного для контроля размера поверхности изделия |
| - соответственно наибольший и наименьший предельные размеры измерительного элемента нового калибра |
| - соответственно наибольший и наименьший предельные размеры базового измерительного элемента нового калибра |
- размер предельно изношенного измерительного элемента калибра | |
| - размер предельно изношенного базового измерительного элемента калибра |
- наибольший предельный размер вала (выступа) изделия | |
- наименьший предельный размер отверстия изделия | |
| - наибольший предельный размер базового вала (выступа) изделия |
| - наименьший предельный размер базового отверстия изделия |
- основное отклонение размера измерительного элемента, соответствующее проходному пределу размера нового калибра, в калибрах без базовых измерительных элементов | |
- допуск на изготовление измерительного элемента калибра | |
- допуск на изготовление базового измерительного элемента калибра | |
| - номинальные значения размеров, координирующих оси (плоскости симметрии) поверхностей изделия и калибра в системе прямоугольных координат |
- допуск соосности поверхностей изделия в диаметральном выражении | |
- допуск прямолинейности оси поверхности изделия | |
- позиционный допуск поверхности (ее оси или плоскости симметрии) изделия в диаметральном выражении | |
- допуск перпендикулярности оси поверхности изделия относительно плоскости | |
- допуск соосности измерительных элементов калибра в диаметральном выражении | |
- допуск прямолинейности оси измерительного элемента калибра | |
- позиционный допуск измерительного элемента (его оси или плоскости симметрии) калибра в диаметральном выражении | |
| - координатные составляющие позиционного допуска измерительного элемента калибра в системе прямоугольных координат |
| - координатные составляющие позиционного допуска измерительного элемента калибра в системе полярных координат |
- допуск перпендикулярности оси измерительного элемента калибра относительно плоскости | |
- величина износа измерительного элемента калибра (определяет размер предельно изношенного измерительного элемента при полном использовании допуска на его изготовление) | |
- величина износа базового измерительного элемента калибра | |
| - номинальные значения размеров, координирующих оси (плоскости симметрии) поверхностей изделия и калибра в системе полярных координат |
| - предельные отклонения размеров, координирующих оси (плоскости симметрии) поверхностей изделия в системе прямоугольных координат |
| - предельные отклонения размеров, координирующих оси (плоскости симметрии) поверхностей изделия в системе полярных координат |
| - предельные отклонения размеров, координирующих оси измерительных элементов калибра в системе прямоугольных координат |
| - предельные отклонения размеров, координирующих оси измерительных элементов калибра в системе полярных координат |
2. ДОПУСКИ, ОТКЛОНЕНИЯ И ПРЕДЕЛЬНЫЕ РАЗМЕРЫ КАЛИБРОВ
2.1. Калибры для контроля расположения поверхностей по настоящему стандарту являются проходными.
Примечание. Изделие считается годным, если калибр соединяется с изделием (проходит) по всем контролируемым поверхностям.
2.2. Расположение поверхностей должно контролироваться после того, как установлено, что их размеры (диаметры отверстий и валов, ширины впадин и т.д.) выполнены в пределах соответствующих полей допусков (за исключением случая, указанного в п.2.8).
2.3. Допуски на изготовление, расположение и величина износа измерительных элементов устанавливаются для каждого измерительного элемента в зависимости от позиционного допуска поверхности (ее оси или плоскости симметрии) изделия, контролируемой данным измерительным элементом.
Если допуски расположения поверхностей изделия заданы не позиционными допусками, а предельными отклонениями размеров, координирующих оси (плоскости симметрии) поверхностей, или другими видами допусков расположения, то предварительно следует определить позиционный допуск контролируемой поверхности по формулам, приведенным в справочном приложении 1.
2.4. Отклонения и допуски измерительных элементов калибра должны соответствовать указанным на черт.1 и 2 и в табл.1.
Схема расположения полей допусков калибров без базовых измерительных элементов
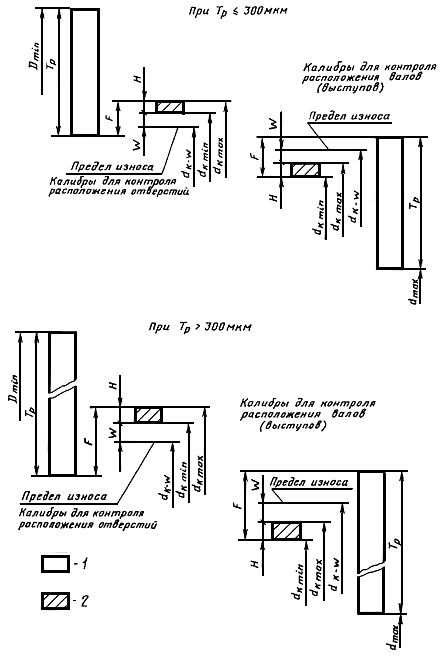
1 - поле позиционного допуска поверхности изделия;
2 - поле допуска на изготовление измерительного элемента калибра
Черт.1
Схема расположения полей допусков калибров с базовыми измерительными элементами
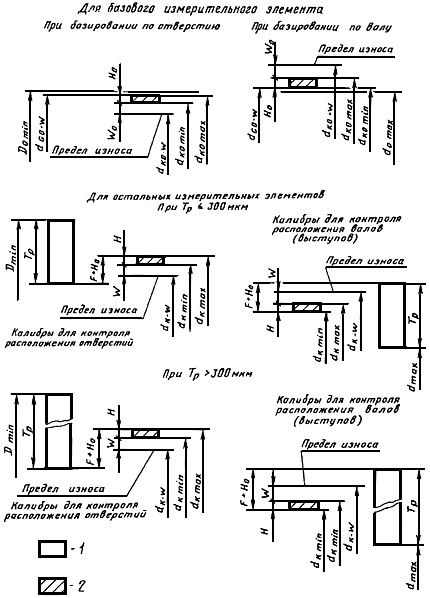
1 - поле позиционного допуска поверхности изделия;
2 - поле допуска на изготовление измерительного элемента калибра
Черт.2
Таблица 1
мм | ||||
Позиционный допуск поверхности изделия | Отклонения и допуски измерительных элементов калибра | |||
Основное отклонение | Допуск на изготовление | Величина износа | Позиционный допуск | |
От 20 до 30 | 9 | 4 | 4 | 6 |
Св. 30 " 50 | 12 | 5 | 5 | 8 |
" 50 " 80 | 15 | 6 | 6 | 10 |
" 80 " 120 | 20 | 8 | 8 | 12 |
" 120 " 200 | 26 | 8 | 10 | 16 |
" 200 " 300 | 32 | 10 | 12 | 20 |
" 300 " 500 | 53 | 12 | 16 | 25 |
" 500 " 800 | 66 | 16 | 20 | 30 |
" 800 " 1200 | 85 | 20 | 25 | 40 |
" 1200 " 2000 | 105 | 25 | 30 | 50 |
" 2000 " 3000 | 130 | 30 | 40 | 60 |
" 3000 " 5000 | 170 | 40 | 50 | 80 |
" 5000 | 210 | 50 | 60 | 100 |
Примечание. Отклонения и допуски калибров при 50 мкм относятся только к гладким измерительными элементами.
2.5. Допуск на изготовление и величина износа базового измерительного элемента (соответственно и
) должны выбираться такими же, как и для остальных измерительных элементов, т.е.
![]() ,
, ![]() .
.
Если для разных измерительных элементов калибра и
неодинаковы, то для базового измерительного элемента принимают допуск на изготовление и величину износа, равными их наименьшим значениям для данного калибра, т.е.
![]() ,
,
![]()
2.6. Предельные размеры измерительных элементов калибра должны определяться по формулам, приведенным в табл.2.
Таблица 2
Вид калибра | Формулы расчета предельных размеров | ||
для измерительных элементов, контролирующих расположение отверстий | для измерительных элементов, контролирующих расположение валов (выступов) | ||
Калибры без базовых измерительных элементов |
|
| |
Калибры с базовыми измери- тельными элементами | Базовый измерительный элемент |
|
|
Остальные измерительные элементы |
|
| |
(Поправка. ИУС N 7-2021).
2.7. Для резьбовых измерительных элементов калибра отклонения и допуски, приведенные на черт.1 и 2 и в табл.1, а также формулы расчета предельных размеров, приведенные в табл.2, относятся к среднему диаметру.
Отклонения и допуски для наружного и внутреннего диаметров резьбовых измерительных элементов должны соответствовать отклонениям и допускам, установленным для поэлементных проходных резьбовых калибров по ГОСТ 24997-81.
Предельные размеры наружного и внутреннего диаметров резьбовых измерительных элементов (кроме базовых) должны быть уменьшены (для элементов, контролирующих расположение внутренних резьбовых поверхностей) или увеличены (для элементов, контролирующих расположение наружных резьбовых поверхностей) на величину позиционного допуска относительно соответствующего предельного размера поэлементного резьбового проходного калибра по ГОСТ 24997-81. Для базовых измерительных элементов
=0.
2.8. Если для изделия задан зависимый допуск расположения поверхностей, равный нулю, то для измерительных элементов калибров следует принимать:
- предельные размеры, допуск на изготовление и величину износа равными размерами и допускам поэлементного проходного калибра по ГОСТ 24853-81 для гладких измерительных элементов и по ГОСТ 24997-81 для резьбовых измерительных элементов;
- позиционный допуск равным допуску на изготовление поэлементного проходного калибра.
Примечание. Для случая, указанного в п.2.8, поэлементные проходные калибры при приемочном контроле не должны применяться.
2.9. Допуски расположения измерительных элементов калибра для контроля позиционных отклонений предпочтительно указывать позиционным допуском осей (плоскостей симметрии) измерительных элементов. Вместо позиционных допусков для измерительных элементов калибра могут быть указаны предельные отклонения размеров, координирующих их оси (плоскости симметрии).
2.10. Предельные отклонения размеров, координирующих оси измерительных элементов, должны назначаться при расположении осей в системе прямоугольных координат по табл.3, а при расположении осей в системе полярных координат по табл.4 а и б.
Таблица 3
Пересчет позиционных допусков измерительных элементов калибров
на предельные отклонения размеров, координирующих оси этих элементов.
Система прямоугольных координат
Характерис- | Эскиз | Норми- | Позиционный допуск | |||||||||||||
6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | ||||
Предельные отклонения размеров, координирующих оси измерительных элементов, мкм | ||||||||||||||||
1. Один измерительный элемент, координирован- ный относительно плоскости |
| Предельные отклонения | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | |
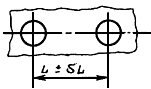
2. Два измерительных элемента, координирован- ные друг относительно друга |
| Предельные отклонения | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | |
3. Три и более измерительных элементов, расположенных в один ряд |
| Предельные отклонения | 4 | 5,5 | 7 | 8 | 11 | 14 | 16 | 22 | 28 | 35 | 40 | 55 | 70 | |
Предельные отклонения | 2 | 2,8 | 3,5 | 4 | 5,5 | 7 | 8 | 11 | 14 | 18 | 20 | 28 | 35 | |||
4. Три или четыре измерительных элемента, расположенные в два ряда |
| Предельные отклонения | 4 | 5,5 | 7 | 8 | 11 | 14 | 16 | 22 | 28 | 35 | 40 | 55 | 70 | |
Предельные отклонения | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | |||
5. Один или несколько измерительных элементов, координирован- ных относительно двух взаимно перпендикулярных плоскостей |
| Предельные отклонения | 2 | 2,8 | 3,5 | 4 | 5,5 | 7 | 8 | 11 | 14 | 18 | 20 | 28 | 35 | |
6. Измерительные элементы, координирован- ные друг относительно друга и расположенные в несколько рядов |
| Предельные отклонения | 2 | 2,8 | 3,5 | 4 | 5,5 | 7 | 8 | 11 | 14 | 18 | 20 | 28 | 35 | |
Предельные отклонения | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | |||






________________
* Допускается вместо предельных отклонений размера между осями двух любых отверстий нормировать предельные отклонения размеров между осью одного отверстия (принимаемого за базу) или базовой плоскостью и осями каждого из остальных отверстий (
и т.д.); при этом значение предельного отклонения, указанное в табл.3, должно быть уменьшено вдвое.
Таблица 4а
Пересчет позиционных допусков измерительных элементов калибра
на предельные отклонения размеров, координирующих оси этих элементов.
Система полярных координат
Характеристика расположения измерительных элементов калибра | Эскиз | Нормируемые отклонения размеров, координирующих оси измерительных элементов калибра |
1. Два измерительных элемента, координированные друг относительно друга и базового элемента, определяющего центр системы полярных координат |
| Предельные отклонения Предельные отклонения угла |
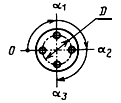
2. Три и более измерительных элементов, расположенных по окружности |
| Предельные отклонения Предельные отклонения центрального угла |
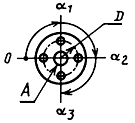
3. Три и более измерительных элементов, расположенных по окружности и координированных относительно центрального базового элемента А |
| Предельные отклонения радиуса Предельные отклонения центрального угла |

________________
* Допускается вместо предельных отклонений центрального угла между осями двух любых элементов нормировать предельные отклонения центральных углов между осью одного элемента (принимаемого за базу) и осями каждого из остальных элементов (,
и т.д.); при этом значение предельного отклонения, указанное в табл.4б, должно быть уменьшено вдвое.
Таблица 4б
Позиционный допуск | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | ||||
| 4 | 5,5 | 7 | 8 | 11 | 14 | 16 | 22 | 28 | 35 | 40 | 55 | 70 | ||||
| 2 | 2,8 | 3,5 | 4 | 5,5 | 7 | 8 | 11 | 14 | 18 | 20 | 28 | 35 | ||||
Интервалы номинальных размеров, мм |
| ||||||||||||||||
диаметра | радиуса | ||||||||||||||||
От 6 до 10 | От 3 до 5 | 3'40" | 5' | 6' | 7' | 10' | 12' | 14' | 20' | 25' | 30' | 35' | 50' | 1° | |||
Св. 10 до 14 | Св. 5 до 7 | 2'20" | 3' | 4' | 5' | 6' | 8' | 10' | 12' | 16' | 20' | 25' | 30' | 40' | |||
Св. 14 до 18 | Св. 7 до 9 | 1'50" | 2'20" | 3' | 3'30" | 5' | 6' | 7' | 10' | 12' | 14' | 18' | 25' | 30' | |||
Св. 18 до 24 | Св. 9 до 12 | 1'20" | 1'50" | 2'20" | 3' | 3'30" | 5' | 5'30" | 7' | 10' | 11' | 14' | 18' | 22' | |||
Св. 24 до 30 | Св. 12 до 15 | 1' | 1'20" | 1'50" | 2' | 3' | 4' | 4'30" | 6' | 7' | 9' | 11' | 14' | 18' | |||
Св. 30 до 40 | Св. 15 до 20 | 50" | 1' | 1'20" | 1'40" | 2'30" | 3' | 3'20" | 5' | 5'30" | 7' | 8' | 11' | 14' | |||
Св. 40 до 50 | Св. 20 до 25 | 35" | 50" | 1' | 1'20" | 2' | 2'30" | 2'40" | 4' | 4'20" | 5' | 6' | 8' | 10' | |||
Св. 50 до 65 | Св. 25 до 32,5 | 30" | 40" | 50" | 1' | 1'40" | 2' | 2' | 3' | 3'30" | 4' | 5' | 6' | 8' | |||
Св. 65 до 80 | Св. 32,5 до 40 | 25" | 30" | 40" | 50" | 1' | 1'20" | 1'40" | 2'30" | 2'40" | 3' | 4' | 5' | 6' | |||
Св. 80 до 100 | Св. 40 до 50 | 20" | 25" | 30" | 40" | 50" | 1' | 1'20" | 2' | 2'20" | 2'30" | 3' | 4' | 5' | |||
Св. 100 до 120 | Св. 50 до 60 | 16" | 20" | 25" | 30" | 40" | 50" | 1' | 1'20" | 1'40" | 2' | 2'40" | 3' | 4' | |||
Св. 120 до 150 | Св. 60 до 75 | 12" | 16" | 20" | 25" | 35" | 40" | 50" | 1' | 1'20" | 1'40" | 2' | 2'30" | 3'30" | |||
Св. 150 до 180 | Св. 75 до 90 | 11" | 14" | 16" | 20" | 30" | 35" | 40" | 55" | 1'10" | 1'30" | 1'50" | 2' | 3' | |||
Св. 180 до 250 | Св. 90 до 125 | 8" | 11" | 14" | 16" | 20" | 28" | 35" | 45" | 55" | 1'10" | 1'20" | 1'50" | 2' | |||
Св. 250 до 310 | Св. 125 до 155 | - | 8" | 10" | 12" | 16" | 20" | 25" | 35" | 40" | 50" | 1' | 1'20" | 1'40" | |||
Св. 310 до 400 | Св. 155 до 200 | - | 6" | 8" | 10" | 12" | 16" | 20" | 25" | 35" | 40" | 50" | 1' | 1'20" | |||
Св. 400 до 500 | Св. 200 до 250 | - | 5" | 6" | 8" | 10" | 12" | 16" | 20" | 25" | 30" | 40" | 50" | 1' | |||
Св. 500 до 630 | Св. 250 до 315 | - | - | 5" | 6" | 8" | 10" | 12" | 16" | 20" | 25" | 30" | 40" | 50" | |||
Св. 630 до 800 | Св. 315 до 400 | - | - | - | 5" | 6" | 8" | 10" | 12" | 16" | 20" | 25" | 30" | 40" | |||
Св. 800 до 1000 | Св. 400 до 500 | - | - | - | - | 5" | 6" | 8" | 10" | 14" | 16" | 20" | 28" | 35" | |||
Св. 1000 до 1250 | Св. 500 до 625 | - | - | - | - | - | 5" | 6" | 8" | 10" | 12" | 16" | 20" | 25" | |||
Св. 1250 до 1600 | Св. 625 до 800 | - | - | - | - | - | - | 5" | 6" | 8" | 10" | 12" | 16" | 20" | |||
Св. 1600 до 2000 | Св. 800 до 1000 | - | - | - | - | - | - | - | 5" | 6" | 8" | 10" | 12" | 16" | |||
2.11. Предельные отклонения, приведенные в табл.3 и 4а и б, допускается увеличивать в одном координатном направлении при условии, что предельные отклонения в другом координатном направлении будут уменьшены настолько, чтобы обеспечить расположение оси измерительного элемента в поле соответствующего позиционного допуска.
Примеры изменения соотношения между предельными отклонениями в двух координатных направлениях показаны на черт.3 и 4 пунктирными линиями.
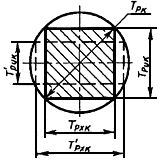
Черт.3
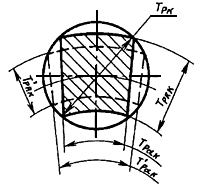
Черт.4
2.12. Если допуски расположения поверхностей изделия указаны не позиционными допусками или предельными отклонениями размеров, координирующих оси, а другими видами допусков расположения, то для соответствующих измерительных элементов калибра должен назначаться тот же вид допуска расположения, что и для изделия.
Пересчет позиционных допусков измерительных элементов калибра на другие виды допусков расположения должен производиться по формулам, приведенным в табл.5.
Таблица 5
Вид калибра | Указываемый допуск расположения или формы измерительных элементов | Эскиз | Формула для пересчета позиционного допуска |
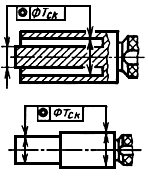
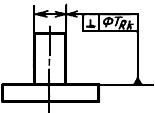
Калибры для контроля соосности (симметричности) относительно оси (плоскости симметрии) базовой поверхности | Допуск соосности (симметричности) каждого измерительного элемента относительно оси (плоскости симметрии) базового измерительного элемента |
|
|
Калибр для контроля соосности (симметричности) поверхностей относительно общей оси | Допуск соосности (симметричности) каждого измерительного элемента относительно общей оси (плоскости симметрии) |
|
|
Калибр для контроля соосности (симметричности) без базового измерительного элемента. (Расположение измерительных элементов, вписанное или смежное) | Допуск соосности (симметричности) двух измерительных элементов |
|
|
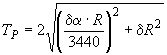
Калибр для контроля перпендикулярности (наклона) оси относительно плоскости | Допуск перпендикулярности оси измерительного элемента относительно плоскости |
|
|
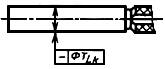
Калибр для контроля прямолинейности оси | Допуск прямолинейности оси измерительного элемента калибра |
|
|
2.13. Допуски расположения измерительных элементов калибров должны назначаться независимыми.
2.14. Размер между осью отверстия или вала и плоскостью и размер между осями двух отверстий или двух валов может быть проконтролирован комплектом двух проходных калибров, предельные размеры которых должны определяться по формулам, указанным в справочном приложении 2.
2.15. Примеры расчета предельных размеров измерительных элементов калибров приведены в справочном приложении 3.
2.16. Термины и определения допусков формы и расположения поверхностей - по ГОСТ 24642-81.
ПРИЛОЖЕНИЕ 1
Справочное
ПЕРЕСЧЕТ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ РАЗМЕРОВ, КООРДИНИРУЮЩИХ ОСИ,
И ДОПУСКОВ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ НА ПОЗИЦИОННЫЕ ДОПУСКИ
Формулы для пересчета допусков расположения поверхностей изделия, заданных различными способами, на позиционные допуски приведены в табл.1-2.
Таблица 1
Пересчет предельных отклонений размеров, координирующих оси, на позиционные допуски
Характеристика расположения поверхностей | Эскиз | Формула для определения позиционного допуска | ||
1. Одна поверхность, координирован- ная относительно плоскости (при сборке базовые плоскости соединяемых деталей совмещаются) |
|
| ||
2. Две поверхности, координирован- ные друг относительно друга |
|
| ||
3. Три и более поверхностей, расположенных в один ряд |
| 1. Предельные отклонения размера между осями двух любых поверхностей 2. Предельные отклонения осей от общей плоскости |
| |
| Предельные отклонения осей от общей плоскости |
| ||
4. Три или четыре поверхности, расположенные в два ряда |
|
| ||
5. Одна или несколько поверхностей, координирован- ных относительно двух взаимно перпендикулярных плоскостей (при сборке базовые плоскости соединяемых деталей совмещаются) |
|
| ||
6. Поверхности, расположенные в несколько рядов |
|
| ||
7. Две поверхности, координированные друг относительно друга и базового элемента, определяющего центр системы полярных координат |
|
| ||
8. Три и более поверхностей расположенных по окружности | Предельные отклонения центрального угла между осями двух любых поверхностей |
|
| |
|
| |||

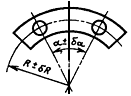
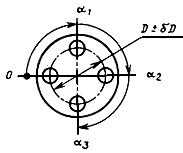
Примечание. В формулах и
в минутах, 3440 - число минут в радиане, остальные размеры, отклонения - в миллиметрах.
Таблица 2
Пересчет допусков расположения поверхностей на позиционные допуски
Заданный допуск и характер расположения поверхностей | Эскиз | Формула для определения позиционного допуска |
1*. Допуск соосности (симметричности) поверхности относительно оси (плоскости симметрии) базовой поверхности | | Для базовой поверхности
Для рассматриваемой поверхности
|
2. Допуск соосности (симметричности) двух и более поверхностей относительно оси (плоскости симметрии) базовой поверхности |
| Для базовой поверхности
Для рассматриваемой поверхности
|
3. Допуск соосности (симметричности) поверхностей относительно общей оси (плоскости симметрии) |
|
|
4. Допуск соосности (симметричности) поверхностей. Базовая поверхность не указана. Расположение поверхностей вписанное или смежное |
|
|
5. Допуск перпендикулярности (наклона) оси поверхности относительно плоскости |
|
|
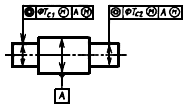
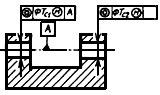
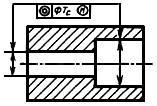
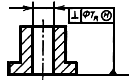
Таблица 2 (Поправка. ИУС N 01-2024).
Примечание. При пересчете допуска прямолинейности оси на позиционный допуск следует принимать ![]()
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2
Справочное
Комплекты калибров-скоб для контроля размера между осью
и плоскостью или между двумя осями
Контроли- | Эскиз калибра | Формулы для расчета предельных размеров калибров |
1 . Расстояние между осью отверстия и плоскостью |
|
|
|
| |
2. Расстояние между осью вала (выступа) и плоскостью |
|
|
|
| |
3. Расстояние между осями двух отверстий |
|
|
|
| |
4. Расстояние между осями двух валов (выступов) |
|
|
|
|
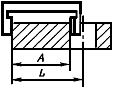
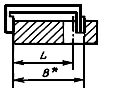
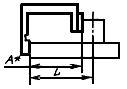
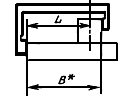
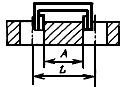
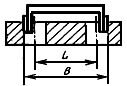
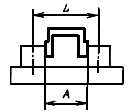
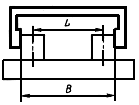
Примечания:
1. При контроле калибрами размеров, отмеченными знаком*, соответствующая измерительная поверхность калибра должна прилегать к базовой плоскости изделия.
2. Изделие считается годным, если в него проходят оба калибра (с размерами А и В), входящие в комплект.
ПРИЛОЖЕНИЕ 3
Справочное
ПРИМЕРЫ РАСЧЕТА ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ КАЛИБРОВ
ДЛЯ КОНТРОЛЯ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
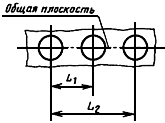
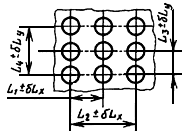
Пример 1. Рассчитать калибр для контроля расположения отверстий в детали, показанной на черт.1.
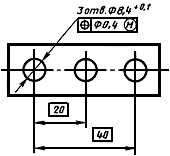
Черт.1
1.1. Предельные отклонения и допуски диаметров измерительных элементов (пробок) калибра определяют по табл.1 в зависимости от позиционного допуска осей изделия =0,4 мм:
![]() мм;
мм; ![]() мм;
мм; ![]() мм.
мм.
1.2. Предельные размеры пробок калибра рассчитывают по формулам табл.2, п.1:
![]() мм;
мм;![]() мм;
мм;![]() мм
мм
1.3. Позиционный допуск осей пробок определяют по табл.1:
![]() мм
мм
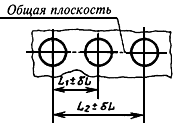
При нормировании и контроле размеров, координирующих оси пробок, должны быть соблюдены следующие требования (по табл.3, п.3, для ![]() мм):
мм):
а) предельные отклонения размеров между осями двух любых пробок ![]() мм;
мм;
б) предельные отклонения осей пробок от общей плоскости ![]() мм.
мм.
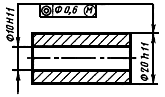
1.4. Схема калибра с указанием размеров и допусков приведена на черт.2.
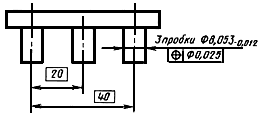
Черт.2
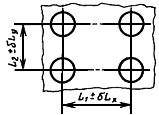
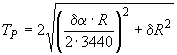
Пример 2. Рассчитать калибр для контроля расположения отверстий в детали, показанной на черт.3.
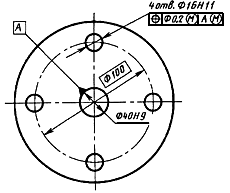
Черт.3
2.1. Предельные отклонения и допуски диаметров измерительных элементов (пробок) калибра определяют по табл.1 при =0,2 мм:
для пробок, контролирующих расположение отверстий диаметром 16Н11:
![]() мм;
мм; ![]() мм;
мм; ![]() мм;
мм;
для базовой пробки:
![]() мм;
мм; ![]() мм.
мм.
2.2. Предельные отклонения пробок калибра рассчитывают по формулам табл.2:
для базовой пробки:
![]() мм
мм
(размер поэлементного проходного предельно изношенного калибра определяют по ГОСТ 24853-81)
![]() мм
мм![]() мм
мм
для остальных пробок:
![]() мм;
мм;![]() мм;
мм;![]() мм
мм
2.3. Позиционный допуск осей пробок (кроме базовой) калибра определяют по табл.1:
![]() мм
мм
При нормировании и контроле размеров, координирующих оси пробок, должны быть соблюдены следующие требования (по табл.4а, п.3 и 4б, для ![]() ):
):
а) предельные отклонения размера между осью каждой пробки и осью базовой пробки ![]() мм;
мм;
б) предельные отклонения центрального угла между осями двух любых пробок, расположенных на окружности диаметром 100 мм, ![]() , база - ось центральной пробки калибра.
, база - ось центральной пробки калибра.
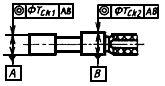
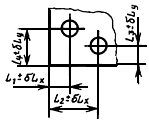
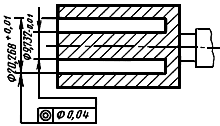
2.4. Схема калибра с указанием исполнительных размеров и допусков приведена на черт.4.
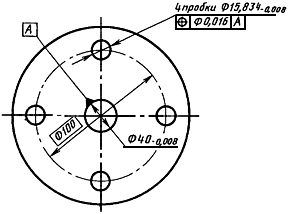
Черт.4
Пример 3. Рассчитать калибр для контроля соосности наружной и внутренней поверхности детали, показанной на черт.5.
Черт.5
3.1. Позиционный допуск осей поверхностей детали определяют по табл.2 (пункт 4) справочного приложения 1:
![]() мм
мм
3.2. Предельные отклонения и допуски измерительных элементов калибра определяют по табл.1 при ![]() мм:
мм:
![]() мм;
мм; ![]() мм
мм![]() мм;
мм; ![]() мм
мм
3.3. Предельные размеры измерительных элементов калибра рассчитывают по формулам табл.2
для элемента, контролирующего наружную поверхность детали:
![]() мм
мм
![]() мм;
мм;![]() мм
мм
для элемента, контролирующего внутреннюю поверхность детали:
![]() мм
мм
![]() мм;
мм;![]() мм
мм
3.4. Допуск соосности измерительных элементов калибра определяют по табл.5:
![]() мм
мм
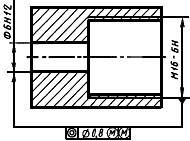
3.5. Схема калибра с указанием размеров и допусков измерительных элементов приведена на черт.6.
Черт.6
Пример 4. Рассчитать калибр для контроля соосности гладкой цилиндрической поверхности относительно резьбы в детали, показанной на черт.7.
Черт.7
4.1. Позиционный допуск осей поверхностей детали определяют по табл.2 (пункт 1) справочного приложения 1:
для гладкого измерительного элемента ![]() мм;
мм;
для резьбового (базового) измерительного элемента ![]() .
.
4.2. Предельные отклонения и допуски измерительных элементов калибра определяют по табл.1 при ![]() мм;
мм;
для гладкого измерительного элемента:
![]() мм;
мм; ![]() мм;
мм; ![]() мм;
мм; ![]() мм.
мм.
для резьбового измерительного элемента;
![]() мм;
мм; ![]() мм.
мм.
4.3. Предельные размеры измерительных элементов калибра рассчитывают по формулам табл.2:
для гладкого измерительного элемента:
![]() мм;
мм;![]() мм;
мм;![]() мм
мм
для резьбового измерительного элемента (по среднему диаметру):
![]() мм.
мм.
(размер ![]() определяют по ГОСТ 24997-81)
определяют по ГОСТ 24997-81)
![]() мм;
мм;![]() мм.
мм.
Наружный и внутренний диаметры резьбового измерительного элемента, указанные на черт.8, определяют по ГОСТ 24997-81.
4. Допуск соосности гладкого измерительного элемента калибра относительно резьбового измерительного элемента определяют по табл.5.
![]() мм.
мм.
4.5. Схема калибра с указанием размеров и допусков измерительных элементов приведена на черт.8.
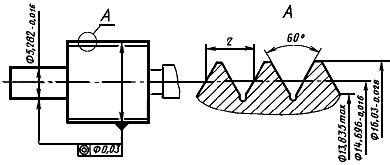
Черт.8
Пример 5. Рассчитать калибр для контроля соосности поверхности детали, показанной на черт.9.
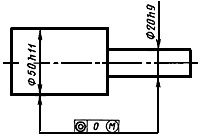
Черт.9
5.1. Калибры для контроля зависимого допуска соосности, равного нулю, рассчитывают в соответствии с п.2.8 настоящего стандарта.
5.2. Предельные отклонения и допуски измерительных элементов калибра определяют по СТ СЭВ 157-75 и п.2.8 настоящего стандарта (обозначения ,
,
по ГОСТ 24853-81);
Для измерительного элемента, контролирующего диаметр 50 h11;
![]() мм;
мм; ![]() мм;
мм; ![]() ;
; ![]() мм.
мм.
Для измерительного элемента, контролирующего диаметр 20 h9:
![]() мм;
мм; ![]() мм;
мм; ![]() ;
; ![]() мм
мм
5.3. Предельные размеры измерительных элементов калибра рассчитываются по формулам табл.1 ГОСТ 24853-81.
![]() мм
мм
![]() мм;
мм;![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;![]() мм.
мм.
5.4. Допуск соосности измерительных элементов калибра определяют в соответствии с п.2.8 и табл.5:
![]() мм.
мм.
5.5. Схема калибра с указанием размеров и допусков измерительных элементов калибра приведена на черт.10
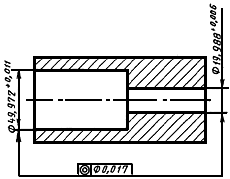
Черт.10
(Измененная редакция, Изм. N 1).
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}