ГОСТ 10278-81
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ УПОРНОЙ РЕЗЬБЫ
Допуски
Gauges for buttress thread. Tolerances
МКС 17.040.30
ОКП 39 3191
Дата введения 1983-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 18 ноября 1981 года N 4991
ВЗАМЕН ГОСТ 10278-62
ПЕРЕИЗДАНИЕ.
Настоящий стандарт распространяется на резьбовые и гладкие калибры для контроля упорной резьбы с профилем и основными размерами по СТ СЭВ 1781-79, допусками по СТ СЭВ 2058-79 и устанавливает профиль резьбы, длину рабочей части, допуски и формулы для расчета размеров резьбовых и гладких калибров.
Настоящий стандарт полностью соответствует СТ СЭВ 2648-80.
1. ОБОЗНАЧЕНИЯ
1.1. В настоящем стандарте приняты следующие обозначения размеров и допусков:
- зазор по вершине резьбы; | |
- ширина канавки резьбового калибра-кольца с полным профилем резьбы; | |
- ширина канавки резьбового калибра-пробки с полным профилем резьбы; | |
- ширина канавки резьбового калибра-пробки, калибра-кольца с укороченным профилем резьбы; | |
- номинальный наружный диаметр наружной резьбы; | |
- номинальный внутренний диаметр наружной резьбы; | |
- номинальный средний диаметр наружной резьбы; | |
- номинальный наружный диаметр внутренней резьбы; | |
- номинальный внутренний диаметр внутренней резьбы; | |
- номинальный средний диаметр внутренней резьбы; | |
- нижнее отклонение диаметров внутренней резьбы; | |
- расстояние между осью профиля и осью номинального положения оси канавки; | |
- расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы; | |
- высота укороченного профиля резьбы калибра; | |
- допуск гладкого калибра-пробки для внутренней резьбы; | |
- допуск гладкого калибра-кольца или калибра-скобы для наружной резьбы; | |
- допуск гладкого контрольного калибра-пробки для гладкого калибра-скобы и калибра-пробки для контроля износа гладкого калибра-кольца или калибра-скобы; | |
- расстояние между серединой поля допуска | |
- среднее значение длины свинчивания | |
- шаг резьбы; | |
- радиус закругления во впадине наружной резьбы; | |
- допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа; | |
- допуск наружного диаметра наружной резьбы; | |
- допуск среднего диаметра наружной резьбы; | |
- допуск внутреннего диаметра внутренней резьбы; | |
- допуск среднего диаметра внутренней резьбы; | |
- допуск шага резьбы калибра; | |
- допуск среднего диаметра резьбового проходного и непроходного калибров-пробок; | |
- допуск среднего диаметра резьбового проходного и непроходного калибров-колец; | |
| - допуск угла наклона боковой стороны профиля резьбы калибра с полным профилем; |
| - допуск угла наклона боковой стороны профиля резьбы калибра с укороченным профилем; |
- величина среднедопустимого износа резьбового проходного калибра-пробки и калибра-кольца; | |
- величина среднедопустимого износа резьбового непроходного калибра-пробки и калибра-кольца; | |
- расстояние от середины поля допуска | |
- расстояние от середины поля допуска | |
- расстояние от середины поля допуска | |
- расстояние от середины поля допуска |
2. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
2.1. Номера видов калибров, их наименования и назначение - по ГОСТ 24939-81.
2.2. Калибры-пробки КПР-ПР (2), КНЕ-ПР (12), КНЕ-НЕ (13), КИ-НЕ (16), ПР (21) должны иметь полный профиль резьбы в соответствии с черт.1, калибры-кольца вида 1 - полный профиль резьбы в соответствии с черт.2.
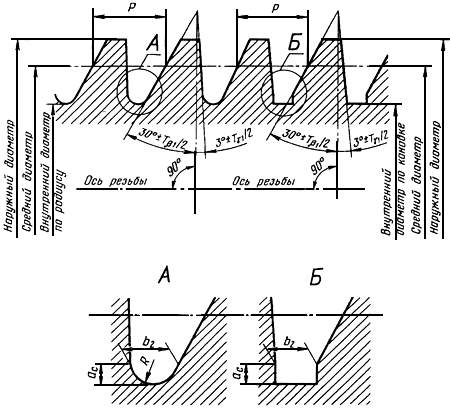
Черт.1
Черт.2
2.3 Полный профиль резьбы калибров-пробок КПР-ПР (2), КНЕ-ПР (12), КНЕ-НЕ (13), КИ-НЕ (16) и ПР (21) выполняется с канавкой . Профиль впадин резьбы указанных калибров-пробок в зоне
(черт.1) не устанавливается.
Размеры и
относятся к номинальному профилю резьбы и должны соответствовать указанным в табл.1.
Таблица 1
мм
|
|
|
| |
2 | 0,236 | 0,249 | 0,53 | 0,220 |
3 | 0,353 | 0,373 | 0,79 | 0,330 |
4 | 0,471 | 0,497 | 1,06 | 0,440 |
5 | 0,589 | 0,621 | 1,32 | 0,550 |
6 | 0,707 | 0,746 | 1,58 | 0,660 |
7 | 0,824 | 0,870 | 1,85 | 0,770 |
8 | 0,942 | 0,994 | 2,11 | 0,880 |
9 | 1,060 | 1,118 | 2,38 | 0,990 |
10 | 1,178 | 1,243 | 2,64 | 1,100 |
12 | 1,413 | 1,491 | 3,17 | 1,320 |
14 | 1,649 | 1,740 | 3,69 | 1,539 |
16 | 1,884 | 1,988 | 4,22 | 1,759 |
18 | 2,120 | 2,237 | 4,75 | 1,979 |
20 | 2,355 | 2,485 | 5,28 | 2,199 |
22 | 2,591 | 2,734 | 5,80 | 2,419 |
24 | 2,826 | 2,982 | 6,33 | 2,639 |
28 | 3,297 | 3,480 | 7,39 | 3,079 |
32 | 3,769 | 3,977 | 8,44 | 3,519 |
36 | 4,240 | 4,474 | 9,50 | 3,959 |
40 | 4,711 | 4,971 | 10,55 | 4,399 |
44 | 5,182 | 5,468 | 11,61 | 4,838 |
48 | 5,653 | 5,965 | 12,66 | 5,278 |
Примечания:
1. Размеры ,
,
,
являются исходными для проектирования резьбообразующего инструмента и не подлежат обязательному контролю.
2. Числовые значения размеров ,
,
,
, относящиеся к действительному профилю резьбы калибра, в необходимых случаях могут быть рассчитаны по формулам, указанным в приложении.
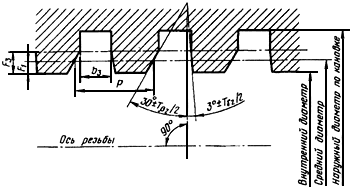
2.4. Полный профиль резьбы калибра-кольца ПР (1) выполняется с канавкой . Форма канавки произвольная. Размер
относится к номинальному профилю резьбы. Размеры
и
должны соответствовать указанным в табл.1.
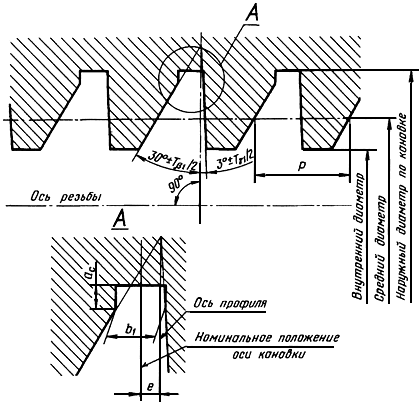
2.5. Калибры-пробки КПР-НЕ (3), К-И (6), НЕ (22) должны иметь укороченный профиль резьбы в соответствии с черт.3, калибр-кольцо вида НЕ (11) - укороченный профиль в соответствии с черт.4.
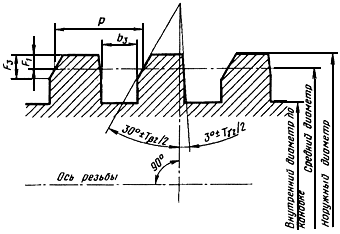
Черт.3
Черт.4
2.6. Укороченный профиль резьбы калибров должен выполняться с размерами ,
,
, указанными в табл.2. Форма канавки произвольная.
Таблица 2
мм
| ||||
Номин. | Пред. откл. | |||
2 | 0,2 | 0,75 | +0,12 | От 0,40 до 0,60 |
3 | 0,3 | 1,12 | +0,19 | От 0,60 до 0,90 |
4 | 0,4 | 1,50 | +0,25 | От 0,80 до 1,20 |
5 | 0,5 | 1,87 | +0,32 | От 1,00 до 1,50 |
6 | 0,6 | 2,43 | +0,19 | От 1,20 до 1,50 |
7 | 0,7 | 2,84 | +0,22 | От 1,40 до 1,75 |
8 | 0,8 | 3,25 | +0,25 | От 1,60 до 2,00 |
9 | 0,9 | 3,65 | +0,28 | От 1,80 до 2,25 |
10 | 1,0 | 4,06 | +0,31 | От 2,00 до 2,50 |
12 | 1,2 | 4,87 | +0,38 | От 2,40 до 3,00 |
14 | 1,4 | 5,68 | +0,44 | От 2,80 до 3,50 |
16 | 1,6 | 6,49 | +0,50 | От 3,20 до 4,00 |
18 | 1,8 | 7,30 | +0,57 | От 3,60 до 4,50 |
20 | 2,0 | 8,11 | +0,63 | От 4,00 до 5,00 |
22 | 2,2 | 8,92 | +0,70 | От 4,40 до 5,50 |
24 | 2,4 | 9,74 | +0,75 | От 4,80 до 6,00 |
28 | 2,8 | 11,36 | +0,88 | От 5,60 до 7,00 |
32 | 3,2 | 12,98 | +1,00 | От 6,40 до 8,00 |
36 | 3,6 | 14,60 | +1,14 | От 7,20 до 9,00 |
40 | 4,0 | 16,23 | +1,25 | От 8,00 до 10,00 |
44 | 4,4 | 17,85 | +1,38 | От 8,80 до 11,00 |
48 | 4,8 | 19,45 | +1,53 | От 9,60 до 12,00 |
Примечание. Вместо размера допускается контролировать высоту
.
Величина является справочной и служит для расчета наружного и внутреннего диаметров резьбы калибров с укороченным профилем и непосредственному контролю не подлежит.
2.7. Длина резьбы рабочей части резьбовых калибров не должна быть менее величин, указанных в табл.3.
Таблица 3
Обозначение | Длина резьбы рабочей части калибра, мм | ||
3 | 0,8 | 0,8 | |
ПР (1) | - | 0,8 | - |
КПР-ПР (2) | - | - | 0,8 |
КПР-НЕ (3) | 3 | - | - |
К-И (6) | 3 | - | - |
НЕ (11) | 3 | - | - |
КНЕ-ПР (12) | 3 | - | - |
КНЕ-НЕ (13) | 3 | - | - |
КИ-НЕ (16) | 3 | - | - |
ПР (21) | - | 0,8 | - |
НЕ (22) | 3 | - | - |
_______________
* Соответствует оригиналу. - Примечание "КОДЕКС".
2.8. Длина рабочей части гладких калибров для контроля наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы не должна быть менее величин, указанных в табл.4.
Таблица 4
Обозначение (номер вида калибра) | Длина рабочей части калибра, мм | |
3 | 0,8 | |
ПР (17) | 3 | 0,8 |
НЕ (18) | 3 | - |
К-ПР (19) | 3 | - |
К-НЕ (20) | 3 | - |
ПР (23) | - | 0,8 |
НЕ (24) | 3 | - |
К-И (25) | 3 | - |
3. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
3.1. Расположение полей допусков среднего диаметра резьбы калибров для контроля наружной резьбы и относящихся к ним контрольных калибров-пробок должно соответствовать указанному на черт.5, для контроля внутренней резьбы - черт.6.
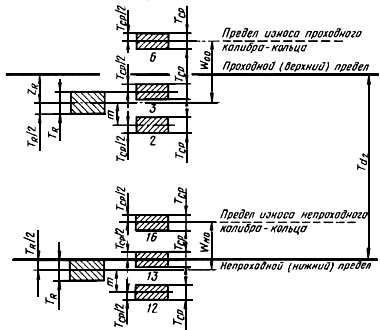
Черт.5
Примечание. Числа у полей допусков на черт.5-8 обозначают номера видов калибров.
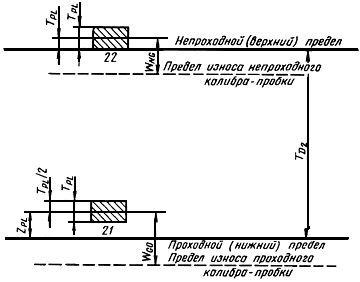
Черт.6
3.2. Допуски и величины, определяющие положение полей допусков и предел износа резьбовых калибров, должны соответствовать указанным в табл.5.
Таблица 5
мкм
| ||||||||||
калибр- | калибр- | калибр- | калибр- | |||||||
Св. 125 до 200 | 26 | 16 | 14 | 22 | 12 | 17 | 30 | 25 | 22 | 17 |
Св. 200 до 315 | 34 | 20 | 18 | 28 | 17 | 23 | 37 | 30 | 28 | 22 |
Св. 315 до 500 | 42 | 26 | 22 | 35 | 29 | 35 | 48 | 39 | 36 | 28 |
Св. 500 до 800 | 54 | 32 | 26 | 43 | 40 | 46 | 60 | 48 | 45 | 33 |
Св. 800 до 1180 | 66 | 38 | 30 | 51 | 48 | 54 | 72 | 57 | 54 | 39 |
Св. 1180 до 1700 | 80 | 48 | 38 | 62 | 58 | 64 | 90 | 72 | 68 | 49 |
Св. 1700 до 2400 | 96 | 58 | 46 | 74 | 70 | 76 | 108 | 87 | 81 | 60 |
Примечания:
1. Величины наибольшие. При расчете размеров резьбовых калибров КПР-ПР (2), КНЕ-ПР (12) допускается увеличение наименьшего предельного размера среднего диаметра резьбы калибра на величину до
![]() для обеспечения износа (резерва на износ).
для обеспечения износа (резерва на износ).
2. С целью ограничения числа проходных калибров для одного и того же размера резьбы с одинаковым основным отклонением рекомендуется изготовлять их для резьб 7-9 степеней точности по 7-й степени точности.
3.3. Предельные отклонения углов наклона боков стороны профиля резьбы калибров должны соответствовать ![]() ;
; ![]() или
или ![]() ;
; ![]() (см. черт.1-4). Значения
(см. черт.1-4). Значения ![]() ;
; ![]() и
и ![]() ;
; ![]() приведены в табл.6.
приведены в табл.6.
Таблица 6
Размеры, угл. мин
|
|
|
|
2 | 10 | 12 | 14 |
3 | 9 | 12 | 14 |
4 | 8 | 12 | 14 |
5 | 8 | 11 | 13 |
6 | 8 | 11 | 13 |
7 | 8 | 11 | 13 |
8 | 8 | 10 | 12 |
9 | 8 | 10 | 12 |
10 | 7 | 10 | 12 |
12 | 7 | 8 | 10 |
14 | 7 | 8 | 10 |
16 | 7 | 8 | 10 |
18 | 7 | 8 | 10 |
20 | 7 | 8 | 10 |
22 | 6 | 8 | 10 |
24 | 6 | 8 | 10 |
28 | 6 | 8 | 10 |
32 | 6 | 8 | 10 |
36 | 6 | 8 | 10 |
40 | 6 | 8 | 10 |
44 | 6 | 8 | 10 |
48 | 6 | 8 | 10 |
3.4. Допуск шага резьбы калибров должен соответствовать указанному в табл.7.
Таблица 7
Длина резьбы рабочей части калибра, мм |
|
До 32 | 5 |
Св. 32 " 50 | 6 |
" 50 " 80 | 7 |
" 80 " 120 | 8 |
" 120 " 180 | 10 |
" 180 | 11 |
Примечания:
1. Значение относится к расстоянию между любыми витками резьбы калибра.
2. Действительное отклонение может быть со знаком минус или плюс.
4. ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
4.1. Расположение полей допусков гладких калибров для контроля наружного диаметра наружной резьбы и относящихся к ним контрольных калибров-пробок должны соответствовать указанному на черт.7, внутреннего диаметра внутренней резьбы - на черт.8.
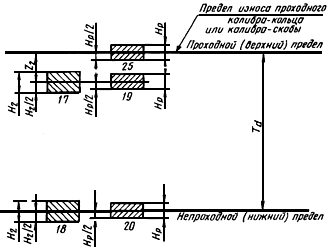
Черт.7
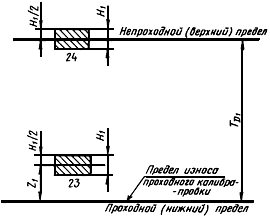
Черт.8
4.2. Допуски и величины, определяющие положение полей допусков и предел износа гладких калибров, должны соответствовать указанным в табл.8 и 9.
Таблица 8
мкм
Св. 140 до 335 | 16 | 4 | 38 |
" 335 " 850 | 30 | 6 | 54 |
" 850 " 950 | 42 | 8 | 60 |
" 950 " 1120 | 46 | 10 | 80 |
" 1120 " 1500 | 52 | 12 | 90 |
Таблица 9
мкм
Св. 180 до 375 | 16 | 38 |
" 375 " 710 | 26 | 52 |
" 710 " 1250 | 46 | 65 |
" 1250 " 1600 | 58 | 80 |
" 1600 " 2120 | 64 | 90 |
5. РАСЧЕТ КАЛИБРОВ
5.1. Размеры диаметров резьбы калибров для контроля наружной резьбы и относящихся к ним контрольных резьбовых калибров-пробок должны рассчитываться по формулам, указанным в табл.10, а для контроля внутренней резьбы - в табл.11.
Таблица 10
Обозна- | Наименование и назначение вида калибра | Про- | Наружный диаметр | Средний диаметр | Внутренний диаметр | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
ПР (1) | Калибр-кольцо резьбовой проходной нерегулируемый | 2 |
| - |
|
|
| |
КПР-ПР (2) | Калибр-пробка резьбовой контрольный проходной для нового резьбового проходного нерегулируемого калибра-кольца | 1 |
|
|
|
| - | |
КПР-НЕ (3) | Калибр-пробка контрольный непроходной для нового резьбового проходного нерегулируемого калибра-кольца | 3 |
|
|
|
|
| - |
К-И (6) | Калибр-пробка резьбовой контрольный для контроля износа резьбового проходного нерегулируемого калибра-кольца | 3 |
|
|
|
|
| - |
НЕ (11) | Калибр-кольцо резьбовой непроходной нерегулируемый | 4 |
| - |
|
|
| |
КНЕ-ПР (12) | Калибр-пробка резьбовой контрольный проходной для нового резьбового непроходного нерегулируемого калибра-кольца | 1 |
|
|
|
| - | |
КНЕ-НЕ (13) | Калибр-пробка резьбовой контрольный непроходной для нового резьбового непроходного нерегулируемого калибра-кольца | 1 |
|
|
|
|
| - |
КИ-НЕ (16) | Калибр-пробка резьбовой контрольный для контроля износа резьбового непроходного нерегулируемого калибра-кольца | 1 |
|
|
|
|
| - |


Примечания:
1. Размеры и предельные отклонения среднего диаметра калибров-колец ПР (1) и НЕ (11) указаны для координирования полей допусков контрольных калибров или контроля калибров-колец измерительными приборами.
2. При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для контрольных калибров-пробок.
3. Значения ,
для калибров-пробок К-И (6) и КИ-НЕ (16) следует принимать по табл.5 для калибров-колец.
Таблица 11
Обозна- | Наименование и назначение калибра | Про- | Наружный диаметр | Средний диаметр | Внутренний диаметр | ||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Предел износа | Номин. | Пред. откл. | |||
ПР (21) | Калибр-пробка резьбовой проходной | 1 |
|
|
|
|
|
| - |
НЕ (22) | Калибр-пробка резьбовой непроходной | 3 |
|
|
|
|
|
| - |



Примечания:
1. В формулы должны быть внесены абсолютные значения .
2. При расчете исполнительных размеров следует определять наибольший предельный размер.
5.2. Размеры диаметров гладких калибров для контроля наружного диаметра наружной резьбы и относящихся к ним контрольных калибров-пробок должны определяться по формулам, указанным в табл.12, для контроля внутреннего диаметра внутренней резьбы - в табл.13.
Таблица 12
Обозначение (номер вида калибра) | Наименование и назначение вида калибра | Диаметр калибра | |
Номин. | Пред. откл. | ||
ПР (17) | Калибр-кольцо гладкий проходной или калибр-скоба гладкий проходной |
|
|
НЕ (18) | Калибр-скоба гладкий непроходной или калибр-кольцо гладкий непроходной |
|
|
К-ПР (19) | Калибр-пробка гладкий контрольный проходной для нового гладкого проходного калибра-скобы |
|
|
К-НЕ (20) | Калибр-пробка гладкий контрольный проходной для нового гладкого непроходного калибра-скобы |
|
|
К-И (25) | Калибр-пробка гладкий контрольный для контроля износа гладкого проходного калибра-скобы |
| |
Таблица 13
Обозначение (номер вида калибра) | Наименование и назначение вида калибра | Диаметр калибра | |
Номин. | Пред. откл. | ||
ПР (23) | Калибр-пробка гладкий проходной |
|
|
НЕ (24) | Калибр-пробка гладкий непроходной |
|
|
Примечание к табл.12 и 13. При расчете исполнительных размеров следует определять наименьший предельный размер калибров-колец (скоб) и наибольший предельный размер для калибров-пробок.
ПРИЛОЖЕНИЕ
Справочное
РАСЧЕТ РАЗМЕРОВ ЭЛЕМЕНТОВ ДЕЙСТВИТЕЛЬНОГО ПРОФИЛЯ РЕЗЬБЫ
РЕЗЬБОВЫХ КАЛИБРОВ
1. Размер действительного профиля резьбы резьбовых калибров вида 1 рассчитывается по формуле
![]() .
.
2. Размеры ,
,
действительного профиля резьбы резьбовых калибров КПР-ПР (2), КНЕ-ПР (12), КНЕ-НЕ (13), КИ-НЕ (16) - по табл.1.
3. Размеры ,
,
действительного профиля резьбы резьбового калибра ПР (21) рассчитываются по формулам:
![]() ;
;![]() ;
;![]() ,
,
где - средний диаметр резьбы калибра-пробки, рассчитанного по формулам, указанным в табл.11.
4. Размер действительного профиля резьбы резьбовых калибров КПР-НЕ (3), К-И (6), НЕ (11), КНЕ-ПР (12) должен соответствовать указанному в табл.2.
5. Размеры ,
,
,
являются исходными для проектирования резьбообразующего инструмента и не подлежат обязательному контролю.
Текст документа сверен по:
Калибры. Часть 2: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}