1 » Я
^зЯ^- 6Я
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАШИНЫ КОЖЕМЕРНЫЕ
МЕТОДЫ И СРЕДСТВА ПОВЕРКИ
ГОСТ 13818—68
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва __
УДК 620.-17.05.001.4 : 006.154
Группа П59
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ СОЮЗА ССР
МАШИНЫ КОЖЕМЕРНЫЕ
Методы м средства поверки
Lcihr, thickness area measuring machine. Methods and means tor verification
ГОСТ
13818-68
ft зама и Инструкция 151—54
Утвержден Комитетом стандартов, мер к ижморитедамых .приборов при Совете Министров СССР 27 июня IMS г. Сро-н взведения установлен
с 01.07.1969 г.
Несоблюдение стандарта преследуете* по замену
Настоящий стандарт распространяется на машины, предназначенные для измерений площади мягких и жестких кож, выпускаемые из производства и после ремонта, а также находящиеся в эксплуатации. н устанавливает методы и средства их поверки.
1. ОПЕРАЦИИ. ПРОИЗВОДИМЫЕ ПРИ ПОВЕРКЕ. И ПРИМЕНЯЕМЫЕ СРЕДСТВА
1.!. Операции, производимые при поверке кожемерных машин, и применяемые средства поверки должны соответствовать указанным в таблице.
Опгриним производимое при пожиже
Виды попе рож мешан
Наименования срежет» поверки ж их готические характеристики
L. Проверив внешнего вила
2. Проверка взиннолей стаи» частей машин
3. Проверка исправности работы машин
4. Проверка правильна-епг установки машин
23
24
23
Контролен ыс шаблонм .Vi I а, б. в (см. пряла-желне I)
Образцы кож разной толщины
Уровень по ГОСТ 5192-7,5

Издание официальное Перепечатка воспрещена
Переиздание. Сентябрь 1979 г.
© Издательство стандартов, 1 980
Стр. 2 ГОСТ «Milt—68
--1— П|Нраияи. о|юнэм>лнмыс при поярке | L ш -У | Нянксмошняя средств поверия я мх геммимеем не хя ряктефистюся г |
5. Определение отпоен | 2.6; | Контрольные шаблоны |
тельной по грешности пока заннй машин без коррскти рующего устройства на нижнем пределе шкалы | 2.7 | № 1л. б, а |си. приложение 1) |
6. Определение огиоси-телыюй погрешности ножа-паний машин без корректирующего устройства на верхнем пределе шкалы | 28 | Электронный счетчик с погрешностью не белее ГО1 *! ед. счета |
7 Определение разброса | 26; | Кои трольные ша блоны |
показа ннн дли машин с корректирующим устройством на нижнем пределе шкалы | 2.9 | № 1 а. 6. 6 (гм. приложение 1) |
8. Определение разброса показаний для машин . с корректирующим устройством на верхнем пределе шкалы | 21-0 | Электронный, счетчик с погрешностью вс более 10~‘ — 1 ед. счета |
9. Определение относи тслм1«Р погрешности и раз-браса показаний машин при* крайних значениях напря женин питающей сети • | 211 | Коитрояьмыс шаблоны № 1 а, 6, в (см. приложение I). Электронный счетчик с погрешностью нс более ! 0“ ’ ±1 ед счета Вольтметр 153—300 В класса 0,5 ЛО ГОСТ 8711—76 Автотрансформатор с пределом регулирования напряжения от 250 до -L80 В |
17родал^смил | ||
Виды | ITODL-piXk | маими |
К А 5 £ 1 = 1 | d SI | 3 ? И 1*5 X Г if |
-X | 4. | 4- |
4 | 4- | 4- |
4- | 4- | 4- |
1 | ||
10. Определение логрсш кости показаний при изменении -ТОЛЩИНЫ кожи
2.12
Контрольные шаблоны Л? 2.' 3, 4 и 5 (си. приложение- 2)
П р н м -с ч а и и я:
1 Знак <+» означает, что поверка производится, а знак «—»-не производится
а Типоразмеры и нормы точности кожсмсрных машин установлены ГОСТ 1361-7—68:.
1.2. С разрешения Государственного комитета СССР по стандартам допускается применять средства и методы поверки, НС ука-
ГОСТ 13816-М Стр. 3
запиле в настоящем стандарте, при условии обеспечения ими необходимой точности позерки.
Определение погрешности машин в промежуточных точках шкалы о случае необходимости производят по шаблонам соответствующей площади, изготовленным с точностью, указанной в ГОСТ 13817—63 для металлических лекал.
1 ПОВЕРКА
2.1 Коже мерные машины должны поверяться при температуре окру жующего послуха 2№5ОС и относительной этажности 65± 15%.
Питающее напряжение сети должно быть 220 В±2%.
2.2. Проверку внешнего пила машин производят- наружным осмотром.
При этом проверяют:
а} отсутствие забоин, царапин, следов коррозии, грязи и других дефектов, влияющих на эксплуатационные качества машшЛ на рабочих поверхностях измерительного зала, пальцев и источников света;
б) наличке ровных и четких штрихов на шкале отсчетного устройства;
в) отсутствие на органах управления (кнопках пускателей, переключателях, тумблерах) повреждений, влияющих на правильность- измерений и безопасность работы.
2.3. Проверку взаимодействия частей машин производят опробованием.
Проверяют выполнение следующих требований:
а) плавность работы движущихся частей кашин (без заеданий.);
Л) отсутствие вибрации и нагрева частей маши»;
в) отсутствие импульсов в счетчике и набора счета ка отсчетном устройстве «а холостом ходе машины;
г) загорание лампочек нулей единиц, десятков и сотен на ламповом табло при включении машины;
д) наличие результата измерений на ламповом табло при измерении табло на;
е) сброс показаний при нажатии на кнопку «Гашение» я загорание при этом лампочек на нулях единиц, десятков и сотен;
ж) возвращенке в нулевое положение стрелки отсчетного устройства после нажима на ножную педаль;
з) отсутствие заметного на глаз отклонения стрелки отсчетного устройства от нулевого деления при холостом: ходе машин.
х 2.4. При проверке исправности* работы машины через нее на различных участках измерительного вала пропускают несколько кож (три-четыре) различной толщины таким образом, чтобы бы-
Стр. 4 гост нага—ы
ло проверено 1ейсгвНе &СёХ лалык» машины и асех фотодиодов. При этом на поверхностях лицевого слон измеряемых кож ле должно появляться царапин, вмятин, за иннов, складок, загрязнений и других дефектов.
2.5. Проверку правильности установки машины производят по уровню, который помешают на стол параллельно оси измерительного вала, в трех-четырех местах.
Отклонения от горизонтального положения стола в направлении, параллельном оси измернтельн-оио вала, не должны превышать I мм/м.
2-6. Относительную погрешность м разброс показаний машип нэ нижнем пределе шкалы определяют ио контрольным шаблонам № ] (см. приложение 1).
2.7. При определении относительной погрешности показаний машины на нижнем предал6 через нес пропускают па трек различных участках измерительного нала поочередно шаблоны 1 а. 6. в (см. приложение 1>
Шаблон укладывают на столе машины таким образом, чтобы его диагональ была параллельна оси измерительного вала.
После каждого измерения шаблона производят отсчет показаний машины и сброс показаний на нуль.
По результатам измерений определяют сначала абсолютную, а затем относительную погрешности показаний машины.
Относительная погрешность показаний в любом случае не должна превышать указанной в ГОСТ 13817—68.
2.8. Определение погрешности показаний машины при измерении площади на верхнем пределе шкалы производят электронным способом по методике, изложенной-в пп. 2.8.1—2.8.3.
2.8.1. Машину подготовляют- к работе в соответствии с инструкцией предприятия-изготовителя. Параллельно входам счетного устройства машины подключают контрольные электродные счетчики с погрешностью не более 10 s±: I ед. счета. Затем отключают щупы контактных машин или выключают лампы для бесконтактных машин и по сумме показаний контрольных счетчиков набирают количество импульсов, соответствующее величине, близкой к верхнему пределу измерений, после чего включают щупы или лампы машины. Сличают суммарное показание контрольных счет-чиков с показанием машины. Измерение повторяют нс менее пяти раз.
2.8.2, Необходимое количество импульсов определяют ла формуле
^ « (03-0.9)5-п. (I)
где V— суммарное количество импульсов на контрольных счет
чиках;
ГОСТ 13818—48: С-р 5
S — верхний предел измеряемых площадей в дм*: ri — количество импульсов на 1 дм2.
2.6.3. Относительную погрешность определяют по формуле
дк---1—-КХ), . {2}
Мм
где Sf — отсчет площади по табло машины;
k — порядковый номер измерения.
Зз погрешностей машины принимают наибольшее значение.du' »з нити измерений.
2.9. Определение разброса показаний на нижнем пределе шкалы производят измерением площади трех шаблонов № 1 а. 6. и Сем. приложение I). В каждой поверяемой точке шкалы делают не менее пяти отсчетов при использовании указанных шаблонов, пропуская их на различных участках из мерительного вала. Положение шаблонов на столе — произвольное.
Разброс показаний определяют как наибольшую разность относительных погрешностей, полученных при измерении площади шаблонов на различных участках измерительного вала.
2.10. -Определение разброса показаний машин на верхнем пределе шкалы производят электронным способом что методике, изложенной в И, 2.8.
За разброс показаний принимают наибольшую разность между полученными пятью значениями б*.
2.11. Определение влияния изменений напряжения -питающей сеги на погрешность и разброс показаний машины производят при изменении напряжения на ± 10% от номинального значения (с помощью автотрансформатора).
Определение относительной погрешности и разброса показаний машины на нижнем пределе измерений при каждом из крайних значений напряжения питающей сети производят по мстодикё, изложенной в пп. 2.7 и 2.9. а на верхнем пределе измерений — по методике, изложенной в пи. 2.8 и 2.10.
Относительная погрешность и разброс показаний машин при крайних значениях напряжения питающей сети нс должны превышать норм, указанных для номинального значения напряжения (220 В±2%).
2.12. Определение погрешности показаний при измерении средней толщины кожи производят путем: измерения толщины контрольных шаблонов №2—5 (см.приложение 2).
2.12.1. Машины типа МК. имеющие устройство для измерения толщины кож, должны поверяться при помощи шаблонов №2 и 4; машины типа МКЖ-20 — по шаблонам № 3 и 5 (см. приложение 2).
Стр. 4 ГОСТ Wli-W
2.12.2. Для определения погрешности при измерении толщины кож контрольные шаблоны, указанные в n. 2-12.1, пропускают через машину трижды. При этом контрольные шаблоны укладывают па столе в трех положениях: сарава, слева и посередине стола.
Погрешность показаний машин во всех случаях не должна превышать ±0,1 мм.
J.'Оформление результатов новеЬки
3.1. На кожемерные машины, признанные годными при поверке органами Государственною комитета СССР по стандартам, выдают свидетельство установленной формы.
3.2. После поверки машина должна быть опломбирована для исключения возможности регулировки всех механизмов, влияющих на показание машин.
Опломбирование производится представителем органа Государственного комитета СССР ио стандартам пли работником предприятия. получившего в установленном порядке разрешение па Право самостоятельной позерки. •
3.3. Результаты периодической ведомственной поверки оформляют путем отметки в соответствующем документе, составленном органом ведомственного надзора и согласованном с органом Государственного комитета СССР по стандартам.
3.4. Результаты поверки кожемерных машин техническим контролем предприятия-изготовителя оформляют путем выдачи выпускных аттестатов.
3.5. Кожемерные машины, не удовлетворяющее требованиям ГОСТ 13817—68 и настоящего стандарта, к выпуску и применению нс допускаются.
rocr mit—a c»p. 7
ПРИ,ПОЖЕНИТ. I
КОНТРОЛЬНЫЕ ШАБЛОНЫ He 1
1, Контрольные шаблоны Av 1 должны изготовлять^м квадратной формы. Размеры шаблонов указаны j таблице пдстояшагю приложения.
Гп=о размефш и ашн | Типоразч^ры шаблоне в | Размеры иЛОлпои | ||
Дли Си сторон A N М | Талидими п им | D ми гадь и л*1 | ||
МК.&; МК-5 2 | 1а | 355 | 0.2 | а |
1-6 | 1.5 | |||
1>в | 3.0 | |||
МК-16. .4 К 20 | 1 а | 707 | 0.2 | 50 |
16 | 1.5 | |||
1 в | 3.0 | |||
МКЖ-20 | 13 | 1Л | ||
16 | 3.0 | |||
1- | 6.1) | |||
■ МК-25 | Н | 0 5 | ||
16 | 1.5. | |||
1а | 3,0 | |||
М К-32 | 1а | 1000 | 0,5 | 100 |
16 | 1.5 | |||
1в | з.о. | |||
2. Контрольные шаблоны должны изготовляться предприятиями-потребителями по металлическим лекалам, поставляемым в комплекте с кожемеркой машиной.
3. Контрольные шаблоны должны изготовлялся из ксгигрюскоп «ясского, нескользкого, эластичного материала (линолеума, нелинейного картона. кож-нагола).
Стр. 8 ГОСТ «Ш8—68
КРИЯОЖЕМНР. 2
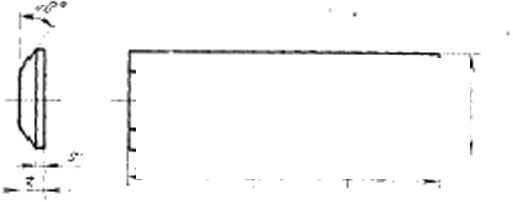
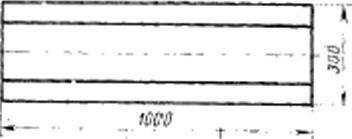
КОНТРОЛЬНЫЕ ШАБЛОНЫ М» 1 3, 4. $
I. Контрольные шаблоны № 2. 3, -1 и 5 должны изготовляться размеров, указанны* на чертеже и о таблице кастомщего приложения, с точностью изго-1ооленин по толщине =0,00 мл.
Номера эдОломиа
Размер» ша&НЖОВ В “И
2
3
4
5
1
2
3
6
S ььжз
0,5
’
г
2
Рекомендуемый, материал для изгупшлення шаблонов X* 2-?-5 — текстолит.
2- Допускается применение контрольного нгаЯлона с меньшей точностью н:<-готоклелим по • толши нс при условии определения его средней толщины путем разбивки площади шаблона на участь» 20x20 мм и измерения толщины / на каждом участке с помощью толщиномера типа ТН-(0—III по ГОСТ 1135$--<ю.
3. Контрольные шаблона подлежат об поит ел мой поверке в органах Государственного комитета СССР" пи стандартам
Редактор Р. Г. Гм^рдовская-Тединчсский редактор Ф. И. Шрайбштейн Корректор Э. 8. Митяй
Сдано ^игЛ 1)7.01 яо Пода, г печ Об 06 80 0.525 fl. л 0.5? уч-нал. л. 7хр 20D0 Ц«а 3 «.
Ордене «Зи«к Почета» Кадаге^ьстао с такддртоа. „Носква. Д-557. МойокрсентажиА вер., д. 3. Вильию«дья тиеогра^вв Издательства стандартов, ух. Мявхаутт». J2/U. Зак. ЛОО
{kind=link}