ГОСТ 18961-80*
Группа П52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИГЛЫ АЛМАЗНЫЕ К ПРИБОРАМ ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТИ
Технические условия
Diamond needles for suface roughness measurements.
Technical conditions
ОКП 39 7175
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 15 февраля 1980 г. N 749 срок введения установлен с 01.01.82
Проверен в 1985 г. Постановлением Госстандарта от 29.07.85 N 2407 срок действия продлен до 01.01.92**
________________
** Ограничение срока действия снято постановлением Госстандарта СССР от 12.02.92 N 138 (ИУС N 5, 1992 год). - .
ВЗАМЕН ГОСТ 18961-73
* ПЕРЕИЗДАНИЕ (декабрь 1985 г.) с Изменением N 1, утвержденным в июле 1985 г. (ИУС 11-85).
Настоящий стандарт распространяется на алмазные иглы, используемые в качестве ощупывающего элемента в контактных профилометрах и профилографах и изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. N 1).
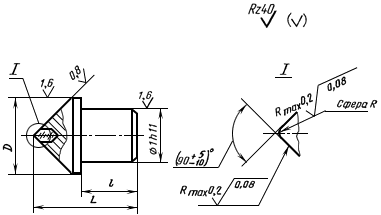
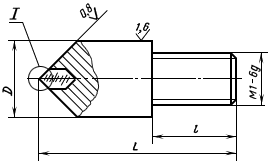
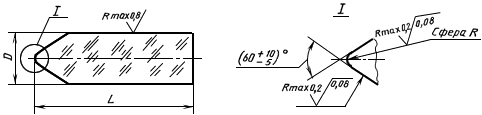
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры игл должны соответствовать указанным на чертеже и в таблице.
Исполнение 1
Исполнение 2
Исполнение 3
мм
Обозначение типоразмера | Исполнение | |||||
Номин. | Пред. откл. | |||||
8445-0001 | 1 | 1,5 | 0,002 | ±0,0005 | 1,6 | 0,6 |
8445-0002 | 0,005 | ±0,0010 | ||||
8445-0003 | 0,010 | ±0,0025 | ||||
8445-0007 | 4,0 | 6,5 | 2,0 | |||
8445-0004 | 2 | 1,5 | 0,002 | ±0,0005 | 3,6 | 2,0 |
8445-0005 | 0,005 | ±0,0010 | ||||
8445-0006 | 0,010 | ±0,0025 | ||||
8445-0008 | 4,0 | 6,5 | ||||
8445-0009 | 3 | 0,4 | 1,2 | - | ||
Пример условного обозначения алмазной иглы исполнения 1 радиусом 0,010 мм:
Игла алмазная 8445-0003 ГОСТ 18961-80
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Алмазные иглы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Для изготовления игл типоразмеров 8445-0007 и 8445-0008 следует применять алмазное сырье XXIII группы, подгруппы а в форме удлиненных октаэдров и ромбододекаэдров длиной до 3,5 мм, сечением 2х2 мм.
Для изготовления игл остальных типоразмеров следует применять алмазное сырье VII группы, подгруппы а, размерностью до 0,03 кар; XXXIV группы, подгрупп б-1, б-2, размерностью 150-120, 120-90 и 90-60 шт./кар; XXXVI группы, подгруппы а-1, размерностью 90-80 шт./кар и подгруппы д, размерностью сита 0,7-1,0 мм.
2.3. На рабочей части иглы не допускаются риски, трещины, сколы и включения на расстоянии до 0,1 мм от вершины и до 1,0 мм - для игл типоразмеров 8445-0007 и 8445-0008.
2.4. Оправу иглы следует изготовлять из стали марки 12ХН3А по ГОСТ 4543-71 или стали марки 14Х17Н2 по ГОСТ 5632-72.
По заказу потребителя оправу изготовляют из стали марки 30X13 или 12Х18Н9Т по ГОСТ 5632-72 или сплава 36НХТЮ по ГОСТ 10994-74.
Допускается изготовлять оправу из других марок стали, обладающих антимагнитными и антикоррозийными свойствами.
2.2-2.4 (Измененная редакция, Изм. N 1).
2.5. Крепление алмаза в оправе должно обеспечивать работоспособность иглы, указанную в п.2.9.
2.6. На поверхности оправы не допускаются вмятины, раковины, трещины и заусенцы, видимые при увеличении 7.
2.7. Смещение вершины алмаза относительно оси оправы не должно превышать 0,05 мм.
2.8. Предельные отклонения размеров: валов - h14, остальных ![]() .
.
2.9. Установленная безотказная наработка - не менее 60000 измерений, а с 1 января 1989 г. - не менее 66000 измерений.
Критерием отказа является несоответствие иглы требованиям п.1.1.
(Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Иглы должны подвергаться приемочному контролю и периодическим испытаниям.
3.2. Приемочному контролю подвергают:
50% игл от партии - на соответствие требованиям п.1.1 (шероховатость поверхностей); каждую иглу - на соответствие требованиям пп.1.1 (размеры иглы) 2.3, 2.6-2.8.
За партию принимают число игл, предъявленных к приемке по одному документу.
3.3. Если хотя бы одна игла не соответствует требованию п.1.1 (шероховатость поверхностей) - контролю подвергают всю партию.
3.4. Периодические испытания проводят по ГОСТ 15.001-73* не реже раза в 2 года не менее чем на 3 иглах, из числа прошедших приемочный контроль, на соответствие всем требованиям настоящего стандарта.
______________
* На территории Российской Федерации Действует ГОСТ Р 15.201-2000. - .
Если при периодических испытаниях будет обнаружено, что иглы соответствуют всем требованиям настоящего стандарта, то результаты испытаний считают положительными.
3.3, 3.4. (Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Радиус и угол конуса иглы (п.1.1) контролируют на проекторе при увеличении 20 сравнением негатива профиля рабочей части иглы, полученного фотографированием при увеличении 300
в трех положениях, смещенных одно относительно другого на угол 120°, с шаблонами, вычерченными в соответствующем масштабе на стеклянной пластине или пленке.
Допускается контролировать радиус иглы на микроскопе при увеличении не менее 600 и шаблоном, вычерченным в соответствующем масштабе.
(Измененная редакция, Изм. N 1).
4.2. Размеры иглы (п.1.1, кроме радиуса и угла конуса) контролируют измерительными средствами, обеспечивающими необходимую точность измерений в соответствии с требованиями настоящего стандарта и ГОСТ 8.051-81.
4.3. Отсутствие дефектов на рабочей поверхности иглы и смещение вершины алмаза проверяют микроскопом при увеличении 30-32
.
4.4. Отсутствие дефектов на оправе иглы проверяют лупой при увеличении 10.
4.5. Шероховатость поверхностей иглы проверяют при увеличении 50-56
сравнением иглы с образцом, утвержденным в установленном порядке.
4.6. Наработку на отказ проверяют на контактном профилометре системы М по ГОСТ 19300-73* при следующих условиях и режимах:
______________
* На территории Российской Федерации действует ГОСТ 19300-86. - .
измеряемые образцы из стали ШХ-15 по ГОСТ 801-78 твердостью ![]() 65 с параметрами шероховатости
65 с параметрами шероховатости 0,4 мкм по ГОСТ 2789-73;
максимальное значение статического измерительного усилия при радиусе :
0,002 мм - 0,07 сН,
0,005 мм - 0,4 сН,
0,010 мм - 1,6 сН;
перемещение иглы по образцу - 6 мм;
скорость перемещения - 1 мм/с.
4.3-4.6. (Измененная редакция, Изм. N 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 18088-83.
5.2. Каждую иглу следует завернуть в конденсаторную бумагу по ГОСТ 1908-82* и уложить в потребительскую тару - пластмассовый футляр.
______________
* На территории Российской Федерации действует ГОСТ 1908-88. - .
5.3. К каждой игле прилагают паспорт, в котором указывается:
товарный знак предприятия-изготовителя;
наименование иглы и номер настоящего стандарта;
условное обозначение типоразмера иглы;
исходная масса алмаза в каратах;
дата изготовления;
штамп технического контроля предприятия-изготовителя.
5.4. Футляр и паспорт помещают в пакет из полиэтиленовой пленки по ГОСТ 10354-82. Края пакета должны быть заварены.
Иглы исполнения 1 допускается упаковывать в групповую потребительскую тару - коробки из полистирола по ГОСТ 20282-74* не более 10 шт. одного типоразмера. Коробка должна быть опломбирована. Паспорт прикрепляют к коробке пломбой.
______________
* На территории Российской Федерации действует ГОСТ 20282-86. - .
5.5. Иглы, упакованные в потребительскую тару, должны быть плотно уложены в картонные коробки размером не более 160х160х40 мм не более 50 упаковок.
5.6. Масса тары брутто - не более 8 кг.
Разд.5. (Измененная редакция, Изм. N 1).
Разд.6. (Исключен, Изм. N 1).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1986
{kind=link}