ГОСТ 24997-81
(СТ СЭВ 2647-80)
Группа Г28
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАЛИБРЫ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Допуски
Gauges for metric thread. Tolerances
ОКП 39 3140
Дата введения 1983-01-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
И.А.Медовой, И.И.Городецкая, Ю.И.Дроздова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е.Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18 ноября 1981 г. N 4989
ВЗАМЕН ГОСТ 18107-72, ГОСТ 11953-66
Настоящий стандарт распространяется на резьбовые и гладкие калибры для метрической резьбы с профилем по ГОСТ 9150-81, основными размерами по ГОСТ 24705-81 и ГОСТ 24706-81 и допусками по ГОСТ 16093-81, ГОСТ 4608-81, ГОСТ 24834-81 и ГОСТ 11709-81.
Стандарт полностью соответствует СТ СЭВ 2647-80.
1. ОБОЗНАЧЕНИЯ
1.1. В настоящем стандарте приняты следующие обозначения размеров и допусков: - ширина канавки резьбового калибра-кольца или ролика с полным профилем резьбы;
- ширина канавки резьбового калибра-пробки с полным профилем резьбы;
- ширина канавки резьбового калибра-пробки, калибра-кольца или ролика с укороченным профилем резьбы;
- номинальный наружный диаметр наружной резьбы;
- номинальный внутренний диаметр наружной резьбы;
- номинальный средний диаметр наружной резьбы;
- номинальный наружный диаметр внутренней резьбы;
- номинальный внутренний диаметр внутренней резьбы;
- номинальный средний диаметр внутренней резьбы;
- нижнее отклонение диаметров внутренней резьбы;
- верхнее отклонение диаметров наружной резьбы;
- расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы;
- высота укороченного профиля резьбы калибра;
- высота исходного треугольника;
- допуск гладкого калибра-пробки для внутренней резьбы;
- допуск гладкого калибра-кольца или калибра-скобы для наружной резьбы;
- допуск гладкого контрольного калибра-пробки для гладкого калибра-скобы и калибра-пробки для контроля износа гладкого калибра-кольца или калибра-скобы;
- расстояние между серединой поля допуска
проходного и непроходного резьбовых калибров-колец и серединой поля допуска
резьбового контрольного проходного калибра-пробки;
- среднее значение длины свинчивания
по ГОСТ 16093-81;
- шаг резьбы;
- радиус закругления впадины профиля резьбового проходного и непроходного калибров-колец или роликов резьбового проходного и непроходного калибра-скобы;
- радиус закругления впадины профиля резьбового проходного и непроходного калибров-пробок;
- отклонение реального положения оси канавки
относительно номинального;
- допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа, установочного и сортировочного калибров-пробок;
- допуск наружного диаметра наружной резьбы;
- допуск среднего диаметра наружной резьбы;
- допуск внутреннего диаметра внутренней резьбы;
- допуск среднего диаметра внутренней резьбы;
- допуск шага резьбы калибра;
- допуск наружного и среднего диаметра резьбового проходного и непроходного калибров-пробок;
- допуск внутреннего и среднего диаметра резьбового проходного и непроходного калибров-колец;
- допуск угла наклона боковой стороны профиля резьбы калибра с полным профилем;
- допуск угла наклона боковой стороны профиля резьбы калибра с укороченным профилем;
- величина среднедопустимого износа резьбовых проходных калибров-пробок и калибров-колец;
- величина среднедопустимого износа резьбовых непроходных калибров-пробок и калибров-колец;
- расстояние от середины поля допуска
гладкого проходного калибра-пробки до проходного (нижнего) предела внутреннего диаметра внутренней резьбы; величина среднедопустимого износа гладкого проходного калибра-пробки;
- расстояние от середины поля допуска
гладкого проходного калибра-кольца или калибра-скобы до проходного (верхнего) предела наружного диаметра наружной резьбы;
величина среднедопустимого износа гладкого проходного калибра-кольца или гладкого проходного калибра-скобы; - расстояние от середины поля допуска
резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы;
- расстояние от середины поля допуска
резьбового проходного калибра-кольца до проходного (верхнего) предела среднего диаметра наружной резьбы.
2. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
2.1. Номера видов калибров, их наименование и назначение - по ГОСТ 24939-81.
2.2. Калибры-пробки КПР-ПР (2), У-ПР (5), У-ПР (8), У-НЕ(10), КНЕ-ПР (12), KHE-HE (13), У-НЕ (15), КИ-НЕ (16), ПР (21), КПР-ПР (28), КПР-НЕ (29), К-И (30), У-СР (31), У-СР (32) и У-СР (33) должны иметь полный профиль резьбы в соответствии с черт.1, калибры-кольца ПР (1), ПР (4) и калибр-скоба ПР (7) - полный профиль резьбы в соответствии с черт.2.
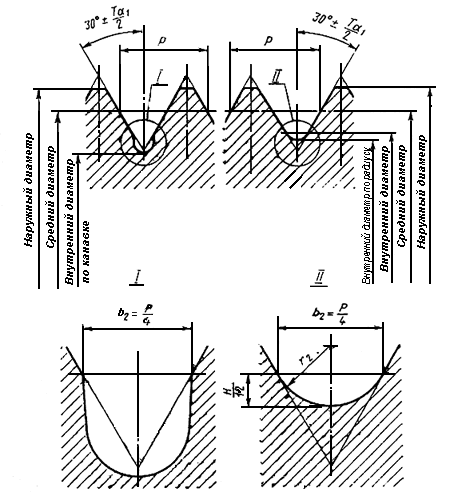
Черт.1
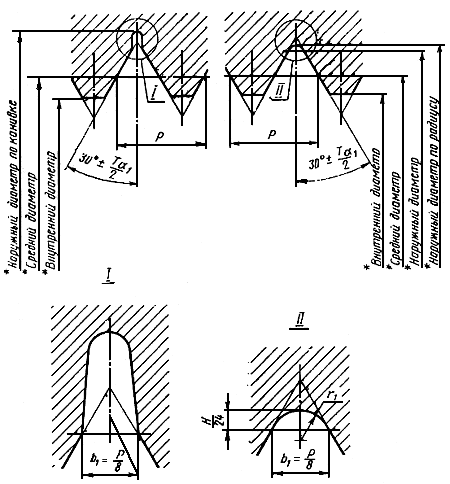
Черт.2
________________
* Не относится к калибру-скобе ПР (7).
2.3. Полный профиль резьбы калибра должен выполняться с канавками (калибр-кольцо) или
(калибр-пробка) или с радиусами
и
соответственно. Радиусы должны сопрягаться по касательной с боковыми сторонами профиля резьбы.
Форма канавок - произвольная.
Размеры ,
,
и
, относящиеся к номинальному профилю резьбы, должны соответствовать значениям, указанным в табл.1.
Таблица 1
мм | |||||
|
|
|
|
| |
0,20 | 0,02 | 0,014 | 0,05 | 0,029 | 0,007 |
0,25 | 0,03 | 0,018 | 0,06 | 0,036 | 0,009 |
0,30 | 0,04 | 0,022 | 0,07 | 0,043 | 0,011 |
0,35 | 0,04 | 0,025 | 0,09 | 0,050 | 0,012 |
0,40 | 0,05 | 0,029 | 0,10 | 0,058 | 0,014 |
0,45 | 0,06 | 0,032 | 0,11 | 0,065 | 0,016 |
0,50 | 0,06 | 0,036 | 0,12 | 0,072 | 0,018 |
0,60 | 0,07 | 0,043 | 0,15 | 0,086 | 0,022 |
0,70 | 0,09 | 0,050 | 0,17 | 0,100 | 0,025 |
0,75 | 0,09 | 0,054 | 0,19 | 0,110 | 0,027 |
0,80 | 0,10 | 0,058 | 0,20 | 0,110 | 0,029 |
1,00 | 0,12 | 0,072 | 0,25 | 0,140 | 0,036 |
1,25 | 0,15 | 0,090 | 0,31 | 0,180 | 0,045 |
1,50 | 0,19 | 0,108 | 0,37 | 0,210 | 0,054 |
1,75 | 0,22 | 0,126 | 0,44 | 0,250 | 0,063 |
2,00 | 0,25 | 0,144 | 0,50 | 0,290 | 0,072 |
2,50 | 0,32 | 0,180 | 0,61 | 0,360 | 0,090 |
3,00 | 0,40 | 0,217 | 0,75 | 0,430 | 0,108 |
3,50 | 0,48 | 0,253 | 0,88 | 0,500 | 0,126 |
4,00 | 0,50 | 0,288 | 1,00 | 0,580 | 0,144 |
4,50 | 0,55 | 0,325 | 1,10 | 0,650 | 0,162 |
5,00 | 0,60 | 0,361 | 1,25 | 0,720 | 0,180 |
5,50 | 0,70 | 0,397 | 1,40 | 0,790 | 0,198 |
6,00 | 0,80 | 0,433 | 1,50 | 0,860 | 0,217 |
Примечания:
1. Размеры диаметров по канавке или радиусу, а также размеры ,
,
и
, являются исходными для проектирования резьбообразующего инструмента.
2. Числовые значения размеров ,
,
,
, относящиеся к действительному профилю резьбы калибров, в необходимых случаях могут быть рассчитаны по формулам, указанным в справочном приложении.
2.4. Калибры-пробки КПР-НЕ (3), К-И (6), НЕ (22), ПР (34), СР (35), CP (36) и СР
(37) должны иметь укороченный профиль резьбы в соответствии с черт.3, калибры-кольца НЕ (11), НЕ (14), ПР (27) и калибры-скобы НЕ (9), ПР (26) - укороченный профиль резьбы в соответствии с черт.4.
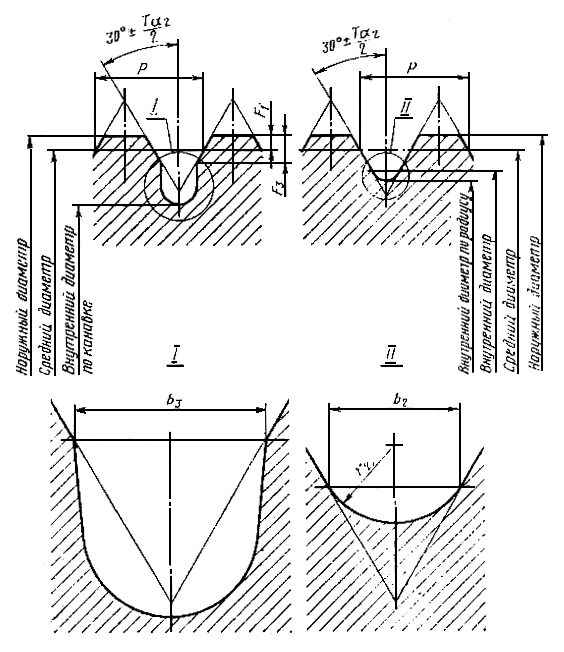
Черт.3
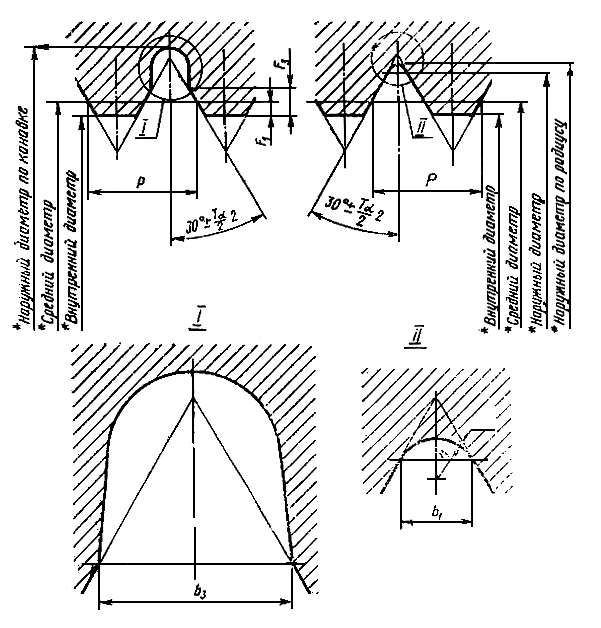
Черт.4
________________
* Не относится к калибру-скобе НЕ (9).
2.5. Укороченный профиль резьбы калибра должен выполняться с канавкой и размерами
и
, указанными в табл.2, или с радиусом
(калибр-кольцо) или
(калибр-пробка), соответственно указанными в табл.1. Радиусы должны сопрягаться по касательной с боковыми сторонами профиля резьбы. Форма канавки произвольная.
Таблица 2
| ||||
Номин. | Пред. откл. | |||
0,20 | 0,020 | 0,05 | ±0,01 | От 0,05 до 0,07 |
0,25 | 0,025 | 0,07 | ±0,01 | От 0,06 до 0,09 |
0,30 | 0,030 | 0,08 | ±0,01 | От 0,07 до 0,11 |
0,35 | 0,035 | 0,09 | ±0,01 | От 0,08 до 0,13 |
0,40 | 0,040 | 0,11 | ±0,01 | От 0,09 до 0,15 |
0,45 | 0,045 | 0,12 | ±0,01 | От 0,10 до 0,16 |
0,50 | 0,050 | 0,13 | ±0,01 | От 0,12 до 0,18 |
0,60 | 0,060 | 0,16 | ±0,02 | От 0,14 до 0,22 |
0,70 | 0,070 | 0,19 | ±0,02 | От 0,16 до 0,26 |
0,75 | 0,075 | 0,20 | ±0,02 | От 0,20 до 0,30 |
0,80 | 0,080 | 0,21 | ±0,02 | От 0,20 до 0,30 |
1,00 | 0,100 | 0,27 | ±0,03 | От 0,20 до 0,40 |
1,25 | 0,125 | 0,30 | ±0,04 | От 0,25 до 0,50 |
1,50 | 0,150 | 0,40 | ±0,04 | От 0,30 до 0,55 |
1,75 | 0,175 | 0,45 | ±0,05 | От 0,40 до 0,65 |
2,00 | 0,200 | 0,50 | ±0,05 | От 0,45 до 0,75 |
2,50 | 0,250 | 0,80 | ±0,05 | От 0,50 до 0,80 |
3,00 | 0,300 | 1,00 | ±0,08 | От 0,50 до 0,90 |
3,50 | 0,350 | 1,10 | ±0,08 | От 0,65 до 1,10 |
4,00 | 0,400 | 1,30 | ±0,10 | От 0,75 до 1,25 |
4,50 | 0,450 | 1,70 | ±0,10 | От 0,75 до 1,25 |
5,00 | 0,500 | 1,90 | ±0,10 | От 0,75 до 1,25 |
5,50 | 0,550 | 2,10 | ±0,10 | От 0,85 до 1,35 |
6,00 | 0,600 | 2,30 | ±0,10 | От 0,95 до 1,45 |
Примечания:
1. Вместо размера и отклонения
допускается контролировать высоту
.
2. Среднее значение равно
![]() при
при 2 мм;
![]() при 2 мм
при 2 мм4,5 мм;
![]() при
при 4,5 мм.
3. Канавки для укороченного профиля должны прорезаться у калибров, начиная с шага 1,25. При меньших шагах резьбы канавки могут прорезаться, если это требуется технологическим процессом обработки калибров.
Величина является справочной, служит для расчета наружного и внутреннего диаметров резьбы калибров с укороченным профилем и непосредственному контролю не подлежит.
2.6. Отклонение канавки
(черт.5) должно быть не более предельного отклонения размера
, указанного в табл.2.
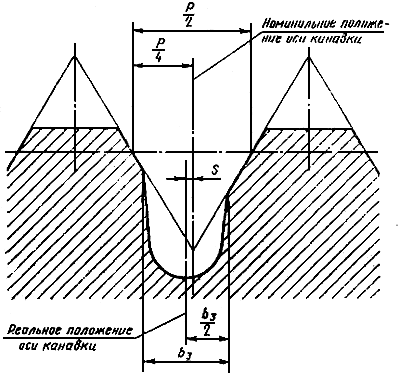
Черт.5
Предельное отклонение ширины канавки может быть увеличено на удвоенную разность между предельным и действительным значением
, если действительное значение меньше предельного.
2.7. Профиль ролика калибров-скоб НЕ (9) и ПР (26) должен быть выполнен так, чтобы он соприкасался только с двумя боковыми сторонами контролируемой резьбы (черт.6а).
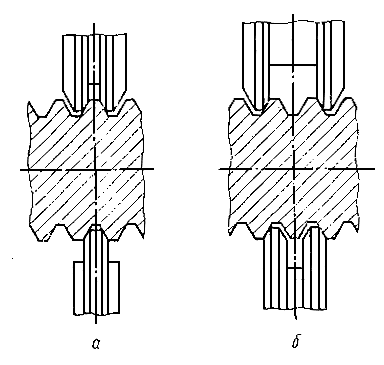
Черт.6
Для резьбы с шагом 0,5 мм контакт между роликом и резьбой должен происходить на расстоянии не более 3
(черт.6б).
2.8. Длина резьбы рабочей части резьбовых калибров не должна быть менее величин, указанных в табл.3.
Таблица 3
Обозначение (номер вида калибра) | Длина резьбы рабочей части калибра, мм | ||
3 | 0,8 | 0,8 | |
ПР (1) | - | 0,8 | - |
КПР-ПР (2) | - | - | 0,8 |
КПР-НЕ (3) | 3 | - | - |
ПР (4) | - | 0,8 | - |
У-ПР (5) | - | - | 0,8 |
К-И (6) | 3 | - | - |
ПР (7) | - | 0,8 | - |
У-ПР (8) | - | - | 0,8 |
НЕ (9) | в соответствии с п.2.7 | ||
У-НЕ (10) | 3 | - | - |
НЕ (11) | 3 | - | - |
КНЕ-ПР (12) | 3 | - | - |
КНЕ-НЕ (13) | 3 | - | - |
НЕ (14) | 3 | - | - |
У-НЕ (15) | 3 | - | - |
КИ-НЕ (16) | 3 | - | - |
ПР (21) | - | 0,8 | - |
НЕ (22) | 3 | - | - |
ПР (26) | в соответствии с п.2.7 | ||
ПР (27) | 3 | - | - |
КПР-ПР (28) | 3 | - | - |
КПР-НЕ (29) | 3 | - | - |
К-И (30) | 3 | - | - |
У-СР (31) | - | 0,8 | - |
У-СР | - | 0,8 | - |
У-СР | - | 0,8 | - |
ПР (34) | 3 | - | - |
СР (35) | 3 | - | - |
СР | 3 | - | - |
СР | 3 | - | - |
Примечание. Проходные калибры с длиной резьбы рабочей части по табл.3 должны применяться для контроля резьбы по ГОСТ 16093-81 с длиной свинчивания и по ГОСТ 4608-81 и ГОСТ 24834-81 с длиной свинчивания в пределах группы
по ГОСТ 16093-81. Для других длин свинчивания длина резьбы рабочей части проходных калибров должна составлять не менее 0,8 длины свинчивания резьбы.
2.9. Длина рабочей части гладких калибров для контроля наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы не должна быть менее величин, указанных в табл.4.
Таблица 4
Обозначение (номер вида калибра) | Длина рабочей части калибра, мм | |
3 | 0,8 | |
ПР (17) | 3 | 0,8 |
(для калибра-скобы) | (для калибра-кольца) | |
НЕ (18) | 3 | - |
К-ПР (19) | 3 | - |
К-НЕ (20) | 3 | - |
ПР (23) | - | 0,8 |
НЕ (24) | 3 | - |
К-И (25) | 3 | - |
3. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
3.1. Расположение полей допусков среднего диаметра калибров для контроля наружной резьбы по ГОСТ 16093-81, ГОСТ 4608-81 (без сортировки на группы), ГОСТ 24834-81 и ГОСТ 11709-81 должно соответствовать указанному на черт.7, внутренней резьбы - на черт.8.
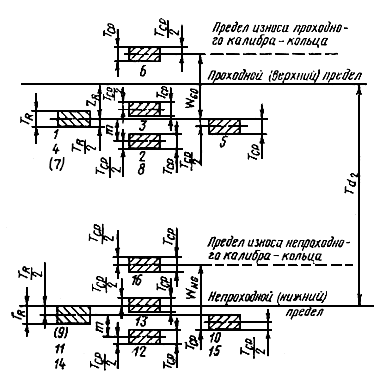
Черт.7
Примечания:
1. Цифры у полей допусков на черт.7-12 обозначают номера видов калибров.
2. Поля допусков для калибров видов 7, 9 и 26 являются справочными и изображены условно.
Черт.8
Расположение полей допусков среднего диаметра калибров для контроля наружной резьбы по ГОСТ 4608-81 с сортировкой на группы должно соответствовать указанному на черт.9, внутренней резьбы на черт.10.
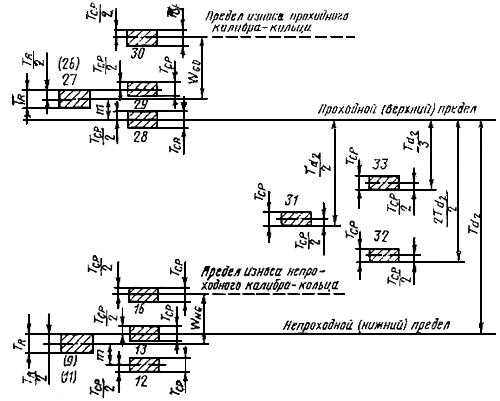
Черт.9
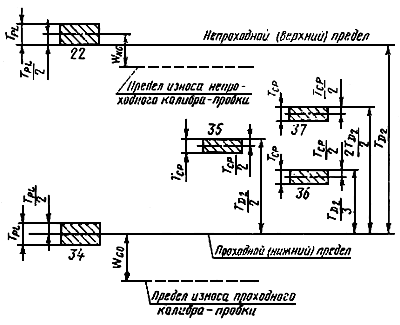
Черт.10
3.2. Допуски и величины, определяющие положение полей допусков и предел износа резьбовых калибров, должны соответствовать указанным в табл.5.
Таблица 5
мкм | ||||||||||
| ||||||||||
Калибр | Калибр | |||||||||
кольцо | пробка | кольцо | пробка | |||||||
Св. 24 до 50 | 8 | 6 | 6 | 10 | -4 | 0 | 10,0 | 8,0 | 7,0 | 6,0 |
Св. 50 до 80 | 10 | 7 | 7 | 12 | -2 | 2 | 12,0 | 9,5 | 9,0 | 7,5 |
Св. 80 до 125 | 14 | 9 | 8 | 15 | 2 | 6 | 16,0 | 12,5 | 12,0 | 9,5 |
Св. 125 до 200 | 18 | 11 | 9 | 18 | 8 | 12 | 21,0 | 17,5 | 15,0 | 11,5 |
Св. 200 до 315 | 23 | 14 | 12 | 22 | 12 | 16 | 25,5 | 21,0 | 19,5 | 15,0 |
Св. 315 до 500 | 30 | 18 | 15 | 27 | 20 | 24 | 33,0 | 27,0 | 25,0 | 19,0 |
Св. 500 до 710 | 38 | 22 | 18 | 33 | 28 | 32 | 41,0 | 33,0 | 31,0 | 23,0 |
Св. 710 до 900 | 48 | 28 | 22 | 40 | 38 | 42 | 50,0 | 40,0 | 38,0 | 28,0 |
Примечания:
1. Величины наибольшие. При расчете размеров резьбовых калибров КПР-ПР (2), У-ПР (5), У-ПР (8), У-НЕ (10), КНЕ-ПР (12), У-НЕ (15), У-СР (31), У-CP
(32), У-СР
(33), СР (35), СР
(36) и СР
(37) допускается увеличение наименьшего предельного размера среднего диаметра резьбы калибров на величину до
/2 для обеспечения резерва на износ.
2. С целью ограничения числа проходных калибров для одного и того же размера резьбы с одинаковым основным отклонением среднего диаметра рекомендуется изготовлять их для резьбы 4 и 5-й степеней точности по 4-й степени точности;
6, 7 и 8-й степеней точности - по 6-й степени точности;
9 и 10-й степеней точности - по 9-й степени точности.
В обоснованных случаях для контроля резьбы 9 и 10-й степеней точности допускается применять проходные калибры, изготовленные по 6-й степени точности.
3.3. Предельные отклонения угла наклона боковой стороны профиля резьбы калибров должны соответствовать ![]() или
или ![]() (см. черт.1-4).
(см. черт.1-4).
Значения ![]() и
и ![]() приведены в табл.6.
приведены в табл.6.
Таблица 6
|
|
| ||
Степень точности резьбы | ||||
2 | 3-10 | 2 | 3-10 | |
0,20 | - | 60' | - | 60' |
0,25 | - | 48 | - | 48 |
0,30 | - | 40 | - | 40 |
0,35 | - | 35 | - | 35 |
0,40 | - | 31 | - | 31 |
0,45 | - | 26 | - | 26 |
0,50 | - | 25 | - | 25 |
0,60 | - | 21 | - | 21 |
0,70 | - | 18 | - | 18 |
0,75 | - | 17 | - | 17 |
0,80 | 12' | 16 | 12' | 16 |
1,00 | 10 | 15 | 10 | 16 |
1,25 | 8 | 13 | 8 | 16 |
1,50 | 8 | 12 | 8 | 16 |
1,75 | 7 | 11 | 7 | 16 |
2,00 | 7 | 10 | 7 | 14 |
2,50 | 6 | 10 | 6 | 14 |
3,00 | 6 | 9 | 6 | 13 |
3,50 | - | 9 | - | 12 |
4,00 | - | 8 | - | 11 |
4,50 | - | 8 | - | 11 |
5,00 | - | 8 | - | 11 |
5,50 | - | 8 | - | 10 |
6,00 | - | 8 | - | 10 |
3.4. Допуск шага резьбы калибров должен соответствовать указанному в табл.7.
Таблица 7
Длина резьбы рабочей части калибров, мм |
| |
2 | 3-10 | |
До 12 | 3 | 4 |
Св. 12 до 32 | 4 | 5 |
Св. 32 до 50 | 5 | 6 |
Св. 50 до 80 | 6 | 7 |
Примечания:
1. Значение относится к расстоянию между любыми витками резьбы калибра.
2. Действительное отклонение может быть со знаком минус или плюс.
4. ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
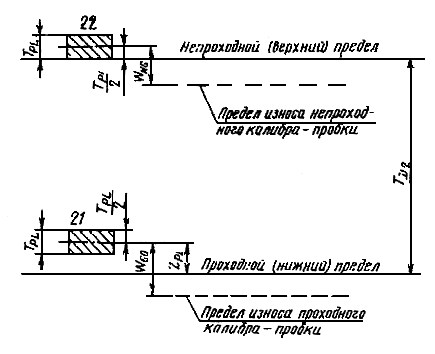
4.1. Расположение полей допусков гладких калибров для контроля наружного диаметра наружной резьбы и относящихся к ним контрольных калибров-пробок должны соответствовать указанному на черт.11, внутреннего диаметра внутренней резьбы - на черт.12.
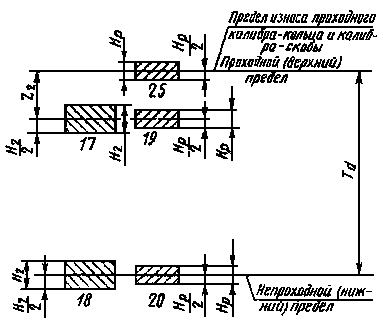
Черт.11
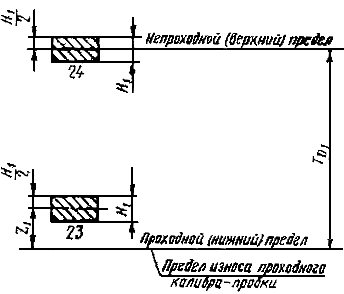
Черт.12
4.2. Допуски и величины, определяющие положение полей допусков и предел износа гладких калибров, должны соответствовать указанным в табл.8 и 9.
Таблица 8
мкм | |||
Св. 36 до 85 | 8 | 2 | 8 |
Св. 85 до 140 | 10 | 3 | 20 |
Св. 140 до 335 | 16 | 4 | 38 |
Св. 335 до 850 | 30 | 6 | 54 |
Св. 850 до 950 | 42 | 8 | 60 |
Таблица 9
мкм | ||
Св. 38 до 100 | 8 | 9 |
Св. 100 до 180 | 10 | 22 |
Св. 180 до 375 | 16 | 38 |
Св. 375 до 710 | 26 | 52 |
Св. 710 до 1250 | 46 | 65 |
5. РАСЧЕТ КАЛИБРОВ
5.1. Размеры диаметров резьбы калибров для контроля наружной резьбы по ГОСТ 16093-81, ГОСТ 4608-81, (без сортировки на группы), ГОСТ 24834-81 и ГОСТ 11709-81 - должны рассчитываться по формулам, указанным в табл.10, внутренней резьбы - в табл.11.
Таблица 10
Обоз- | Наименование и назначение вида калибра | Про- филь резь- | Наружный диаметр | Средний диаметр | Внутренний диаметр | |||||
Номин. | Пред. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
ПР (1) | Калибр-кольцо резьбовой проходной нерегулируемый | 2 |
по канавке или радиусу, не менее | - |
|
|
|
| ||
КПР-ПР (2) | Калибр-пробка резьбовой контрольный проходной для нового резьбового проходного нерегулируемого калибра-кольца | 1 |
|
|
|
|
по канавке или радиусу, не более | - | ||
КПР-НЕ (3) | Калибр-пробка резьбовой контрольный непроходной для нового резьбового проходного нерегулируемого калибра-кольца | 3 |
|
|
|
|
по канавке или радиусу, не более | - | ||
ПР (4) | Калибр-кольцо резьбовой проходной регулируемый | 2 |
по канавке или радиусу, не менее | - | He регламентированы, а определяются калибрами У-ПР (5) и КПР-НЕ (3) |
|
| |||
У-ПР (5) | Калибр-пробка резьбовой установочный для резьбового проходного регулируемого калибра-кольца | 1 |
|
|
|
|
по канавке или радиусу, не более | - | ||
К-И (6) | Калибр-пробка резьбовой контрольный для контроля износа резьбовых проходных нерегулируемого и регулируемого калибра-колец | 3 |
|
|
|
|
по канавке или радиусу, не более | - | ||
ПР (7) | Калибр-скоба резьбовой проходной | 2 | Размеры и предельные отклонения не регламентированы, а определяются калибрами У-ПР (8) и КПР-НЕ (3). Радиальное биение роликов не более 5 мкм. | |||||||
У-ПР (8) | Калибр-пробка резьбовой установочный для резьбового проходного калибра-скобы | 1 |
|
|
|
|
по канавке или радиусу, не более | - | ||
НЕ (9) | Калибр-скоба резьбовой непроходной | 4 | Размеры и предельные отклонения не регламентированы, а определяются калибрами У-НЕ (10) и КНЕ-НЕ (13). Радиальное биение роликов не более 5 мкм. Исполнение ролика в соответствии с п.2.7. | |||||||
У-НЕ (10) | Калибр-пробка резьбовой установочный для резьбового непроходного калибра-скобы | 1 |
|
|
|
|
по канавке или радиусу, не более | - | ||
HE (11) | Калибр-кольцо резьбовой непроходной нерегулируемый | 4 |
по канавке или радиусу, не менее | - |
|
|
| |||
КНЕ-ПР (12) | Калибр-пробка резьбовой контрольный проходной для нового резьбового непроходного нерегулируемого калибра-кольца | 1 |
|
|
|
|
по канавке или радиусу, не более | - | ||
KHE-HE (13) | Калибр-пробка резьбовой контрольный непроходной для нового резьбового непроходного нерегулируемого калибра-кольца | 1 |
|
|
|
|
по канавке или радиусу, не более | - | ||
HE (14) | Калибр-кольцо резьбовой непроходной регулируемый | 4 |
по канавке или радиусу, не менее | - | Не регламентированы, а определяются калибрами У-НЕ (15) и КНЕ-НЕ (13) |
| ||||
У-НЕ (15) | Калибр-пробка резьбовой установочный для резьбового непроходного регулируемого калибра-кольца | 1 |
|
|
|
|
по канавке или радиусу, не более | - | ||
КИ-НЕ (16) | Калибр-пробка резьбовой контрольный для контроля износа резьбовых непроходных нерегулируемого и регулируемого калибров-колец | 1 |
|
|
|
|
по канавке или радиусу, не более | - | ||
Примечания:
1. Числовые значения следует принимать с учетом их знаков.
2. Формулы для расчета размеров и предельные отклонения среднего диаметра калибров-колец ПР (1) и НЕ (11) приведены для координирования полей допусков контрольных калибров и контроля калибров-колец измерительными приборами.
3. При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для контрольных калибров-пробок.
4. Значения и
калибров-пробок К-И (6) и КИ-НЕ (16) следует принимать по табл.5 для калибров-колец.
5. При расчете размеров калибров-колец ПР (1) с номинальным диаметром резьбы свыше 160 мм по согласованию с заказчиком допускается увеличение допуска внутреннего диаметра ![]() до ±
до ±.
6. Если у калибров-колец НЕ (11) и НЕ (14) при малом шаге резьбы и большей величине допуска среднего диаметра оказывается невозможным выполнить наружный диаметр большим, чем наибольший наружный диаметр контролируемой резьбы, его следует уменьшить настолько, чтобы у впадины резьбы имелось притупление размером не более 0,05 мм. То же относится и к наружному диаметру контрольных калибров-пробок.
7. Вследствие возможных случаев неправильной оценки годности резьб с малыми шагами калибры-кольца НЕ (11) и НЕ (14) рекомендуется применять для контроля резьб с допусками среднего диаметра степеней точности 4 и 6 - начиная с шага 0,4 мкм, степени точности 7 - начиная с шага 0,5 мм, степени точности 8 - начиная с шага 1,0 мм и степеней точности 9 и 10 - начиная с шага 1,25 мм. Резьбы с меньшими шагами рекомендуется проверять измерительными приборами.
8. Если внутренний диаметр калибров-колец НЕ (11) и НЕ (14) получается меньше внутреннего диаметра калибров-колец ПР (1) и ПР (4), то за наименьший внутренний диаметр калибров-колец НЕ (11) и НЕ (14) принимается соответствующий наименьший внутренний диаметр калибров-колец ПР(1) и ПР (4) и с положительным предельным отклонением, равным допуску внутреннего диаметра калибров-колец НЕ (11) и НЕ (14).
9. Вместо значения следует применять значение
, а вместо
- значение
, если
и
были рассчитаны по формулам, указанным в справочном приложении для действительного профиля резьбы калибров.
10. При контроле резьб степеней точности 7-10 на деталях из пластмасс, полученных литьем под давлением или прессованием, по согласованию с заказчиком, допускается применение только резьбового проходного и гладкого непроходного калибров.
Таблица 11
Обо | Наименование и назначение вида калибра | Про- филь резь- | Наружный диаметр | Средний диаметр | Внутренний диаметр | ||||
Номин. | Пред. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
ПР (21) | Калибр-пробка резьбовой проходной | 1 |
|
|
|
|
|
по канавке или радиусу, не более | - |
НЕ (22) | Калибр-пробка резьбовой непроходной | 3 |
|
|
|
|
|
по канавке или радиусу, не более | - |
Примечания:
1. При расчете исполнительных размеров калибров следует определять наибольший предельный размер.
2. Если у калибров-пробок НЕ (22) при малом шаге резьбы и большой величине допуска среднего диаметра оказывается невозможным выполнить внутренний диаметр меньшим, чем наименьший внутренний диаметр контролируемой резьбы, его следует увеличить настолько, чтобы у впадин резьбы имелось притупление размером не более 0,05 мм.
3. Вследствие возможных случаев неправильной оценки годности резьб с малыми шагами калибр-пробку НЕ (22) рекомендуется применять для контроля резьб с допусками среднего диаметра степеней точности 4, 5 и 6 - начиная с шага 0,4 мм, степени точности 7 - начиная с шага 0,5 мм и степени точности 8 и 9 - начиная с шага 0,8 мм.
Резьбы с меньшими шагами рекомендуется проверять измерительными приборами.
4. Вместо значения следует применять значение
, а вместо
- значение
, если
и
были рассчитаны по формулам, указанным в справочном приложении для действительного профиля резьбы калибров.
5.2. Размеры диаметров резьбы калибров для контроля наружной резьбы по ГОСТ 4608-81 с сортировкой на группы должны определяться по формулам, указанным в табл.12, внутренней резьбы - в табл.13.
Таблица 12
Обоз- | Наименование и назначение вида калибра | Про- | Наружный диаметр | Средний диаметр | Внутренний диаметр | |||
Номин. | Пред. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
ПР (26) | Калибр-скоба резьбовой проходной (с укороченным профилем резьбы) | 4 | Размеры и предельные отклонения не регламентированы, а определяются калибрами КПР-ПР (28) и КПР-НЕ (29). Радиальное биение роликов не более 5 мкм. | |||||
Исполнение ролика в соответствии с п.2.7. | ||||||||
ПР (27) | Калибр-кольцо резьбовой проходной нерегулируемый (с укороченным профилем резьбы) | 4 |
по канавке или радиусу, не менее | - |
|
|
| + |
КПР-ПР (28) | Калибр-пробка резьбовой контрольный проходной для нового резьбового проходного нерегулируемого калибра-кольца и калибр-пробка резьбовой установочный для резьбового проходного калибра-скобы | 1 |
|
|
|
|
по канавке или радиусу, не более | - |
КПР-НЕ (29) | Калибр-пробка резьбовой контрольный непроходной (с полным профилем резьбы) для нового резьбового проходного нерегулируемого калибра-кольца) | 1 |
|
|
|
|
по канавке или радиусу, не более | - |
К-И (30) | Калибр-пробка резьбовой контрольный (с полным профилем резьбы) для контроля износа резьбового проходного нерегулируемого калибра-кольца | 1 |
|
|
|
|
по канавке или радиусу, не более | - |
У-СР (31) | Калибр-пробка резьбовой установочный для измерительного прибора, применяемого для сортировки резьбы на I и II группы при сортировке на 2 группы | 1 |
|
|
|
|
по канавке или радиусу, не более | - |
У-CР | Калибр-пробка резьбовой установочный для измерительного прибора, применяемого для сортировки резьбы на I и II группы при сортировке на 3 группы | 1 |
|
|
|
|
по канавке или радиусу, не более | - |
У-СР | Калибр-пробка резьбовой установочный для измерительного прибора, применяемого для сортировки резьбы на II и III группы при сортировке на 3 группы | 1 |
|
|
|
|
по канавке или радиусу, не более | - |
Примечания:
1. При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для контрольных калибров-пробок.
2. Вместо значения следует применять значение
, а вместо
- значение
, если
и
были рассчитаны по формулам, указанным в справочном приложении для действительного профиля резьбы калибров.
Таблица 13
Обоз | Наименование и назначение вида калибра | Про- филь резь- бы по чер- тежу | Наружный диаметр | Средний диаметр | Внутренний диаметр | ||||
Номин. | Пред. | Номин. | Пред. откл. | Предел износа | Номин. | Пред. откл. | |||
ПР (34) | Калибр-пробка резьбовой проходной (с укороченным профилем резьбы) | 3 |
|
|
|
|
|
| - |
СР (35) | Калибр-пробка резьбовой сортировочный для сортировки резьбы на I и II группы при сортировке на 2 группы | 3 |
|
|
|
| В соответствии с примечанием 1 к табл.5. |
| - |
CP | Калибр-пробка резьбовой сортировочный для сортировки резьбы на I и II группы при сортировке на 3 группы | 3 |
|
|
|
|
| - | |
СР | Калибр-пробка резьбовой сортировочный для сортировки резьбы на II и III группы при сортировке на 3 группы | 3 |
|
|
|
|
| - | |
Примечания:
1. При расчете исполнительных размеров калибров следует определять наибольший предельный размер.
2. Вместо значения следует применять значение
, если
было рассчитано по формулам, указанным в справочном приложении для действительного профиля резьбы калибров.
5.3. Размеры диаметров гладких калибров для контроля наружного диаметра наружной резьбы должны определяться по формулам, указанным в табл.14, для контроля внутреннего диаметра внутренней резьбы - в табл.15.
Таблица 14
Обозначение (номер вида калибра) | Наименование и назначение вида калибра | Диаметр калибра | |
Номин. | Пред. откл. | ||
ПР (17) | Калибр-кольцо гладкий проходной или калибр-скоба гладкий проходной |
|
|
НЕ (18) | Калибр-скоба гладкий непроходной или калибр-кольцо гладкий непроходной |
|
|
К-ПР (19) | Калибр-пробка гладкий контрольный проходной для нового гладкого проходного калибра-скобы |
|
|
К-НЕ (20) | Калибр-пробка гладкий контрольный проходной для нового гладкого непроходного калибра-скобы |
|
|
К-И (25) | Калибр-пробка гладкий контрольный для контроля износа гладкого проходного калибра-скобы |
|
|
Примечание. Числовые значения следует принимать с учетом их знаков.
Таблица 15
Обозначение (номер вида калибра) | Наименование и назначение вида калибра | Диаметр калибра | |
Номин. | Пред. откл. | ||
ПР (23) | Калибр-пробка гладкий проходной |
|
|
НЕ (24) | Калибр-пробка гладкий непроходной |
|
|
Примечание к табл.14 и 15. При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец (скоб) и наибольший предельный размер для калибров-пробок.
ПРИЛОЖЕНИЕ
Справочное
РАСЧЕТ
размеров элементов действительного профиля резьбы резьбовых калибров
1. Размеры и
действительного профиля резьбы калибров ПР (1), ПР (4), ПР (7), НЕ (9), НЕ (11), НЕ (14), ПР (26) и ПР (27) рассчитываются по формуле
![]() ;
; ![]() ,
,
где - наружный диаметр резьбовых калибров;
- средний диаметр резьбовых калибров.
Примечание. Значения рассчитываются в соответствии с п.5 настоящего приложения.
Значения рассчитываются по формулам, указанным в таблицах 10 и 12.
2. Значения размеров и
действительного профиля резьбы калибров КПР-ПР (2), У-ПР (8), КНЕ-ПР (12), КНЕ-НЕ (13), КПР-ПР (28), КПР-НЕ (29), К-И (30), У-СР (31), У-СР
(32) и У-СР
(33) по табл.1.
3. Размеры и
действительного профиля резьбы калибров КПР-НЕ (3), У-ПР (5), К-И (6), У-НЕ (10), У-НЕ (15), КИ-НЕ (16), ПР (21), НЕ (22), ПР (34), СР (35), CP
(36) и СР
(37) рассчитываются по формуле
![]() ;
; ![]() ,
,
где - средний диаметр резьбовых калибров;
- внутренний диаметр резьбовых калибров.
Примечание. Значения рассчитываются по формулам, указанным в таблицах 10-13.
Значения рассчитываются в соответствии с п.6 настоящего приложения.
4. Если значения ,
,
и
меньше или равняются нулю, то калибр может быть изготовлен с наименьшей достижимой канавкой.
Примечание. Размеры ,
,
и
являются исходными для проектирования резьбообразующего инструмента и не подлежат обязательному контролю.
5. Для расчета наружного диаметра резьбы калибров (черт.2 и 4) из значений наружного диаметра по радиусам, рассчитанным по формулам табл.10 и 12, следует вычесть величину ![]() .
.
6. Для расчета внутреннего диаметра резьбы калибров (черт.1 и 3) к значениям внутреннего диаметра по радиусам, рассчитанным по формулам табл.10-13, следует прибавить величину ![]() .
.
Текст документа сверен по:
М.: Издательство стандартов, 1982
{kind=link}