ГОСТ 8867-89
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ ЗАМКОВОЙ РЕЗЬБЫ
Виды. Основные размеры и допуски
Gauges for tool joints thread. Types. Basic dimensions and tolerances
МКС 17.040.30
ОКП 39 3172
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.01.89 N 138
3. ВЗАМЕН ГОСТ 8867-77
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 2015-84 | Приложение 4 |
ГОСТ 14748-69 | Приложение 4 |
ГОСТ 24672-81 | 1.2 |
ГОСТ 28487-2018 | Вводная часть, приложение 3 |
(Измененная редакция, Изм. N 2).
5. Ограничение срока действия снято Постановлением Госстандарта от 29.06.92 N 587
6. ИЗДАНИЕ с Изменением N 1, утвержденным в июне 1992 года (ИУС 9-92)
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие приказом Федерального агентства по техническому регулированию и метрологии от 29.09.2020 N 690-ст c 01.01.2022
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 12, 2020
Настоящий стандарт распространяется на резьбовые калибры для контроля натяга замковой резьбы (правой и левой) элементов бурильных колонн (муфт и ниппелей) по ГОСТ 28487.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1, 2).
1. ВИДЫ
1.1. Калибры (пробки и кольца) должны изготовляться видов: рабочие и контрольные.
1.2. Технические условия - по ГОСТ 24672, кроме п.1.2.3.
2. ОБОЗНАЧЕНИЯ
В настоящем стандарте приняты следующие буквенные обозначения размеров:
| - ширина канавки; |
- срез вершины резьбы калибра; | |
- диаметр фланца калибра-пробки; | |
- наружный диаметр калибра-кольца; | |
- диаметр выточки калибра-кольца; | |
- длина калибра-кольца; | |
- длина калибра-пробки от малого торца до измерительной плоскости; | |
- шаг резьбы; | |
- номинальный натяг, равный 15,875 мм; | |
| - соответственно наибольший и наименьший действительный натяг контрольного калибра-пробки, определяемый по образцовому калибру-кольцу; |
| - соответственно наибольший и наименьший действительный натяг контрольного калибра-кольца, определяемый по образцовому калибру-пробке; |
| - соответственно наибольший и наименьший взаимозаменяемый натяг рабочего калибра-пробки, определяемый относительно образцового калибра-кольца; |
| - соответственно наибольший и наименьший взаимозаменяемый натяг рабочего калибра-кольца, определяемый относительно образцового калибра-пробки; |
| - соответственно наибольший и наименьший действительный натяг рабочего калибра-пробки, определяемый по контрольному калибру-кольцу; |
| - соответственно наибольший и наименьший действительный натяг рабочего калибра-кольца, определяемый по контрольному калибру-пробке; |
- угол уклона резьбы. |
(Измененная редакция, Изм. N 2).
3. ПРОФИЛЬ РЕЗЬБЫ, ОСНОВНЫЕ РАЗМЕРЫ, ДОПУСКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ*
________________
* Измененная редакция, Изм. N 2.
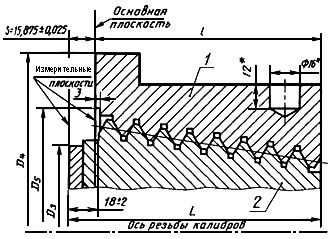
3.1. Профиль резьбы, основные размеры и предельные отклонения рабочих и контрольных калибров должны соответствовать указанным на черт.1 и 2 и в табл.1 и 2.
|
________________
* Размеры для справок.
1 - калибр-кольцо; 2 - калибр-пробка
Черт.1*
________________
* Измененная редакция, Изм. N 2.
Профиль резьбы калибра-пробки
|
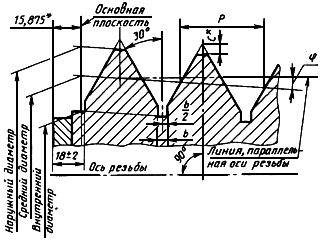
Черт.2*
________________
* Измененная редакция, Изм. N 2.
Профиль резьбы калибра-кольца
|
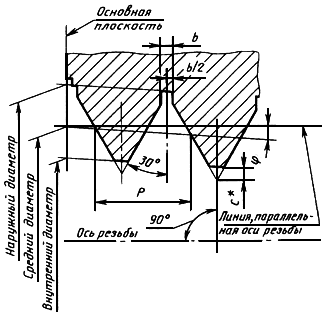
________________
* Размеры для справок.
Черт.2* (продолжение)
________________
* Измененная редакция, Изм. N 2.
Таблица 1
Размеры в мм
|
|
|
| Диаметр в основной плоскости |
|
| ||||||||||
Калибр-пробка | Калибр-кольцо | |||||||||||||||
Обозна- | Конус- | Число шагов на длине 25,4 мм | Шаг | наруж- | сред- | внут- | наруж- | сред- | внут- |
|
|
|
|
| ||
З-30 | 1:8 | 6 | 4,233 | 27,991 | 27,000 | 23,8 | 30,2 | 27,000 | 26,009 | 22,5 | 53 | 30 | 38 | 22 | 0,7 | 1,336 |
З-35 | 33,122 | 32,131 | 28,9 | 35,3 | 32,131 | 31,140 | 27,6 | 59 | 35 | 44 | 28 | |||||
З-38 | 36,322 | 35,331 | 32,1 | 38,5 | 35,331 | 34,340 | 30,8 | 63 | 38 | 44 | 28 | |||||
З-44 | 41,860 | 40,869 | 37,7 | 44,1 | 40,869 | 39,878 | 36,3 | 70 | 44 | 44 | 28 | |||||
З-65 | 1:6 | 4 | 6,35 | 62,196 | 59,817 | 54,3 | 65,3 | 59,817 | 57,438 | 52,0 | 95 | 67,0 | 76 | 60 | 0,85 | 1,554 |
З-66 | 1:4 | 5 | 5,08 | 62,452 | 60,080 | 56,4 | 63,8 | 60,080 | 57,708 | 54,1 | 70,0 | 0,50 | 1,002 | |||
З-73 | 1:6 | 4 | 6,35 | 70,147 | 67,767 | 63,2 | 72,4 | 67,767 | 65,387 | 60,2 | 106 | 78,5 | 0,85 | 1,554 | ||
З-76 | 1:4 | 5 | 5,08 | 71,977 | 69,605 | 65,9 | 73,3 | 69,605 | 67,234 | 63,7 | 108 | 79,5 | 89 | 73 | 0,50 | 1,002 |
З-86 | 1:6 | 4 | 6,35 | 83,228 | 80,848 | 76,2 | 85,5 | 80,848 | 78,468 | 73,3 | 130 | 91,5 | 0,85 | 1,554 | ||
З-88 | 1:4 | 5 | 5,08 | 84,664 | 82,293 | 78,6 | 86,0 | 82,293 | 79,920 | 76,3 | 127 | 92,0 | 95 | 79 | 0,50 | 1,002 |
З-94 | 1:6 | 4 | 6,35 | 92,067 | 89,687 | 84,2 | 95,2 | 89,687 | 87,308 | 82,0 | 135 | 100,0 | 0,85 | 1,554 | ||
З-101 | 1:4 | 5 | 5,08 | 97,215 | 94,844 | 91,2 | 98,5 | 94,844 | 92,471 | 88,9 | 140 | 104,5 | 0,50 | 1,002 | ||
З-102 | 1:6 | 4 | 6,35 | 99,103 | 96,723 | 92,1 | 101,3 | 96,723 | 94,343 | 89,1 | 143 | 107,5 | 102 | 86 | 0,85 | 1,554 |
З-108 | 105,808 | 103,429 | 98,8 | 108,0 | 103,429 | 101,049 | 95,9 | 149 | 114,0 | 114 | 98 | |||||
З-117 | 1:4 | 5 | 5,08 | 113,239 | 110,868 | 107,2 | 114,6 | 110,868 | 108,495 | 104,9 | 159 | 120,5 | 108 | 92 | 0,50 | 1,002 |
З-118 | 1:6 | 4 | 6,35 | 114,571 | 112,192 | 106,7 | 117,7 | 112,192 | 109,812 | 104,5 | 165 | 120,0 | 114 | 98 | 0,85 | 1,554 |
З-121 | 1:4 | 5 | 5,08 | 117,485 | 115,113 | 111,4 | 118,8 | 115,113 | 112,740 | 109,1 | 125,0 | 102 | 86 | 0,50 | 1,002 | |
З-122 | 1:6 | 4 | 6,35 | 119,878 | 117,500 | 112,9 | 122,1 | 117,500 | 115,120 | 110,0 | 128,0 | 114 | 98 | 0,85 | 1,554 | |
З-133 | 130,439 | 128,059 | 123,4 | 132,7 | 128,059 | 125,680 | 120,5 | 181 | 139,0 | |||||||
З-140 | 1:4 | 135,972 | 132,944 | 128,3 | 137,5 | 132,944 | 129,915 | 125,9 | 190 | 143,5 | 120 | 104 | 0,65 | 1,222 | ||
З-147 | 1:6 | 145,049 | 142,011 | 137,4 | 146,6 | 142,011 | 138,973 | 134,4 | 197 | 152,5 | 127 | 111 | 1,225 | |||
З-149 | 1:4 | 145,018 | 142,646 | 137,2 | 148,1 | 142,646 | 140,275 | 135,0 | 200 | 150,0 | 0,85 | 1,550 | ||||
З-152 | 1:6 | 149,286 | 146,248 | 141,6 | 150,9 | 146,248 | 143,210 | 138,4 | 210 | 157,0 | 0,65 | 1,225 | ||||
З-161 | 159,019 | 155,981 | 151,4 | 160,6 | 155,981 | 152,943 | 148,1 | 220 | 166,5 | |||||||
З-163 | 1:4 | 159,293 | 156,921 | 151,5 | 162,4 | 156,921 | 154,549 | 149,0 | 165,0 | 140 | 124 | 0,85 | 1,550 | |||
З-171 | 1:6 | 168,635 | 165,598 | 161,0 | 170,2 | 165,598 | 162,560 | 157,7 | 229 | 176,0 | 127 | 111 | 0,65 | 1,225 | ||
З-177 | 1:4 | 173,577 | 170,549 | 165,1 | 176,0 | 170,549 | 167,521 | 163,0 | 230 | 180,0 | 133 | 117 | 1,222 | |||
З-185 | 181,518 | 179,146 | 173,7 | 184,6 | 179,146 | 176,774 | 171,5 | 240 | 190,0 | 152 | 136 | 0,85 | 1,550 | |||
З-189 | 1:6 | 186,527 | 183,488 | 178,0 | 188,975 | 183,488 | 180,449 | 176,0 | 245 | 195,0 | 127 | 111 | 0,65 | 1,225 | ||
З-201 | 1:4 | 197,759 | 194,731 | 189,2 | 200,2 | 194,731 | 191,703 | 187,0 | 260 | 208,0 | 136 | 120 | 1,222 | |||
З-203 | 198,993 | 196,621 | 191,2 | 202,1 | 196,621 | 194,250 | 189,0 | 260 | 210,0 | 165 | 149 | 0,85 | 1,550 | |||
Примечание - Конусность ![]() 1:8 при
1:8 при ![]() 3°34'35",
3°34'35", ![]() 1:6 при
1:6 при ![]() 4°45'49,11",
4°45'49,11", ![]() 1:4 при
1:4 при ![]() 7°7'31".
7°7'31".
Таблица 1 (Измененная редакция, Изм. N 2).
Таблица 2
Наименование параметра | Предельное отклонение параметра | |||||
Рабочий калибр | Контрольный калибр | Образцовый калибр | ||||
калибр- | калибр- | калибр- | калибр- | калибр- | калибр- | |
Средний диаметр резьбы, мм: | ||||||
З-30…З-171 | ±0,010 | - | ±0,005 | - | ±0,005 | - |
З-177...З-203 | ±0,013 | - | ±0,007 | - | ±0,005 | - |
Шаг Р резьбы, мм: | ||||||
З-30...З-171 | ±0,010 | ±0,015 | ±0,007 | ±0,012 | ±0,005 | ±0,008 |
З-177...З-203 | ±0,013 | ±0,018 | ±0,010 | ±0,015 | ±0,008 | ±0,010 |
Угол наклона боковой стороны резьбы (30°) | ±7' | ±15' | ±5' | ±12' | ±5' | ±10' |
Разность средних диаметров резьбы на длине резьбы l без крайних полных витков (конусность), мм: | ||||||
З-30...З-108 | +0,010 | -0,01 | +0,010 | -0,01 | +0,010 | -0,015 |
З-117...З-133 | +0,015 | -0,01 | +0,015 | -0,01 | +0,010 | -0,015 |
З-140...З-171 | +0,020 | -0,01 | +0,020 | -0,01 | +0,010 | -0,015 |
З-177...З-203 | +0,025 | -0,01 | +0,025 | -0,01 | +0,010 | -0,015 |
Исходный парный натяг, мм | ±0,025 | ±0,025 | ±0,025 | ±0,025 | ±0,025 | ±0,025 |
Взаимозаменяемый натяг, мм | ±0,100 | ±0,100 | ±0,100 | ±0,100 | - | - |
Примечания
1. Предельные отклонения шага резьбы относятся к расстоянию между двумя любыми витками резьбы калибров, соседними или разделенными любым числом витков.
2. Шаг резьбы измеряют параллельно оси резьбы калибра.
3. Знак "-" означает, что предельные отклонения не регламентируются.
Форма канавки произвольная.
(Измененная редакция, Изм. N 1, 2).
3.2. Предельные отклонения наружного диаметра резьбы калибра-пробки и внутреннего диаметра резьбы калибра-кольца в любом сечении по всей длине не должны превышать предельных отклонений наружного и внутреннего диаметров в основной плоскости, указанных в табл.1.
3.3. Условное обозначение калибра должно состоять из наименования калибра ("пробка", "кольцо"), вида калибра в случае, если он контрольный, обозначения замковой резьбы, букв LH для калибра с левой резьбой и обозначения настоящего стандарта.
Пример условного обозначения рабочего калибра-пробки для замковой резьбы З-140:
Пробка З-140 ГОСТ 8867-89
То же, для контрольного калибра-пробки:
Пробка контрольная З-140 ГОСТ 8867-89
То же, для контрольного калибра-пробки с левой резьбой:
Пробка контрольная З-140 LH ГОСТ 8867-89
(Измененная редакция, Изм. N 2).
3.4. Рабочие калибры (пробка и кольцо) считаются годными, если после проверки всех элементов резьбы и парного натяга (при взаимном свинчивании) их взаимозаменяемые натяги или
,
или
, указанные в приложении 1, не превышают (15,875±0,1) мм.
Взаимозаменяемые натяги ,
,
,
рабочих калибров определяют при свинчивании с любым контрольным калибром.
Парный натяг рабочих калибров должен соответствовать значению (15,875±0,025) мм.
Примечания:
1. Парный натяг - расстояние между измерительными плоскостями калибра-пробки и припасованного к нему калибра-кольца.
2. Взаимозаменяемый натяг - расстояние между измерительными плоскостями рабочего и контрольного калибров (при взаимном свинчивании) при условии аттестации контрольного калибра по образцовому.
3. К образцовым калибрам относятся резьбовые калибры-пробки и калибры-кольца, используемые для контроля контрольных калибров.
(Измененная редакция, Изм. N 2).
3.5. Парные контрольные калибры считаются годными, если после контроля всех элементов резьбы и парного натяга (при взаимном свинчивании) их натяги или
,
или
, установленные по соответствующему образцовому калибру, не превышают (15,875±0,1) мм.
Парный натяг контрольных калибров должен соответствовать значению (15,875±0,025) мм.
3.6. Взаимосвязь между калибрами указана в приложении 2.
3.7. Допуск прямолинейности боковых сторон профиля резьбы - 3 мкм.
3.8. Допуск прямолинейности образующей конуса по линии среднего диаметра резьбы:
для калибров-колец - 0,01 мм;
для калибров-пробок - в пределах поля допуска конусности.
3.9. Допуск перпендикулярности измерительной плоскости калибра-пробки к оси резьбы должен соответствовать указанному в табл.3.
Таблица 3
В миллиметрах | |||||
Обозначение | Допуск перпендикулярности | Допуск параллельности | |||
замковой резьбы | Калибр-пробка | Рабочие | Контрольные и | ||
рабочий | контрольный | образцовый | калибры | образцовые калибры | |
З-30...З-94 | 0,015 | 0,010 | 0,010 | 0,020 | 0,015 |
З-101...З-133 | 0,020 | 0,015 | 0,025 | 0,018 | |
З-140...З-171 | 0,025 | 0,018 | 0,030 | 0,020 | |
З-177...З-203 | 0,030 | 0,021 | 0,035 | 0,022 | |
(Измененная редакция, Изм. N 1, 2).
3.10. Допуск параллельности измерительной плоскости припасованного калибра-кольца относительно измерительной плоскости калибра-пробки должен соответствовать указанному в табл.3.
Контроль проводить на расстоянии 3-5 мм от внешнего края торца.
(Измененная редакция, Изм. N 2).
3.11. Комплект рабочих и контрольных калибров должен состоять из калибра-пробки и припасованного к нему калибра-кольца.
По заказу потребителя допускается изготовление отдельно рабочих калибров-пробок или рабочих калибров-колец. При заказе только рабочих калибров-колец они должны комплектоваться (не более 20 шт.) с одной рабочей пробкой, к которой припасованы.
3.12. К каждому калибру должен быть приложен паспорт с указанием:
обозначения замковой резьбы; для калибра с левой резьбой добавляются буквы LH;
вида калибра (рабочий, контрольный);
значение натяга ( или
,
или
для рабочих калибров и
или
,
или
для контрольных калибров);
порядкового номера калибра;
даты выпуска;
товарного знака предприятия-изготовителя;
обозначения настоящего стандарта.
3.13. Значение натяга определяют после затяжки резьбы калибра-кольца при помощи специального приспособления с падающим грузом, при этом калибр-пробка должен быть прочно закреплен. Число ударов - не менее 12.
Длина рычага, высота падения и масса груза должны соответствовать указанным на черт.3 и в табл.4.
|
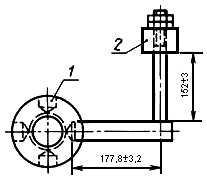
1 - калибр-кольцо; 2 - груз
Черт.3*
________________
* Измененная редакция, Изм. N 2.
Таблица 4
Обозначение замковой резьбы | Масса груза, кг |
З-30...З-44 | 0,45 |
З-65 ... З-86 | 0,9 |
З-88 ... З-133 | 1,4 |
З-140 ... З-171 | 1,8 |
З-177 ... З-185 | 2,3 |
З-201 ... З-203 | 2,7 |
(Измененная редакция, Изм. N 1, 2).
Перед затяжкой с помощью специального приспособления калибр-пробка и калибр-кольцо должны быть свинчены плотно от руки, но не до отказа.
3.14. Правила применения калибров указаны в приложении 3.
3.15. Рекомендации по контролю натяга замковой резьбы ниппеля рабочими калибрами-кольцами с помощью щупов указаны в приложении 4.
ПРИЛОЖЕНИЕ 1
Обязательное
ОПРЕДЕЛЕНИЕ ВЗАИМОЗАМЕНЯЕМОГО НАТЯГА РАБОЧИХ КАЛИБРОВ
При определении взаимозаменяемого натяга или
и
или
рабочих калибров (черт.4) следует учитывать отклонения от номинального натяга контрольных калибров, определяемые по образцовым калибрам.
Натяг рабочих калибров рассчитывается по формулам:
для максимального натяга:
![]() ,
,![]() ;
;
для минимального натяга:
![]() ,
,![]() .
.
ПРИЛОЖЕНИЕ 2
Обязательное
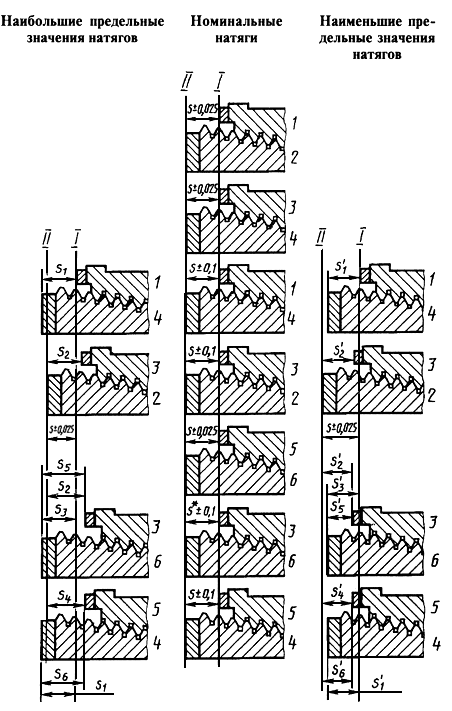
ВЗАИМОСВЯЗЬ МЕЖДУ КАЛИБРАМИ
|
________________
* Взаимозаменяемый натяг рабочего калибра-пробки у изготовителя рекомендуется принимать ±0,025 мм.
I - основная плоскость; II - измерительная плоскость; 1 - образцовый калибр-кольцо; 2 - образцовый калибр-пробка;
3 - контрольный калибр-кольцо; 4 - контрольный калибр-пробка; 5 - рабочий калибр-кольцо;
6 - рабочий калибр-пробка
Черт.4*
________________
* Измененная редакция, Изм. N 2.
ПРИЛОЖЕНИЕ 3
Обязательное
ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
1. Для определения взаимозаменяемого натяга ( или
и
или
) рабочих калибров должны применяться контрольные калибры.
До начала эксплуатации контрольных калибров следует определить их действительный натяг или
и
или
по соответствующему образцовому калибру (черт.4).
Значение натяга маркируется на контрольном калибре или указывается в документе на контрольный калибр.
(Измененная редакция, Изм. N 2).
2. Контрольный калибр-кольцо предназначен для определения действительного натяга или
рабочего калибра-пробки, с помощью которого путем расчета определяют взаимозаменяемый натяг
или
рабочего калибра-пробки (приложение 1).
Значение взаимозаменяемого натяга маркируется на рабочем калибре-пробке или указывается в документе на рабочий калибр-пробку.
(Измененная редакция, Изм. N 2).
3. Контрольный калибр-пробка предназначен для определения действительного натяга или
рабочего калибра-кольца, с помощью которого путем расчета определяют взаимозаменяемый натяг
или
рабочего калибра-кольца (приложение 1).
Значение взаимозаменяемого натяга маркируется на рабочем калибре-кольце или указывается в документе на рабочий калибр-кольцо.
(Измененная редакция, Изм. N 2).
4. Рабочий калибр-кольцо предназначен для контроля натяга резьбы ниппеля по ГОСТ 28487. При этом за номинальный натяг должны приниматься величины или
.
(Измененная редакция, Изм. N 2).
5. Рабочий калибр-пробка предназначен для контроля натяга резьбы муфты по ГОСТ 28487. При этом следует учитывать разность натягов (![]() ) или (
) или (![]() ).
).
(Измененная редакция, Изм. N 2).
6. Парный натяг новых и отремонтированных рабочих калибров должен находиться в пределах 15,850-15,900 мм, взаимозаменяемый натяг - в пределах 15,775-15,975 мм.
Рабочие калибры должны периодически проверяться контрольными калибрами. Периодичность проверок зависит от частоты использования калибров. Рекомендуемая первоначальная частота проверок до установления определенного графика - около 300 свинчиваний.
Степень износа калибров определяется как выход значения парного натяга за допустимые пределы. При уменьшении величины парного натяга рабочих калибров следует учитывать поправку на натяг ( и
), определяемую при проверке контрольным калибром. При этом должно соблюдаться условие равномерного износа элементов резьбы калибра.
В случае неполного использования длины рабочих калибров могут возникать ошибки при проверке рабочих калибров по контрольным. В этом случае рекомендуется снять нерабочие витки резьбы у рабочих калибров-пробок со стороны большего диаметра.
7. Парный натяг новых и отремонтированных контрольных калибров должен находиться в пределах 15,850-15,900 мм, натяг, определяемый по образцовому калибру-кольцу - в пределах 15,775-15,975 мм.
При периодических проверках контрольных калибров парный натяг и натяг по образцовому калибру-кольцу должен находиться в пределах 15,775-15,975 мм.
Контрольные калибры должны проходить аттестацию не реже одного раза в 3 года.
ПРИЛОЖЕНИЕ 4
Рекомендуемое*
________________
* Измененная редакция, Изм. N 2.
КОНТРОЛЬ НАТЯГА ЗАМКОВОЙ РЕЗЬБЫ НИППЕЛЯ РАБОЧИМ
КАЛИБРОМ-КОЛЬЦОМ С ПОМОЩЬЮ КАЛИБРА-ЩУПА
Диапазон значения взаимозаменяемого натяга 15,975-15,775 мм рабочего калибра-кольца делят на четыре размерные группы:
1 - для натяга от 15,925 до 15,975 мм;
2 - для натяга св. 15,875 до 15,925 мм;
3 - для натяга св. 15,825 до 15,875 мм;
4 - для натяга св. 15,775 до 15,825 мм.
Размерная группа рабочего калибра-кольца определяется при свинчивании рабочего калибра-кольца с контрольным калибром-пробкой потребителя по величине или
.
На калибре-кольце маркируют номер размерной группы.
При контроле натяга замковой резьбы ниппеля рабочим калибром-кольцом пользуются тем калибром-щупом, который соответствует размерной группе калибра-кольца.
Применение того или иного калибра-щупа (черт.5) определяется размером или
(приложение 1), относящимся к той или иной группе натяга.
На калибре-щупе маркируют номер размерной группы.
Размеры калибров-щупов указаны на черт.5 и в табл.5.
Технические требования к вставкам - по ГОСТ 2015.
|

1 - проходная вставка; 2 - непроходная вставка; 3 - ручка по ГОСТ 14748
Черт.5
Таблица 5
мм
Группа натяга | |||
-0,018 | |||
1 | 15,916 | 16,134 | |
2 | 15,866 | 16,084 | |
3 | 15,816 | 16,034 | |
4 | 15,766 | 15,984 | |
Приложение 4. (Измененная редакция, Изм. N 1).
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}