ГОСТ 6485-69
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ КОНИЧЕСКОЙ ДЮЙМОВОЙ РЕЗЬБЫ С УГЛОМ ПРОФИЛЯ 60°
Типы.
Основные размеры и допуски
Gauges for inch taper thread with 60° corner profile. Types.
Basic dimensions and tolerances
МКС 17.040.30
Дата введения 1972-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 15 августа 1969 года N 937
ПРОВЕРЕН в 1983 году Снято ограничение срока действия Постановлением Госстандарта от 29.09.83 N 4696
ВЗАМЕН ГОСТ 6485-53
ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на калибры для контроля конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111-52.
1. ТИПЫ
1.1. Рабочие калибры (пробки и кольца) должны изготавливаться трех типов:
Р-Р - рабочие резьбовые;
Р-СП - рабочие резьбовые специальные;
Р-Г - рабочие гладкие.
Рабочие калибры должны изготавливаться в двух исполнениях:
1 - одноступенчатые, с уступом в основной плоскости;
2 - трехступенчатые, с уступами в основной плоскости и в плоскостях, соответствующих наибольшему и наименьшему предельным размерам.
1.2. Контрольные калибры-пробки (контркалибры) должны изготавливаться трех типов:
К-Р - контркалибры резьбовые для колец типа Р-Р;
К-СП - контркалибры резьбовые специальные для колец типа Р-СП;
К-Г - контркалибры гладкие для колец типа Р-Г.
1.3. Применяемость и правила контроля калибрами указаны в приложении.
2. ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ
2.1. Основные размеры и предельные отклонения рабочих калибров должны соответствовать указанным на черт.1-3 и в табл.1-3.
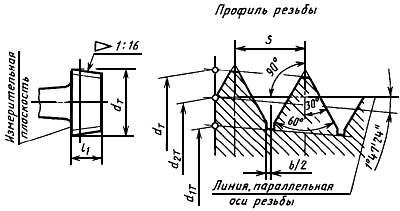
Калибры типа Р-Р для контроля среднего диаметра на участке 
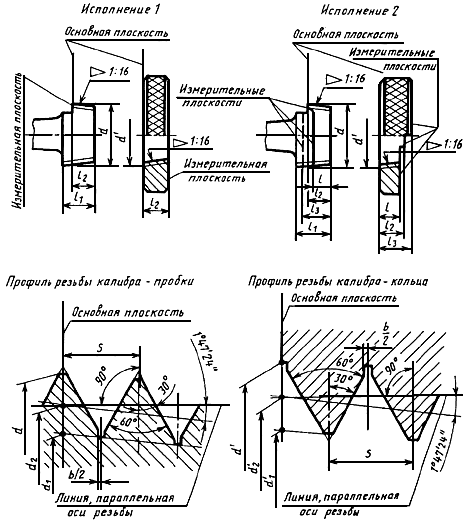
Шаг измеряется параллельно оси резьбы. Биссектриса угла профиля перпендикулярна к оси резьбы.
Форма проточки по впадинам - произвольная.
Черт.1
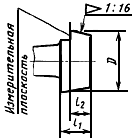
Калибры типа Р-СП для контроля среднего диаметра на участке 
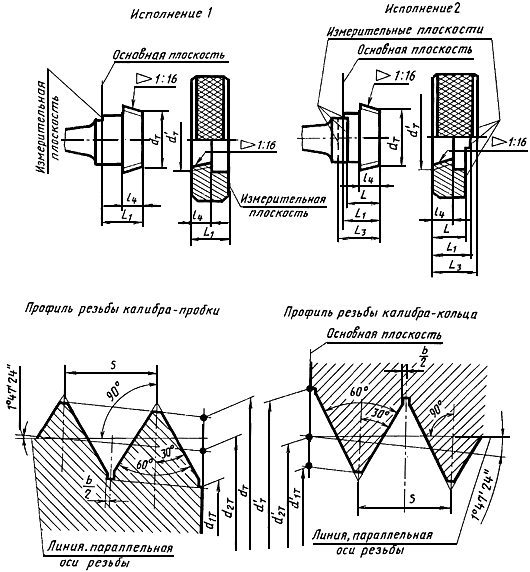
Шаг измеряется параллельно оси резьбы. Биссектриса угла профиля перпендикулярна к оси резьбы.
Форма проточки по впадинам - произвольная.
Черт.2
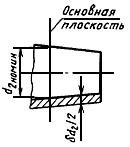
Калибры типа Р-Г для контроля отклонений вершины резьбы от линии среднего диаметра
Черт.3
Таблица 1
Размеры, мм | ||||||||||
Номи- | Число ниток на дюйм | Шаг резьбы |
|
|
| |||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
27 | 0,941 | ±0,004 | 7,67 | -0,030 | 7,142 | ±0,003 | 6,389 | 7,895 | 7,142 | |
27 | 0,941 | ±0,004 | 10,05 | -0,035 | 9,519 | ±0,003 | 8,766 | 10,272 | 9,519 | |
18 | 1,411 | ±0,004 | 13,24 | -0,035 | 12,443 | ±0,004 | 11,314 | 13,572 | 12,443 | |
18 | 1,411 | ±0,004 | 16,72 | -0,035 | 15,926 | ±0,004 | 14,797 | 17,055 | 15,926 | |
14 | 1,814 | ±0,005 | 20,80 | -0,045 | 19,772 | ±0,004 | 18,321 | 21,223 | 19,772 | |
14 | 1,814 | ±0,005 | 26,14 | -0,045 | 25,117 | ±0,004 | 23,666 | 26,568 | 25,117 | |
1 | 2,209 | ±0,005 | 32,71 | -0,050 | 31,461 | ±0,004 | 29,694 | 33,228 | 31,461 | |
2,209 | ±0,005 | 41,47 | -0,050 | 40,218 | ±0,004 | 38,451 | 41,985 | 40,218 | ||
2,209 | ±0,005 | 47,54 | -0,050 | 46,287 | ±0,004 | 44,520 | 48,054 | 46,287 | ||
2 | 2,209 | ±0,005 | 59,58 | -0,060 | 58,325 | ±0,004 | 56,558 | 60,092 | 58,325 | |
Продолжение табл.1
Размеры, мм | ||||||||||||
Номи- | Проточка | Пред. откл. поло- | ||||||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. пробки | Пред. откл. кольца | Номин. | Пред. откл. | ||||
6,609 | +0,030 | 3,123 | +0,1 | 6,5 | 4,064 | ±0,1 | +0,025 | 5,005 | -0,1 | 0,10 | ±16' | |
8,986 | +0,035 | 3,631 | +0,1 | 7,0 | 4,572 | +0,1 | ±0,025 | 5,513 | -0,1 | 0,10 | ±16' | |
11,644 | +0,035 | 3,669 | +0,1 | 9,5 | 5,080 | ±0,1 | ±0,025 | 6,491 | -0,1 | 0,15 | ±12' | |
15,127 | +0,035 | 4,685 | +0,1 | 10,5 | 6,096 | ±0,1 | ±0,025 | 7,507 | -0,1 | 0,15 | ±12' | |
18,745 | +0,045 | 6,314 | +0,1 | 13,5 | 8,128 | ±0,1 | ±0,025 | 9,942 | -0,1 | 0,20 | ±11' | |
24,090 | +0,045 | 6,797 | +0,1 | 14,0 | 8,611 | ±0,1 | ±0,025 | 10,425 | -0,1 | 0,20 | ±11' | |
1 | 30,211 | +0,050 | 7,951 | +0,1 | 17,5 | 10,160 | ±0,1 | ±0,025 | 12,369 | -0,1 | 0,25 | ±10' |
38,968 | +0,050 | 8,459 | +0,1 | 18,0 | 10,668 | ±0,1 | ±0,025 | 12,877 | -0,1 | 0,25 | ±10' | |
45,037 | +0,050 | 8,459 | +0,1 | 18,5 | 10,668 | ±0,1 | ±0,025 | 12,877 | -0,1 | 0,25 | ±10' | |
2 | 57,075 | +0,060 | 8,865 | +0,1 | 19,0 | 11,074 | ±0,1 | ±0,025 | 13,283 | -0,1 | 0,25 | ±10' |
Таблица 2
Размеры, мм | ||||||||||
Номи- | Число ниток на дюйм | Шаг резьбы |
|
|
| |||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
27 | 0,941 | ±0,004 | 7,264 | -0,030 | 6,735 | ±0,003 | 5,983 | 8,047 | 7,294 | |
27 | 0,941 | ±0,004 | 9,613 | -0,035 | 9,082 | ±0,003 | 8,329 | 10,424 | 9,670 | |
18 | 1,411 | ±0,004 | 12,647 | -0,035 | 11,850 | ±0,004 | 10,721 | 13,848 | 12,719 | |
18 | 1,411 | ±0,004 | 16,064 | -0,035 | 15,268 | ±0,004 | 14,141 | 17,330 | 16,201 | |
14 | 1,814 | ±0,005 | 19,957 | -0,045 | 18,929 | ±0,004 | 17,478 | 21,559 | 20,107 | |
14 | 1,814 | ±0,005 | 25,265 | -0,045 | 24,242 | ±0,004 | 22,791 | 26,905 | 25,454 | |
1 | 2,209 | ±0,005 | 31,617 | -0,050 | 30,368 | ±0,004 | 28,601 | 33,687 | 31,915 | |
2,209 | ±0,005 | 40,345 | -0,050 | 39,093 | ±0,004 | 37,326 | 42,443 | 40,676 | ||
2,209 | ±0,005 | 46,384 | -0,050 | 45,131 | ±0,004 | 43,364 | 48,543 | 46,776 | ||
2 | 2,209 | ±0,005 | 58,393 | -0,050 | 57,138 | ±0,004 | 55,371 | 60,587 | 58,820 | |
Продолжение табл.2
Размеры, мм | ||||||||||||
Номи- | Проточка | Пред. откл. поло- | ||||||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. пробки | Пред. откл. кольца | Номин. | Пред. откл. | ||||
6,761 | +0,030 | 5,559 | +0,1 | 6,5 | ±0,1 | ±0,025 | 7,441 | -0,1 | 3,4 | 0,10 | ±16' | |
9,138 | +0,035 | 6,059 | +0,1 | 7,0 | ±0,1 | ±0,025 | 7,941 | -0,1 | 3,4 | 0,10 | ±16' | |
11,920 | +0,035 | 8,089 | +0,1 | 9,5 | ±0,1 | ±0,025 | 10,911 | -0,1 | 5,8 | 0,15 | ±12' | |
15,380 | +0,035 | 9,089 | +0,1 | 10,5 | ±0,1 | ±0,025 | 11,911 | -0,1 | 5,8 | 0,15 | ±12' | |
19,081 | +0,045 | 11,686 | +0,1 | 13,5 | ±0,1 | ±0,025 | 15,314 | -0,1 | 7,2 | 0,20 | ±11' | |
24,427 | +0,045 | 12,186 | +0,1 | 14,0 | ±0,1 | ±0,025 | 15,814 | -0,1 | 7,2 | 0,20 | ±11' | |
1 | 36,670 | +0,050 | 15,291 | +0,1 | 17,5 | ±0,1 | ±0,025 | 19,709 | -0,1 | 9,5 | 0,25 | ±10' |
39,426 | +0,050 | 15,791 | +0,1 | 18,0 | +0,1 | ±0,025 | 20,209 | -0,1 | 9,5 | 0,25 | ±10' | |
45,526 | +0,050 | 16,291 | +0,1 | 18,5 | ±0,1 | ±0,025 | 20,709 | -0,1 | 10,0 | 0,25 | ±10' | |
2 | 57,570 | +0,060 | 16,791 | +0,1 | 19,0 | ±0,1 | ±0,025 | 21,209 | -0,1 | 10,0 | 0,25 | ±10' |
Таблица 3
Размеры, мм | ||||||||||||
Номи- | ||||||||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. пробки | Пред. откл. кольца | Номин. | Пред. откл. | ||
6,434 | ±0,003 | 7,850 | ±0,003 | 3,123 | +0,1 | 6,5 | 4,064 | ±0,1 | ±0,025 | 5,005 | -0,1 | |
8,811 | ±0,003 | 10,227 | ±0,003 | 3,631 | +0,1 | 7,0 | 4,572 | ±0,1 | ±0,025 | 5,513 | -0,1 | |
11,379 | ±0,004 | 13,507 | ±0,004 | 3,669 | +0,1 | 9,5 | 5,080 | ±0,1 | ±0,025 | 6,491 | -0,1 | |
14,862 | ±0,004 | 16,990 | ±0,004 | 4,685 | +0,1 | 10,5 | 6,096 | ±0,1 | ±0,025 | 7,507 | -0,1 | |
18,406 | ±0,004 | 21,138 | ±0,004 | 6,314 | +0,1 | 13,5 | 8,128 | ±0,1 | ±0,025 | 9,942 | -0,1 | |
23,751 | ±0,004 | 26,483 | ±0,004 | 6,797 | +0,1 | 14,0 | 8,611 | ±0,1 | ±0,025 | 10,425 | -0,1 | |
1 | 29,779 | ±0,004 | 33,143 | ±0,004 | 7,951 | +0,1 | 17,5 | 10,160 | ±0,1 | ±0,025 | 12,369 | -0,1 |
38,536 | ±0,004 | 41,900 | ±0,004 | 4,459 | +0,1 | 18,0 | 10,668 | ±0,1 | ±0,025 | 12,877 | -0,1 | |
44,605 | ±0,004 | 47,969 | ±0,004 | 8,459 | +0,1 | 18,5 | 10,668 | ±0,1 | ±0,025 | 12,877 | -0,1 | |
2 | 56,643 | ±0,004 | 60,007 | ±0,004 | 8,865 | +0,1 | 19,0 | 11,074 | ±0,1 | ±0,025 | 13,283 | -0,1 |
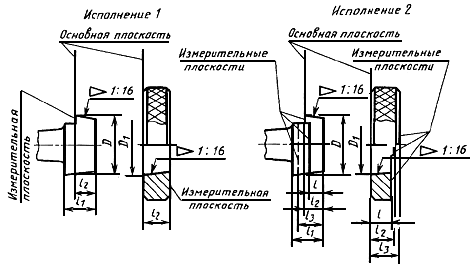
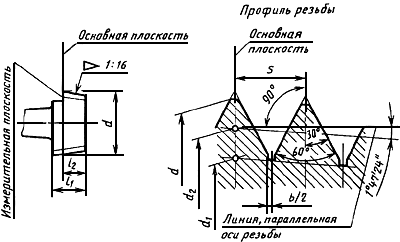
2.2. Основные размеры и предельные отклонения контркалибров должны соответствовать указанным на черт.4-6 и в табл.4-6.
Контркалибры типа К-Р
Черт.4
Контркалибры типа К-СП
Черт.5
Контркалибры типа К-Г
Черт.6
Таблица 4
Размеры, мм | |||||||||||||
Номи- | Число ниток на дюйм | Шаг резьбы |
| Про- | Пред. откл. поло- | ||||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. | ||||||
27 | 0,941 | ±0,003 | 7,67 | -0,030 | 7,142 | ±0,003 | 6,389 | 6,5 | 4,064 | ±0,05 | 0,10 | ±12' | |
27 | 0,941 | ±0,003 | 10,05 | -0,035 | 9,519 | ±0,003 | 8,766 | 7,0 | 4,572 | ±0,05 | 0,10 | ±12' | |
18 | 1,411 | ±0,003 | 13,24 | -0,035 | 12,443 | ±0,004 | 11,314 | 9,5 | 5,080 | ±0,05 | 0,15 | ±10' | |
18 | 1,411 | ±0,003 | 16,72 | -0,035 | 15,926 | ±0,004 | 14,797 | 10,5 | 6,096 | ±0,05 | 0,15 | ±10' | |
14 | 1,814 | ±0,003 | 20,80 | -0,045 | 19,772 | ±0,004 | 18,321 | 13,5 | 8,128 | ±0,05 | 0,20 | ±9' | |
14 | 1,814 | ±0,003 | 26,14 | -0,045 | 25,117 | ±0,004 | 23,666 | 14,0 | 8,611 | +0,05 | 0,20 | ±9' | |
1 | 2,209 | ±0,003 | 32,71 | -0,050 | 31,461 | ±0,004 | 29,694 | 17,5 | 10,160 | ±0,05 | 0,25 | ±9' | |
2,209 | ±0,003 | 41,47 | -0,050 | 40,218 | ±0,004 | 38,451 | 18,0 | 10,668 | ±0,05 | 0,25 | ±8' | ||
2,209 | ±0,003 | 47,54 | -0,050 | 46,287 | ±0,004 | 44,520 | 18,5 | 10,668 | ±0,05 | 0,25 | ±8' | ||
2 | 2,209 | ±0,003 | 59,58 | -0,060 | 58,325 | ±0,004 | 56,558 | 19,0 | 11,074 | ±0,05 | 0,25 | ±8' | |
Таблица 5
Размеры, мм | ||||||||||||
Номи- | Число ниток на дюйм | Шаг резьбы | Про- | Пред. откл. поло- | ||||||||
Номин. | Пред. откл. | Номин. | Пред. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
27 | 0,941 | ±0,003 | 7,82 | -0,030 | 7,294 | ±0,003 | 6,541 | 6,5 | ±0,05 | 0,10 | ±12' | |
27 | 0,941 | ±0,003 | 10,20 | -0,035 | 9,670 | ±0,003 | 8,917 | 7,0 | ±0,05 | 0,10 | ±12' | |
18 | 1,411 | ±0,003 | 13,51 | -0,035 | 12,719 | ±0,004 | 11,590 | 9,5 | ±0,05 | 0,15 | ±10' | |
18 | 1,411 | ±0,003 | 16,99 | -0,035 | 16,201 | ±0,004 | 15,072 | 10,5 | ±0,05 | 0,15 | ±10' | |
14 | 1,814 | ±0,003 | 21,14 | -0,045 | 20,107 | ±0,004 | 18,657 | 13,5 | ±0,05 | 0,20 | ±9' | |
14 | 1,814 | ±0,003 | 26,48 | -0,045 | 25,454 | ±0,004 | 24,003 | 14,0 | ±0,05 | 0,20 | ±9' | |
1 | 2,209 | ±0,003 | 33,17 | -0,050 | 31,919 | ±0,004 | 30,152 | 17,5 | ±0,05 | 0,25 | ±9' | |
2,209 | ±0,003 | 41,93 | -0,050 | 40,676 | ±0,004 | 38,909 | 18,0 | ±0,05 | 0,25 | ±8' | ||
2,209 | ±0,003 | 48,03 | -0,050 | 46,776 | ±0,004 | 45,009 | 18,5 | ±0,05 | 0,25 | ±8' | ||
2 | 2,209 | ±0,003 | 60,07 | -0,060 | 58,820 | ±0,004 | 57,053 | 19,0 | ±0,05 | 0,25 | ±8' | |
Таблица 6
Размеры, мм | ||||||
Номинальный размер резьбы, дюймы | Пред. откл. угла уклона | |||||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||
7,850 | ±0,003 | 6,5 | 4,064 | ±0,05 | ±2,5' | |
10,227 | ±0,003 | 7,0 | 4,572 | ±0,05 | ±2,5' | |
13,507 | ±0,004 | 9,5 | 5,080 | ±0,05 | ±2' | |
16,990 | ±0,004 | 10,5 | 6,096 | ±0,05 | ±2' | |
21,138 | ±0,004 | 13,5 | 8,128 | ±0,05 | ±1,5' | |
26,483 | ±0,004 | 14,0 | 8,611 | ±0,05 | ±1,5' | |
1 | 33,143 | ±0,004 | 17,5 | 10,160 | ±0,05 | ±1,5' |
41,900 | ±0,004 | 18,0 | 10,668 | ±0,05 | ±1,5' | |
47,969 | ±0,004 | 18,5 | 10,668 | ±0,05 | ±1,5' | |
2 | 60,007 | ±0,004 | 19,0 | 11,074 | ±0,05 | ±1,5' |
2.3. Предельные отклонения расстояний между любыми витками резьбы калибров типов Р-Р, Р-СП, К-Р и К-СП не должны превышать предельных отклонений шага резьбы, указанных в табл.1, 2, 4 и 5.
2.4. Предельные отклонения среднего диаметра резьбы калибров типов Р-Р, Р-СП, К-Р и К-СП в любом сечении не должны превышать предельных отклонений среднего диаметра в основной плоскости.
Предельные отклонения конусности среднего диаметра резьбы указанных калибров и наружного диаметра калибров типа Р-Г не должны превышать допуска среднего диаметра резьбы калибров.
Схема расположения предельных отклонений среднего диаметра резьбы калибров приведена на черт.7.
Черт.7
У резьбовых калибров-колец предельные отклонения конусности в заданных пределах должны обеспечиваться резьбообразующим инструментом.
2.5. Рабочие калибры-кольца типов Р-Р, Р-СП и Р-Г должны быть припасованы к контрольным пробкам так, чтобы торец кольца совпадал с уступом в основной плоскости у пробки или не доходил до него не более чем на 0,1 мм.
К каждой партии колец должна быть приложена контрольная пробка, к которой припасованы кольца.
Количество припасованных колец к одной контрольной пробке не должно превышать 15 шт.
2.6. Допускаемый износ рабочих резьбовых калибров по среднему диаметру не должен превышать величин, соответствующих смещению основной плоскости, указанных в табл.7.
Таблица 7
Номинальный размер резьбы, дюймы | Предельное смещение основной плоскости резьбы калибра, мм |
| 0,25 |
| 0,3 |
1-2 | 0,35 |
Примечание. Величина износа калибров-колец определяется при свинчивании с контрольной пробкой.
ПРИЛОЖЕНИЕ
Рекомендуемое
ПРИМЕНЯЕМОСТЬ И ПРАВИЛА КОНТРОЛЯ КАЛИБРАМИ
1. Калибры типов Р-СП и Р-Г применяют только в случаях предъявления к изделиям повышенных требований герметичности и частой сборки и разборки.
Эти калибры изготовляются по требованию заказчика.
2. Калибрами типа Р-Р контролируют средний диаметр резьбы изделий в основной плоскости.
При свинчивании калибра типа Р-Р исполнения 1 с изделием его измерительная плоскость должна совпадать с торцом изделия.
Допускаемое несовпадение не должно превышать (шаг резьбы).
При свинчивании калибра типа Р-Р исполнения 2 с изделием торец изделия должен находиться между измерительными плоскостями (уступами) калибра или совпадать с одной из них.
3. Калибрами типа Р-СП контролируют средний диаметр резьбы изделий на участке .
Калибры типа Р-СП применяют только в сочетании с резьбовыми калибрами типа Р-Р. При этом положение одноименных измерительных плоскостей резьбовых калибров типов Р-Р и Р-СП по отношению к торцу изделия должно совпадать. Допускаемое несовпадение не должно превышать величин, указанных в табл.1.
4. Калибрами типа Р-Г контролируют отклонения расстояний вершины резьбы от линии среднего диаметра.
Калибры типа Р-Г применяют только в сочетании с резьбовыми калибрами типа Р-Р. При этом положение одноименных измерительных плоскостей калибров типов Р-Р и Р-Г по отношению к торцу изделия должно совпадать. Допускаемое несовпадение не должно превышать величин, указанных в табл.2.
5. У резьбовых колец типов Р-Р и Р-СП предельные отклонения наружного диаметра, шага и половины угла профиля обеспечиваются резьбообразующим инструментом.
6. При приемке изделий представителем заказчика калибрами типа Р-Р исполнения 1 несовпадение торцов изделий с измерительной плоскостью калибров допускается ±1,5, а для калибров Р-Р исполнения 2 допускаются выходы торца изделия за уступы калибра на 0,5
.
Таблица 1
Номинальный размер резьбы, дюймы |
|
|
|
|
| 1 | 2 | |||
Допускаемое несовпадение одноименных измерительных плоскостей калибров Р-Р и Р-СП в мм: | ||||||||||
1. Пробки | +0,10 | +0,10 | +0,15 | +0,15 | +0,20 | +0,25 | +0,30 | +0,30 | +0,30 | +0,30 |
-0,50 | -0,50 | -0,50 | -0,60 | -0,80 | -1,00 | -1,00 | -1,00 | -1,00 | -1,00 | |
2. Кольца | ±0,20 | ±0,20 | +0,30 | +0,30 | +0,40 | ±0,40 | +0,60 | +0,60 | +0,60 | +0,60 |
-0,20 | -0,25 | -0,35 | -0,45 | -0,50 | -0,50 | -0,50 |
Таблица 2
Номинальный размер резьбы, дюймы |
|
|
|
Допускаемое несовпадение одноименных измерительных плоскостей калибров типов Р-Р и Р-Г в мм | ±0,70 | ±1,00 | ±1,30 |
Текст документа сверен по:
Калибры. Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}