ГОСТ 7660-55
Группа Г28
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ПРЕДЕЛЬНЫЕ ГЛАДКИЕ ДЛЯ ВАЛОВ И ОТВЕРСТИЙ 1-3а КЛАССОВ ТОЧНОСТИ
Обозначения. Расположение полей допусков. Правила применения
Дата введения 1956-01-01
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов 4/Х 1955 г.
ПЕРЕИЗДАНИЕ. Июнь 1970 г.
ВЗАМЕН ОСТ 1201
Стандарт является общей вводной частью для группы стандартов на допуски гладких предельных калибров для валов и отверстий 1-3 классов точности.
1. Условные обозначения калибров устанавливаются следующие:
![]() (или
(или ) - рабочие проходные калибры;
![]() (или
(или ) - рабочие непроходные калибры;
![]() - приемные проходные калибры;
- приемные проходные калибры;
![]() - приемные непроходные калибры;
- приемные непроходные калибры;
![]() - контркалибры для рабочих проходных новых скоб;
- контркалибры для рабочих проходных новых скоб;
![]() - контркалибры для рабочих непроходных новых скоб;
- контркалибры для рабочих непроходных новых скоб;
![]() - контркалибры для контроля износа рабочих проходных скоб.
- контркалибры для контроля износа рабочих проходных скоб.
Примечание. Под проходными и непроходными калибрами в настоящем стандарте следует понимать не только однопредельные калибры, но и проходные и непроходные стороны двухсторонних калибров, а также проходные и непроходные участки односторонних двухпредельных калибров.
2. Расположение полей допусков калибров относительно границ полей допусков изделий устанавливается по схеме, показанной на чертеже.
Схема расположений полей допусков калибров и контркалибров
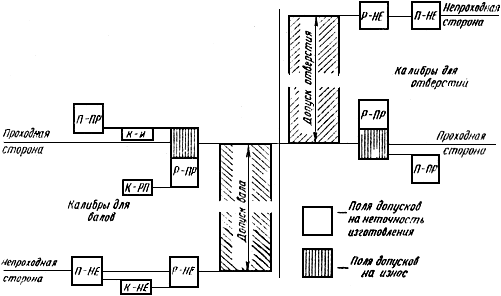
Схема является только поясняющей иллюстрацией к таблицам допусков и предельных отклонений размеров калибров по стандартам на допуски калибров для валов и отверстий различных классов точности (см. ОСТ 1202 - ОСТ 1205, ОСТ 1207 - ОСТ 1209, ОСТ 1213 и ОСТ 1215). В частности, расположение полей допусков на износ проходных калибров, помеченных на схеме вертикальной штриховкой, не одинаково для валов и отверстий различных классов точности и условно показано на схеме симметричным относительно границы поля допуска изделия.
3. Износ непроходных калибров, в случае надобности, может быть ограничен заводскими и ведомственными нормалями.
4. При проверке размеров изделий рабочими калибрами проходные калибры должны свободно проходить, а непроходные не должны проходить.
5. Проверка изделий ОТК завода-изготовителя должна производиться частично изношенными калибрами (или частично изношенными калибрами ![]() и новыми или мало изношенными калибрами
и новыми или мало изношенными калибрами ![]() при пользовании однопредельными калибрами).
при пользовании однопредельными калибрами).
Калибр ![]() при износе до установленного предельного значения должен быть изъят из употребления или передан представителю заказчика для использования его в качестве приемного калибра.
при износе до установленного предельного значения должен быть изъят из употребления или передан представителю заказчика для использования его в качестве приемного калибра.
Специальное изготовление приемных калибров вместо использования при приемке изношенных калибров (рабочих) допускается в виде исключения при наличии достаточного обоснования.
6. В случаях обязательной приемки представителем заказчика изделий по предельным калибрам, сомнения в отношении правильности размеров изделий должны разрешаться проверкой калибрами с размерами, близкими к границе поля износа ![]() и к границе поля допуска нового калибра
и к границе поля допуска нового калибра ![]() (верхней для отверстия, нижней для вала).
(верхней для отверстия, нижней для вала).
7. При изготовлении по предельным калибрам изделий, не подлежащих обязательной приемке по предельным калибрам, действительные размеры изделий должны определяться в соответствии с инструкциями по арбитражным проверкам, утвержденным в установленном порядке.
8. Контркалибры ![]() для скоб размерами до 100 мм допускается изготовлять и применять только в тех случаях, когда в условиях эксплуатации затруднителен контроль плоскопараллельными концевыми мерами.
для скоб размерами до 100 мм допускается изготовлять и применять только в тех случаях, когда в условиях эксплуатации затруднителен контроль плоскопараллельными концевыми мерами.
Для скоб размерами свыше 100 мм до 180 мм допускается изготовлять и применять контркалибры ![]() , но рекомендуется проверять износ измерением плоскопараллельными концевыми мерами. При этом для данного типоразмера скобы должна быть предварительно установлена разница между диаметром вала, на который скоба проходит без зазора, и размером скобы по плоскопараллельным концевым мерам. Эта разница, если она не пренебрежительно мала, должна учитываться при измерении скобы концевыми мерами. Контроль износа скоб размером свыше 180 мм должен проводиться по контркалибрам
, но рекомендуется проверять износ измерением плоскопараллельными концевыми мерами. При этом для данного типоразмера скобы должна быть предварительно установлена разница между диаметром вала, на который скоба проходит без зазора, и размером скобы по плоскопараллельным концевым мерам. Эта разница, если она не пренебрежительно мала, должна учитываться при измерении скобы концевыми мерами. Контроль износа скоб размером свыше 180 мм должен проводиться по контркалибрам ![]() .
.
9. Контркалибры ![]() и
и ![]() допускается применять для установки регулируемых скоб размером до 180 мм при тех же условиях, что и контркалибры
допускается применять для установки регулируемых скоб размером до 180 мм при тех же условиях, что и контркалибры ![]() . Регулируемые скобы для цилиндрических валов диаметром свыше 180 мм должны устанавливаться по контркалибрам
. Регулируемые скобы для цилиндрических валов диаметром свыше 180 мм должны устанавливаться по контркалибрам ![]() и
и ![]() .
.
10. Размеры новых нерегулируемых скоб для валов диаметром свыше 180 мм по требованиям заказчиков должны быть в пределах, соответствующих контролю по контркалибрам ![]() и
и ![]() .
.
11. Установка и контроль скоб по контркалибрам должны производиться под такой же нагрузкой и теми же приемами, какие используются при контроле скобой изделия.
12. Скобы не должны проходить при проверке по ![]() и должны проходить при проверке по
и должны проходить при проверке по ![]() и
и ![]() .
.
13. Взамен контркалибров допускается пользоваться аттестованными образцами изделий.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1970
{kind=link}