ГОСТ 28187-89
(СТ СЭВ 6329-88)
Группа Г12
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Общие требования к методам измерений
Basic norms of interchangeability. Deviations of form and position.
General requirements for methods of measurements
ОКСТУ 0008
Дата введения 1990-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. Постановлением Государственного комитета СССР по стандартам от 07.07.89 N 2352 стандарт Совета Экономической Взаимопомощи СТ СЭВ 6329-88 "Основные нормы взаимозаменяемости. Отклонения формы и расположения поверхностей. Общие требования к методам измерения" введен в действие непосредственно в качестве государственного стандарта СССР с 01.07.90
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.308-79 | 1.6 |
ГОСТ 14140-81 | 1.2.2 |
ГОСТ 16085-80 | 4.3 |
ГОСТ 24642-81 | 1.5, 2.5.4.1 |
ГОСТ 25346-89 | 4.2 |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Для проверки отклонений формы и расположения поверхностей применяют любые методы и средства измерений, которые обеспечивают контроль соблюдения предписанных допусков.
1.2. Прямое измерение отклонений формы и расположения поверхности, ограниченных в конструкторской документации допусками, имеющими комплексный характер, допускается заменять измерением составляющих отклонений. Например, допускается:
измерение отклонений от круглости и профиля продольного сечения взамен прямого измерения отклонения от цилиндричности;
измерение отклонения от параллельности осей в общей плоскости и перекоса осей взамен прямого измерения отклонения от параллельности осей в пространстве;
измерение отклонений размеров, координирующих оси, взамен прямого измерения позиционного отклонения осей.
Оценку годности детали по результатам измерений составляющих отклонений формы или расположения поверхностей проводят одним из двух способов:
1.2.1. Расчетом отклонения формы или расположения, имеющего комплексный характер, путем соответствующего суммирования измеренных значений составляющих отклонений и сравнением этого рассчитанного отклонения с заданным допуском формы или расположения.
1.2.2. Путем установления в технологической документации дифференцированных значений допусков на составляющие отклонения и сравнения с ними измеренных отклонений. Дополнительно в технологической документации может быть оговорено, что для деталей, у которых одно из составляющих отклонений выходит за дифференцированный допуск, но не превышает допуск, заданный в конструкторской документации, оценку годности проводят по п.1.2.1, т.е. по рассчитанному отклонению, имеющему комплексный характер.
Примечания:
1. Способы расчета отклонения формы или расположения по составляющим отклонениям и дифференцированных допусков на составляющие отклонения устанавливаются в стандартах на методы измерений отдельных видов отклонений формы и расположения поверхностей.
2. Пересчет позиционных допусков в допуски размеров, координирующих оси элементов - по ГОСТ 14140.
3. Примеры оценки годности деталей при измерении составляющих отклонений приведены в приложении 2.
1.3. Кроме методов измерений, при которых выполняются все требования, вытекающие из стандартного определения измеряемого отклонения, допускается применять методы измерений, которые по одному или нескольким признакам не соответствуют этому определению. Например, измерения проводят не во всех точках поверхности или профиля; базовый элемент для отсчета отклонений отличается от предусмотренного стандартным определением; не исключается влияние отклонений других геометрических параметров, подлежащих исключению в соответствии со стандартным определением и т.п.
Методы, не полностью соответствующие стандартному определению отклонения, применяют в случаях:
когда экономически нецелесообразно применять методы измерений, соответствующие стандартному определению, например, из-за недостаточной производительности, высокой стоимости, конструктивной сложности и т.п.;
когда условия изготовления и характер получаемых отклонений создают предпосылки для получения достаточно точных результатов без измерений, соответствующих стандартному определению отклонения;
когда эти методы измерений установлены в стандартах на правила приемки отдельных видов продукции.
1.4. Условные обозначения методов измерений устанавливаются в стандартах на методы измерений отдельных видов отклонений формы или расположения поверхности и состоят из порядкового номера метода измерений и обозначения соответствующего стандарта, например, "Метод измерений 5 по ГОСТ ...".
Примечание. Порядковый номер метода измерений не определяет степени предпочтительности его применения. Выбор метода измерений проводят с учетом допускаемой погрешности измерений, размеров и конфигурации измеряемой детали, особенностей и стабильности технологического процесса изготовления деталей, серийности производства, стоимости измерений и других конструкторских, технологических и экономических факторов.
1.5. Термины, определения, буквенные обозначения, относящиеся к отклонениям и допускам формы и расположения поверхностей - по ГОСТ 24642.
1.6. Указания допусков формы и расположения поверхностей на чертежах - по ГОСТ 2.308.
1.7. Термины и определения по метрологии, используемые при измерении отклонений формы и расположения поверхностей, приведены в приложении 1.
2. ТРЕБОВАНИЯ К ИЗМЕРЕНИЯМ, ВЫТЕКАЮЩИЕ ИЗ ОПРЕДЕЛЕНИЙ
ОТКЛОНЕНИЙ И ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
2.1. Нормируемый участок
2.1.1. Измерение и оценку отклонений формы и расположения проводят на длине (площади) нормируемого участка.
Если нормируемый участок не указан особо, то измерение и оценку отклонений формы и расположения проводят на всей поверхности (длине) рассматриваемого элемента.
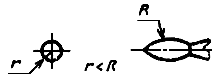
2.1.2. При оценке отклонений формы и расположения измеряемого элемента и (или) базы отклонения формы вглубь материала (завалы) в зоне на расстоянии ![]() (черт.1) от края элемента (краевой зоне) не учитывают, если на чертеже или в другой технической документации не указаны другие размеры краевой зоны или не предписано учитывать отклонения формы в пределах краевой зоны.
(черт.1) от края элемента (краевой зоне) не учитывают, если на чертеже или в другой технической документации не указаны другие размеры краевой зоны или не предписано учитывать отклонения формы в пределах краевой зоны.
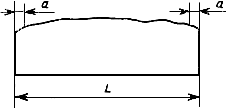
Черт.1
2.1.3. Отклонения расположения поверхности допускается измерять и оценивать на длине, отличающейся от длины нормируемого участка, при условии, что влияние отклонений формы измеряемой поверхности исключено на длине, равной длине нормируемого участка (черт.2).
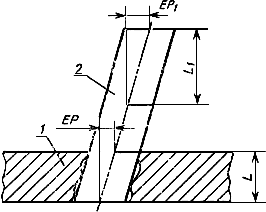
1 - деталь; 2 - оправка
Черт.2
При измерении отклонений от параллельности, перпендикулярности, наклона значение отклонения , измеренного на длине
, приводят к длине нормируемого участка
путем пересчета
![]() , (1)
, (1)
где - отклонение расположения на длине нормируемого участка
.
2.1.4. Если расположение нормируемого участка на поверхности не задано, то допуск относится к любому участку поверхности заданной протяженности. Практически ограничиваются измерением и оценкой отклонений на нескольких участках.
2.2. Расположение и направление измеряемого сечения
2.2.1. Допуски формы и расположения поверхности, которые рассматриваются в сечении поверхности (например, допуски круглости, прямолинейности, радиального биения), относятся к любому сечению в пределах нормируемого участка, если расположение сечения не задано в технических требованиях. Практически ограничиваются измерением отклонения в нескольких сечениях. За отклонение формы и расположения поверхности, сопоставляемое с допуском, принимают наибольшее из значений, измеренных в разных сечениях.
2.2.2. Направление линии измерений должно соответствовать указанному в условном обозначении допуска формы или расположения поверхности или в технических требованиях. Как правило, направление линии измерений перпендикулярно к измеряемой поверхности.
2.3. Исключение влияния шероховатости при измерении отклонений формы и расположения поверхностей
2.3.1. При измерении отклонений формы и расположения поверхностей влияние неровностей, относящихся к шероховатости поверхности, исключают за счет выбора радиуса измерительного наконечника (механической фильтрации) и (или) применения частотных (электрических) фильтров в цепи преобразования и регистрации измерительного сигнала.
В приборах, оснащенных вычислительной техникой, допускается применение цифровых фильтров.
2.3.2. Если в технических требованиях оговорено, что нормируется отклонение формы, включая шероховатость поверхности, то радиус измерительного наконечника должен соответствовать принятому при измерении шероховатости поверхности, а длина измерения должна соответствовать нормируемому участку, установленному для допуска формы.
Частотные характеристики приборов, включая применяемые фильтры, должны обеспечивать пропускание всех неровностей, относящихся как к отклонениям формы, так и к шероховатости поверхности.
2.4. Базовые элементы для оценки отклонений формы
2.4.1. Измерение и оценку отклонений формы проводят от прилегающего элемента (прилегающей поверхности или прилегающего профиля).
Прилегающий элемент материализуется рабочей поверхностью средства измерений или контроля, ориентированной относительно реального элемента в соответствии с определением прилегающего элемента, либо рассчитывается по результатам измерений отклонений от вспомогательных баз.
2.4.2. Допускается измерение и оценка отклонений формы относительно среднего элемента или других элементов, имеющих номинальную форму измеряемого элемента, но по расположению отличающихся от прилегающего элемента (такими элементами являются, например: прямая, проходящая через две разнесенные точки реального профиля; плоскость, проходящая через три разнесенные точки реальной поверхности; окружность или цилиндр минимальной зоны).
Оценку отклонения формы в этом случае проводят по наибольшей алгебраической разности расстояний от точек реального элемента до базового элемента.
Если оценку отклонений формы проводят от среднего или другого элемента номинальной формы, то может возникнуть расхождение между значениями этих отклонений и отклонения формы относительно прилегающего элемента. Значение этих расхождений зависит от характера и значения отклонения формы измеряемого элемента детали.
Применение базовых элементов, отличающихся от прилегающего, если оно не оговорено в технической документации, следует указывать в протоколе измерений.
2.5. Базы для оценки отклонений расположения поверхностей и суммарных отклонений формы и расположения поверхности
2.5.1. Оценку отклонений расположения поверхностей и суммарных отклонений формы и расположения поверхности проводят в системе координат, воспроизводимой базирующими элементами средства измерений или контроля, либо расчетным путем. Расположение и (или) ориентация измеряемых деталей относительно системы координат осуществляется путем совмещения баз детали, относительно которых задан контролируемый допуск, с базирующими элементами средства измерений или расчетным путем.
2.5.2. При базировании детали относительно средства измерений или контроля по одной базе должно быть исключено влияние отклонений формы базы детали. Это достигается путем замены реальной базы прилегающим элементом. За базовые оси, плоскости симметрии и центры принимают оси, плоскости симметрии и центры прилегающих баз соответственно.
Требуемые условия базирования обеспечиваются, если базирующие элементы средств измерений имеют форму и расположение прилегающих элементов (например, плиты, цилиндрические пробки, кольца и т.п.). При этом предполагается, что отклонения формы базирующих элементов средств измерений малы по сравнению с измеряемым отклонением.
2.5.3. Если за базу принимают средний или другой элемент номинальной формы, по расположению отличающийся от прилегающего элемента, то могут возникнуть расхождения между значениями отклонений расположения или суммарных отклонений формы и расположения, измеренных от этих баз и относительно прилегающих элементов. Значение этих расхождений зависит от характера и значения отклонений формы реальных баз детали.
Применение в качестве баз элементов, отличающихся от прилегающих, если оно не оговорено в технической документации, следует указывать в протоколе измерений.
Примечание. Если используют средние или другие базовые элементы, не касающиеся реальных баз с внешней стороны, то при измерении позиционных отклонений, отклонений формы заданной поверхности или заданного профиля относительно базовых плоскостей или базовых прямых в качестве базы для отсчета координат измеряемых элементов следует принимать плоскость (или прямую), проходящую через наиболее выступающую точку (точки) реальной базы элемента параллельно среднему или другому элементу номинальной формы (плоскость на черт.3).
1 - реальная поверхность; 2 - средняя плоскость; - плоскость параллельная средней
и проходящая через наиболее выступающую точку реальной поверхности
Черт.3
2.5.4. Если задан комплект баз (например, черт.4а), то совмещение баз измеряемой детали с базирующими элементами средства измерений или контроля осуществляется по следующим правилам.
2.5.4.1. База, указанная первой (установочная база), совмещается с базирующим элементом средства измерений таким образом, чтобы последний располагался по отношению к реальной базе, как прилегающий элемент по ГОСТ 24642.
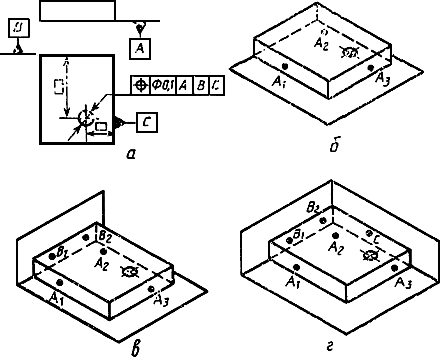
Черт.4
Если установочной базой является плоскость, то при упрощенном базировании в системе трех координатных плоскостей должен быть обеспечен ее контакт с базирующим элементом по трем точкам (черт.4б, точки ,
,
).
2.5.4.2. База, указанная второй (направляющая база), совмещается с базирующим элементом средства измерений только за счет перемещения по тем степеням свободы, которые остались после базирования по первой базе.
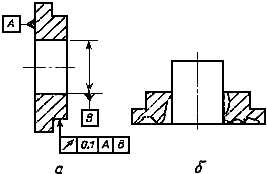
Черт.5
Базирующий элемент средства измерений должен иметь номинальное расположение относительно первой базы, касаться реальной направляющей базы и при соблюдении этих условий располагаться по отношению к реальной направляющей базе так, чтобы наибольшее расстояние от нее до базирующего элемента средства измерений было минимальным.
Если направляющей базой является плоскость, то при упрощенном базировании в системе трех координатных плоскостей должен быть обеспечен ее контакт с базирующим элементом по двум точкам (черт.4в, точки и
).
2.5.4.3. База, указанная третьей (опорная база), совмещается с базирующим элементом средства измерений за счет перемещения детали по той степени свободы, которая осталась после базирования по первой и второй базам. Базирующий элемент средства измерений должен иметь номинальное расположение относительно первой и второй баз и касаться реальной опорной поверхности. Если опорной базой является плоскость, то при базировании в системе трех координатных плоскостей должен быть обеспечен ее контакт с базирующим элементом в одной точке (черт.4г, точка ).
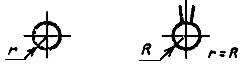
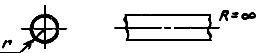
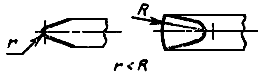
Примечания:
1. Если комплект баз задан плоскостью и осью цилиндра, перпендикулярной к ней (черт 5а), то базовая ось (вторая база) воспроизводится осью наибольшего цилиндра, вписанного в отверстие изделия (или наименьшего цилиндра, описанного вокруг вала), при условии, что ось цилиндра перпендикулярна базовой плоскости (первой базе) - черт.5б.
2. Указанные в п.2.5.4 правила совмещения баз измеряемой детали с базирующими элементами средств измерений применимы и в тех случаях, когда вместо прилегающих используются средние элементы.
2.6. Исключение влияния отклонений формы измеряемого элемента при измерении отклонений расположения поверхностей
2.6.1. При оценке отклонений расположения поверхностей отклонения формы измеряемой поверхности или измеряемого профиля из рассмотрения исключают. Исключение влияния отклонений формы достигают заменой реальных измеряемых элементов прилегающими. За ось, плоскость симметрии или центр реального измеряемого элемента принимают ось, плоскость симметрии или центр прилегающего элемента, соответственно.
2.6.2. Если влияние отклонений формы измеряемых элементов исключают путем замены их средними элементами или элементами, имеющими ту же номинальную форму, что и измеряемый элемент, но по расположению отличающимися от прилегающих элементов (п.2.4.2), то следует учитывать указания, приведенные в п.2.5.3.
2.6.3. Если измерение отклонений расположения поверхности проводят по точкам реальной поверхности, то не исключенные из рассмотрения отклонения формы измеряемой поверхности следует рассматривать как погрешность метода измерений.
2.7. Зависимые и независимые допуски расположения поверхности или формы
2.7.1. При независимых допусках действительное отклонение расположения поверхности или формы не должно превышать заданного допуска независимо от действительных размеров измеряемых элементов. Влияние отклонений размеров измеряемых элементов исключают в процессе измерений, либо рассматривают как составляющую погрешности измерений.
2.7.2. При зависимых допусках превышение отклонения расположения или формы (по сравнению со значением допуска, указанным на чертеже) считают допустимым, если оно находится в пределах, компенсируемых отклонениями действительных размеров прилегающего измеряемого элемента и (или) базы от предела максимума материала.
2.7.3. Реализация возможности расширения допусков расположения поверхности, если они заданы зависимыми, достигается независимым измерением отклонений размеров, формы и расположения поверхностей и последующей оценкой годности по рассчитываемому для данной детали действительному значению зависимого допуска, либо контролем комплексными калибрами (разд.4), базированием средств измерений по жестким оправкам, пробкам, кольцам и тому подобным базирующим элементам, размеры которых соответствуют пределу максимума материала для размера базы детали.
3. ТРЕБОВАНИЯ К ХАРАКТЕРИСТИКАМ СРЕДСТВ ИЗМЕРЕНИЙ
ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
3.1. Формы измерительных наконечников контактных приборов и устройств для измерений отклонений формы и расположения поверхностей выбирают в соответствии с табл.1.
Таблица 1
Форма измерительной поверхности наконечника | Изображение измерительного наконечника | Форма измеряемой поверхности |
Сферическая |
| Плоская, внутренняя цилиндрическая поверхность |
Цилиндрическая |
| Образующая наружных поверхностей тел вращения |
Тороидальная |
| Наружная цилиндрическая поверхность |
Каплевидная |
| Внутренняя цилиндрическая поверхность |
Плоская |
| Сферическая |
Радиусы и
измерительных наконечников выбирают из следующего ряда: 0,25; 0,8; 2,5; 8; 25; 80 мм.
Примечание. Допускается применение измерительных наконечников с радиусами, установленными в стандартах на отдельные виды средств измерений.
3.2. Частотные характеристики приборов для измерений отклонений формы и расположения поверхностей, включая частотные фильтры в схеме преобразования измерительного сигнала и частотные характеристики измерительного устройства, должны обеспечивать исключение влияния шероховатости поверхности и возможность измерений неровностей поверхности с минимальным шагом, равным базовой длине (отсечке шага), принятой для шероховатости измеряемой поверхности.
3.3. В приборах с прямолинейным перемещением измерительного наконечника относительно измеряемого элемента предельную длину волны фильтра , при которой фильтр, исключающий шероховатость, передает высоту неровностей на 75%, следует выбирать из ряда 0,08; 0,25; 0,8; 2,5; 8,0; 25,0; 80,0 мм.
Предельную длину волны фильтра, если она не оговорена особо, следует выбирать в зависимости от шероховатости измеряемой поверхности в соответствии с табл.2.
Таблица 2
Параметры шероховатости, мкм | Предельная длина волны фильтра, | |
| ||
До 0,025 | До 0,1 | 0,25 |
Св. 0,025 до 0,4 | Св. 0,1 до 1,6 | 0,8 |
" 0,4 " 3,2 | " 1,6 " 12,5 | 2,5 |
" 3,2 " 12,5 | " 12,5 " 50,0 | 8,0 |
" 12,5 " 100,0 | " 50,0 " 400,0 | 25,0 |
" 100,0 | " 400,0 | 80,0 |
Примечание. При применении фильтра с предельной длиной волны , больше указанной в табл.2, отфильтровывают часть отклонений формы (волнистости), вследствие чего измеренные значения отклонений формы получают заниженными.
При применении фильтра с предельной длиной волны , меньше указанной в табл.2, в фильтрованном профиле содержится часть шероховатости поверхности, вследствие чего измеренные значения отклонений формы получают завышенными.
3.4. В приборах с круговым перемещением измерительного наконечника относительно измеряемого элемента предельное число колебаний за один оборот детали , при котором фильтр, исключающий шероховатость, передает высоту неровностей на 75%, выбирают из ряда: 15; 25; 50; 150; 500; 1500 колебаний за один оборот.
Предельное число колебаний за один оборот, если оно не оговорено особо, выбирают в зависимости от допуска круглости и диаметра измеряемого элемента в соответствии с табл.3.
Таблица 3
Номинальный диаметр измеряемой поверхности, мм | Предельное число колебаний фильтра за один оборот детали | |||
до 2,5 | св. 2,5 до 5,0 | св. 5,0 до 10,0 | св. 10,0 | |
До 10 | 150 | 50 | 50 | 50 |
Св. 10 до 50 | 500 | 150 | 150 | 50 |
" 50 " 120 | 1500 | 500 | 500 | 150 |
" 120 " 250 | 1500 | 1500 | 500 | 500 |
" 250 | 1500 | 1500 | 1500 | 1500 |
Примечание. При применении фильтра с предельным числом колебаний меньше указанного в табл.3, отфильтровывается часть формы (волнистости), вследствие чего измеренные значения отклонений от круглости получаются заниженными.
Фильтры, предельное число колебаний которых меньше 50 колебаний за один оборот, при измерении круглости (включая волнистость) использовать не следует из-за больших потерь информации.
Для измерений круглости без учета волнистости рекомендуется применять для всех диаметров фильтр с предельным числом колебаний, равным 15.
При применении фильтра с предельным числом колебаний больше указанного в табл.3, в фильтрованном профиле содержится часть шероховатости поверхности в поперечном сечении, вследствие чего измеренные значения отклонений формы получают завышенными.
3.5. Измерительное усилие при контактных методах измерений отклонений формы и расположения выбирают таким, чтобы обеспечить постоянный контакт измерительного наконечника с измеряемым элементом и в то же время, чтобы деформации измеряемого элемента и измерительной системы были пренебрежимо малы.
3.6. Рекомендуемые значения допускаемых погрешностей измерений отклонений формы и расположения поверхностей приведены в приложении 3.
4. КОНТРОЛЬ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ КАЛИБРАМИ
4.1. Калибры для контроля формы и расположения поверхностей применяют, как правило, при зависимых допусках формы и расположения поверхности; они позволяют оценить изделие по признаку "годное" или "брак", не устанавливая действительного отклонения формы или расположения поверхностей.
Применение калибров без каких-либо расчетов позволяет использовать преимущества зависимых допусков.
Примечание. При контроле калибрами деталей с независимыми допусками формы и расположения поверхностей возможно принятие в качество годных таких деталей, у которых отклонение формы или расположения поверхностей превышают заданный допуск на значение, зависящее от действительных отклонений размеров контролируемых элементов.
В тех случаях, когда это превышение скомпенсировано смещением полей допусков калибра внутрь поля допуска изделия или оно в совокупности с другими составляющими погрешности контроля не превышает допускаемого значения погрешности контроля, применение калибров возможно и при независимых допусках расположения поверхности.
4.2. Калибры для контроля формы поверхностей могут быть применены в тех случаях, когда отклонения формы (например, отклонение от прямолинейности) допускается за пределами поля допуска размера элементов.
Допуски формы поверхностей, если они должны лежать внутри поля допуска размера и меньше допуска размера, калибрами не контролируются. Предельные калибры для контроля допуска размера, если они отвечают интерпретации предельных размеров по ГОСТ 25346, позволяют лишь установить, что отклонения формы находятся в пределах допуска размера.
4.3. Калибры для контроля расположения поверхностей могут быть применены при заданных допусках соосности, симметричности, пересечения осей, допусках перпендикулярности и наклона осей или оси относительно плоскости, позиционных допусках осей или плоскостей симметрии.
Методика расчета и допуски калибров для контроля расположения поверхностей приведены в ГОСТ 16085.
ПРИЛОЖЕНИЕ 1
Справочное
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ, ИСПОЛЬЗУЕМЫЕ ПРИ ИЗМЕРЕНИЯХ
ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ
1. Измеренный профиль - приближенное отображение реального профиля, полученное в результате непрерывного или дискретного (точечного) измерения (ощупывания) его.
2. Измеренная поверхность - приближенное отображение реальной поверхности, полученное в результате ее измерения (ощупывания).
3. Фильтрованный профиль - измеренный профиль, у которого с помощью аналогового (механического или электрического) или цифрового фильтра исключены определенные составляющие шероховатости поверхности и (или) отклонения формы.
4. Фильтрованная поверхность - измеренная поверхность, полученная как совокупность фильтрованных профилей.
5. Фильтр для исключения шероховатости поверхности - электрический фильтр нижних частот, служащий для исключения в измеренном профиле коротковолновых составляющих, т.е. для исключения шероховатости.
6. Предельная длина волны - длина синусоидальной волны, амплитуда которой передается на 75% фильтром, исключающим шероховатость поверхности.
7. Предельное число колебаний - число синусоидальных волн на один оборот детали, амплитуда которых передается на 75% фильтром, исключающим шероховатость поверхности.
ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕР ОЦЕНКИ ГОДНОСТИ ДЕТАЛЕЙ ПО РЕЗУЛЬТАТАМ ИЗМЕРЕНИЙ
СОСТАВЛЯЮЩИХ ОТКЛОНЕНИЙ ФОРМЫ ИЛИ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТИ
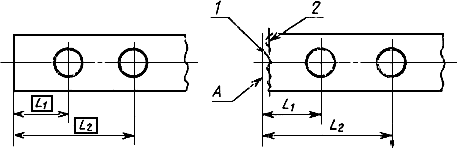
На чертеже детали указан позиционный допуск оси отверстия =0,025 мм (черт.6). Вместо измерений позиционного отклонения проводят измерение размеров
и
, координирующих ось отверстия. Позиционное отклонение
связано с составляющими отклонениями координирующих размеров
и
зависимостью
![]() , (2)
, (2)
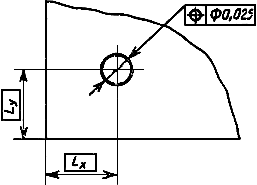
Черт.6
1. Оценка годности детали по п.1.2.1. Для измеренной детали отклонения размеров составили: =0,006 мм и
=0,008 мм. Позиционное отклонение по формуле (2) равно:
![]() мм
мм
С позиционным допуском, заданным в диаметральном выражении, сопоставляют удвоенное значение позиционного отклонения, в данном случае ![]() =0,02 мм.
=0,02 мм.
Условие ![]() выполнено, следовательно, деталь считают годной.
выполнено, следовательно, деталь считают годной.
2. Оценка годности детали по п.1.2.2. По позиционному допуску определяют дифференцированные допуски на отклонение размеров, координирующие расположение оси (
;
), из условия
![]() .
.
Принимая ![]() , получают
, получают
![]() мм.
мм.
Для конкретной детали измеренные значения отклонений размеров составили =0,006 мм,
=0,008 мм; деталь считают годной, так как ни одно из отклонений не превышает технологического допуска, равного 0,008 мм, установленного в технологической документации.
Для другой детали измеренные значения отклонений размеров составили, например, =0,01 мм и
=0,005 мм. Значение
превышает дифференцированный допуск, установленный в технологической документации, но меньше позиционного допуска, заданного на чертеже. Деталь должна быть забракована. Если в технологической документации оговорено, что для таких деталей допускается оценка годности по рассчитанному позиционному отклонению, то проводят расчет позиционного отклонения.
Для данной детали оно составит
![]() мм.
мм.
Условие ![]() выполнено, следовательно, деталь считают годной.
выполнено, следовательно, деталь считают годной.
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ДОПУСКАЕМЫЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ
ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
1. Допускаемые погрешности измерений отклонений формы и расположения поверхностей при приемочном контроле рекомендуется принимать в соответствии с табл.4 в зависимости от соответствующего допуска формы или расположения измеряемой детали.
Допускаемые погрешности по табл.4 ограничивают случайные и неисключенные систематические погрешности измерений.
Данные рекомендации не распространяются на изделия, для которых допускаемые погрешности измерений установлены другими стандартами.
2. Погрешность измерений отклонений формы и расположения при прямых измерениях определяют по следующей структурной формуле:
![]() , (4)*
, (4)*
где - погрешность измерений;
- погрешность средств измерений (п.3);
- погрешность метода измерений (п.4);
- погрешность от температурных деформаций (п.5);
- погрешность от измерительного усилия (п.6);
- субъективные погрешности оператора;
- прочие составляющие погрешности измерений, не охваченные составляющими
![]() .
.
________________
* Номер формулы соответствует оригиналу. - .
Под погрешностью ,
,
,
,
... понимают предельную погрешность, включающую неисключенную систематическую и случайную составляющие и оцененную с доверительной вероятностью
(рекомендуется
=0,95).
3. Погрешность средств измерений определяют по формуле
![]() , (5)
, (5)
где ,
...
- основные погрешности средств измерений (мер, измерительных преобразователей), используемых в рассматриваемой измерительной установке.
Таблица 4
мкм
Допуск формы или расположения поверхности измеряемой детали | Допускаемая погрешность измерений |
0,1 | 0,04 |
0,12 | 0,04 |
0,16 | 0,06 |
0,2 | 0,07 |
0,25 | 0,09 |
0,3 | 0,1 |
0,4 | 0,14 |
0,5 | 0,18 |
0,6 | 0,2 |
0,8 | 0,3 |
1 | 0,35 |
1,2 | 0,4 |
1,6 | 0,6 |
2 | 0,7 |
2,5 | 0,9 |
3 | 1 |
4 | 1,4 |
5 | 1,8 |
6 | 2 |
8 | 3 |
10 | 3,5 |
12 | 4 |
16 | 6 |
20 | 7 |
25 | 9 |
30 | 9 |
40 | 12 |
50 | 15 |
60 | 18 |
80 | 20 |
100 | 25 |
120 | 30 |
160 | 40 |
200 | 50 |
250 | 50 |
300 | 60 |
400 | 80 |
500 | 100 |
600 | 120 |
800 | 160 |
1000 | 200 |
1200 | 240 |
1600 | 320 |
2000 | 400 |
2500 | 500 |
3000 | 600 |
4000 | 800 |
5000 | 1000 |
6000 | 1200 |
8000 | 1600 |
10000 | 2000 |
12000 | 2400 |
16000 | 3200 |
Примечание. Для допусков соосности, симметричности, пересечения осей, позиционных допусков, допусков формы заданного профиля или заданной поверхности числовые значения, указанные в табл.4, относятся к допускам в радиусном выражении. Если числовые значения этих допусков заданы в диаметральном выражении, то их следует разделить пополам, после чего определить допускаемую погрешность измерений по табл.4.
4. Погрешность метода измерений определяют по формуле
![]() , (6)
, (6)
где - погрешность базирования, в том числе от погрешностей базирующих элементов измерительной установки (если эти погрешности не входят в инструментальную погрешность), погрешностей формы и расположения баз измеряемых деталей;
- погрешность от неполноты ощупывания измеряемой поверхности или измеряемого профиля, т.е. от того, что измеряемый элемент измерен не во всех точках или сечениях;
- погрешность от неисключенного влияния шероховатости измеряемой поверхности (например, заглубление измерительного наконечника во впадины неровностей, относящихся к шероховатости поверхности). В случае применения калибров, оправок, поверочных плит, призм и других измерительных и базирующих элементов, воспроизводящих номинальную форму измеряемой поверхности или поверхности, сопрягаемой с ней, принимается, что шероховатость поверхности, с которой контактирует измерительный элемент, практически не оказывает влияния на результат измерений или контроля отклонений формы или расположения;
- погрешность от неисключенного влияния отклонений формы измеряемой поверхности (при измерении отклонений расположения);
- погрешность от нестабильности характера отклонения формы или расположения, если применяют схему измерений, выявляющую отклонения формы определенного характера;
- прочие составляющие погрешности метода измерений, не охваченные составляющими
![]() , например, погрешности, вызванные отклонениями размеров баз и измеряемых элементов детали при отдельных методах измерений отклонений расположения поверхностей, ограниченных независимыми допусками.
, например, погрешности, вызванные отклонениями размеров баз и измеряемых элементов детали при отдельных методах измерений отклонений расположения поверхностей, ограниченных независимыми допусками.
Примечания
:
1. Погрешность метода измерений зависит не только от схемы и особенностей метода измерений, но и от действительного характера и значения отклонения формы или расположения поверхности и их стабильности.
2. Погрешность метода не учитывают, если соответствующий метод измерений установлен в стандартах на правила приемки отдельных видов продукции.
5. Погрешность от температурных деформаций при измерении таких отклонений, которые оцениваются разностью между измеренным и номинальным размерами (например, позиционных отклонений, отклонений формы заданной поверхности или заданного профиля относительно баз), а также при контроле калибрами, оценивают так же, как и при измерении размеров. При измерении отклонений формы и расположения поверхностей, которые оценивают на основе разности измеренных размеров или показаний измерительного прибора, оказывают влияние, главным образом, погрешности из-за колебаний температуры окружающей среды за цикл измерений и в рабочем пространстве. Для этих отклонений погрешность от температурных деформаций следует учитывать в основном при особо точных измерениях.
6. Погрешность от измерительного усилия при измерении отклонений формы и расположения поверхностей измерительными приборами определяется колебанием измерительного усилия и вызванным им колебанием прогиба стоек и штативов за цикл измерений. Колебаниями значений контактных деформаций (в особенности при измерении стальных деталей) практически можно пренебречь.
При контроле отклонений формы и расположения поверхностей калибрами необходимо учитывать деформации калибра и контролируемой детали под действием максимального измерительного усилия. В необходимых случаях, особенно при контроле легко деформируемых деталей или при применении легко деформируемых калибров, следует регламентировать измерительное усилие.
7. Погрешность измерений отклонений формы и расположения поверхностей при косвенных измерениях, когда измеряемое отклонение определяют расчетом по зависимости, связывающей это отклонение с значениями, определяемыми прямыми измерениями (
;
; ...
; ...
)
![]() ; (7)
; (7)
в общем случае определяют уравнением
 , (8)
, (8)
где ![]() - частная производная зависимости (7) по
- частная производная зависимости (7) по -й измеренной величине;
- погрешность измерений
-й величины, определяемая в соответствии с пп.2-5 настоящего приложения.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
{kind=link}