Группа И29
ИЗМЕНЕНИЕ N 1*
ГОСТ 8179-98 (ИСО 5022-79) "Изделия огнеупорные. Отбор образцов
и приемочные испытания"
_______________
* Государство-разработчик Россия. Приказом Федерального агентства по техническому регулированию и метрологии от 30.03.2005 N 69-ст введено в действие на территории РФ с 01.09.2005 (ИУС N 6, 2005 год). - Примечание "КОДЕКС".
МКС 81.080
ПРИНЯТО Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 26 от 08.12.2004)
Зарегистрировано Бюро по стандартам МГС N 5053
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AZ, AM, BY, KZ, KG, MD, RU, TJ, TM, UZ [коды альфа-2 по МК (ИСО 3166) 004]
Дату введения в действие настоящего изменения устанавливают указанные национальные органы по стандартизации
ВНЕСЕНА поправка, опубликованная в ИУС N 10, 2005 г.
Поправка внесена "КОДЕКС".
Раздел 1. Четвертый абзац изложить в новой редакции:
"принятия решения о соответствии или несоответствии партии требованиям, установленным в нормативном документе на продукцию или договоре на поставку, и оформления соответствующих документов".
Раздел 2. Исключить ссылки:
"ГОСТ 16493-70 Качество продукции. Статистический приемочный контроль по альтернативному признаку. Случай недопустимости дефектных изделий в выборке
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля
ГОСТ 18861-73* Документация внешнеторговая. Основные понятия. Термины и определения
______________
* ГОСТ 8179-98 (Издание 2004 г.) раздел 2 указанной ссылки не содержит. - Примечание "КОДЕКС".
ГОСТ 28874-90* Огнеупоры. Классификация";
_______________
* Действует ГОСТ 28874-2004. - Примечание "КОДЕКС".
ссылку на ГОСТ 15895-77 дополнить знаком сноски:*;
дополнить ссылками:
"ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 24297-87 Входной контроль продукции. Основные положения";
дополнить сноской:
"* На территории РФ действует ГОСТ Р 50779.11-2000 Статистические методы. Статистическое управление качеством. Термины и определения".
Раздел 3. Наименование и первый абзац изложить в новой редакции:
"3 ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ
В настоящем стандарте применяют термины, установленные в ГОСТ 15.309, ГОСТ 15895, ГОСТ 16504 и ГОСТ 18321, а также следующие термины с соответствующими определениями".
Пункты 3.1-3.4. Заменить слова: "о приемке партии" на "о приемке продукции".
Пункты 3.3, 3.4. Исключить ссылку: (ГОСТ 15895).
Пункты 3.16, 3.17 изложить в новой редакции:
"3.16 Нормальный кирпич - прямоугольный кирпич с размерами 230х114х64(65) мм и 230х114х76(75) мм.
3.17 Фасонное изделие - огнеупорное изделие, конфигурация которого содержит один или несколько элементов сложности, например: пазы, шпунты, углубления, сквозные отверстия постоянного и переменного сечения, непрямые двугранные и плоские углы, криволинейные поверхности, число граней больше шести".
Раздел 3 дополнить пунктами - 3.18-3.24:
"3.18 Прямоугольный кирпич - кирпич с прямоугольными гранями длиной не более 375 мм.
3.19 Приемка продукции - процесс проверки соответствия продукции требованиям, установленным в нормативном документе на продукцию или договоре на поставку, и оформление соответствующих документов.
3.20 Категория испытаний - вид испытаний, характеризуемый организационным признаком их проведения и принятием решений по результатам оценки объекта в целом.
3.21 Приемосдаточные испытания - контрольные испытания соответствия продукции требованиям, установленным в нормативном документе на продукцию или договоре на поставку для данной категории испытаний, с целью определения возможности приемки продукции.
3.22 Периодические испытания - контрольные испытания продукции для подтверждения качества продукции и стабильности технологического процесса, при которых количество контролируемых показателей и периодичность их контроля устанавливают в нормативном документе на продукцию или в договоре на поставку.
3.23 Входной контроль - контроль продукции поставщика, поступившей к потребителю или заказчику и предназначенной для использования при изготовлении, ремонте и эксплуатации продукции.
3.24 Отдел технического контроля (далее ОТК) - служба технического контроля изготовителя или другая служба, персонал или отдельные специалисты, на которых возлагается контроль качества продукции".
Пункт 4.1. Второй абзац изложить в новой редакции:
"Масса партии - не более 150 т (в т.ч. для фасонных изделий). Масса партии для нормального кирпича и прямоугольного кирпича размером 250х124х64(65) мм - не более 300 т".
Пункты 4.2, 4.5 изложить в новой редакции:
"4.2 Статистический контроль по альтернативному признаку применяют для проверки и оценки размеров и внешнего вида изделий.
4.5 Каждое изделие отбирают в выборку методами случайных чисел (карточки) или систематического отбора по ГОСТ 18321.
Методом случайных чисел отбирают изделия через определенное количество пакетов, поддонов, клеток, рядов, столбиков делением общего числа указанных способов представления изделий для контроля на число изделий выборки.
Методом систематического отбора допускается отбирать изделия массового производства общего назначения от потока через определенное число изделий".
Раздел 4 дополнить пунктами - 4.7, 4.7.1-4.7.3:
"4.7 При приемке продукции применяют приемосдаточные и периодические испытания по ГОСТ 15.309. Категорию испытаний указывают в нормативном документе на продукцию.
4.7.1 Приемосдаточным испытаниям подвергают каждую партию.
4.7.2 Периодические испытания проводят при постановке продукции на производство, при изменении технологии и применяемого сырья, но не реже одного раза в полугодие, если в нормативном документе на продукцию не указаны другие сроки испытаний. Периодическим испытаниям подвергают изделия, прошедшие приемосдаточные испытания, с использованием образцов из той же выборки.
4.7.3 Приемосдаточные и периодические испытания в совокупности должны обеспечивать проверку всех показателей качества, установленных в нормативном документе на продукцию. Периодические испытания не проводят в тех случаях, когда все требования нормативного документа проверяют при приемосдаточных испытаниях, объем которых достаточен для контроля качества и приемки продукции".
Пункт 5.5. Первый абзац после слова "типоразмера" дополнить словами: "при этом число типоразмеров не должно превышать объем выборки";
второй абзац исключить.
Пункт 5.6 изложить в новой редакции:
"5.6 Правила отбора в выборку изделий от партии, представленной на контроль в упаковке, а также от потока".
Пункт 5.6.1. Второй абзац изложить в новой редакции:
"На первом этапе отбирают по одному изделию не реже чем от каждого пятого пакета для нормального кирпича и прямоугольного кирпича размером 250х124х64(65) мм и не реже чем от каждого второго пакета - для остальных изделий (в т.ч. фасонных)".
Пункт 5.6.2 изложить в новой редакции:
"5.6.2 От других видов упаковки, а также от потока изделия отбирают по схеме, утвержденной предприятием, в соответствии с 4.5".
Раздел 5 дополнить пунктом - 5.7:
"5.7 Проверку размеров, внешнего вида изделий проводят в специально оборудованных местах цеха, склада или другого производственного помещения".
Пункт 6.1. Таблица 5. Графа "Наименование показателя". Пункт 6 изложить в новой редакции:
"6 Остаточные изменения размеров при нагреве";
таблицу 5 дополнить пунктом -15:
Наименование показателя | Количество образцов или проб, шт. | ||||
для планов контроля | |||||
1, 1a, 3, 3а | 2, 6 | 4 | 5, 7, 8 | 9 | |
15 Ползучесть при сжатии | 1 | 1 | 1 | 1 | 1 |
Пункт 7.2 изложить в новой редакции:
"7.2 Несоответствующая по показателям внешнего вида и размерам партия может быть пересортирована. Допускается пересортировка партии по показателям внешнего вида после длительного хранения на складе. Пересортировку партии производят в течение семи суток после принятия решения о несоответствии. Пересортированную партию принимают как новую".
Раздел 7 дополнить пунктами - 7.4-7.6:
"7.4 При несоответствии партии по результатам периодических испытаний последующие партии подвергают контролю по всем показателям качества, установленным в нормативном документе. После получения положительных результатов на трех последовательно принятых партиях периодические испытания проводят по 4.7.2.
7.5 Несоответствующая партия, состоящая из изделий различных типоразмеров, может быть разделена по типоразмерам на партии меньшего объема, которые принимают как новые.
7.6 Несоответствующая партия может быть идентифицирована в соответствии с другой маркой, классом или нормативным документом на продукцию. При необходимости недостающие испытания по 6.1 проводят на изделиях, отобранных от той же выборки. Если изделий в выборке для изготовления образцов недостаточно, допускается дополнительно отбирать изделия от партии в соответствии с 4.5".
Стандарт дополнить разделами - 8, 9:
"8 ПОРЯДОК ПРИЕМКИ ОГНЕУПОРНЫХ ИЗДЕЛИЙ
8.1 Приемку проводит ОТК в объеме и последовательности, установленных в нормативном документе на продукцию или договоре на поставку.
8.2 При приемке оформляют следующие документы:
извещение (предъявительский документ);
акт отбора изделий (образцов);
протокол результатов приемосдаточных испытаний;
протокол результатов приемосдаточных и периодических испытаний;
протокол результатов лабораторных испытаний;
документ о качестве (сертификат качества).
Типовые формы документов, оформляемых при приемке изделий, приведены в приложении Б.
8.2.1 Документы выполняют типографским способом на стандартной бумаге.
Формы документов, при необходимости, могут иметь машинно-ориентированный шифр с расположением реквизитов, принятых на конкретном предприятии. Также формы документов могут быть изготовлены (выполнены) с применением средств вычислительной техники.
Порядок обращения и хранения документов, оформленных в процессе испытаний и приемки изделий, определяет поставщик продукции.
8.3 Подразделение-изготовитель предъявляет ОТК сформированную партию с извещением (приложение Б, рисунок Б.1).
8.3.1 ОТК совместно с представителем подразделения-изготовителя проводит визуальный осмотр партии по внешнему виду.
При обнаружении в пакете (ящике, ящичном поддоне и т.д.) хотя бы одного изделия с дефектами внешнего вида или несоответствия маркировки изделий требованиям нормативного документа на продукцию упаковочную единицу исключают из партии с нанесением пометки "брак".
Следы устранения дефектов поверхности изделий не являются браковочным признаком, если это согласовано с потребителем.
8.3.2 Исключенную из партии упаковочную единицу после пересортировки присоединяют к предъявляемой партии. Допускается пересортированные изделия предъявлять на приемку как отдельную партию или присоединять к последующей партии.
8.3.3 После осмотра партии по внешнему виду ОТК совместно с представителем подразделения-изготовителя отбирает изделия в выборку по 4.5 и оформляет акт отбора изделий (образцов) (приложение Б, рисунок Б.2).
8.3.4 ОТК проверяет соответствие изделий выборки требованиям нормативного документа на продукцию по размерам, строению, показателям внешнего вида и оформляет протокол результатов приемосдаточных испытаний (приложение Б, рисунок Б.3) или протокол приемосдаточных и периодических испытаний (приложение Б, рисунок Б.4).
8.3.5 Изделия выборки, прошедшие освидетельствование по 8.3.4, передают в испытательную лабораторию для проверки на соответствие требованиям нормативного документа на продукцию по физико-химическим и термомеханическим показателям. Результаты испытаний вносят в протокол лабораторных испытаний (приложение Б, рисунок Б.5), на основании которого ОТК заполняет соответствующие графы протоколов (приложение Б, рисунки Б.3 и Б.4).
8.3.6 Результаты повторных испытаний по 7.3 вносят в протоколы, оформленные по 8.3.4, 8.3.5 с пометкой "повторные испытания".
8.4 Решение о соответствии партии принимает ОТК на основании положительных результатов по 4.7.1, 4.7.2 и осмотра внешнего вида упаковочных единиц на соответствие требованиям нормативного документа по маркировке и упаковке. При необходимости подразделение-изготовитель устраняет выявленные несоответствия по маркировке и упаковке.
8.5 ОТК оформляет сертификат качества (приложение Б, рисунок Б.6) для каждой принятой партии.
9 ОРГАНИЗАЦИЯ ВХОДНОГО КОНТРОЛЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ
9.1 Входной контроль проводят в соответствии с требованиями настоящего стандарта, ГОСТ 24297, нормативного документа на продукцию".
Стандарт дополнить приложением - Б:
"ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Типовые формы документов, оформляемых при приемке изделий
Б.1 Форма извещения приведена на рисунке Б.1.
|
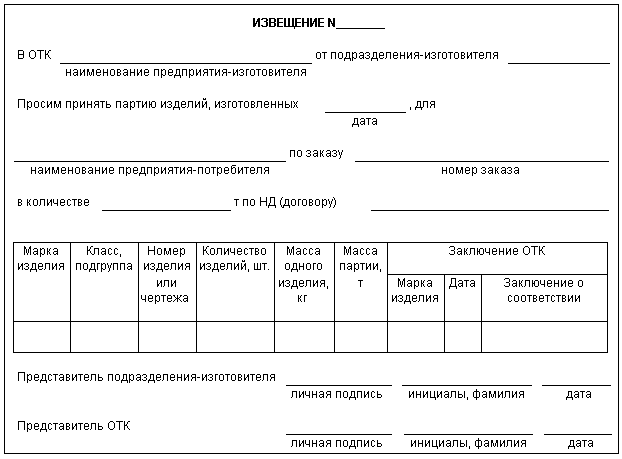
Рисунок Б. 1 - Форма извещения
Б.1.1 При проведении приемосдаточных и периодических испытаний предъявление продукции оформляют одним извещением.
Б.2 Форма акта отбора изделий (образцов) в выборку приведена на рисунке Б.2.
|
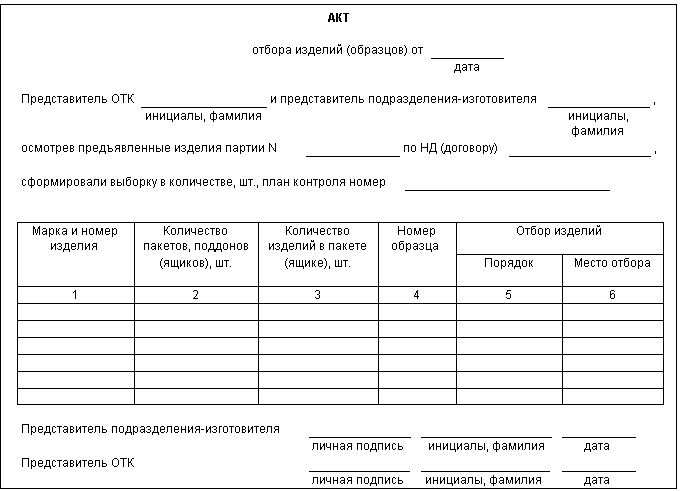
Рисунок Б.2 - Форма акта отбора изделий (образцов) в выборку
Б.2.1 В графе "Отбор изделий" указывают порядок и место отбора изделий в выборку, например:
колонка 5 - "Отбор в два этапа в процессе формирования пакетов" или "Отбор от сформированного пакета";
колонка 6 - "Второй ряд сверху, третье изделие слева".
Б.3. Форма протокола приемосдаточных испытаний приведена на рисунке Б.3
|
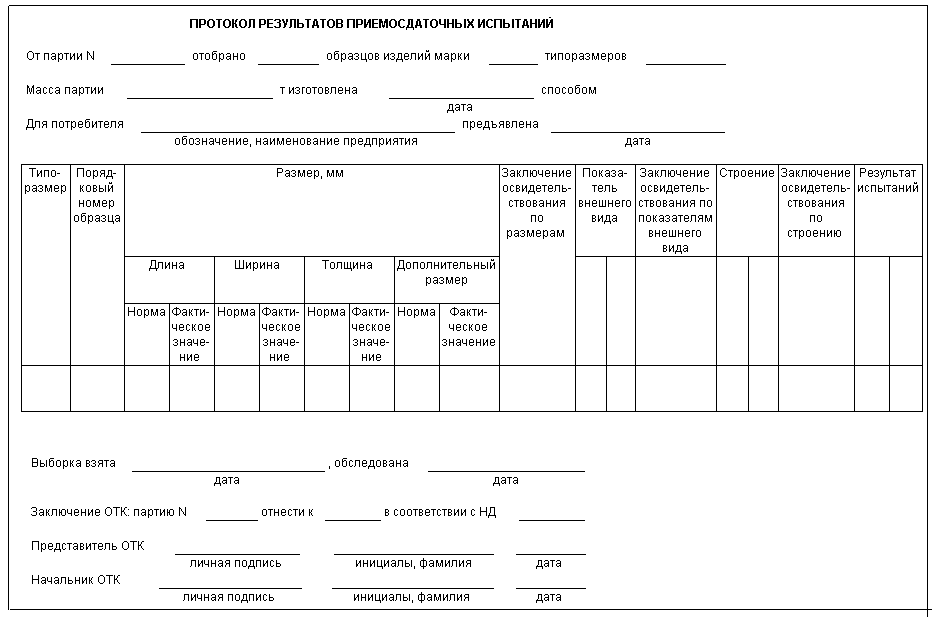
Рисунок Б.3 - Форма протокола приемосдаточных испытаний
Б.3.1 При заполнении протокола приемосдаточных испытаний учитывают следующее:
- в графу "дополнительные размеры" вписывают четвертый размер для клиновых изделий или один из размеров, указанный в договоре. Остальные размеры, подлежащие измерению в соответствии с требованиями нормативного документа на продукцию, допускается регистрировать в журнале ОТК;
- в колонках граф "Показатели внешнего вида"; "Строение", "Результаты испытаний" указывают наименование всех контролируемых показателей в соответствии с нормативным документом на продукцию или договором на поставку;
- если контролю по показателям внешнего вида подлежат все изделия партии, допускается результаты вписывать в графу "Показатели внешнего вида" следующим образом: "Все изделия соответствуют требованиям стандарта или договора на поставку".
Б.4. Форма протокола приемосдаточных и периодических испытаний приведена на рисунке Б.4.
|
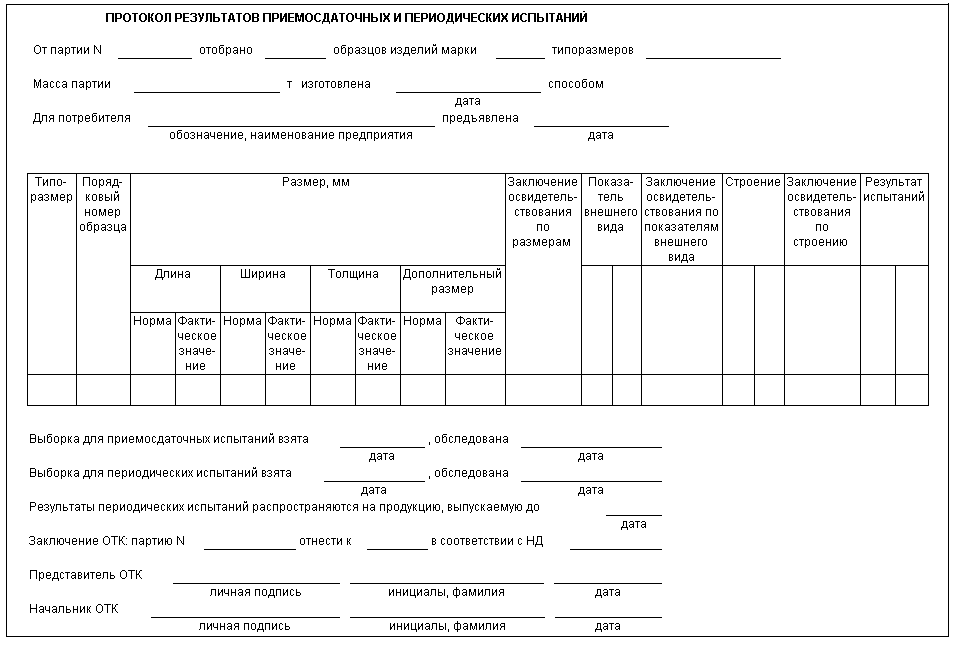
Рисунок Б.4 - Форма протокола приемосдаточных и периодических испытаний
Б.4.1 Протокол приемосдаточных и периодических испытаний заполняется аналогично протоколу приемосдаточных испытаний (рисунок Б.3).
Б.5 Форма протокола результатов лабораторных испытаний приведена на рисунке Б.5.
|
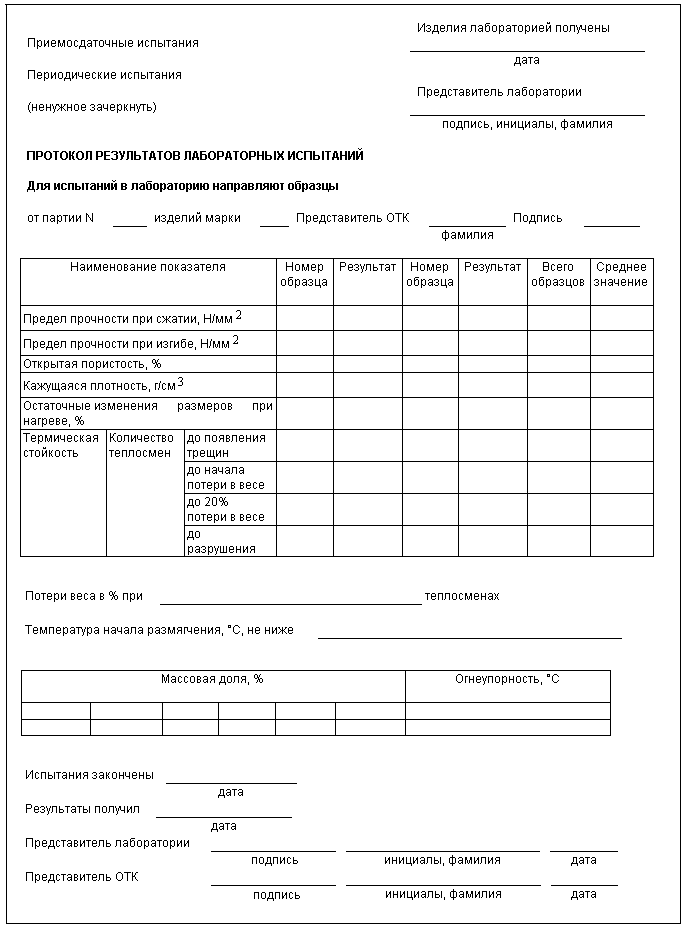
Рисунок Б.5 - Форма протокола результатов лабораторных испытаний
Б.5.1 Если в нормативном документе на продукцию предусмотрено проведение приемосдаточных и периодических испытаний, результаты приемосдаточных и периодических испытаний вносят в протокол раздельно. В левом углу протокола, зачеркивая ненужные слова, делают отметку: "приемосдаточные испытания" или "периодические испытания".
Б.6 Форма сертификата качества приведена на рисунке Б.6.
|
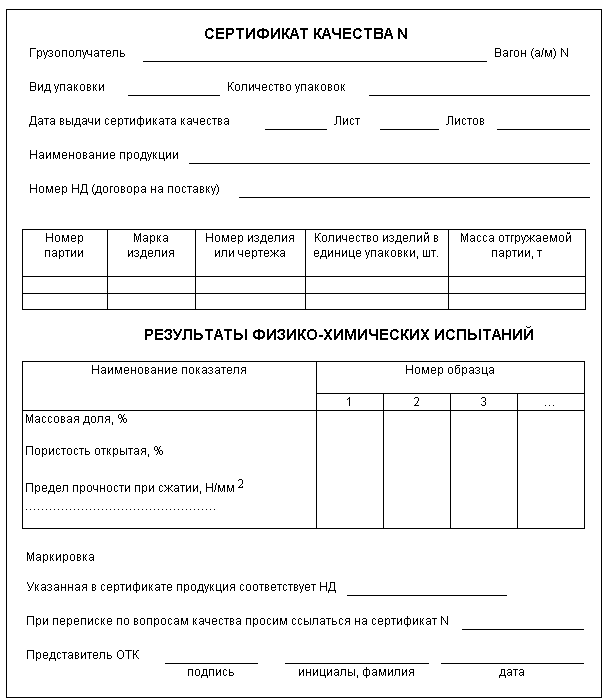
Рисунок Б.6 - Форма сертификата качества
Б.6.1 Сертификат качества оформляют отдельно для каждого потребителя".
Текст документа сверен по:
ИУС N 6, 2005
{kind=link}