
ОГНЕУПОРЫ
И ОГНЕУПОРНЫЕ ИЗДЕЛИЯ
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ОГНЕУПОРЫ И ОГНЕУПОРНЫЕ ИЗДЕЛИЯ
Издание официальное
ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва — 1975
УДК 666.76(083.74)
ОТ ИЗДАТЕЛЬСТВА
Сборник «Огнеупоры н огнеупорные изделия* содержит стандарты, утвержденные до I декабря 1974 г.
В стандарты внесены все изменения, принятые до указанного срока. Около номера стандарта, в который внесено изменение, стоит знак •.
Текущая информация о вновь утвержденных и пересмотренных стандартах, а также о принятых к ним изменениях публикуется в выпускаемом ежемесячно «Информационном указателе стандартов*.
© Издательство стандартов, 1975
Группа И23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ ФОРСТЕРИТОВЫЕ И ФОРСТЕРИТОХРОМИТОВЫЕ ДЛЯ РЕГЕНЕРАТОРОВ
ГОСТ
14832-69
Refractory forsterite and forsteritechrome products for regenerators of metallurgical aggregates
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 10/VII 1969 г. № 786 срок введения установлен
с 1/VII 1970 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на огнеупорные обожженные и безобжиговые форстеритовые изделия, изготовляемые из обожженного дунита и спеченного магнезитового порошка, а также на обожженные форстеритохромитовые изделия, изготовляемые из тех же компонентов с добавкой хромитовой руды.
Изделия предназначаются для кладки насадок, стен и сводов регенераторов и шлаковиков мартеновских печей.
1. МАРКИ
1.1. В зависимости от химико-минерального состава и термической обработки изделия выпускаются следующих марок:
ф — форстеритовые обожженные;
ФБ — форстеритовые безобжиговые;
ФХ — форстеритохромитовые.
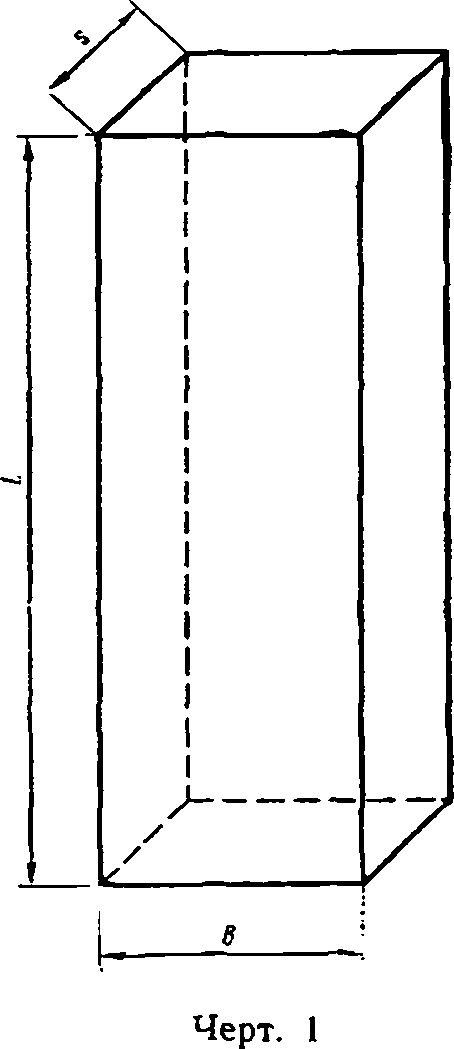
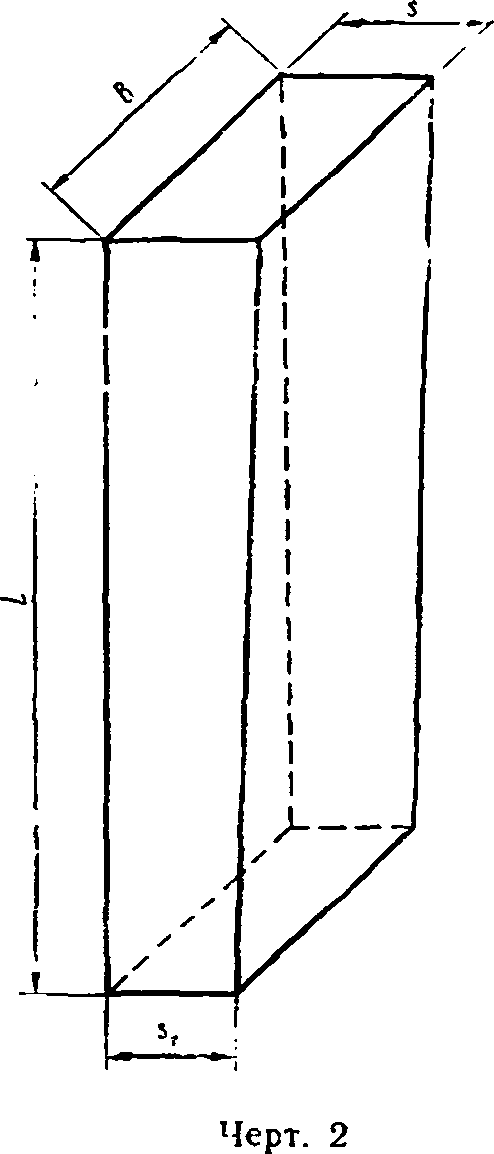
2. ФОРМА И РАЗМЕРЫ
2.1. Форма и размеры изделий должны соответствовать указанным на черт. 1 и 2 и в табл. 1.
Издание официальное
Перепечатка воспрещена
Та блица I
Номера изделий | Размеры в мм | Объем (справочный) в см3 | Масса изделий (справочный) в кг | |||||
L | В | а | Ф | ФБ | ФХ | |||
1 | 230 | 115 | 65 | 1719 | 4.6 | 4,7 | 4,7 | |
2 | 230 | 150 | 50 | — | 1725 | 4.6 | 4.7 | 4,7 |
3 | 300 | 150 | 50 | — | 2250 | 5.9 | 6,1 | 6.1 |
4 | 300 | 150 | 65 | «— | 2925 | 7,8 | 7,9 | 8.0 |
5 | 300 | 150 | 75 | —■ | 3375 | 8.9 | 9,1 | 9,2 |
6 | 350 | 150 | 75 | 3937 | 10.5 | 10.7 | 10.7 | |
7 | 350 | 150 | 50 | — | 2625 | 6.9 | 7,1 | 7 2 |
8 | 360 | 150 | 65 | — | 3510 | 9,3 | 9,5 | 9,6 |
9 | 370 | 150 | 50 | 2775 | 7.4 | 7,5 | 7.6 | |
10 | 370 | 150 | 75 | — | 4162 | И»1 | 11,3 | 11.4 |
11 | 380 | 150 | 65 | — | 3705 | 9,9 | н,о | 10,1 |
12 | 380 | 150 | 75 | —. | 4275 | И,4 | Н,6 | 11,7 |
13 | 410 | 150 | 50 | 3075 | 8,2 | 8,3 | 8,4 |
Продолжение
Номера изделий | Размеры в им | Объем (справочный) в см3 | Масса изделий (справочный) в кг | |||||
L | В | 3 | *1 | Ф | ФБ | ФХ | ||
14 | 435 | 150 | 75 | 4893 | 13,0 | 13,3 | 13,4 | |
15 | 460 | 150 | 65 | — | 4485 | 11,9 | 12,2 | 12,2 |
16 | 460 | 150 | 75 | — | 5175 | 13,8 | 14,0 | 14,1 |
17 | 520 | 150 | 65 | —• | 5070 | 13,5 | 13,7 | 13,8 |
18 | 520 | 150 | 75 | — | 5850 | 15,6 | 15,9 | 16,0 |
19 | 300 | 150 | 75 | 67 | 3195 | 8,5 | 8,7 | 8,7 |
20 | 300 | 150 | 85 | 67 | 3420 | 9,1 | 9,3 | 9,3 |
21 | 300 | 150 | 85 | 75 | 3600 | 9,6 | 9,8 | 9,8 |
22 | 380 | 150 | 85 | 67 | 4332 | П.5 | 11.7 | 11,8 |
23 | 380 | 150 | 85 | 75 | 4560 | 12,1 | 12,4 | 12.4 |
24 | 460 | 150 | 79 | 67 | 5037 | 13,4 | 13,7 | 13,8 |
25 | 460 | 150 | 85 | 75 | 5520 | 14,7 | 14,9 | 15,1 |
26 | 520 | 150 | 85 | 75 | 6240 | 16,6 | 16,9 | 13,0 |
27 | 520 | 150 | 91 | 75 | 6474 | 17,2 | 17,5 | 17,7 |
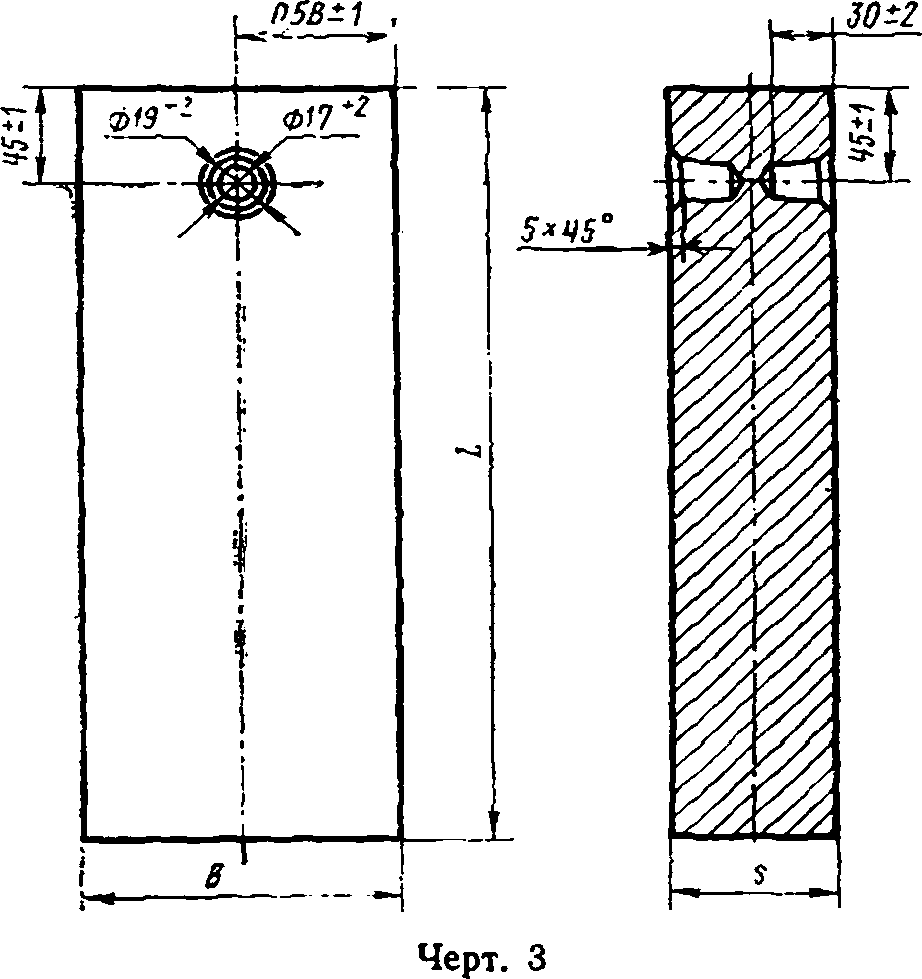
2.2. Изделия всех номеров, применяемые для кладки сводов нижнего строения агрегата, изготовляются с отверстиями для штырей, диаметр, глубина и расположение которых должны соответствовать размерам, указанным на черт. 3.
2.3. Для установки на изделиях усиленной металлической подвески, кроме штыревых отверстий, по соглашению сторон допускается изготовление в изделиях паза с углублением в соответствии с черт. 4.
Черт. 4
2.4. В изделиях, применяемых для кладки продольных ребер сводов, штыревые отверстия по соглашению сторон располагают в соответствии с черт. 5 (размер А устанавливается по чертежам заказчика).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ЗД. По физико-химическим показателям и показателям внешнего вида изделия должны соответствовать требованиям, указанным в табл. 2.
Таблица 2
Наименования показателей | Нормы для изделий марок | ||
Ф | ФБ | ФХ | |
1. Содержание MgO в % в пересчете на прокаленное вещество, не менее | 54 | 54 | 46 |
2. Содержание SiO2 в % в пересчете на прокаленное вещество, не более | 33 | 33 | 30 |
3. Содержание Сг2Ог в % в пересчете на прокаленное вещество, в пределах | 8—12 | ||
4. Огнеупорность в °C, не ниже | 1750 | 1750 | 1750 |
Наименования показателей
5. Температура начала деформации под нагрузкой 2 кгс/см2 в °C, не ниже
6. Пористость открытая в %, не более
7. Предел прочности при сжатии в кгс/см2, не менее
8. Термическая стойкость при 1300° С (охлаждение водой) в тепло-сменах, не менее
9. Кривизна (стрела прогиба) в мм, не более:
для изделий размером до 300 мм для изделий размером свыше 300 мм
10. Отбитость углов глубиной в мм, не более
11. Отбитость ребер глубиной в мм, не более
12. Посечки поверхностные шириной:
до 0,25 мм свыше 0,25 мм
13. Трещины шириной свыше 0,5 мм
14. Выплавки отдельные
15. Структура
Нормы для изделий марок
ф | ФБ | ФХ |
1570 | Не нормируется | 1550 |
25 | Не нормируется | 25 |
280 | 350 | 250 |
1 | Не нормируется | 5 |
2 | 1 | 2 |
3 | 2 | 3 |
8 | 8 | 8 |
8 | 8 | 8 |
Не нормируются
Допускаются, если они пересекают не более одного ребра
Не допускаются
Допускаются в поперечнике не более 10 мм
Изделие в изломе должно быть однородным, без трещин перепрессовки
3.2. Предельные отклонения по размерам изделий должны соответствовать указанным в табл. 3.
Таблица 3
Размеры | Предельные отклонения в мм для изделий марок | |
Ф, ФХ | ФБ | |
Длина (£): | ±3 | ±2 |
до 300 мм | ±4 | 4-3 |
свыше 300 мм | ±2 | 4-2 |
Ширина (В) | ±2 | 4-2 |
Толщина ($, $1) |
3.3. Готовые изделия должны быть приняты техническим контролем предприятия-изготовителя. Изготовитель должен гарантировать соответствие выпускаемых изделий требованиям настоящего стандарта.
4. МЕТОДЫ ИСПЫТАНИИ
4.1. Для контрольной проверки потребителем качества изделий и соответствия их показателей требованиям настоящего стандарта должны применяться правила отбора образцов и методы испытаний, указанные ниже.
4.2. Величина партии устанавливается не более 180 т.
4.3. Отбор образцов для осмотра и проведения лабораторных испытаний производят по ГОСТ 8179—69.
4.4. Химический состав определяют по ГОСТ 2642.0-71 — ГОСТ 2642.4-71 от каждой третьей партии изделий.
4.5. Огнеупорность определяют по ГОСТ 4069—69 от каждой пятой партии изделий.
4.6. Температуру начала деформации под нагрузкой определяют по ГОСТ 4070—48 от каждой пятой партии изделий.
4.7. Открытую пористость определяют по ГОСТ 2409—67 от каждой партии изделий.
4.8. Предел прочности при сжатии определяют по ГОСТ 4071—69 от каждой партии изделий.
4.9. Термическую стойкость определяют по ГОСТ 7875—56 от каждой пятой партии изделий.
4.10. Проверка размеров изделий должна производиться мерительным инструментом, обеспечивающим заданную точность измерения.
4.11. Кривизну (стрелу прогиба) определяют на ровной полированной металлической плите щупом шириной 10 мм и толщиной, превышающей на 0,1 мм установленную норму кривизны. Щуп не должен входить в зазор между плитой н изделием.
При определении кривизны изделие слегка прижимают к плите и щуп вводят в зазор скольжением по плите без применения усилий.
4.12. Глубину отбитости углов и ребер определяют по ГОСТ 15136—69.
4.13. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей должны производиться повторные испытания удвоенного количества образцов, взятых от той же партии изделий. Результаты повторных испытаний являются окончательными.
5. маркировка, транспортирование и хранение
5.1. Маркировка изделий должна производиться по ГОСТ 1502—72 и состоять из начальной буквы завода-изготовителя, обозначения марки и номера изделия. Например, форстеритовый кирпич производства. Пантелеймоновского огнеупорного завода должен иметь маркировку П-Ф-12.
5.2. Хранение и транспортирование изделий производят по ГОСТ 8179—69.
5.3. Изделия поставляются потребителю комплектно по номерам и маркам в соответствии с заказом. Не допускается при поставке и хранении смешивать марки и номера изделий.
5.4. Каждая поставляемая партия изделий должна сопровождаться документом, удостоверяющим соответствие поставляемых изделий требованиям настоящего стандарта, в котором указывают:
а) товарный знак или наименование предприятия-изготовителя;
б) наименование изделия с указанием его марки;
в) порядковый номер партии, вагона и дату отгрузки;
г) результаты проведенных испытаний;
д) количество изделий по номерам;
е) номер настоящего стандарта.
Замена
ГОСТ 1502—72 введен взамен ГОСТ 1502—42.
ГОСТ 2642.0-71 — ГОСТ 2642.4-71 введены взамен ГОСТ 2642—60.
ГОСТ 15136—69 введен взамен ОСТ НКТП 5853/140.
Кирпич прямой
Клин торцовый двухсторонний
Огнеупоры и огнеупорные изделия
Редактор С. Г. Вилькина
Переплет художника А. М. Поташева Технический редактор В. Н. Малькова Корректоры Г. М. Фролова и Т. А. Камнева
Сдано в набор 29.03.74 Формат издания 60х90</16 Бумага тип. № 3 42 п. л. Тир. 40 000 (2-й завод 20 001—40 000) Изд. № 3638/02 | Подл, в лея. 27.01.75 36.5 уч.-изд. л. Цена 1 р. 94 к. |
Издательство стандартов. Москва, Д-22. Новопресненский пер.. 3
Великолукская городская типография управления издательств, полиграфии к княжной
торговли Псковского облисполкома, г. Великие Луки, Половская, 13. Зак. 505
{kind=link}