ГОСТ 15635-70
Группа И22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ ШАМОТНЫЕ ДЛЯ ФУТЕРОВКИ ЧУГУНОВОЗНЫХ КОВШЕЙ
Технические условия
Fireclay refractory products for hot-metal transfer ladles lining.
Specifications
МКС 81.080
ОКП 15 4300
Дата введения 1971-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ Карклит А.К., Маранц А.Г., Норкина А.С., Цакунова Е.В.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.03.70 N 356
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 427-75 | 4.9.1, 4.9.2 |
ГОСТ 2409-95 | 4.6 |
ГОСТ 2642.0-86 | 4.4 |
ГОСТ 2642.4-97 | 4.4 |
ГОСТ 4069-69 | 4.5 |
ГОСТ 4071.1-94 | 4.7 |
ГОСТ 4071.2-94 | 4.7 |
ГОСТ 5341-98 | 2.1 |
ГОСТ 5402.1-2000 | 4.8 |
ГОСТ 5402.2-2000 | 4.8 |
ГОСТ 8179-98 | 3а.1, 3а.1б |
ГОСТ 9078-84 | 5.4 |
ГОСТ 9570-84 | 5.4 |
ГОСТ 10905-86 | 4.10 |
ГОСТ 14192-96 | 5.1а |
ГОСТ 15136-78 | 4.9 |
ГОСТ 19667-74 | 5.4 |
ГОСТ 20259-80 | 5.4 |
ГОСТ 24597-81 | 5.4 |
ГОСТ 24717-94 | 5.2 |
ГОСТ 25706-83 | 4.9.2 |
ГОСТ 25714-83 | 4.6, 4.7 |
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в декабре 1979 г., декабре 1984 г., сентябре 1989 г. (ИУС 1-80, 4-85, 1-90)
Настоящий стандарт распространяется на огнеупорные шамотные изделия, предназначаемые для футеровки чугуновозных ковшей со сферическим днищем.
(Измененная редакция, Изм. N 3).
1. МАРКИ
1.1. Шамотные изделия для футеровки чугуновозных ковшей в зависимости от содержания ![]() и открытой пористости изготовляются следующих марок:
и открытой пористости изготовляются следующих марок:
ШЧС-30 - среднеплотные с содержанием ![]() не менее 30%;
не менее 30%;
ШЧУ-30 - уплотненные с содержанием ![]() не менее 30%;
не менее 30%;
ШЧС-37 - среднеплотные с содержанием ![]() не менее 37%;
не менее 37%;
ШЧУ-37 - уплотненные с содержанием ![]() не менее 37%;
не менее 37%;
ШЧУ-37У - уплотненные с массовой долей ![]() не менее 37%, улучшенные.
не менее 37%, улучшенные.
(Измененная редакция, Изм. N 1, 2, 3).
2. ФОРМА И РАЗМЕРЫ
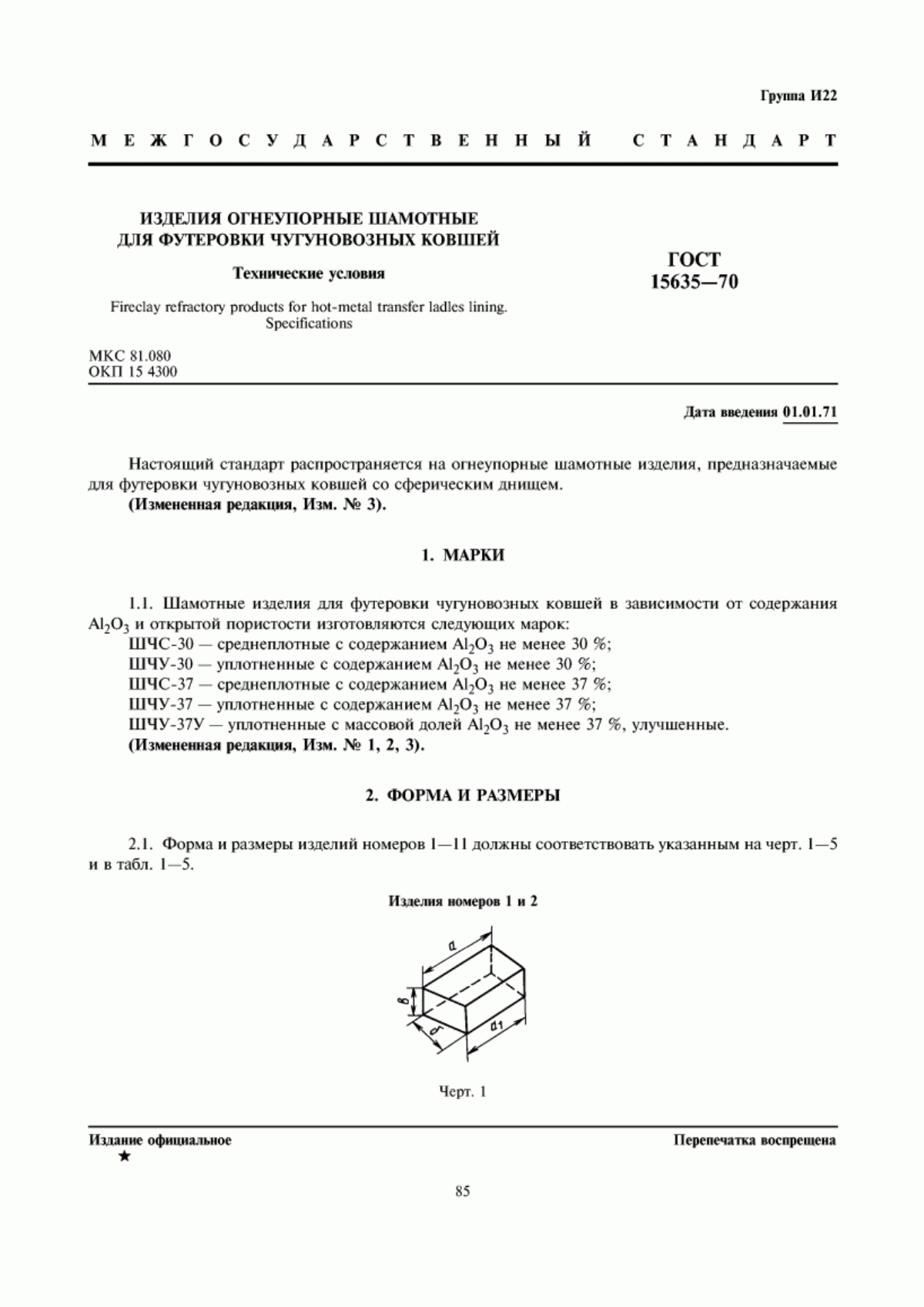
2.1. Форма и размеры изделий номеров 1-11 должны соответствовать указанным на черт.1-5 и в табл.1-5.
Изделия номеров 1 и 2

Черт.1
Таблица 1
Номер изделия | Размеры, мм | Назначение изделий | ||||
Для рабочей футеровки цилиндрической части ковшей с внутренним радиусом кладки, мм | ||||||
при использовании одного номера изделия | при использовании двух номеров изделий | |||||
1 | 210 | 176 | 230 | 80 | 1130-1290 | 1290-1350 |
2 | 230 | 198 | 230 | 80 | 1350-1540 | |
Примечания:
1. Интервалы радиусов кладки определены с допуском на раскрытие шва ±1 мм.
2. Получение кладки промежуточных радиусов может быть достигнуто совместным применением изделий номеров 1 и 2.
3. При необходимости изготовления футеровки толщиной менее 230 мм допускается применение изделий, соответствующих по форме и размерам изделиям номеров 7-19 по ГОСТ 5341. По техническим требованиям эти изделия должны соответствовать требованиям настоящего стандарта.
Изделие номер 3

Черт.2
Таблица 2
Номер изделия | Размеры, мм | Назначение изделий | |||
3 | 77 | 230 | 113 | 95 | Для рабочей футеровки сферического днища с внутренним радиусом кладки 1150-2150 мм |
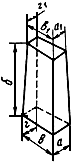
Изделия номеров 4 и 5
Черт.3
Таблица 3
Номер изделия | Размеры, мм | Назначение изделий | ||||
4 | 65 | 54 | 230 | 113 | 95 | Для рабочей футеровки сферического днища с внутренним радиусом кладки 1150-2150 мм |
5 | 65 | 50 | 300 | 113 | 89 | То же, при кладке боевой части днища |
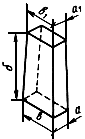
Изделия номеров 6-9
Черт.4
Таблица 4
Номер изделия | Размеры, мм | Назначение изделий | ||||||
6 | 65 | 54 | 230 | 113 | 95 | 45 | 38 | Для рабочей футеровки сферического днища с внутренним радиусом кладки 1150-2150 мм |
7 | 65 | 54 | 230 | 113 | 95 | 55 | 46 | |
8 | 65 | 54 | 230 | 113 | 95 | 60 | 50 | |
9 | 65 | 50 | 300 | 113 | 89 | 55 | 43 | То же, при кладке боевой части днища |
Изделия номеров 10 и 11
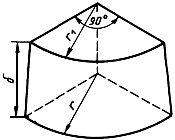
Черт.5
Таблица 5
Номер изделия | Размеры, мм | Назначение изделий | ||
10 | 115 | 261,5 | 239,0 | Для центральной части сферического днища с внутренним радиусом кладки 1150-2150 мм |
11 | 115 | 284,0 | 261,5 | |
(Измененная редакция, Изм. N 2).
2.2. Изделия номеров 1-9 должны иметь форму симметричных клиньев.
2.3. Объем, расчетная масса, кажущаяся плотность изделий приведены в приложении.
(Измененная редакция, Изм. N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. По физико-химическим показателям и показателям внешнего вида изделия должны соответствовать требованиям, указанным в табл.6.
Таблица 6
Наименование показателя | Норма для изделия марки | ||||
ШЧУ-37У | ШЧС-30 | ШЧУ-30 | ШЧС-37 | ШЧУ-37 | |
1. Массовая доля | 37 | 30 | 30 | 37 | 37 |
2. Огнеупорность, °С, не ниже | 1730 | 1670 | 1670 | 1730 | 1730 |
3. Открытая пористость, %, не более | 18 | 24 | 20 | 24 | 20 |
4. Предел прочности при сжатии, Н/мм | 30 | 15 | 25 | 15 | 25 |
5. Дополнительная линейная усадка при температуре 1400 °С, %, не более | 0,2 | 0,4 | |||
6. Кривизна (стрела прогиба) на сторонах, образующих швы, мм, не более | 1,0 | 1,5 | |||
7. Отбитость углов и ребер глубиной, мм, не более: | |||||
на рабочих и шовных поверхностях | 3 | 4 | |||
на поверхностях, обращенных к кожуху | 6 | 10 | |||
8. Отдельные выплавки диаметром, мм, не более | 5 | ||||
9. Посечки шириной св. 0,3 до 0,5 мм включ., на рабочих поверхностях длиной, мм, не более | 30 | ||||
10. Трещины шириной св. 0,5 мм, длиной, мм, не более: | |||||
на рабочих поверхностях | Не допускаются | ||||
на нерабочих поверхностях | 40 | ||||
Примечание. Рабочей поверхностью изделия считается поверхность, соприкасающаяся с расплавленным чугуном.
(Измененная редакция, Изм. N 1, 2, 3).
3.2. Изделия в изломе должны иметь однородное строение. Не допускаются трещины, пустоты. Допускаются отдельные посечки шириной до 0,5 мм и длиной до 15 мм.
(Измененная редакция, Изм. N 3).
3.3. Предельные отклонения по размерам должны соответствовать требованиям, указанным в табл.7.
Таблица 7
Размеры | Предельное отклонение, мм |
Изделия номеров 1-9: | |
| ±2 |
±3 | |
2. Изделия номеров 10 и 11: | |
| ±2 |
Примечания:
1. Разница в отклонениях противолежащих одноименных размеров изделий не должна превышать 1 мм.
2. Изделия номеров 10 и 11 поставляют комплектно либо только с плюсовыми, либо только с минусовыми допусками по размерам и
.
3.4. Готовые изделия должны быть приняты техническим контролем предприятия-изготовителя. Изготовитель должен гарантировать соответствие выпускаемых изделий требованиям настоящего стандарта.
3а. ПРАВИЛА ПРИЕМКИ
3а.1. Правила приемки - по ГОСТ 8179 со следующими дополнениями.
3а.1а. Изделия марок ШЧУ-37У, ШЧУ-37 и ШЧУ-30 формируют в партии комплектно по номерам изделий в соответствии с заказом потребителя и отдельно от изделий марок ШЧС-30 и ШЧС-37.
3а.1б. Для приемки изделий, прошедших предварительную разбраковку, применяется план контроля номер 2 по ГОСТ 8179; для приемки изделий, не прошедших предварительную разбраковку, - план контроля номер 5.
3а.1а, 3а.1б. (Введены дополнительно, Изм. N 3).
3а.2. Изделия предъявляют к приемке партиями. Масса партии не должна превышать 210 т.
3а.2.1. При проверке соответствия качества изделий требованиям настоящего стандарта проверяют:
внешний вид и размеры, строение в изломе, открытую пористость, предел прочности при сжатии - от каждой партии;
массовую долю ![]() определяют от каждой пятой партии;
определяют от каждой пятой партии;
огнеупорность - от каждой десятой партии;
дополнительную линейную усадку - от каждой второй партии.
(Введены дополнительно, Изм. N 2, 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1-4.3. (Исключены, Изм. N 2).
4.4. Массовую долю ![]() определяют по ГОСТ 2642.0, ГОСТ 2642.4 или другими методами, обеспечивающими требуемую точность определения.
определяют по ГОСТ 2642.0, ГОСТ 2642.4 или другими методами, обеспечивающими требуемую точность определения.
4.5. Огнеупорность определяют по ГОСТ 4069.
4.6. Открытую пористость определяют по ГОСТ 2409 или по ГОСТ 25714, а для изделий номеров 1-9 - по ГОСТ 25714 на удвоенном числе образцов.
4.7. Предел прочности при сжатии определяют по ГОСТ 4071.1, ГОСТ 4071.2 или по ГОСТ 25714, а для изделий номеров 1-9 - по ГОСТ 25714 на удвоенном числе образцов.
4.8. Дополнительную линейную усадку определяют по ГОСТ 5402.1, 5402.2.
4.4-4.8. (Измененная редакция, Изм. N 2).
4.9. Глубину отбитости углов и ребер определяют по ГОСТ 15136.
4.9.1. Диаметр выплавок измеряют в месте максимальной ширины впадины металлической линейкой (ГОСТ 427) с ценой деления шкалы 1 мм.
4.9.2. Ширину посечек и трещин определяют измерительной лупой (ГОСТ 25706). Длину посечек и трещин измеряют металлической линейкой (ГОСТ 427) с ценой деления шкалы 1 мм.
4.9.1, 4.9.2. (Введены дополнительно, Изм. N 2).
4.9.3. Строение в изломе определяют визуально. Поверхность излома получают приложением ударной нагрузки.
(Измененная редакция, Изм. N 3).
4.10. Кривизну изделий определяют на поверочной плите по ГОСТ 10905 или аттестованной металлической плите щупом шириной 10 мм и толщиной, превышающей на 0,1 мм установленную норму кривизны. Щуп не должен входить в зазор между плитой и изделием. При определении кривизны изделие слегка прижимают к плите и щуп вводят в зазор скольжением по плите, без применения усилия.
4.11. Проверку размеров изделия проводят мерительным инструментом, обеспечивающим заданную точность измерения.
4.12. (Исключен, Изм. N 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. (Исключен, Изм. N 3).
5.1а. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков: "Хрупкое. Осторожно", "Верх".
(Введен дополнительно, Изм. N 2).
5.2. Маркировка, упаковка, транспортирование и хранение по ГОСТ 24717.
(Измененная редакция, Изм. N 2, 3).
5.3. (Исключен, Изм. N 3).
При некомплектной поставке партий уплотненных изделий их переводят в марки изделий ШЧС-30 и ШЧС-37.
5.4. Изделия упаковывают в пакеты на поддоны (ГОСТ 9078, ГОСТ 9570), в пакеты без поддонов, контейнеры (ГОСТ 19667, ГОСТ 20259). Размеры пакета и его массу устанавливают по ГОСТ 24597. Высота пакета не должна превышать 1,35 м, масса - 1,25 т.
5.5. Изделия транспортируют в крытых и открытых транспортных средствах.
5.4, 5.5. (Введены дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ
Справочное
ОБЪЕМ И РАСЧЕТНАЯ МАССА ИЗДЕЛИЙ
Номер изделия | Объем, см | Масса, кг | |
среднеплотных | уплотненных | ||
1 | 3520 | 7,2 | 7,6 |
2 | 3960 | 8,1 | 8,5 |
3 | 1840 | 3,8 | 4,0 |
4 | 1410 | 2,9 | 3,0 |
5 | 1720 | 3,5 | 3,7 |
6 | 1210 | 2,5 | 2,6 |
7 | 1320 | 2,7 | 2,8 |
8 | 1370 | 2,8 | 2,9 |
9 | 1620 | 3,3 | 3,5 |
10 | 5650 | 11,6 | 12,1 |
11 | 6690 | 13,7 | 14,5 |
Примечание. При расчете массы изделий, указанных в таблице, средняя кажущаяся плотность принята равной 2,05 г/см - для среднеплотных изделий, 2,15 г/см
- для уплотненных изделий.
Текст документа сверен по:
Изделия огнеупорные.
Технические условия.
Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2004
{kind=link}