ГОСТ ISO 10791-6-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЦЕНТРЫ ОБРАБАТЫВАЮЩИЕ
Условия испытаний
Часть 6
Точность скоростей и интерполяций
Machining centres. Test conditions. Part 6. Accuracy of speeds and interpolations
МКС 25.080.01
Дата введения 2019-03-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе официального перевода на русский язык англоязычной версии стандарта, указанного в пункте 5, который выполнен Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 сентября 2017 г. N 103-П)
За принятие проголосовали:
Краткое наименование страны | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
(Поправка. ИУС N 3-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 7 ноября 2018 г. N 939-ст межгосударственный стандарт ГОСТ ISO 10791-6-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 Настоящий стандарт идентичен международному стандарту ISO 10791-6:2014* "Условия испытаний обрабатывающих центров. Часть 6. Точность скоростей и интерполяций" ("Test conditions for machining centres - Part 6: Accuracy of speeds and interpolations", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 "Станки", подкомитетом SC 2 "Условия испытаний металлорежущих станков".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Октябрь 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 3, 2022 год, введенная в действие с 12.10.2021
Поправка внесена изготовителем базы данных
Введение
Обрабатывающий центр является станком с числовым программным управлением, способным выполнять различные операции механической обработки, включая фрезерование, расточку, сверление и нарезание резьбы, а также автоматическую смену инструмента из магазина или подобного накопителя в соответствии с установленной на станке программой.
Предметом серии стандартов ISO 10791 является максимально широкая и полная информация о методах контроля обрабатывающих центров, которые могут быть применены во время их проверки, приемки, технического обслуживания.
Требования серии стандартов ISO 10791 согласованы с соответствующими стандартами серии ISO 230. Нормы и правила проведения контроля обрабатывающих центров с горизонтальным или вертикальным шпинделем или с дополнительными шпиндельными головками различных типов распространяются как на обрабатывающие центры, работающие автономно, так и на интегрированные в гибкие производственные системы. Стандарты серии ISO 10791 устанавливают также допуски, т.е. максимально допустимые значения для результатов контроля, соответствующие основному назначению и нормативной точности обрабатывающих центров.
Требования стандартов серии ISO 10791 допускается применять также, в целом или частично, к фрезерным и расточным станкам, если их компоновка, основные узлы и их перемещения совместимы с методами контроля, описанными в настоящем стандарте.
Серия стандартов ISO 10791 состоит из следующих стандартов под общим наименованием "Условия испытания обрабатывающих центров":
- часть 1: Контроль геометрической точности для станков с горизонтальным шпинделем и с дополнительными головками (горизонтальная ось Z);
- часть 2: Контроль геометрической точности для станков с вертикальным шпинделем или универсальными головками с вертикальной основной осью вращения (вертикальная ось Z);
- часть 3: Условия испытаний обрабатывающих центров. Проверка точности геометрических параметров станков с встроенными делительными или поточными универсальными головками (с вертикальной осью Z);
- часть 4: Точность и повторяемость позиционирования линейных осей и осей вращения;
- часть 5: Точность и повторяемость позиционирования паллеты - сменного стола-спутника, несущего обрабатываемую деталь;
- часть 6: Точность скоростей и интерполяций;
- часть 7: Точность обработанного образца для испытаний;
- часть 8: Оценка производительности контурной обработки в трех координатных плоскостях;
- часть 9: Оценка рабочего времени смены инструмента и смены паллет;
- часть 10: Оценка температурных деформаций.
1 Область применения
Настоящий стандарт совместно с ISO 230-1 и ISO 230-4 определяет кинематические испытания для обрабатывающих центров, касающиеся скоростей шпинделя и точности перемещений дорожек, полученных при одновременном движении двух или более линейных осей или осей вращения с ЧПУ.
Настоящий стандарт применяется к обрабатывающим центрам, имеющим три линейные оси (X, Y и Z) длиной до 5000 мм и дополнительно одну или две круговые оси (А, В или С). Перемещения, отличающиеся от описанных в настоящем стандарте, рассматриваются как специфические, испытания для них не включены в настоящий стандарт.
Настоящий стандарт рассматривает только поверку кинематической точности станка и не применяется к тестированию работы станка, что должно проверяться отдельно.
Испытания, описанные в настоящем стандарте, также применимы, в целом или частично, в зависимости от соглашения между производителем и покупателем, к фрезерным и расточным станкам с ЧПУ, если их конструкция, узлы и перемещения совместимы с описанными испытаниями.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения):
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or finishing conditions (Свод правил по испытанию станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистационарных условиях нагружения)
ISO 230-4:2005, Test code for machine tools - Part 4. Circular tests for numerically controlled machine tools (Нормы и правила испытаний для станков. Часть 4. Испытания на отклонения круговых траекторий для станков с числовым программным управлением)
ISO 230-7, Test code for machine tools - Part 7. Geometric accuracy of axes of rotation (Нормы и правила испытаний станков. Часть 7. Геометрическая точность осей вращения)
ISO 841:2001, Industrial automation systems and integration - Numerical control of machines - Coordinate system and motion nomenclature (Промышленные автоматизированные системы. Числовое управление станками. Координатная система и обозначение перемещений)
3 Термины и определения
В настоящем стандарте применены термины по ISO 230-1, ISO 230-4, ISO 230-7, ISO 841, а также следующие термины с соответствующими определениями:
3.1 линейная интерполяция (linear interpolation): Интерполяция, при которой относительное перемещение между инструментом и деталью станка является прямой линией, получаемой при одновременном управлении несколькими координатными осями.
3.2 круговая интерполяция (circular interpolation): Интерполяция, при которой относительное между инструментом и деталью станка является дугой на специфической плоскости, получаемой при одновременном управлении несколькими координатными осями.
3.3 функция управления центральной координатой инструмента; управления TCP функция (tool centre point control function; TCP control function): Новейшая функция управления ЧПУ, которая обеспечивает перемещение линейных осей станка с ЧПУ, чтобы координаты центральной точки инструмента оставались постоянными, в системе координат детали, в условиях мгновенного изменения положения осей вращения.
4 Предварительные положения
4.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах. Все угловые размеры даны в градусах. Угловые отклонения и соответствующие допуски выражаются в отношениях (например, 0,00х/1000), но в некоторых случаях для наглядности допускается применять микрорадианы или угловые секунды. Следующее выражение следует использовать для преобразования угловых отклонений или допусков:
0,010/1000=10 мкрад (![]() - микрорадиан)
- микрорадиан)2".
4.2 Ссылки на ISO 230-1 и ISO 230-4
При применении настоящего стандарта следует руководствоваться требованиями ISO 230-1, особенно при установке станка перед испытанием, прогревании шпиндельного и других перемещаемых узлов, описании методов измерения и рекомендуемой точности контрольно-измерительного оборудования. Перемещения с круговой интерполяцией рассмотрены в ISO 230-4.
4.3 Последовательность проведения испытаний
Последовательность проведения проверок, указанная в настоящем стандарте, не является обязательной. Для упрощения установки и настройки средств измерения допускается проводить проверки в любой последовательности, удобной для исполнителя и согласованной с изготовителем.
4.4 Проводимые испытания
При испытаниях станка не всегда есть необходимость или возможность проведения всех проверок, описанных в настоящем стандарте. Если контроль станка предусмотрено проводить во время сдачи-приемки, потребитель вправе оговорить в договоре на поставку оборудования выполнение тех проверок, необходимость проведения которых диктуется характером обрабатываемых деталей и/или характеристиками станка, имеющими особое значение для данного конкретного случая. Простая ссылка на настоящий стандарт при проведении приемо-сдаточных испытаний без четкого определения конкретных проверок, которые следует проводить, и соглашения по соответствующим расходам не могут рассматриваться как обязательные для любой из сторон договора.
4.5 Средства измерения
Средства измерения, указанные в испытаниях, описанных в разделе 5 и в приложении А, приложении В и приложении С, приведены в качестве примера. Допускается использование других средств измерения того же качества, имеющих такие же или меньшие погрешности измерений, обеспечивающих требуемую точность измерения.
4.6 Диаграммы
С целью упрощения диаграммы в настоящем стандарте проиллюстрирован только один тип станков в каждом приложении.
4.7 Положение осей, не участвующих в испытаниях
Линейные и/или круговые оси, которые не относятся к данному испытанию, должны быть расположены в середине их рабочего перемещения или в позиции, которая сведет к минимуму отклонение узлов станка, влияющее на измерения.
4.8 Коррекция с помощью программного обеспечения
Если имеется ПО для коррекции некоторых геометрических погрешностей/дефектов формы (детали), на основании соглашения между продавцом и покупателем соответствующие испытания могут быть проведены с учетом этих корректировок. Если используется коррекция с помощью ПО, это должно быть отражено в отчете об испытаниях.
Следует отметить, что при использовании коррекции с помощью программного обеспечения оси не могут быть заблокированы в испытательных целях.
5 Кинематические испытания
5.1 Общие положения
Целью испытаний скорости шпинделя (K1) и скорости подачи (K2) является проверка результирующей погрешности (общей точности) всей электрической, электронной и кинематической цепи в системе управления между командой и физическим движением узла.
Целью испытаний на движение линейной интерполяции (K3) является проверка скоординированного перемещения двух линейных осей для двух следующих условий:
- когда эти оси перемещаются с одинаковой скоростью (45°) или
- когда одна из двух осей перемещается с меньшей скоростью, чем другая (меньшие углы).
Целью испытаний на движение круговой интерполяции (K4) является проверка скоординированного перемещения двух линейных осей по дуге контура (круговой траектории), включая точки, в которых перемещение одной оси замедляется до нуля и направление перемещения поворачивается в обратную сторону. Во время этих испытаний оси должны перемещаться с разными скоростями.
Испытания на проверку круговой интерполяции, включающие более двух осей, в том числе оси вращения, описаны в приложениях A, B и C.
5.1.1 Испытания, описанные в приложениях А-С
В приложении A, AK1 измеряет отклонения траектории центральной координаты инструмента при вращении оси B. AK2 измеряет их путем вращения оси C. AK3 и AK4 измеряют их путем одновременной интерполяции с осями B и C. Аналогичным образом, в приложениях A-C, каждый вариант описывает испытание для каждой оси вращения или комбинации двух осей вращения.
5.1.2 Альтернативные испытания, изложенные в приложениях А-С
В приложении A, AK1, AK2 и AK4 измеряют отклонения траектории центральной координаты инструмента в системе координат заготовки (система координат, соединенная со столом). С другой стороны, альтернативные испытания [AK1 (альтернативное), AK2 (альтернативные) и AK4 (альтернативное)] измеряют их в радиальном, параллельном и тангенциальном направлениях вращения оси. Другими словами, эти альтернативные испытания измеряют отклонения в координатной системе, соединенной с осью вращения, представляющей интерес. Испытания CK1 и CK1 (альтернативное) выполняются по тому же принципу.
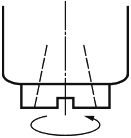
5.2 Скорость шпинделя и скорость подачи
Объект и условия испытаний | K1 | |||||
Проверка отклонений скорости шпинделя в средней точке на максимуме каждого диапазона скоростей в направлении движения по часовой и против часовой стрелки. Испытание должно проводиться для каждого диапазона скоростей, где это возможно. | ||||||
Диаграмма | ||||||
| ||||||
Допуск ±5° | ||||||
Измеренные отклонения | ||||||
Диапазон скоростей | Направление вращения | Запрограмми- рованная скорость | Измеренная скорость | Отклонение | ||
Среднее | Против часовой | |||||
По часовой | ||||||
Max | Против часовой | |||||
По часовой | ||||||
Среднее | Против часовой | |||||
По часовой | ||||||
Max | Против часовой | |||||
По часовой | ||||||
Измерительные инструменты Счетчик числа оборотов или стробоскоп или другое | ||||||
Наблюдения Ложный (макетный) инструмент может быть зажат в шпинделе. Если считывается мгновенная скорость, должно быть взято пять показаний и выведено среднее значение. Показания фиксируются на устойчивой скорости, избегая ускорения/замедления на старте и останове. Блок управления ручной коррекцией должен быть установлен на 100%. Отклонение скорости шпинделя вычисляют по следующей формуле: где D - отклонение, %;
| ||||||
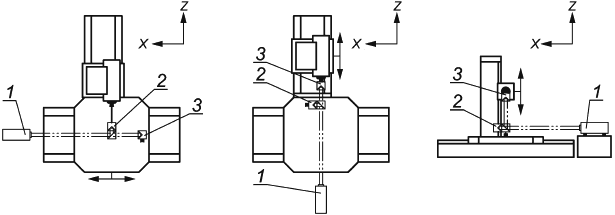
Объект и условия испытаний | K2 | |||||||||
Проверка отклонений скорости линейных осей на следующих скоростях подачи: а) 100 мм/мин; b) 1000 мм/мин; c) максимальная скорость; d) ускоренная подача. | ||||||||||
Диаграмма | ||||||||||
| ||||||||||
1 - лазерная головка; 2 - интерферометр; 3 - рефлектор | ||||||||||
по оси X | по оси Z | по оси Y | ||||||||
Допуск ±5° | ||||||||||
Измеренные отклонения | ||||||||||
Запрограммированная скорость | Направление | Оси | ||||||||
X | Y | Z | ||||||||
Изме- | Откло- | Изме- | Откло- | Изме- | Откло- | |||||
a) 100 мм/мин | Вперед | |||||||||
Назад | ||||||||||
b) 1000 мм/мин | Вперед | |||||||||
Назад | ||||||||||
c) Максимальная скорость подачи мм/мин | Вперед | |||||||||
Назад | ||||||||||
d) Ускоренная подача мм/мин | Вперед | |||||||||
Назад | ||||||||||
Измерительные инструменты Лазерный интерферометр | ||||||||||
Наблюдения Следует отцентрировать лазерный интерферометр (установка для позиционирования отклонения) с перемещением испытуемой оси. Ось должна управляться для выполнения простого перемещения между двумя определенными концевыми точками. Ось должна пройти примерно половину диапазона перемещения (или 500 мм, если это расстояние короче), затем она должна перемещаться с ускорением, затем с постоянной скоростью, затем замедляя скорость до полного останова. Тот же диапазон перемещения должен использоваться для всех скоростей подачи. Испытания должны проводиться в обоих направлениях (вперед и назад). Данные о скорости должны выбираться с минимальной частотой 100 Гц, сглаживание или усреднение не допускаются. Блок управления ручной коррекцией должен быть установлен на 100%. Для каждого направления рассчитывают среднюю скорость подачи (минимум из значений 1000 отобранных точек) для данного испытания. Отклонение скорости подачи вычисляют по следующей формуле: где
| ||||||||||
5.3 Линейный ход интерполяции
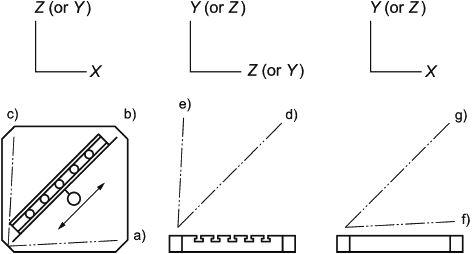
Объект и условия испытаний | K3 | |||||||||
Проверка отклонения от прямолинейности траекторий, описанных линейной интерполяцией двух линейных осей, управляемых одновременно на любой измеряемой длине 100 мм. Примерные углы наклона этих траекторий приведены ниже: Горизонтальные обрабатывающие центры: a) dZ/dX=0,05, b) dZ/dX=1, c) dX/dZ=0,05, d) dY/dZ=1, e) dZ/dY=0,05, f) dY/dX=0,05, g) dY/dX=1. Вертикальные обрабатывающие центры: a) dY/dX=0,05, b) dY/dX=1, c) dX/dY=0,05, d) dZ/dY=1, e) dZ/dY=0,05, f) dZ/dX=0,05, g) dZ/dX=1. Вместо угла, равного арктангенсу (0,05) [=2°51'45"], может быть выбран угол 3° в зависимости от возможностей программирования. | ||||||||||
Диаграмма | ||||||||||
| ||||||||||
Горизонтальная плоскость | Вертикальная плоскость YZ | Вертикальная плоскость, параллельная оси X | ||||||||
Примечание - В системе координат, показанной на каждой диаграмме, имена осей соответствуют горизонтальной конфигурации машины, в то время как те, что в скобках [например, (или Y)], соответствуют вертикальной конфигурации машины. | ||||||||||
Допуск 0,020 для любой длины от 100 | ||||||||||
Измеренные отклонения | ||||||||||
а) | b) | c) | d) | e) | f) | g) | ||||
Измеренная погрешность | ||||||||||
Длина | ||||||||||
Измерительные инструменты Поверочная линейка с соответствующим суппортом (например, поворотный зажим) или синусная линейка или датчик линейного перемещения | ||||||||||
| ||||||||||
Наблюдения Измеряемая длина должна быть примерно в середине рабочей зоны. После выбора угла и длины перемещения поместите датчик линейного перемещения на шпиндель, держащий инструмент, если он может быть зафиксирован, или на шпиндельную бабку, по возможности перпендикулярно к направлению перемещения. Помещают поверочную или синусную линейку на рабочий стол в примерной ориентации, указанной выше. Передвигают датчик вдоль линейки, чтобы снять показания с поверхности отсчета (в начале длины измерения). Записывают позиции X, Y, Z. Затем передвигают датчик в конечную точку измеряемой длины и регулируют положение таким образом, чтобы показания того же датчика линейного перемещения были получены с поверхности отсчета поверочной линейки. Записывают позиции X, Y, Z. Программируемая траектория должна быть между двумя записанными позициями. Затем перемещают оси вдоль запрограммированной траектории в обоих направлениях, со скоростью подачи 250 мм/мин, изменяют направление перемещения и записывают разницу между минимальным и максимальным показанием отдельно для каждого направления. Наибольшее отклонение любой секции в 100 мм и его направление должны быть записаны. | ||||||||||
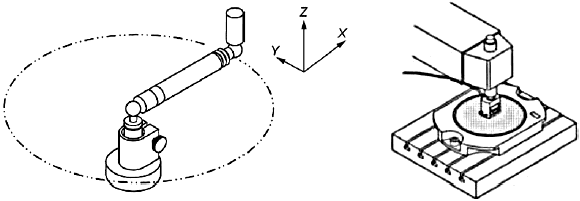
5.4 Круговой ход интерполяции
Объект и условия испытаний | K4 | |||||||||
Проверка отклонения от круглости G в двунаправленном отклонении от круглости G(b) траектории, созданной круговой интерполяцией двух линейных осей свыше 360°, если такие имеются, согласно ISO 230-4, на одном из следующих диаметров и на двух скоростях подачи:
| ||||||||||
1) | 50 мм диаметр: | 2) | 100 мм диаметр: | 3) | 200 мм диаметр: | 4) | 300 мм диаметр: | |||
a) 250 мм/мин; | а) 350 мм/мин; | а) 500 мм/мин; | а) 610 мм/мин; | |||||||
b) 1000 мм/мин | b) 1400 мм/мин | b) 2000 мм/мин | b) 2440 мм/мин | |||||||
Отклонение от круглости G должно быть проверено контурным движением по часовой стрелке и против.
Этот тест должен быть выполнен в плоскости XY, YZ и ZX или в плоскостях, образованных другими парами линейных осей (U, V, W и т.п.). | ||||||||||
Диаграмма | ||||||||||
| ||||||||||
Метод со сферическим наконечником | Метод с двухкоординатной мерной линейкой | |||||||||
Примечание - В системе координат, показанной на каждой диаграмме, имена осей соответствуют горизонтальной конфигурации машины, в то время как те, что в скобках [например, (или Y)] соответствуют вертикальной конфигурации машины.
| ||||||||||
Допуск
a)
b)
где ab=XY, YZ, ZX или любая пара линейных осей. | ||||||||||
Измеренные отклонения и параметры, которые нужно установить | ||||||||||
а) скорость подачи | Диаметр номинальной траектории Размещение измерительного инструмента | ……….. | ||||||||
| - Центр круга (X/Y/Z) | ……….. | ||||||||
| - Смещение базы отсчета инструмента (X/Y/Z) | ……….. | ||||||||
| - Смещение базы отсчета детали (X/Y/Z) | ……….. | ||||||||
а) скорость подачи | Параметры сбора данных | ……….. | ||||||||
| - Стартовая точка - Число точек замера | ……….. | ||||||||
| - Число точек замера | ……….. | ||||||||
| - Процесс уравнивания данных | ……….. | ||||||||
где ab=XY, YZ, ZX или любая пара линейных осей | Использованные корректировки Положения осей, не участвующих в испытаниях | ……….. | ||||||||
Измерительные инструменты | ||||||||||
Сферический наконечник, двухкоординатная мерная линейка | ||||||||||
Наблюдения и ссылки на ISO 230-1 (подразделы 11.3 и 11.4) и ISO 230-4 | ||||||||||
Значения диаметров могут отличаться от указанных выше значений, по соглашению между производителем/покупателем. В таких случаях скорость подачи должна выбираться в соответствии с ISO 230-4 (приложение С). Начните интерполяцию в одном из четырех секторов. В идеале, измерения должны быть записаны в исходной точке, отличающейся от одной из четырех точек разворота, и должны иметь соответствующее движение подачи; это поможет сохранить точные данные измерений работы станка, включая и точки сторнирования. | ||||||||||
Приложение А
(обязательное)
Кинематические испытания для станков с двумя осями вращения в шпиндельной головке
A.1 Конструкция и назначение станка
Станки, рассматриваемые в настоящем стандарте, можно классифицировать на основании структуры линейных осей и осей вращения.
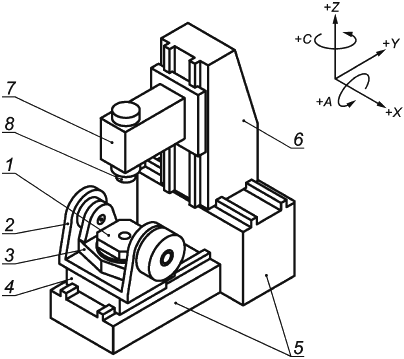
Структурная конфигурация описывается в результате последовательного соединения структурных кодов, чтобы последовательно соединить координаты перемещения от детали к инструменту и наоборот. Названия осей перемещения определены в ISO 841. В качестве примера структурный код станка, показанного на рисунке A.1, может быть описан как [w X' b Y Z C B (C1) t] путем соединения осей перемещения от стороны детали к стороне инструмента. В этом описании сторона детали обозначена "w", инструмента "t", основание "b"; буквой "С" обозначена шпиндельная ось без ЧПУ для углового позиционирования.
|
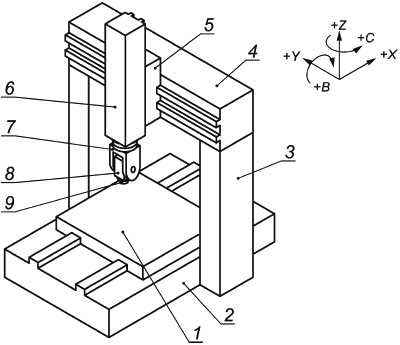
1 - стол (ось X'); 2 - станина; 3 - стойка; 4 - поперечная балка; 5 - суппорт вертикальных салазок (ось Y); 6 - вертикальные салазки (ось Z); 7 - качающаяся головка (ось С); 8 - наклонная головка (ось B); 9 - шпиндель [ось (С1)]
Рисунок A.1 - Типичный пример вертикального пятиосевого обрабатывающего центра с двумя осями вращения в шпиндельной головке [w X' b Y Z C B (C1) t]
Имеется также маркировка для обозначения конструкции обрабатывающего центра в виде короткого кода; эта маркировка делается в следующем порядке:
- пятиосевой обрабатывающий центр;
- номер стандартной серии, например ISO 10791;
- буква H для "горизонтальный" (с горизонтальным шпинделем) или V для "вертикальный" (с вертикальным шпинделем);
- компоновка узлов (сборочных единиц).
Пример - Маркировка обрабатывающего центра, с вертикальным шпинделем, с двумя осями вращения в шпиндельной головке, перемещающимися вдоль оси Z, суппорт вертикальных салазок, перемещающихся вдоль оси Y, и рабочим столом, перемещающимся вдоль оси X (см. рисунок A.1):
Пятиосевой обрабатывающий центр ISO 10791 тип V [w X’ b Y Z C B (C1) t]
A.2 Кинематические испытания
A.2.1 Общие положения
Испытания, рассматриваемые в настоящем приложении, относятся к конструкции обрабатывающего центра, изображенного на рисунке A.1, но они также применимы ко всем конфигурациям обрабатывающих центров, оборудованных двумя постоянно управляемыми осями вращения в шпиндельной головке.
AK1, AK2 и AK4 измеряют отклонения центральной точки траектории в системе координат заготовки (система координат, соединенная со столом); альтернативные испытания измеряют отклонения в радиальном, параллельном и тангенциальном направлениях вращения оси (т.е. эти альтернативные испытания измеряют отклонения в координатной системе, соединенной с осью вращения, представляющей интерес). В настоящем приложении альтернативные испытания проводятся в направлениях повышенной чувствительности измерений.
Примечания
1 Испытания, описанные в настоящем приложении, также применимы, если в этом есть необходимость, к обрабатывающим центрам с одной постоянно управляемой осью вращения в шпиндельной головке.
2 Эти испытания обеспечивают информацию о возможности станка одновременно координировать оси. Однако эти испытания не могут быть использованы непосредственно для того, чтобы предвычислять (прогнозировать) реальные погрешности формы детали, которые могут возникнуть при резании.
A.2.2 Перемещение с круговой интерполяцией с одновременным трехосевым управлением (AK1 и AK2)
Целью этих испытаний является проверка точности круговых траекторий, когда перемещение с круговой интерполяцией двух линейных осей синхронизируется с вращением поворотной оси с постоянной скоростью, кроме фазы старт/стоп в начале/конце испытания.
A.2.3 Перемещение с круговой интерполяцией с одновременным пятиосевым управлением (AK3 и AK4)
Целью этих испытаний является проверка точности траекторий, когда три линейные оси и две поворотные оси управляются одновременно с постоянной скоростью, сохраняя постоянную дистанцию между точкой на столе и точкой на шпинделе.
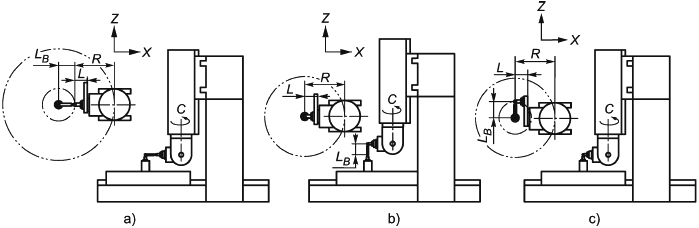
Объект и условия испытаний | АК1 | |
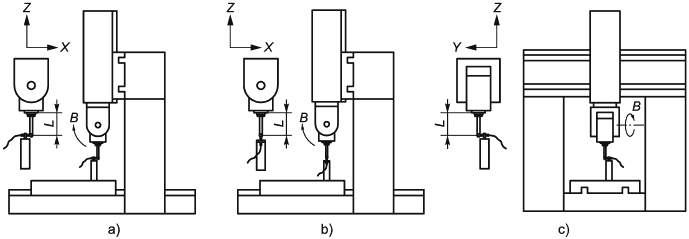
Проверка отклонений траектории центральной точки инструмента (идеально - фиксированной точки) при одновременной трехосевой интерполяции двух линейных осей (X' и Z) и поворотной оси наклонной головки (ось B): a) в направлении оси X, b) в направлении оси Z, c) в направлении оси Y, Вылет прецизионной сферы к переднему концу шпинделя L должен быть приблизительно 150 мм. Скорость вращения оси B должна быть 360°/мин или согласована между изготовителем и покупателем. Ось B должна быть испытана во всем рабочем диапазоне, ограниченном возможной интерференцией между проверочной оправкой и датчиком линейного перемещения. Измерения должны проводиться в двух направлениях перемещения оси В - по часовой и против часовой стрелки. Примечания 1 Испытание с) можно выполнять как альтернативное испытанию на перпендикулярность между осью вращения В и плоскостью ZX, описанному в ISO 10791-1, ISO 10791-2 или ISO 10791-3. 2 Это испытание относится к конфигурации станка с осями B и C в шпиндельной головке. Оно применимо к другим конструкциям (например, оси A и C в шпиндельной головке). 3 Необходимо уделить особое внимание станкам с неортогональными вращающимися головками, чтобы избежать помех от зажимного приспособления и измерительных приборов. | ||
Диаграмма | ||
Примечание - В системе координат, показанной на каждой диаграмме, имена осей соответствуют горизонтальной конфигурации машины, в то время как те, что в скобках [например, (или Y)], соответствуют вертикальной конфигурации машины. | ||
Допуск а) b) c)
Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено. | Измеренные отклонения а) b) c) | |
Измерительные инструменты Проверочная оправка со сферическими концами и датчики линейного перемещения с плоскими концами или комплект датчиков (например, R-тест), или шаровая линейка | ||
Наблюдения и ссылки на ISO 230-1 (пункт 11.3.5) Ось Y в середине хода. Включают функцию управления TCP. Передвигают оси B и C на 0°. При использовании проверочной оправки со сферическими концами и датчиков линейного перемещения: - Устанавливают датчик линейного перемещения так, чтобы он снимал показания с прецизионной сферы, и поворачивают шпиндель, чтобы найти среднее положение эксцентричности. - Перемещают ось B на 90° и вновь обнуляют датчик линейного перемещения против сферы. - Вращают ось B с постоянной скоростью до максимального положительного угла, допустимого без интерференции, и считают показания датчика линейного перемещения. - Поворачивают ось B обратно до -90° и записывают показания датчика линейного перемещения. - Записывают разницу между максимальным и минимальным значениями. Смещение прецизионной сферы к переднему концу шпинделя L должно быть откалибровано и указано в отчете. Центр прецизионной сферы должен быть совмещен со средней линией шпинделя. В приложении D даны меры предосторожности для проведения испытаний. Измерения a), b) и c) могут быть проведены одновременно с использованием трех датчиков линейного перемещения или комплекта датчиков, смонтированного на столе станка. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5.
| ||
Объект и условия испытаний | АК1 (альтернативное) | |
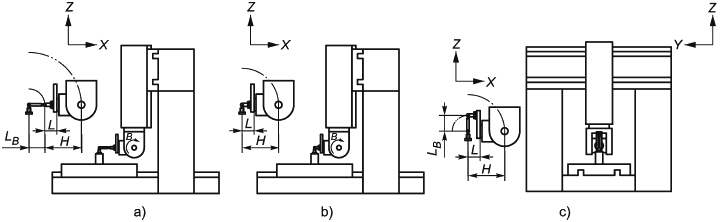
Проверка отклонений траектории центральной точки инструмента (идеально - круговой траектории) при одновременной трехосевой интерполяции двух линейных осей (X' и Z) и поворотной оси наклонной головки (ось B). Направление повышенной чувствительности измерения должно быть следующим: a) радиально к поворотной оси наклонной головки (ось B), b) параллельно поворотной оси наклонной головки (ось B), c) тангенциально вращению поворотной оси наклонной головки (ось B) Базовая длина шаровой измерительной рейки Ось B должна быть испытана по всему рабочему диапазону, ограниченному возможной интерференцией. Измерения должны проводиться в направлении движения оси В по часовой стрелке и против нее. Примечания 1 Испытание b) можно выполнять как альтернативное испытанию на перпендикулярность между осью вращения В и плоскостью ZX, описанному в ISO 10791-1, ISO 10791-2 или ISO 10791-3. 2 При испытаниях станков с непрямоугольными поворотными головками следует избегать интерференции между крепежом и измерительными инструментами. 3 Необходимо уделить особое внимание станкам с неортогональными вращающимися головками, чтобы избежать помех от зажимного приспособления и измерительных приборов. | ||
Диаграмма | ||
| ||
Допуск (подлежит согласованию между производителем и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |
Измерительные инструменты Шаровая линейка или проверочная оправка со сферическими концами или комплект датчиков (например, R-тест) | ||
Наблюдения и ссылки на ISO 230-1 (подпункт 11.4.4.2) Один из шариков шаровой измерительной рейки крепится на столе станка, а шарик шпинделя крепится на средней осевой линии шпинделя. Ось шаровой измерительной рейки должна располагаться радиально оси В для а), параллельно оси В для b) и тангенциально оси В для с). Движение круговой интерполяции управляется осями X и Z во время вращения поворотной оси (ось B) шпиндельной головки. Включают функцию управления TCP. Для каждого испытания постоянно записывают показания шаровой рейки (изменения ее длины) во время интерполированного перемещения. Указывают в отчете разницу между максимальным и минимальным значениями для a), b) и c). Смещение прецизионной сферы к переднему концу шпинделя должно быть откалибровано и указано в отчете. В случаях а) и с) шарик со стороны стола должен быть выровнен со средней линией шарика со стороны шпинделя в системе координат заготовки. Любое смещение влияет на результаты испытаний. Датчик линейного перемещения и комплект датчиков можно также использовать, если датчики смонтированы на стороне шпинделя. В приложении D указаны меры предосторожности и схема установки для шаровой рейки. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | ||
Объект и условия испытаний | АК2 | |||
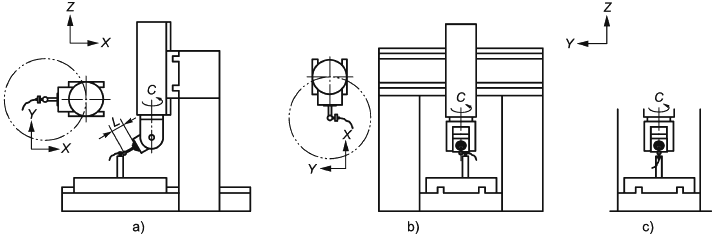
Проверка отклонений траектории центральной точки инструмента (идеально - круговой траектории) при одновременной трехосевой интерполяции двух линейных осей (X' и Y) и поворотной оси наклонной головки (ось С). a) в направлении оси X, b) в направлении оси Y, c) в направлении оси Z, Смещение прецизионной сферы к переднему концу шпинделя L должно быть приблизительно 150 мм. Скорость вращения оси С должна быть 360°/мин или согласована между изготовителем и покупателем. Угол вращения оси С должен быть больше 360°/мин, где это применимо. Измерения должны проводиться в двух направлениях перемещения оси С - по часовой и против часовой стрелки. Примечание - Испытание b) можно выполнять как альтернативное испытанию на прямоугольность между осью вращения С и плоскостью XY, описанному в ISO 10791-1, ISO 10791-2 или ISO 10791-3. | ||||
Диаграмма | ||||
| ||||
Допуск
b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |||
Измерительные инструменты Проверочная оправка со сферическими концами и датчики линейного перемещения с плоскими концами, или комплект датчиков (например, R-тест), или шаровая линейка | ||||
Наблюдения и ссылка на ISO 230-1 (подпункт 11.4.4.1) Оси Х и Y в середине хода. Включить функцию управления TCP. При использовании проверочной оправки со сферическими концами и датчиков линейного перемещения: - Передвигают оси B и C на 0°. - Устанавливают датчик линейного перемещения так, чтобы он снимал показания с прецизионной сферы, и поворачивают шпиндель, чтобы найти среднее положение эксцентричности. - Перемещают ось B на -90° и вновь обнуляют датчик линейного перемещения против сферы. - Вращают ось С с постоянной скоростью до -180° и считают показания датчика линейного перемещения. - Поворачивают ось С до 180°; записывают показания датчика линейного перемещения. - Записывают разницу между максимальным и минимальным значениями для a), b) и c). Смещение прецизионной сферы к переднему концу шпинделя L должно быть откалибровано и указано в отчете. Центр прецизионной сферы должен быть выровнен со средней линией шпинделя. Любое смещение влияет на результат теста. Измерения a), b) и c) могут быть проведены одновременно с использованием трех датчиков линейного перемещения или комплекта датчиков, смонтированного на столе станка. См. в приложении D меры предосторожности при проведении испытаний и схему установки шаровой линейки. Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5 | ||||
Объект и условия испытаний | АК2 (альтернативное) | |||
Проверка отклонений траектории центральной точки инструмента (идеально - круговой траектории) при одновременной трехосевой интерполяции двух линейных осей (X' и Y) и поворотной оси наклонной головки (ось С). Направление повышенной чувствительности измерения должно быть следующим: а) радиально к поворотной оси (ось C), b) параллельно поворотной оси (ось C), c) тангенциально вращению поворотной оси (ось C), Базовая длина шаровой измерительной рейки Измерения должны проводиться в направлении движения оси C по часовой стрелке и против нее. Примечание - Испытание b) можно выполнять как альтернативное испытанию на перпендикулярность между осью вращения C и плоскостью XY, описанному в ISO 10791-1, ISO 10791-2 или ISO 10791-3. | ||||
Диаграмма | ||||
| ||||
Допуск (подлежит согласованию между продавцом и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |||
Измерительные инструменты Шаровая линейка или проверочная оправка со сферическими концами (например, R-тест) | ||||
Наблюдения и ссылки на ISO 230-1:2012 (подпункт 11.4.4.2) Один из шариков шаровой измерительной рейки крепится на столе станка, а шарик шпинделя крепится на средней осевой линии шпинделя. Ось шаровой измерительной рейки должна быть расположена радиально оси C для а), параллельно оси C для b) и тангенциально оси C для с). Движение круговой интерполяции управляется осями X и Z во время вращения поворотной оси (ось C) шпиндельной головки. Включите функцию управления TCP. Для каждого испытания постоянно записывайте показания шаровой рейки (изменения ее длины) во время интерполированного перемещения. В отчете указывают разницу между максимальным и минимальным значениями для a), b) и c). Смещение прецизионной сферы к переднему концу шпинделя должно быть откалибровано и указано в отчете. В случаях а) и с) шарик со стороны стола должен быть смещен со средней линией шарика со стороны шпинделя в системе координат заготовки. Любое смещение влияет на результаты испытаний. Датчик линейного перемещения и комплект датчиков можно также использовать, если датчики смонтированы на стороне шпинделя. В приложении D указаны дополнительные меры предосторожности и методика испытания. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | ||||
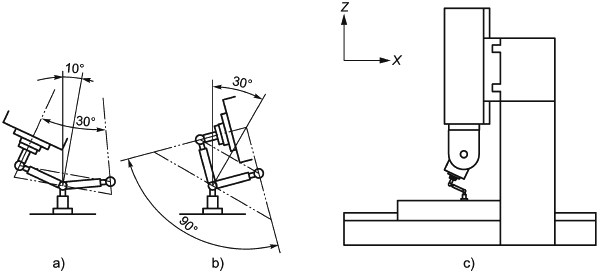
Объект и условия испытаний | АК3 | ||
Проверка отклонений траектории центральной точки инструмента вдоль конической траектории при одновременной пятиосевой интерполяции трех линейных осей и двух поворотных осей. Угол между осью запрограммированного конуса и осью Z и угол раствора запрограммированного конуса должны равняться соответственно 10° и 30° или 30° и 90°. Шпиндельный конец шаровой измерительной рейки должен быть установлен и отцентрирован к средней линии шпиндельной оси. Шаровая измерительная рейка должна быть установлена перпендикулярно к поверхности конуса. Диаметр круговой траектории должен быть равен примерно 200 мм, а скорость периферической подачи - 1000 мм/мин. Измерения должны проводиться в направлении движения оси С по часовой стрелке и против нее. | |||
Диаграмма | |||
| |||
Допуск
Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения - | ||
Измерительные инструменты Шаровая линейка | |||
Наблюдения и ссылка на ISO 230-1 (подраздел 11.4) Если диаметр отличается от вышеуказанных значений, скорость подачи следует отрегулировать согласно приложению C ISO 230-4. Помещают шарик измерительной линейки шпиндельной стороны на средней линии оси шпинделя. Помещают другой шарик измерительной линейки на столе. Для каждого испытания записывайте показания линейки (изменения ее длины) во время интерполированного перемещения. Указывают в отчете разницу между максимальным и минимальным значениями. Следует отметить диаметр круговой траектории. Смещение прецизионной сферы к переднему концу шпинделя (мерная лента шпинделя) должно быть откалибровано и указано в отчете. Шарик со стороны шпинделя должен быть выровнен со средней линии шпиндельной оси. Любое смещение влияет на результаты испытаний. Более подробные меры предосторожности для проведения этого испытания смотрите в приложении D. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5 | |||
Объект и условия испытаний | АК4 | ||
Проверка отклонений траектории центральной точки инструмента (идеально - фиксированной точки) при одновременной пятиосевой интерполяции трех линейных осей и двух поворотных осей: a) в системе координат заготовки в направлении оси X, b) в системе координат заготовки в направлении оси Y, c) в системе координат заготовки в направлении оси, Смещение прецизионной сферы к переднему концу шпинделя (мерная лента шпинделя) L должно быть приблизительно 150 мм. Скорость вращения оси С должна быть 360°/мин или согласована между продавцом и покупателем. Измерения должны проводиться в направлении движения оси С по часовой стрелке и против нее. | |||
Диаграмма | |||
| |||
Допуск а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | ||
Измерительные инструменты Проверочная оправка со сферическими концами и датчики линейного перемещения с плоскими концами, или комплект датчиков (например, R-тест), или шаровая линейка | |||
Наблюдения и ссылка на ISO 230-1 (подпункт 11.4.4.1) Переместите ось B и ось C на 0°. Включите функцию управления TCP. Если используется проверочная оправка со сферическими концами и датчики линейного перемещения с плоскими концами: - Подводят датчик линейного перемещения к прецизионной сфере и вращают шпиндель, чтобы найти среднее положение биения. Обнуляют датчик против прецизионной сферы. - Перемещают ось C от 0° до 180° и одновременно ось B от 0° до 90°. Затем постепенно поворачивайте ось C от 180° до 360°, при одновременном вращении оси B от 90° до 0°. Вращения осей B и C могут быть ограничены вследствие возможных интерференций с проверочной оправкой. - Записывают показания датчика линейного перемещения. - Указывают в отчете разницу между максимальным и минимальным значениями для a), b) и c). Смещение прецизионной сферы к переднему концу шпинделя L должно быть откалибровано и указано в отчете. Центр прецизионной сферы должен быть смещен со средней линии шпиндельной оси. Любое смещение влияет на результаты испытаний. Измерения a), b) и c) могут быть проведены одновременно с использованием трех датчиков линейного перемещения или комплекта датчиков, смонтированного на столе станка. См. в приложении D меры предосторожности при проведении испытаний и схему установки шаровой линейки. Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | |||
Объект и условия испытаний | АК4 (альтернативное) | ||
Проверка отклонений траектории центральной точки инструмента вдоль сферической траектории при одновременной пятикоосевой интерполяции - трех линейных осей и двух поворотных осей. Измерение направления повышенной чувствительности должно быть следующим: a) радиально к поворотной оси, держащей шпиндель (ось В), b) параллельно к поворотной оси, держащей шпиндель (ось В), c) тангенциально вращению поворотной оси, держащей шпиндель (ось В), Эталонная длина шаровой рейки должна равняться 100 мм, скорость вращения оси C 360°/мин или должна быть согласована между продавцом и покупателем. Смещение прецизионной сферы к переднему концу шпинделя L должно быть 150 мм. Измерения должны проводиться в направлении движения оси С по часовой стрелке и против нее. | |||
Диаграмма | |||
| |||
Допуск (подлежит согласованию между продавцом и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения
b) c) | ||
Измерительные инструменты Шаровая линейка или проверочная оправка со сферическими концами (например, R-тест) | |||
Наблюдения и ссылка на ISO 230-1 (подпункт 11.3.5) Помещают шарик измерительной рейки шпиндельной стороны на средней линии оси шпинделя. Поместите другой шарик измерительной рейки на столе. Ось измерительной рейки устанавливается радиально к оси В в а), параллельно оси В в b) и тангенциально к оси В в с). Перемещайте оси X, Y и Z одновременно, так чтобы расстояние между двумя шариками было постоянным, при повороте оси С от 0° до 180° и одновременном повороте оси B от 0° до 90°. Затем вращают ось C от 180° до 360°, а ось B от 90° до 0°. Включают функцию TCP. B- и C-оси вращения могут быть ограничены из-за возможных помех проверочной оправки со сферическими концами. Для каждого испытания записывают показания рейки (изменения ее длины) во время интерполированного перемещения. Укажите в отчете разницу между максимальным и минимальным значениями для a), b) и c). Измерения могут быть проведены также с использованием проверочной оправки со сферическими концами и комплекта датчиков, если датчики смонтированы на стороне шпинделя. Более подробные меры предосторожности для проведения этого испытания см. в приложении D. По возможности, в отчете должен быть представлен диапазон движений (трех линейных осей и двух осей вращения). Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | |||
Приложение B
(обязательное)
Кинематические испытания для станков с двумя осями вращения на стороне обрабатываемой детали
B.1 Конструкция и назначение станка
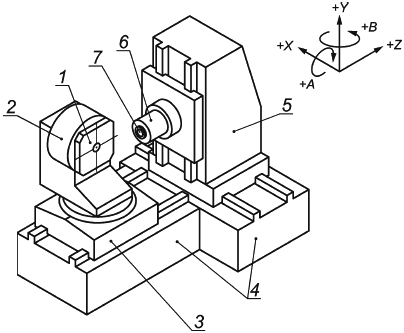
Станки, рассматриваемые в настоящем стандарте, можно классифицировать, основываясь на конструкции поступательных осей и поворотных осей. Компоновка описывается с использованием норм и правил расчета конструкций, чтобы последовательно соединить оси движения от стороны заготовки к стороне инструмента или наоборот. Названия осей движения даны в ISO 841. В качестве примера нормы и правила расчета конструкции станка, показанного на рисунке В.1, можно описать как [w С A Y b X Z (C1) t] путем соединения осей движения от стороны заготовки к стороне инструмента. В этом описании стороны заготовки и инструмента различают по маркировке заготовки "w" и инструмента "t", а станины - "b"; буквой "С" обозначают ось шпинделя без ЧПУ для углового позиционирования.
|
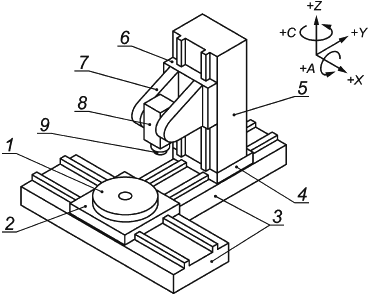
1 - поворотный стол (ось C' ) 2 - опора (ось A' ); 3 - ось поворота; 4 - салазки стола (ось Y' ); 5 - станина; 6 - стойка (ось X); 7 - шпиндельная головка (ось Z); 8 - шпиндель [ось (С1)]
Рисунок B.1 - Пример типичного пятиосевого обрабатывающего центра с поворотным наклонным столом [w C' A' Y' b X Z (C1) t]
Имеется также маркировка для обозначения конструкции обрабатывающего центра в виде короткого кода; эта маркировка делается в следующем порядке:
- пятиосевой обрабатывающий центр;
- номер этой стандартной серии;
- буква H для "горизонтальный" (с горизонтальным шпинделем) или V для "вертикальный" (с вертикальным шпинделем);
- компоновка узлов (сборочных единиц).
Пример 1 - Маркировка обрабатывающего центра, с вертикальным шпинделем, с поворотным наклонным столом, перемещающимся вдоль оси Y, стойкой, перемещающейся вдоль оси Х, и ползуном шпиндельной бабки, перемещающимся вдоль оси Z (см. рисунок В.1):
Пятиосевой обрабатывающий центр ISO 10791 тип V [w C' A' Y' b X Z (C1) t]
|
1 - поворотный стол (ось A'); 2 - стол с вертикальной осью поворота (ось В'); 3 - салазки стола (ось Z'); 4 - станина; 5 - стойка (ось X); 6 - шпиндельная головка (ось Y); 7 - шпиндель [ось (С1)]
Рисунок B.2 - Пример горизонтального пятиосевого обрабатывающего центра с вертикальным наклонным столом (A'), поворачивающимся вокруг вертикальной оси В' ISO 10791 тип Н [w A' B' Z' b X Y (C1) t]
Пример 2 - Маркировка обрабатывающего центра, с горизонтальным шпинделем, с вертикальным поворотным столом (A'), перемещающимся вокруг вертикальной оси B' (см. рисунок В.2):
Пятиосевой обрабатывающий центр ISO 10791 Н [w A' B' Z' b X Y (C1) t]
B.2 Кинематические испытания
В.2.1 Общие положения
Испытания выполняются применительно к конструкции станка, представленного на рисунке В.1, но они применимы ко всем конструкциям обрабатывающих центров с двумя осями вращения на стороне заготовки.
Примечание - Испытания, рассматриваемые в настоящем приложении, также применимы к обрабатывающим центрам с одним постоянным управляемым поворотным столом на стороне заготовки (четвертая ось), средняя линия оси которой параллельна одной из основных координатных осей, и одним дополнительным управляемым поворотным столом, который можно собрать на первом столе таким образом, чтобы средняя линия его оси была параллельна одной из двух других основных координатных осей (конструкция "стол-на-стол", см. рисунок В.2).
B.2.2 Перемещение с круговой интерполяцией с одновременным трехосевым управлением (ВK1 и ВK2)
Цель этих испытаний - проверить точность круговых траекторий, если движение круговой интерполяции двух линейных осей синхронизировано с вращением оси координат с постоянной скоростью, кроме фазы "пуск/останов" в начале/конце испытания.
B.2.3 Перемещение с круговой интерполяцией с одновременным пятиосевым управлением (BK3 и BK4)
Цель этих испытаний - проверить точность траекторий, когда три линейные оси и две оси вращения управляются одновременно с постоянной скоростью, сохраняя постоянную дистанцию между точкой на столе и точкой на шпинделе.
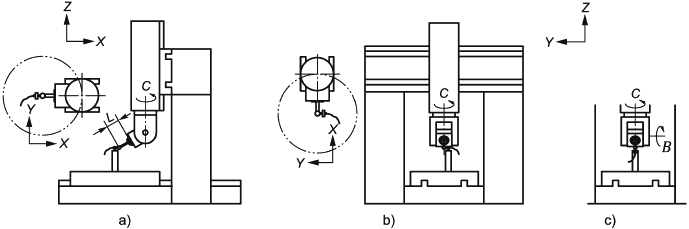
Объект и условия испытаний | ВК1 | |
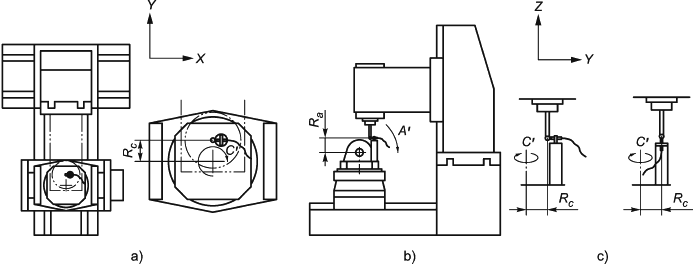
Проверка отклонений траектории центральной точки инструмента (идеально - фиксированная точка в системе координат заготовки) при одновременной трехосевой интерполяции двух линейных осей (Y' и Z) и оси вращения (ось A'). Направление повышенной чувствительности измерения должно быть следующим: a) радиально к поворотной оси (A'), b) параллельно поворотной оси (A'), c) тангенциально вращению поворотной оси (A') Скорость вращения оси A' должна быть 360°/мин или согласована между продавцом и покупателем. Угол вращения оси A' должен быть больше 180° (или максимальный ход ограничен возможными интерференциями). Измерения должны проводиться в двух направлениях перемещения оси A' - по часовой стрелке и против. Примечание - Испытание b) должно выполняться как возможная альтернатива испытанию на перпендикулярность между осью вращения A' и плоскостью YZ, описанному в ISO 10791-1, ISO 10791-2 или ISO 10791-3. | ||
Диаграмма | ||
| ||
Допуск (подлежит согласованию между изготовителем и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |
Измерительные инструменты Шаровая линейка, или проверочная оправка со сферическими концами, или датчик линейного перемещения, или комплект датчиков (например, R-тест) | ||
Наблюдения и ссылка на ISO 230-1 (пункт 11.3.5) Переместите оси A и C к 0°. Включите функцию TCP. Если используется проверочная оправка со сферическими концами и датчики линейного перемещения с плоскими концами: - Подводят датчик линейного перемещения к сфере проверочной оправки и вращают шпиндель, чтобы найти среднее положение биения. - Перемещают ось А на 90° и обнуляют датчик линейного перемещения. - Поворачивают ось A с постоянной скоростью до -90° и записывают показания датчика линейного перемещения. - Записывают разницу между максимальным и минимальным значениями для a), b) и c). Смещение прецизионной сферы к оси А', См. в приложении D меры предосторожности при проведении испытаний и схему установки шаровой линейки. Измерения a), b) и c) могут быть проведены одновременно с использованием трех датчиков линейного перемещения или комплекта датчиков, смонтированного на столе станка. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. Так как держатель датчика линейного перемещения может подвергаться различным гравитационным силам (из-за различной ориентации поворотного стола), он должен быть достаточно неподвижным, чтобы минимизировать влияние на результаты испытаний. | ||
Объект и условия испытаний | ВК2 | |
Проверка отклонений траектории центральной точки инструмента (идеально - фиксированной точки) при одновременной трехосевой интерполяции двух линейных осей (оси Y' и Х) и оси вращения (C'). Направление повышенной чувствительности измерения должно быть следующим: a) радиально к поворотной оси (С'), b) параллельно поворотной оси (C'), c) тангенциально вращению поворотной оси (С'), Скорость вращения оси С' должна быть 360°/мин или согласована между продавцом и покупателем. Угол вращения оси С' должен быть больше 360°, где это применимо. Измерения должны проводиться в двух направлениях перемещения оси С' - по часовой стрелке и против. Примечание - Испытание с) должно выполняться как возможная альтернатива испытанию на перпендикулярность между осью вращения С' и плоскостью XY, описанному в ISO 10791-1, ISO 10791-2 или ISO 10791-3. | ||
Диаграмма | ||
| ||
Допуск (подлежит согласованию между производителем и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |
Измерительные инструменты Шаровая линейка, или проверочная оправка со сферическими концами, или датчик линейного перемещения, или комплект датчиков (например, R-тест) | ||
Наблюдения и ссылка на ISO 230-1 (пункт 11.3.5) Переместите ось X к средней линии оси С', а ось Y на расстояние R от центра поворотного стола. Переместите оси A' и С' к 0°. Включите функцию TCP. При использовании проверочной оправки со сферическими концами и датчиков линейного перемещения с плоскими концами: - Подводят датчик линейного перемещения к сфере проверочной оправки и вращают шпиндель, чтобы найти среднее положение биения. - Перемещают ось С' на 180° и обнуляют датчик линейного перемещения. - Поворачивают ось С' с постоянной скоростью до -180° и записывают показания датчика линейного перемещения. - Поворачивают ось С' с постоянной скоростью до 180° и записывают показания датчика линейного перемещения. - Записывают разницу между максимальным и минимальным значениями для a), b) и c). Смещение прецизионной сферы к оси С', R, должно быть указано в отчете. Центр прецизионной сферы должен быть выровнен со средней линией шпинделя. Любые смещения могут повлиять на результаты испытаний. Измерения a), b) и c) могут быть проведены одновременно с использованием трех датчиков линейного перемещения или комплекта датчиков, смонтированного на столе станка. См. в приложении D меры предосторожности при проведении испытаний и схему установки шаровой линейки. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | ||
Объект и условия испытаний | ВК3 | |
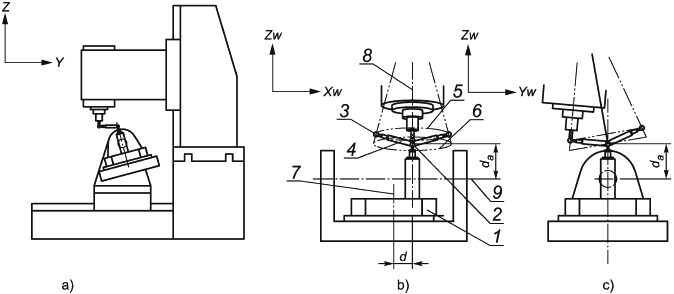
Проверка отклонений траектории центральной точки инструмента (идеально - конической круговой траектории) при одновременной пятиосевой интерполяции - трех линейных осей и двух осей вращения. Угол между базовой окружностью запрограммированного конуса и поверхностью стола и угол раствора запрограммированного конуса должны составлять соответственно 10° и 30° или 30° и 90°. Сфера со стороны стола должна быть смонтирована с (минимальным) смещением d равным 10% от диаметра размера поворотного стола от средней линии оси С'. Шаровая измерительная рейка должна быть установлена перпендикулярно к поверхности конуса. Диаметр круговой траектории должен составлять примерно 200 мм, а скорость периферической подачи должна быть 1000 мм/мин. Измерения должны проводиться в двух направлениях перемещения оси С' - по часовой стрелке и против. Примечание - Вторая настройка (угол базовой окружности: 30°, угол раствора конуса: 90°) требует большего диапазона перемещений, особенно осей A и Z, чем первая установка. | ||
Диаграмма | ||
1 - поворотный стол; 2 - шарик боковой поверхности стола; 3 - шарик шпиндельной поверхности; 4 - шаровая линейка; 5 - траектория шарика шпиндельной поверхности; 6 - воображаемая траектория нижней границы конуса; 7 - средняя линия оси C'; 8 - ось запрограммированного конуса; 9 - средняя линия оси A' | ||
Допуск (подлежит согласованию между изготовителем и покупателем) - Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения - - | |
Измерительные инструменты Шаровая линейка | ||
Наблюдения и ссылка на ISO 230-1 (подраздел 11.4) Если диаметр отличается от указанных выше значений, скорость подачи должна быть отрегулирована в соответствии с ISO 230-4, приложение С. Помещают шарик шаровой линейки шпиндельной стороны на среднюю линию шпиндельной оси. Помещают другой шарик на боковую поверхность стола с (минимальным) смещением d 10% от диаметра размера поворотного стола от средней линии оси C'. Ось конуса должна иметь расстояние от средней линии оси C', как показано на диаграмме b). Желательно, чтобы центральное положение шарика боковой поверхности стола было выше центральной линии оси А. Для каждого испытания записывают показания шаровой линейки (изменения ее длины) во время интерполированного перемещения. Записывают разницу между максимальным и минимальным значениями. Следует записать диаметр круговой траектории и смещение d. Смещение шарика шпиндельной стороны шаровой линейки к переднему концу шпинделя (мерная лента шпинделя) должно быть калибровано. Шарик шпиндельной стороны шаровой линейки должен быть соосным средней линии оси шпинделя. Любые смещения могут повлиять на результаты испытаний. В приложении D указаны меры предосторожности для проведения испытаний. Так как зажим магнитной муфты шаровой линейки на поворотном столе может подвергаться различным гравитационным силам во время измерений (из-за различной ориентации стола), он должен быть достаточно жестким, чтобы минимизировать влияние на результаты испытаний. По возможности в отчете должен быть представлен диапазон движений (трех линейных осей и двух осей вращения). Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | ||
Объект и условия испытаний | ВК4 | |
Проверка отклонений траектории центральной точки инструмента (идеально - фиксированной точки) при одновременной пятиосевой интерполяции - трех линейных осей и двух осей вращения: a) в направлении оси X координатной системы заготовки, b) в направлении оси Y координатной системы заготовки, c) в направлении оси Z координатной системы заготовки, Смещение прецизионной сферы к переднему концу шпинделя L должно быть приблизительно 150 мм, а скорость вращения оси C' должна быть 360°/мин или согласована между продавцом и покупателем. Измерения должны проводиться в двух направлениях перемещения оси C' - по часовой стрелке и против. | ||
Диаграмма | ||
| ||
Допуск (подлежит согласованию между изготовителем и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |
Измерительные инструменты Проверочная оправка со сферическими концами и датчики линейного перемещения с плоскими концами, или комплект датчиков (например, R-тест), или шаровая линейка | ||
Наблюдения и ссылка на ISO 230-1 (подраздел 11.4) Перемещают оси A' и C' к 0°. Переместите ось Y на расстояние При использовании проверочной оправки со сферическими концами и датчиков линейного перемещения: - Подводят датчик линейного перемещения к сфере проверочной оправки и вращают шпиндель, чтобы найти среднее положение биения. Обнуляют датчик линейного перемещения. - Перемещают ось С' от 0° до 180° и одновременно ось А' от 90° до 0°. - Поворачивают ось С' с постоянной скоростью от 180° до 360° при повороте оси А' от 90° до 0°. Вращение осей А' и С' может быть ограничено возможными интерференциями с проверочной оправкой. - Записывают показания датчика линейного перемещения. - Записывают разницу между максимальным и минимальным значениями для a), b) и c). Расстояния Измерения a), b) и c) могут быть проведены одновременно с использованием трех датчиков линейного перемещения или комплекта датчиков, смонтированного на столе станка. См. в приложении D меры предосторожности при проведении испытаний и схему установки шаровой линейки. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. Так как держатель датчика линейного перемещения может подвергаться различным гравитационным силам (из-за различной ориентации поворотного стола), он должен быть достаточно неподвижным, чтобы минимизировать влияние на результаты испытаний. | ||
Приложение С
(обязательное)
Кинематические испытания для станков с поворотной шпиндельной головкой и/или поворотным столом
C.1 Конструкция и назначение станка
Станки, рассматриваемые в настоящем стандарте, можно классифицировать, основываясь на конструкции поступательных осей и поворотных осей. Компоновка описывается с использованием норм и правил расчета конструкций, чтобы последовательно соединить ось движения от стороны заготовки к стороне инструмента или наоборот. Названия осей движения приведены в ISO 841. В качестве примера нормы и правила расчета конструкции станка, показанного на рисунке С.1, можно описать как [w C X b Y Z A (C1) t] путем соединения осей движения от стороны заготовки к стороне инструмента. В этом описании стороны заготовки и инструмента различают по маркировке заготовки "w" и инструмента "t", а станины - "b"; буквой (C) обозначают ось шпинделя без ЧПУ для углового позиционирования.
|
1 - поворотный стол (ось C'); 2 - салазки стола (ось X'); 3 - станина; 4 - салазки стойки (ось Y); 5 - стойка; 6 - салазки хомута (ось Z); 7 - хомут; 8 - качающаяся шпиндельная головка (ось A); 9 - шпиндель [ось (С1)]
Рисунок С.1 - Пример типичного вертикального пятиосевого обрабатывающего центра с поворотной шпиндельной головкой и поворотным столом [w C' X' b Y Z A (C1) t]
Имеется также маркировка для обозначения конструкции обрабатывающего центра в виде короткого кода; эта маркировка делается в следующем порядке:
- пятиосевой обрабатывающий центр;
- номер этой стандартной серии;
- буква H для "горизонтальный" (с горизонтальным шпинделем) или V для "вертикальный" (с вертикальным шпинделем);
- компоновка узлов (сборочных единиц).
Пример - Маркировка обрабатывающего центра с вертикальным шпинделем, с поворотным столом (ось С'), перемещающимся вдоль оси Х, стойкой, перемещающейся вдоль оси Y, и поворотным ползуном шпиндельной бабки, перемещающимся вдоль оси Z (см. рисунок С.1):
Пятиосевой обрабатывающий центр ISO 10791 тип V [w C' X' b Y Z A (C1) t]
C.2 Кинематические испытания
C.2.1 Общие положения
Испытания, рассматриваемые в настоящем приложении, относятся, для стабильности информации, к конструкции станка, представленного на рисунке С.1, но они применимы ко всем конструкциям обрабатывающих центров с поворотной шпиндельной головкой и/или постоянно управляемым поворотным столом.
Примечание - Испытания, рассматриваемые в настоящем приложении, также применимы к обрабатывающим центрам с одним постоянным управляемым поворотным столом.
C.2.2 Перемещение с круговой интерполяцией с одновременным трехосевым управлением (СK1 и СK2)
Цель этих испытаний - проверить точность круговых траекторий, если движение круговой интерполяции двух линейных осей синхронизировано с вращением поворотной оси с постоянной скоростью, кроме фазы "пуск/останов" в начале/конце испытания.
C.2.3 Перемещение с круговой интерполяцией с одновременным пятиосевым управлением (СK3 и СK4)
Цель этих испытаний - проверить точность траекторий, когда три линейные оси и две оси вращения управляются одновременно с постоянной скоростью, сохраняя постоянную дистанцию между точкой на столе и точкой на шпинделе.
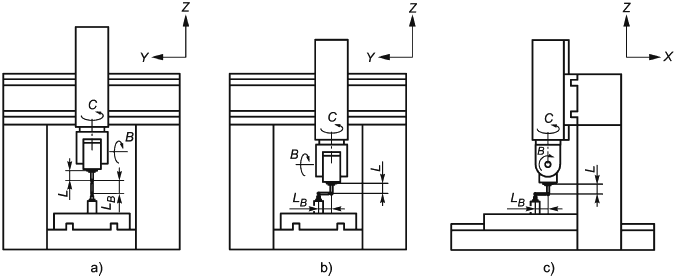
Объект и условия испытаний | СК1 | |
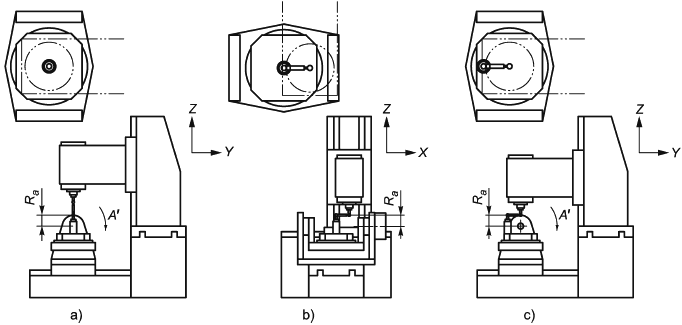
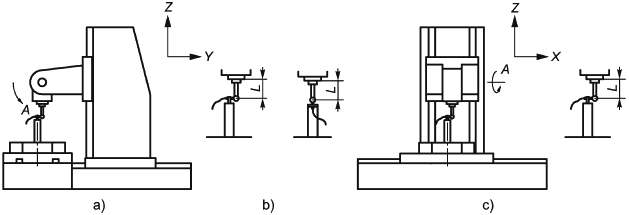
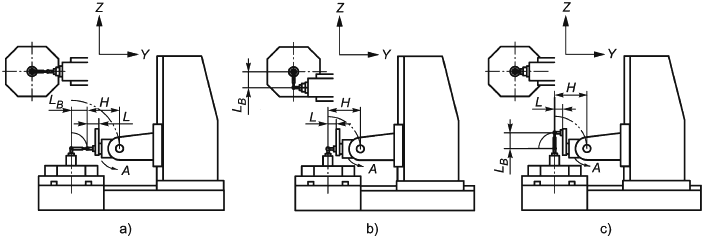
Проверка отклонений траектории центральной точки инструмента (идеально - фиксированной точки) при одновременной трехосевой интерполяции - двух линейных осей (Y и Z) и оси вращения (ось А). a) по направлению оси Y, b) по направлению оси Z, c) по направлению оси X, Смещение прецизионной сферы к переднему концу шпинделя (мерная лента) L должно быть приблизительно 150 мм, а скорость вращения оси А должна быть 360°/мин или согласована между производителем и покупателем. Угол вращения оси А должен быть выше максимального хода, ограниченного возможными интерференциями между оправкой и датчиком линейного перемещения. Измерения должны проводиться в направлении движения оси А по часовой стрелке и против нее. Примечание - Испытание с) можно выполнять как альтернативное испытанию на перпендикулярность между осью вращения А и плоскостью YZ, описанному в ISO 10791-1, ISO 10791-2 или ISO 10791-3. | ||
Диаграмма | ||
| ||
Примечание - В системе координат, показанной на каждой диаграмме, названия осей соответствуют горизонтальной конфигурации машины, в то время как те, что в скобках [например, (или Y)] соответствуют вертикальной конфигурации машины.
| ||
Допуск (подлежит согласованию между изготовителем и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |
Измерительные инструменты Проверочная оправка со сферическими концами и датчики линейного перемещения с плоскими концами, или комплект датчиков (например, R-тест), или шаровая линейка | ||
Наблюдения и ссылка на ISO 230-1 (пункт 11.3.5) Ось X в середине перемещения. Включают функцию TCP. Перемещают ось A к 0°. При использовании проверочной справки со сферическими концами и датчиков линейного перемещения: - Устанавливают датчик линейного перемещения так, чтобы он снимал показания с прецизионной сферы, и поворачивают шпиндель, чтобы найти среднее положение эксцентричности. Обнуляют датчик. - Перемещают ось А на -90° и считают показания датчика линейного перемещения. - Перемещают ось А на 0° и считают показания датчика линейного перемещения. - Записывают разницу между максимальным и минимальным значениями для a), b) и c). Смещение прецизионной сферы к переднему концу шпинделя L должно быть откалибровано и указано в отчете. Центр прецизионной сферы должен быть выровнен со средней линией шпинделя. Любое смещение влияет на результаты испытаний. Измерения a), b) и c) могут быть проведены одновременно с использованием трех датчиков линейного перемещения или комплекта датчиков, смонтированного на столе станка. См. в приложении D меры предосторожности при проведении испытаний и схему установки шаровой линейки. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | ||
Объект и условия испытаний | СК1 (альтернативное) | |
Проверка отклонений траектории центральной точки инструмента (идеально - круговой траектории) при одновременной трехосевой интерполяции - двух линейных осей (Y и Z) и оси вращения (ось А). Направление повышенной чувствительности измерения должно быть следующим: a) радиально к поворотной оси (ось А), b) параллельно поворотной оси (ось А), c) тангенциально вращению поворотной оси (ось А), Смещение шарика на стороне шпинделя к наконечнику шпинделя (мерная лента шпинделя) L должно равняться приблизительно 150 мм. Базовая длина шаровой измерительной рейки Угол вращения оси А должен быть выше максимального хода, ограниченного возможными интерференциями. Измерения должны проводиться в направлении движения оси В по часовой стрелке и против нее. Примечание - Испытание b) можно выполнять как альтернативное испытанию на перпендикулярность между осью вращения А и плоскостью YZ, описанному в ISO 10791-1, ISO 10791-2 или ISO 10791-3. | ||
Диаграмма | ||
| ||
Допуск (подлежит согласованию между изготовителем и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |
Измерительные инструменты Шаровая линейка или проверочная оправка со сферическими концами, или комплект датчиков (например, R-тест) | ||
Наблюдения и ссылка на ISO 230-1 (пункт 11.3.5) Шарик стороны шпинделя крепится на средней осевой линии шпинделя. Ось шаровой измерительной рейки должна располагаться радиально оси А для а), параллельно оси А для b) и тангенциально оси А для с). Движение круговой интерполяции управляется осями Y и Z во время вращения поворотной оси (ось А) шпиндельной головки. Включите функцию управления TCP. Для каждого испытания постоянно записывайте показания шаровой рейки (изменения ее длины) во время интерполированного перемещения. Укажите в отчете разницу между максимальным и минимальным значениями для a), b) и c). Длина образцовой меры Комплект датчиков (например, R-тест) можно также использовать, если датчики смонтированы на стороне шпинделя. В приложении D указаны меры предосторожности для шаровой рейки. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | ||
Объект и условия испытаний | СК2 | |
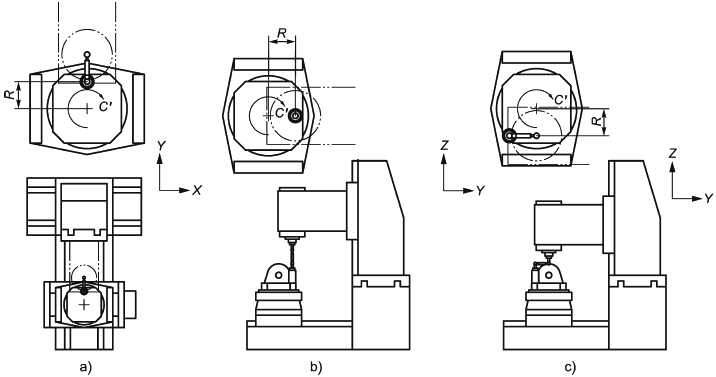
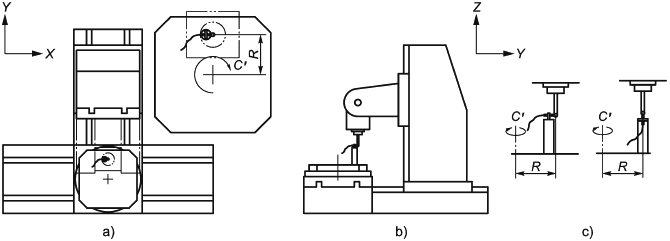
Проверка отклонений траектории центральной точки инструмента (идеально - фиксированной точки) при одновременной трехосевой интерполяции - двух линейных осей (X' и Y) и оси вращения (С'): a) тангенциально вращению поворотной оси (ось С), b) радиально к поворотной оси (ось С), c) параллельно поворотной оси (ось С), Скорость вращения оси С должна быть 360°/мин или согласована между изготовителем и покупателем. Угол вращения оси С должен быть выше 360°, где это применимо. Измерения должны проводиться в направлении движения оси C' по часовой стрелке и против нее. Примечание - Испытание с) можно выполнять как альтернативное испытанию на перпендикулярность между осью вращения C' и плоскостью XY, описанному в ISO 10791-1, ISO 10791-2 или ISO 10791-3. | ||
Диаграмма | ||
| ||
Допуск (подлежит согласованию между производителем и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |
Измерительные инструменты Проверочная оправка со сферическими концами и датчики линейного перемещения с плоскими концами, или комплект датчиков (например, R-тест), или шаровая линейка | ||
Наблюдения и ссылка на ISO 230-1 (пункт 11.3.5) Перемещают ось Y к центру поворотного стола, а ось X - на расстояние R от средней линии оси C. Перемещают оси A и C на 0°. Включите функцию TCP. При использовании проверочной оправки со сферическими концами и датчиков линейного перемещения с плоскими концами: - Подводят датчик линейного перемещения к прецизионной сфере и вращают шпиндель, чтобы найти среднее положение биения. - Обнуляют датчик против прецизионной сферы. - Вращают ось C до 360° и постоянно записывают показания датчика линейного перемещения. - Вращают ось C до 0° и записывают показания датчика линейного перемещения. - Указывают в отчете разницу между максимальным и минимальным значениями для a), b) и c). Расстояние R должно быть указано в отчете. Центр прецизионной сферы должен быть совмещен со средней линией шпиндельной оси. Любое отклонение от соосности влияет на результаты испытаний. Измерения a), b) и c) могут быть сделаны одновременно, с использованием трех датчиков или комплекта датчиков, смонтированного на столе. В приложении D указаны меры предосторожности для проведения испытаний. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | ||
Объект и условия испытаний | СК3 | |
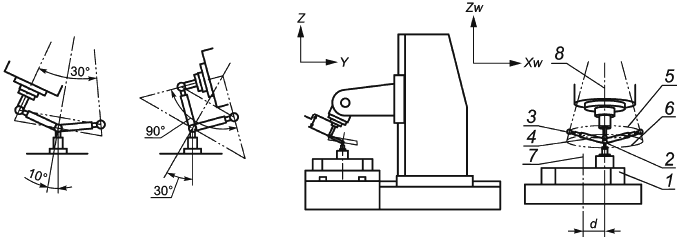
Проверка отклонений траектории центральной точки инструмента (идеально - конической круговой траектории) при одновременной пятиосевой интерполяции - трех линейных осей и двух осей вращения. Угол между базовой окружностью запрограммированного конуса и поверхностью стола и угол раствора запрограммированного конуса должны быть соответственно 10° и 30° или 30° и 90°. Сфера со стороны стола должна быть смонтирована с (минимальным) смещением d равным 10% диаметра размера поворотного стола от средней линии оси C'. Шаровая измерительная рейка должна быть установлена перпендикулярно к поверхности конуса. Диаметр круговой траектории должен составлять примерно 200 мм, а скорость периферической подачи должна быть 1000 мм/мин. Измерения должны проводиться в направлении движения оси C' по часовой стрелке и против нее. | ||
Диаграмма | ||
1 - поворотный стол; 2 - шарик боковой поверхности стола; 3 - шарик шпиндельной поверхности; 4 - шаровая линейка; 5 - траектория шарика шпиндельной поверхности; 6 - воображаемая траектория нижней границы конуса; 7 - средняя линия оси C'; 8 - ось запрограммированного конуса | ||
Допуск (подлежит согласованию между производителем и покупателем) - Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения - - | |
Измерительные инструменты Шаровая линейка | ||
Наблюдения и ссылка на ISO 230-1 (подраздел 11.4) Если диаметр отличается от указанных выше значений, скорость подачи должна быть отрегулирована в соответствии с ISO 230-4, приложение С. Помещают шарик шаровой линейки шпиндельной стороны на среднюю линию шпиндельной оси. Для каждого испытания записывают показания шаровой линейки (изменения ее длины) во время интерполированного перемещения. Записывают разницу между максимальным и минимальным значениями. Следует записать диаметр круговой траектории и смещение d. Смещение шарика шпиндельной стороны шаровой линейки к переднему концу шпинделя (мерная лента шпинделя) должно быть калибровано и внесено в отчет. Шарик шпиндельной стороны шаровой линейки должен быть соосным средней линии оси шпинделя. Любые смещения могут повлиять на результаты испытаний. В приложении D указаны меры предосторожности для проведения испытаний. Если возможно, в отчете должен быть представлен диапазон движений (трех линейных осей и двух осей вращения). Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | ||
Объект и условия испытаний | СК4 | |
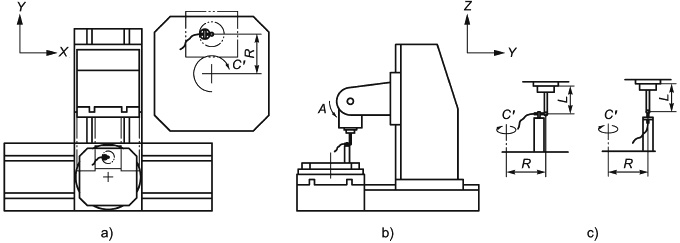
Проверка отклонений траектории центральной точки инструмента (идеально - фиксированной точки) при одновременной пятиосевой интерполяции - трех линейных осей и двух осей вращения: a) в направлении оси X координатной системы заготовки, b) в направлении оси Y координатной системы заготовки, c) в направлении оси Z координатной системы заготовки, Смещение прецизионной сферы к переднему концу шпинделя L должно быть приблизительно 150 мм, а скорость вращения оси C' должна быть 360°/мин или согласована между продавцом и покупателем. Измерения должны проводиться в двух направлениях перемещения оси C' - по часовой стрелке и против | ||
Диаграмма | ||
| ||
Допуск (подлежит согласованию между изготовителем и покупателем) а) b) c) Каждое значение для направления по часовой стрелке (CW) и против часовой стрелки (CCW) должно быть представлено | Измеренные отклонения а) b) c) | |
Измерительные инструменты Проверочная оправка со сферическими концами и датчики линейного перемещения с плоскими концами, или комплект датчиков (например, R-тест), или шаровая линейка | ||
Наблюдения и ссылка на ISO 230-1 (подраздел 11.4) Перемещают оси A' и C' к 0°. Перемещают ось Y на расстояние При использовании проверочной оправки со сферическими концами и датчиков линейного перемещения: - Подводят датчик линейного перемещения к сфере проверочной оправки и вращают шпиндель, чтобы найти среднее положение биения. Обнуляют датчик линейного перемещения. - Перемещают ось C' от 0° до 180° и одновременно ось А' от 90° до 0°. - Поворачивают ось C' с постоянной скоростью от 180° до 360° при повороте оси А' от 90° до 0°. - Записывают показания датчика линейного перемещения. - Записывают разницу между максимальным и минимальным значениями для a), b) и c). Вращение осей А' и С' может быть ограничено возможными интерференциями. Расстояние R и смещение прецизионной сферы к переднему концу шпинделя (мерная лента шпинделя) L должны быть калиброваны и указаны в отчете. Центр шарика со стороны шпинделя должен быть выровнен со средней линией шпиндельной оси. Любое смещение влияет на результаты испытаний. Измерения для a), b) и c) могут быть проведены также с использованием трех датчиков линейного перемещения или комплекта датчиков, если датчики смонтированы на стороне шпинделя. По возможности в отчете должен быть представлен диапазон движений (трех линейных осей и двух осей вращения). В приложении D указаны меры предосторожности и схема установки для шаровой рейки. Примечание - Рекомендуется представить результаты испытаний в графической форме, например аналогично рисунку D.5. | ||
Приложение D
(справочное)
Меры предосторожности при испытаниях для приложений А-С
D.1 Общие положения
В приложениях A-C рассматриваются испытания с использованием либо а) проверочной оправки со сферическими концами и датчика линейного перемещения с плоскими концами, либо b) проверочной оправки со сферическими концами и комплекта датчиков (например, испытание R), либо c) шаровой измерительной рейки. На результаты этих испытаний может повлиять настройка измерительных инструментов. Настоящее приложение дает меры предосторожности для проведения этого испытания с целью минимизировать влияние ошибок настройки.
D.2 Испытания с измерительной шариковой рейкой
D.2.1 Синхронизация прецизионных сфер
Во всех испытаниях по приложениям A-C, кроме АК1 (альтернативного), АК2 (альтернативного) и СК1 (альтернативного), прецизионная сфера шаровой измерительной рейки должна быть совмещена со средней линией оси шпинделя. Любое отклонение от соосности влияет на результаты испытаний.
Это центрирование (синхронизация) может быть выполнено с использованием зажимного приспособления, прикрепленного к шпинделю, чтобы точно отрегулировать положение сферы. См. рисунок D.1.
Альтернативно, когда испытуемая ось вращения находится не на стороне шпинделя (т.е. все испытания по приложению В и СК2), сначала измеряется положение центра сферы по отношению к средней линии оси шпинделя, а затем координатная система станка может быть переключена, чтобы аннулировать это. Положение центра сферы может быть измерено путем измерения эксцентричности в радиальном направлении вращения шпинделя с использованием датчика линейного перемещения.
Сфера с боковой поверхности стола должна быть размещена в таком положении, чтобы шаровая измерительная рейка была направлена в направлении повышенной чувствительности измерения, определенном для каждого испытания. Во всех испытаниях по приложениям А-C, кроме AK1 (альтернатива), AK2 (альтернатива) и CK1 (альтернатива), сфера с боковой поверхности стола не должна быть размещена точно. Это не влияет на результаты испытаний (эффект второго порядка).
|
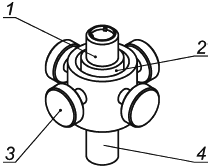
1 - магнитная муфта; 2 - магнитный держатель; 3 - винт; 4 - хвостовик патрона
Рисунок D.1 - Пример зажимного приспособления для центрирования сферы со стороны шпинделя
| |
а) Измерение позиции XY | b) Измерение позиции Z |
| |
c) Альтернативный способ измерения позиций X и Z с использованием шаровой измерительной рейки | |
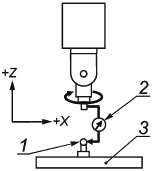
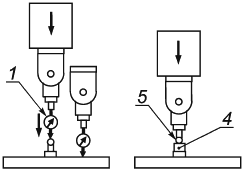
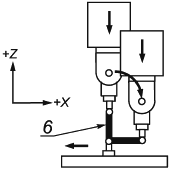
1 - прецизионная сфера на боковой поверхности стола; 2 - датчик линейного перемещения; 3 - стол; 4 - система установки длины стола; 5 - прецизионная сфера со стороны шпинделя; 6 - шаровая измерительная рейка
Рисунок D.2 - Процедура измерения с шариком на боковой поверхности стола
В AK1 (альтернатива), AK2 (альтернатива) и CK1 (альтернатива) сфера с боковой поверхности стола должна быть размещена в центре траектории сферы шпиндельной стороны в системе координат заготовки. Когда сфера с боковой поверхности стола размещается на столе станка, ее положение в системе координат станка измеряется при помощи датчика линейного перемещения и системы установки длины инструмента [см. рисунок D.2 a)] или шаровой измерительной рейки [см. рисунок D.2 b)]. Например, позиция Z сферы с боковой поверхности стола обычно калибруется следующим образом [рисунок D.2 c)]: сначала измеряется направление Z центра сферы с боковой поверхности стола с использованием датчика линейного перемещения, закрепленного на шпинделе. Затем сфера со стороны шпинделя устанавливается на шпиндель и позиция Z калибруется при помощи системы регулировки длины инструмента, установленной на столе. При условии, что высота системы регулировки длины инструмента (расстояние от сферы со стороны шпинделя до поверхности стола) предварительно калибрована, можно рассчитать позицию Z сферы с боковой поверхности стола.
В этих испытаниях положение сферы с шпиндельной стороны не влияет на результаты испытаний.
D.2.2 Программирование
Испытания AK1, AK2, AK4, BK1, BK2, BK4, CK1, CK2 и CK4 могут быть выполнены с использованием шаровой измерительной рейки или проверочной оправки со сферическим концом датчика(ов) линейного перемещения.
Оси вращения должны приводиться в движение, как определено в каждом испытании. Перемещение линейных осей должно быть запрограммировано таким образом, чтобы шаровая измерительная рейка была направлена, как определено в каждом испытании, для всего цикла испытаний.
|
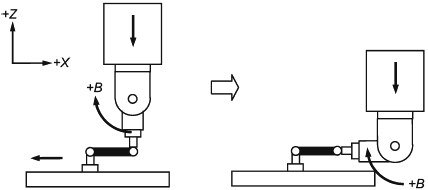
Рисунок D.3 - Испытания с использованием шаровой измерительной рейки для AK1 (направление X)
|
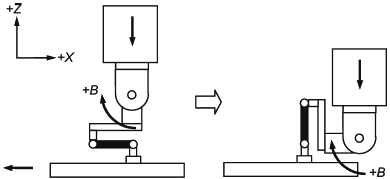
Рисунок D.4 - Испытания с использованием шаровой измерительной рейки для AK1 (альтернативное) (тангенциальное направление)
Например, в AK1 (направление X), траектории X и Z даны таким образом, что шаровая измерительная рейка всегда направлена примерно в направлении X. В AK1, AK2, AK4 и CK1 (т.е. измерения в направлениях X, Y и Z координатной системы станка), управляющая траектория для линейных осей точно такая же, как в случае с проверочной оправкой со сферическими концами и датчиком линейного перемещения. См. рисунок D.3 в качестве примера испытания с использованием шаровой измерительной рейки для AK1 (направление X).
В AK1 (альтернатива), AK2 (альтернатива), AK4 (альтернатива), BK1, BK2, BK4, CK1 (альтернатива), CK2 и CK4 (т.е. измерения в координатной системе, прикрепленной к оси вращения) управляющая траектория для линейных осей должна быть задана таким образом, чтобы шаровая измерительная рейка была направлена в тангенциальном, осевом и радиальном направлениях оси вращения. В этом случае управляющая траектория для линейных осей имеет больший радиус, чем в случае с проверочной оправкой со сферическими концами и датчиком линейного перемещения. См. рисунок D.4 в качестве примера испытания с использованием шаровой измерительной рейки для AK1 (альтернатива) (тангенциальное направление).
В AK1 (альтернатива), AK2 (альтернатива) и СK1 (альтернатива) сфера шаровой измерительной рейки с боковой стороны стола (т.е. стороны без оси вращения, представляющей интерес) должна быть размещена в том же положении, что и сфера в испытаниях AK1, AK2 и CK1. Например, в испытании c) (тангенциальном) AK1 (альтернатива), сфера с боковой стороны стола должна быть размещена в центре круговой траектории (т.е. на средней линии оси шпинделя). Необходимо крепежное устройство - такое, как изображено на диаграмме AK1 (альтернатива), чтобы отвести сферу шпиндельной стороны от средней линии оси шпинделя. Эти установки измеряют погрешность, тангенциальную вращению поворотной оси (ось В) в позиции сфера шаровой измерительной рейки с боковой стороны стола. Таким образом, ясно, что эти испытания в AK1 (альтернатива) могут быть кинематически эквивалентны испытаниям в AK1. Шаровая измерительная рейка должна быть установлена таким же образом для испытаний в BK1 и BK2.
Для удобства программирования включите функцию TCP. Функция TCP обеспечивает автоматическую координацию линейных осей по отношению к запрограммированному перемещению осей вращения.
Во всех испытаниях согласно приложениям A-C скорости подачи и перемещения линейных осей в координатной системе станка меняются согласно расстоянию от центра сферы до оси вращения. Чувствительность к перемещениям с угловой погрешностью и погрешностям оси вращения возрастает (так же, как чувствительность к погрешностям перемещения и ориентации линейной оси), если расстояние увеличивается.
D.2.3 Процедура испытаний
Во всех испытаниях согласно приложениям A-C должны быть калиброваны эталонная длина LB шаровой измерительной рейки и смещение прецизионной сферы на стороне шпинделя к переднему концу шпинделя (мерная лента шпинделя). Смещение прецизионной сферы на стороне шпинделя к переднему концу шпинделя (мерная лента шпинделя) обычно может быть калибровано при помощи системы настройки длины инструмента. Сначала исходный инструмент предварительно калиброванной длины (расстояние от переднего конца шпинделя (мерная лента шпинделя) до режущей кромки инструмента) прикрепляется к шпинделю, а его положение Z у режущей кромки инструмента калибруется c помощью системы настройки длины инструмента, установленной на столе. Затем прецизионная сфера крепится к шпинделю, а ее положение Z измеряется при помощи той же самой установки. Смещение прецизионной сферы к переднему концу шпинделя (мерная лента шпинделя) может быть подсчитано как разница измеренного положения Z, предварительно калиброванной длины исходного инструмента и предварительно калиброванного радиуса прецизионной сферы.
Во всех испытаниях согласно приложениям A-C две действительные траектории должны быть измерены последовательно в направлениях перемещения испытуемой оси вращения по часовой стрелке и против часовой стрелки.
D.2.4 Презентация результатов
Все данные измерений, соответствующие траектории, включая точки реверса и любые пики в начальной и конечной точках, должны использоваться при оценке результатов испытаний.
Предпочтительно представить результаты измерений в виде графиков в полярных координатах как критерии круговой сходимости в соответствии с ISO 230-4. Отклонение должно быть представлено графически с заданной угловой позицией оси вращения. Например, в BK2 оно представлено графически с заданной угловой позицией оси вращения С, при условии постоянной угловой скорости, за исключением фазы старта/окончания (см. рисунок D.5, например). Для презентации результатов пятиосевых перемещений заданная угловая позиция оси вращения С должна быть взята как база отсчета отклонений при угловых перемещениях.
Некоторые коммерческие программы для критерия круговой сходимости по умолчанию используют автоматическое центрирование, чтобы оценить отклонение от круглости. По возможности в начале испытаний показания рейки должны быть обнулены.
Разница между максимальным и минимальным значениями должна быть указана в отчете.
|
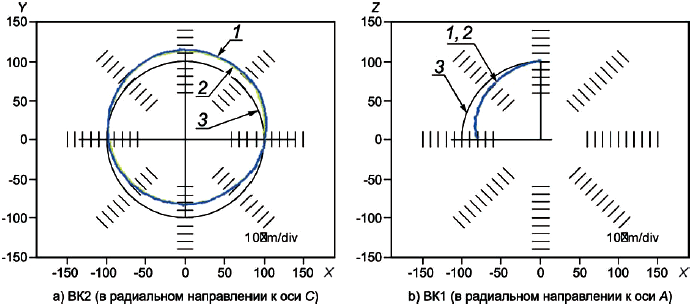
1 - измеренное смещение (по часовой стрелке); 2 - измеренное смещение (против часовой стрелки); 3 - эталонная круговая траектория; X - позиция в миллиметрах; Y - позиция в миллиметрах; Z - позиция в миллиметрах
Рисунок D.5 - Примеры презентации результатов для BK2
D.3 Испытания с оправкой со сферическими концами и датчиками линейного перемещения или с комплектом датчиков
D.3.1 Синхронизация прецизионных сфер
Оправка со сферическими концами может быть собрана на стороне инструмента или боковой стороне стола. Однако все испытания, кроме AK1 (альтернатива), AK2 (альтернатива) и СK1 (альтернатива), требуют, чтобы оправка со сферическими концами была собрана на стороне шпинделя. Центр сферы должен быть на одной линии со средней линией оси шпинделя. Смещение прецизионной сферы к переднему концу шпинделя (мерная лента шпинделя) должно быть калибровано.
Во всех испытаниях, кроме AK1 (альтернатива), AK2 (альтернатива) и СK1 (альтернатива), где оправка со сферическими концами собрана на стороне инструмента, перемещения с погрешностями в направлениях X, Y и Z измеряются в координатной системе заготовки. В AK1 (альтернатива), AK2 (альтернатива) и CK1 (альтернатива) направления повышенной чувствительности являются радиальными, параллельными и тангенциальными к оси вращения. Есть возможность геометрической конверсии одной в другую путем преобразования координат.
Некоторые коммерческие приборы для проведения R-теста допускают установку оправки со сферическими концами на стороне шпинделя (с комплектом датчиков на столе) либо на боковой стороне стола (с комплектом датчиков на шпинделе). Чтобы выполнить AK1 (альтернатива), AK2 (альтернатива) и CK1 (альтернатива), она должна быть смонтирована на боковой стороне стола. Положение сферы должно быть на одной линии с центром круговой траектории в координатной системе заготовки, в манере, аналогичной представленной в D.2.1.
Примечание - Процедура испытаний с оправкой со сферическими концами и датчиком линейного перемещения или комплектом датчиков (например, R-тест) может быть такой же, как процедура испытаний с шаровой измерительной рейкой, если используется то же смещение, тот же диаметр и та же скорость (см. D.2.2).
D.3.2 Процедура испытаний
Когда проверочная оправка со сферическими концами установлена на шпинделе, процедура общего испытания следующая: размещают сферу, как определено для каждого испытания. Устанавливают датчик линейного перемещения так, чтобы он снимал показания с прецизионной сферы, и поворачивают шпиндель, чтобы найти среднее положение эксцентричности. Обнуляют датчик линейного перемещения. Затем начинают испытание и записывают показания датчика линейного перемещения.
Во всех испытаниях по приложениям A-C две действительные траектории следует измерять последовательно в направлении перемещения испытуемой оси вращения по часовой стрелке и против часовой стрелки.
D.3.3 Презентация результатов
Все данные измерений, соответствующие действительной траектории, включая любые пики в начальной и конечной точках, а также в точках реверса, должны быть использованы при оценке результатов испытаний.
Предпочтительно представить результаты измерений в виде графиков в полярных координатах как критерии круговой сходимости в соответствии с ISO 230-4. Если это невозможно, допускается график X-Y с заданной угловой позицией оси вращения (см. рисунок D.6, например). Для презентации результатов пятиосевых перемещений номинальное положение оси С должно быть взято как база отсчета отклонений при угловых перемещениях.
Разница между максимальным и минимальным значениями должна быть указана в отчете.
|
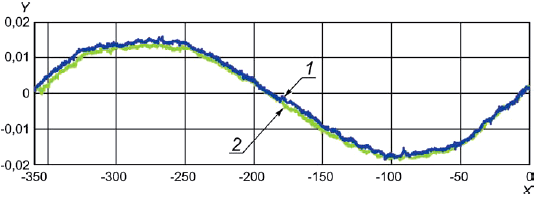
1 - по часовой стрелке; 2 - против часовой стрелки; X - угловое положение оси С в градусах; Y - смещение в миллиметрах
Рисунок D.6 - Пример презентации результатов для BK2
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-1:2012 | - | * |
ISO 230-4:2005 | IDT | ГОСТ ISO 230-4-2015 "Методика испытаний металлорежущих станков. Часть 4. Испытания на откпонения круговых траекторий для станков с ЧПУ" |
ISO 230-7 | - | * |
ISO 841:2001 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT- идентичный стандарт. | ||
Библиография
[1] | ISO 10791-1 | Test conditions for machining centres - Part 1: Geometric tests for machines with horizontal spindle and with accessory heads (horizontal Z-axis) (Условия испытаний обрабатывающих центров. Часть 1. Проверка геометрической точности станков с горизонтальным шпинделем и вспомогательными головками (горизонтальная ось Z)) |
УДК 621.9.02-434.5:006.354 | МКС 25.080.01 |
Ключевые слова: обрабатывающие центры, условия испытаний | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}