ГОСТ 928-74
Группа Л26
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ ИЗ ПЛАСТИЧЕСКИХ МАСС ДЛЯ ПРИБОРОВ ЗАЖИГАНИЯ
Технические условия
Plastic details for ignition devices. Specifications
ОКП 22 9217
Дата введения 1976-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 17.01.74 N 141 срок действия установлен с 01.01.76
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
Взамен ГОСТ 928-56
Издание (декабрь 2002 г.) с Изменениями N 1, 2, утвержденными в марте 1975 г., феврале 1980 г. (ИУС 3-75, 3-80).
Настоящий стандарт распространяется на детали из пластических масс, применяемые в приборах зажигания автомобильных, тракторных и мотоциклетных двигателей, работающие в условиях высокого напряжения.
Детали изготавливают прямым и литьевым прессованием из термореактивных прессовочных порошков (фенопластов).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Детали из пластических масс для приборов зажигания должны изготавливаться в соответствии с требованиями настоящего стандарта, по нормативно-технической документации и чертежам, утвержденным в установленном порядке.
1.2. Чертеж на каждую деталь должен входить в общую спецификацию чертежей на соответствующие приборы зажигания.
На чертеже детали должны быть указаны:
марка фенопласта;
размеры, подлежащие контролю и допуски на них;
места и способ нанесения маркировки;
чистота механической обработки;
обозначение настоящего стандарта.
1.3. Крышки восьмиискровых распределителей для приборов зажигания должны изготавливаться из фенопластов, прошедших предварительное испытание на искростойкость по методике и нормам, приведенным в приложении настоящего стандарта.
(Измененная редакция, Изм. N 1).
1.4. Арматура, применяемая для армирования деталей, по размерам, материалу и роду защитного покрытия должна соответствовать чертежам на детали, утвержденным в установленном порядке.
1.5. Детали должны иметь гладкую, блестящую поверхность без вздутий, трещин, пористости, расслоений, раковин.
Цвет и внешний вид детали должен соответствовать стандартному образцу, утвержденному в установленном порядке.
(Измененная редакция, Изм. N 2).
1.6. Детали должны выдерживать испытание на электрическую прочность эффективным напряжением 22 кВ.
1.7. Детали должны выдерживать испытание на поверхностный разряд эффективным напряжением 14 кВ.
1.8. Крышки восьмиискровых распределителей должны выдерживать испытание на искростойкость при работающем распределителе в течение 30 мин в условиях воздействия повышенной температуры и влажности.
(Измененная редакция, Изм. N 1).
1.9. Детали должны выдерживать испытание на стойкость к действию трансформаторного масла и бензина.
1.10. Детали должны выдерживать испытание на стойкость к изменению температуры от -60 до +130°С.
1.11. По общесоюзному классификатору промышленной и сельскохозяйственной продукции код ОКП для деталей должен соответствовать указанному в таблице.
Наименование изделия | Масса изделия, г | Код ОКП |
Крышка распределителя | 114 | 22 9217 001 |
То же | 92 | 22 9217 0022 |
" | 104 | 22 9217 0032 |
" | 73,2 | 22 9217 0042 |
" | 135,5 | 22 9217 0052 |
" | 102,0 | 22 9217 0062 |
" | 59,9 | 22 9217 0072 |
" | 70,0 | 22 9217 0082 |
" | 78,5 | 22 9217 0092 |
" | 57,4 | 22 9217 0102 |
Бегунок | 21,1 | 22 9217 0112 |
То же | 16,0 | 22 9217 0122 |
" | 15,0 | 22 9217 0132 |
" | 30,0 | 22 9217 0142 |
" | 12,3 | 22 9217 0152 |
" | 20,0 | 22 9217 0162 |
Муфта | 22 9217 0172 | |
Наконечник провода высокого напряжения | 2,8 | 22 9217 0182 |
То же | 3,5 | 22 9217 0192 |
" | 2,6 | 22 9217 0202 |
" | 3,8 | 22 9217 0212 |
Крышка катушки зажигания | 72,4 | 22 9217 0222 |
То же | 56,0 | 22 9217 0232 |
" | 59,3 | 22 9217 0242 |
" | 73,0 | 22 9217 0252 |
" | 53,2 | 22 9217 0262 |
" | 68,0 | 22 9217 0272 |
" | 53,0 | 22 9217 0282 |
Панель | 22 9217 0292 | |
Распределитель правого вращения | 22 9217 0302 | |
Вывод высокого напряжения | 13 | 22 9217 0312 |
То же | 9,5 | 22 9217 0322 |
Втулка | 22 9217 0332 | |
Панель вибратора | 22 9217 0342 | |
Корпус сопротивления | 22 9217 0352 |
(Введен дополнительно, Изм. N 2).
2. ПРАВИЛА ПРИЕМКИ
2.1. Детали должны поставляться партиями. Партией считают количество деталей одного типа и размера, сопровождаемых одним документом о качестве. Размер партии не должен быть более 50000 шт.
2.2. Проверке на соответствие деталей требованиям настоящего стандарта подвергают 0,1% деталей от партии, но не менее 20 шт. для определения размеров и показателя по п.1.5 и не менее 5 шт. - по пп.1.6-1.8. Определение показателей по пп.1.8-1.10 проводят периодически на пяти деталях не менее двух раз в год.
(Измененная редакция, Изм. N 1).
2.3. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание удвоенного количества изделий, взятых от той же партии. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Определение внешнего вида и размеров деталей
3.1.1. Внешний вид поверхности деталей определяют визуально, без применения увеличительных приборов, путем сравнения с образцом, утвержденным в установленном порядке.
3.1.2. Размеры изделий определяют мерительным инструментом, обеспечивающим точность в пределах допусков, указанных на чертеже, утвержденном в установленном порядке.
3.2. Определение электрической прочности деталей
Испытание на электрическую прочность проводят при помощи приспособлений, обеспечивающих приложение испытательного напряжения к участкам деталей, наиболее подверженных пробою при эксплуатации. Чертежи металлических приспособлений утверждают в установленном порядке. На чертежах деталей должны быть указаны участки приложения напряжения. Испытание проводят в трансформаторном масле (ГОСТ 982-80) при температуре от 15 до 25 °С и напряжении переменного тока частоты 50 Гц от источника тока мощностью не менее 2,5 кВ·А при плавном подъеме напряжения 1 кВ в течение 1 с от нуля до 22 кВ. Время действия эффективного испытательного напряжения 1 мин. Затем напряжение плавно снижают и сеть отключают.
(Измененная редакция, Изм. N 1, 2).
3.3. Определение стойкости деталей к поверхностному разряду
Испытание на стойкость к поверхностному разряду проводят при помощи приспособлений, обеспечивающих приложение испытательного напряжения к поверхности детали. Чертежи приспособлений утверждают в установленном порядке. На чертежах деталей должны быть указаны участки приложения напряжения. Испытание проводят в воздушной среде, при относительной влажности воздуха не более 80%, температуре от 15 до 25°С, напряжением переменного тока частоты 50 Гц от источника тока мощностью не менее 5 кВ·А. Испытание начинают при напряжении, близком к нулю, и постепенно повышают эффективное испытательное напряжение до 14 кВ со скоростью, допускающей возможность отсчета показаний вольтметра. Время действия испытательного напряжения 30 с. Затем напряжение плавно снижают и сеть отключают.
(Измененная редакция, Изм.N 2).
3.4. Определение искростойкости крышек распределителя
3.4.1. Количество деталей для испытания отбирают по п.2.2
3.4.2. Аппаратура
Искростойкость определяют на установке, принципиальная схема которой приведена на чертеже.
Комплект высоковольтных разрядников по ОСТ 37.003.073-85.
Термостат, рабочая камера которого имеет круговой обогрев с верхней границей нагрева 200±5°С и принудительную циркуляцию воздуха от вентилятора с крыльчаткой.
3.4.3. Проведение испытания
В термостат, нагретый до 95±5°С, ставят крышку распределителя, полностью заполненную водой по ГОСТ 2874-82*, и выдерживают ее при этой температуре 6 ч.
________________
* На территории Российской Федерации действует ГОСТ Р 51232-98.
По истечении 3 ч в крышку добавляют воду до первоначального уровня. Затем по окончании выдержки крышку вынимают из термостата, сливают из нее воду, энергичным встряхиванием удаляют оставшиеся капли воды и устанавливают на распределитель.
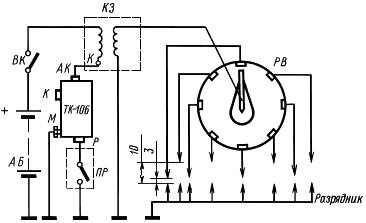
АБ - аккумуляторная батарея питания напряжением 12,2±0,2 В и электрическим зарядом не менее 120 А·ч; ВК - включатель; ТК-106 - транзисторный коммутатор с частотой искрообразования 300 Гц; КЗ - катушка зажигания типа Б 114; РВ - распределитель, установленный на стенде с устройством для закрепления его в рабочем положении и приводом, обеспечивающем его вращение со скоростью 700 об/мин; ПР - прерыватель; К, М, Р и АК - клеммы присоединений; 3 и 10 мм - расстояния между клеммами разрядников, установленными поочередно
Протирание внутренней поверхности крышки бумагой или тканью перед установкой на распределитель не допускается. На распределителе крышку испытывают в течение 30 мин.
Крышка считается выдержавшей испытание, если в процессе испытания не нарушалось искрообразование из-за прогара на внутренней поверхности крышки.
(Измененная редакция, Изм. N 1, 2).
3.5. Определение стойкости деталей к действию трансформаторного масла и бензина
В трансформаторное масло (ГОСТ 982-80) и бензин (ТУ 38.401-67-108-92*) помещают по пять деталей и выдерживают в течение 24 ч при температуре от 15 до 25°С. Затем детали извлекают, вытирают и сравнивают их внешний вид с образцом (п.3.1).
________________
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - .
Детали должны выдерживать испытание без повреждения поверхности (вспучивание, разбухание, трещины) и без изменения формы (коробление).
3.6. Определение стойкости деталей к изменению температуры
3.6.1. Количество деталей для испытания отбирают по п.2.2
3.6.2. Аппаратура
Камера холода с нижней границей температуры не выше минус 58±5°С;
термостат, описанный в п.3.4.2.
3.6.3. Проведение испытания
В рабочую камеру с температурой от 15 до 20°С помещают пять образцов, затем температуру равномерно снижают до минус 60°С.
При минус 60±5°С детали выдерживают в течение 3 ч, после чего их вынимают из камеры и 2 ч выдерживают при температуре от 15 до 20°С. Затем детали помещают в термостат, в котором в течение 60 мин равномерно повышают температуру до 130±5°С и также выдерживают 2 ч.
После термообработки детали вынимают из термостата, охлаждают до комнатной температуры и определяют внешний вид по п.3.1.
Детали должны выдерживать испытание без повреждения поверхности (вспучивание, разбухание, трещины) и без изменения формы (коробление).
(Измененная редакция, Изм. N 1).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Содержание маркировки, способ и место для ее нанесения указываются на чертеже изделия.
(Измененная редакция, Изм. N 1).
4.2. Детали упаковывают в деревянные ящики по ГОСТ 18573-86. Крупногабаритные детали (крышки распределителей, крышки бобин и т.п.) обертывают поштучно бумагой по ГОСТ 8273-75 и рядами укладывают в ящики. Между рядами прокладывают картон или упаковочный материал. Допускается упаковывать крупногабаритные детали в ящики из гофрированного картона по ГОСТ 22852-77, ГОСТ 13841-95 и ГОСТ 9481-2001 с индивидуальными ячейками для каждой детали.
Мелкие детали (бегунки, втулки и т.п.) упаковывают в ящики насыпью с применением упаковочного материала, предохраняющего изделия от загрязнения, влаги и механических повреждений. Масса брутто одного ящика не должна превышать 50 кг.
Допускается упаковка в специальную оборотную тару, согласованную между предприятием-изготовителем и предприятием-потребителем.
(Измененная редакция, Изм. N 2).
4.3. Каждый ящик должен снабжаться ярлыком с указанием:
а) наименования детали и номера ее по чертежу;
б) количества деталей;
в) номера партии и ящика;
г) номера упаковщика;
д) даты изготовления;
е) обозначение настоящего стандарта.
4.4. Маркировка транспортной тары - по ГОСТ 14192-96.
4.5. Каждая партия деталей должна сопровождаться документом, удостоверяющим качество продукции и содержащим:
а) наименование или товарный знак предприятия-изготовителя;
б) номер и дату выдачи документа о качестве;
в) номер партии;
г) размер партии;
д) дату изготовления;
е) наименование деталей или их номер по чертежу;
ж) показатели качества по проведенным испытаниям или подтверждение о соответствии партии деталей требованиям настоящего стандарта;
з) обозначение настоящего стандарта.
4.6. Детали транспортируются в крытых железнодорожных вагонах, автомашинах и контейнерах. При транспортировании ящики должны предохраняться от действия влаги, загрязнений и механических повреждений.
4.7. Детали должны храниться в закрытых складских помещениях с влажностью не более 80%.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Предприятие-изготовитель должно гарантировать соответствие всех выпускаемых деталей требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения, установленных стандартом.
5.2. Гарантийный срок хранения деталей - 1 год со дня изготовления.
По истечении указанного срока перед использованием детали должны быть проверены на соответствие требованиям настоящего стандарта.
5.3. Гарантийная наработка деталей - 5000 ч с момента ввода их в эксплуатацию.
ПРИЛОЖЕНИЕ
Обязательное
1. ОПРЕДЕЛЕНИЕ ИСКРОСТОЙКОСТИ ФЕНОПЛАСТА
1.1. Величина искростойкости фенопластов, применяемых для изготовления деталей приборов зажигания, должна быть не менее 400 разрядов при 20±5°С и 250 разрядов после нагрева при 100±5°С.
(Измененная редакция, Изм. N 1).
1.2. Образцы-диски диаметром 100±1 мм и толщиной 2,8±0,2 мм для испытания в количестве трех штук поставляются вместе с материалом предприятия-изготовителя.
(Измененная редакция, Изм. N 1, 2).
1.3. Аппаратура
Испытание на искростойкость проводят на частотно-искровом аппарате, обеспечивающем действие на поверхность образца периодических разрядов с изменяемой частотой.
Максимальная частота искрообразования аппарата - 1500 искр в минуту. Вольфрамовые электроды диаметром 4-5 мм должны иметь на рабочих концах заточку на конце с углом 20° при вершине их устанавливают под углом 45° к поверхности образца при расстоянии между вершинами конусов, равным 10 мм.
Предметный стол с диском расположен в рабочей камере.
Термостат, описанный в п.3.4.2 настоящего стандарта.
Камера влаги и тепла.
(Измененная редакция, Изм. N 1, 2).
1.4. Проведение испытания
1.4.1. Испытание диска при температуре 20°С
Перед испытанием образцы протирают капроновой тканью, смоченной спиртом (ГОСТ 18300-87) и выдерживают в эксикаторе или в камере старения при 20±5°С и относительной влажности 65-80% в течение 48 ч. Затем за края диск извлекают из камеры. После проверки положения электродов (расстояние, угол наклона к диску) на предметный стол устанавливают диск и осуществляют соприкосновение электродов с поверхностью диска. При этом оба электрода должны плотно соприкасаться с поверхностью образца. Закрывают дверцы измерительной камеры частотно-искрового аппарата, устанавливают электросчетчики на нулевое положение и включают высокое напряжение.
Испытание ведут при напряжении 2 кВ с частотой, возрастающей от 0 до 1200 искр в минуту до образования токопроводящего мостика, при котором установка автоматически отключается. Затем снимают показания электросчетчиков.
Каждый образец испытывают три раза, при этом образец-диск устанавливают так, чтобы электроды соприкасались с поверхностью диска в местах, удаленных от мест, подвергшихся испытанию на расстояние не менее 10 мм.
(Измененная редакция, Изм. N 1, 2).
1.4.2. Испытание диска после нагрева при температуре 100°С
Диск перед испытанием выдерживают в течение 1 ч в термошкафе при температуре 100±5°С. Затем извлекают диск из термошкафа и устанавливают на предметном столе в измерительной камере.
Порядок проведения испытаний такой же, как и при испытании диска при температуре 20°С.
Диски считаются выдержавшими испытания по пп.1.4.1 и 1.4.2, если показания электросчетчика до образования токопроводящего мостика будут более норм, приведенных в п.1.1 настоящего приложения.
За величину искростойкости при определенной температуре принимают среднее арифметическое показаний электросчетчиков, полученных при испытании трех дисков.
(Измененная редакция, Изм.N 1, 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2003
{kind=link}