ГОСТ 22704-77
Группа Л63
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УПЛОТНЕНИЯ ШЕВРОННЫЕ РЕЗИНО-ТКАНЕВЫЕ
ДЛЯ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ
Технические условия
Rubber-fabric chevron seals for hydraulic units.
Specifications
ОКП 25 3141
Срок действия с 01.01.79
до 01.01.94*
______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5-6, 1993 год). - Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
Г.С.Клитеник, канд. техн. наук; 3.Д.Орлов, канд. техн. наук; Г.С.Орлова, Л.Н.Бабич
2. УТВЕРЖДЕН и ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.09.77 N 2293
3. Срок проверки - 1992 г., периодичность проверки - 5 лет
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 9.030-74 | 4.4 |
ГОСТ 269-66 | 4.4 |
ГОСТ 270-75 | 4.4 |
ГОСТ 427-75 | Приложение 2 |
ГОСТ 1104-69 | 2.2 |
ГОСТ 2930-62 | 5.2 |
ГОСТ 6768-75 | 4.3 |
ГОСТ 8828-75 | 5.4 |
ГОСТ 9569-79 | 5.4 |
ГОСТ 11358-89 | Приложение 2 |
ГОСТ 14192-77 | 5.7 |
ГОСТ 15152-69 | 5.3 |
ГОСТ 16511-86 | 5.4 |
ГОСТ 18573-86 | 5.4 |
5. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР от 20.06.88 N 1908)
6. ПЕРЕИЗДАНИЕ (август 1990 г.) с Изменениями N 1, 2, 3, утвержденными в июле 1983 г., марте 1987 г., июле 1988 г. (ИУС 11-83, 6-87, 9-88).
Настоящий стандарт распространяется на шевронные резино-тканевые уплотнения для штоков и цилиндров гидравлических устройств диаметром до 2000 мм, работающих при давлении до 63 МПа со скоростью возвратно-поступательного движения до 3 м/с в среде минеральных масел, нефти, пресной и морской воды, водных эмульсий при температуре от минус 50 до плюс 100 °С (кратковременно до 120 °С).
Типовые конструкции уплотнений штоков и цилиндров указаны в приложении 1.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры комплекта уплотнения должны соответствовать указанным на черт.1 и табл.1.
Размер соответствует диаметру уплотняемого штока. Размер
соответствует диаметру уплотняемого цилиндра. Размер
указан при наибольших предельных размерах, входящих в комплект деталей без поджатия.
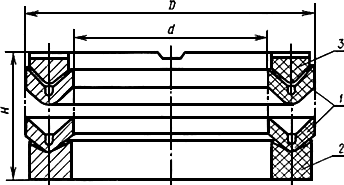
1 - шевронная манжета; 2 - нажимное кольцо; 3 - опорное кольцо
Черт.1
Таблица 1
мм
| ||||||||||
2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
8 | 20 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
10 | 20 | |||||||||
22 | ||||||||||
12 | 22 | |||||||||
24 | ||||||||||
13 | 25 | |||||||||
14 | 24 | |||||||||
26 | ||||||||||
15 | 25 | |||||||||
27 | ||||||||||
16 | 26 | |||||||||
28 | ||||||||||
18 | 28 | |||||||||
30 | ||||||||||
20 | 30 | |||||||||
32 | ||||||||||
35 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 | |
40 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
21 | 36 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
22 | 32 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
34 | ||||||||||
37 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 | |
42 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
24 | 36 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
25 | 37 | |||||||||
40 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 | |
45 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
26 | 36 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
28 | 40 | |||||||||
43 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 | |
48 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
30 | 42 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
45 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 | |
50 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
32 | 44 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
47 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 | |
52 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
33 | 45 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
35 | 47 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
50 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 | |
55 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
36 | 48 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
51 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 | |
56 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
38 | 50 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
40 | 52 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 |
55 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 | |
60 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
41 | 56 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
43 | 63 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
45 | 60 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
65 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
48 | 63 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
50 | 65 | |||||||||
70 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
55 | 70 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
75 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
56 | 71 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
76 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
60 | 75 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
80 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
85 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
63 | 78 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
83 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
65 | 80 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
85 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
90 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
70 | 85 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
95 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
70 | 90 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
75 | 90 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
95 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
100 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
80 | 95 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
100 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
105 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
85 | 100 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
105 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
110 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
90 | 105 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
110 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
115 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
95 | 110 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
115 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
120 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
100 | 115 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
120 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
125 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
105 | 125 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
135 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
110 | 125 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
130 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
135 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
140 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
115 | 135 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
140 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
120 | 140 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
145 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
150 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
125 | 140 | 19 | 22 | 26 | 29 | 33 | 37 | 40 | 44 | 47 |
145 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 | |
150 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
155 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
130 | 150 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
160 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
140 | 160 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
165 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
170 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
150 | 170 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
180 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
160 | 180 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
185 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
190 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
170 | 190 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
200 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
180 | 200 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
205 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
210 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
190 | 220 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
200 | 220 | 24 | 28 | 33 | 38 | 43 | 48 | 52 | 57 | 62 |
225 | 30 | 35 | 41 | 47 | 53 | 59 | 64 | 70 | 76 | |
230 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 | |
210 | 240 | |||||||||
220 | 250 | |||||||||
260 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
240 | 280 | |||||||||
250 | 280 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
290 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
260 | 300 | |||||||||
270 | 300 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
310 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
280 | 310 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
320 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
290 | 320 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
300 | 330 | |||||||||
340 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
320 | 350 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
320 | 360 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 |
330 | 360 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
340 | 380 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 |
360 | 390 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
400 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
370 | 400 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
380 | 420 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 |
400 | 430 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
440 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
410 | 450 | |||||||||
420 | 450 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
460 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
440 | 480 | |||||||||
450 | 480 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
490 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
460 | 500 | |||||||||
470 | 500 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
480 | 520 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 |
500 | 530 | 36 | 43 | 50 | 57 | 64 | 72 | 79 | 86 | 93 |
540 | 46 | 55 | 65 | 74 | 83 | 93 | 102 | 111 | 121 | |
520 | 560 | |||||||||
530 | 570 | |||||||||
560 | 600 | |||||||||
590 | 630 | |||||||||
600 | 640 | |||||||||
630 | 670 | |||||||||
670 | 710 | |||||||||
710 | 750 | |||||||||
750 | 800 | 58 | 70 | 82 | 93 | 105 | 116 | 128 | 140 | 151 |
800 | 850 | |||||||||
850 | 900 | |||||||||
900 | 950 | |||||||||
950 | 1000 | |||||||||
1000 | 1050 | |||||||||
1010 | 1060 | |||||||||
1060 | 1110 | |||||||||
1070 | 1120 | |||||||||
1120 | 1170 | |||||||||
1130 | 1180 | |||||||||
1180 | 1230 | |||||||||
1200 | 1250 | |||||||||
1250 | 1300 | |||||||||
1270 | 1320 | |||||||||
1320 | 1370 | |||||||||
1350 | 1400 | |||||||||
1400 | 1450 | |||||||||
1450 | 1500 | |||||||||
1500 | 1560 | 69 | 83 | 96 | 110 | 124 | 138 | 152 | 165 | 179 |
1540 | 1600 | |||||||||
1600 | 1660 | |||||||||
1700 | 1760 | |||||||||
1740 | 1800 | |||||||||
1800 | 1860 | |||||||||
1900 | 1960 | |||||||||
1940 | 2000 | |||||||||
2000 | 2060 | |||||||||
Примечания:
1. Размер - для справок.
2. Для машин и сборочных единиц, находящихся в эксплуатации, допускается применение уплотнений размерами, не предусмотренными табл.1, в соответствии с отраслевой нормативно-технической документацией.
(Измененная редакция, Изм. N 1, 3).
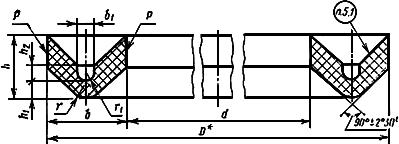
1.2. Конструкция и размеры шевронных манжет должны соответствовать указанным на черт.2 и табл.2.
_______________
* Размеры для справок.
** Размеры обеспечиваются инструментом.
- рабочая поверхность
Черт.2
Таблица 2
Размеры в мм
Масса справоч- | |||||||||||||||||
номин. | пред. | номин. | пред. | номин. | пред. | номин. | пред. | номин. | пред. | номин. | пред. | номин. | пред. | номин. | пред. | ||
8 | ±0,3 | 20 | 6,0 | +0,3 | 1,2 | +0,2 | 4,8 | +0,7 | 1,4 | +0,7 | 1,0 | ±0,2 | 1,8 | ±0,3 | 0,6 | ±0,1 | 1,0 |
10 | 5,0 | ±0,2 | 1,0 | ±0,2 | 4,5 | 1,6 | 0,9 | 1,20 | 0,50 | 0,9 | |||||||
12 | 22 | 1,0 | |||||||||||||||
14 | 24 | 1,1 | |||||||||||||||
15 | 25 | 1,2 | |||||||||||||||
16 | 26 | 1,2 | |||||||||||||||
18 | 28 | 1,3 | |||||||||||||||
20 | 30 | 1,5 | |||||||||||||||
22 | 32 | 1,6 | |||||||||||||||
26 | 36 | 1,8 | |||||||||||||||
10 | 22 | 6 | +0,3 | 1,2 | 4,8 | 1,4 | 1,0 | 1,80 | 0,60 | 1,1 | |||||||
12 | 24 | 1,3 | |||||||||||||||
13 | 25 | 1,3 | |||||||||||||||
14 | 26 | 1,4 | |||||||||||||||
16 | 28 | 1,5 | |||||||||||||||
18 | 30 | 1,7 | |||||||||||||||
20 | 32 | 1,8 | |||||||||||||||
25 | 37 | 2,2 | |||||||||||||||
28 | 40 | 2,4 | |||||||||||||||
32 | ±0,5 | 44 | 2,7 | ||||||||||||||
33 | 45 | 2,7 | |||||||||||||||
36 | 48 | 2,9 | |||||||||||||||
38 | 50 | 3,1 | |||||||||||||||
40 | 52 | 3,2 | |||||||||||||||
15 | ±0,3 | 27 | 1,6 | 1,4 | |||||||||||||
22 | 34 | 1,9 | |||||||||||||||
24 | 36 | 2,0 | |||||||||||||||
30 | ±0,5 | 42 | 2,6 | ||||||||||||||
35 | 47 | 2,8 | |||||||||||||||
20 | ±0,3 | 35 | 7,5 | 1,5 | 6,0 | +1,0 | 1,7 | +1,0 | 1,3 | 2,25 | 0,75 | 3,2 | |||||
21 | 36 | 3,4 | |||||||||||||||
25 | 40 | 3,8 | |||||||||||||||
30 | ±0,5 | 45 | 4,4 | ||||||||||||||
41 | 56 | 5,7 | |||||||||||||||
45 | 60 | 6,2 | |||||||||||||||
48 | 63 | 6,5 | |||||||||||||||
50 | 65 | 6,8 | |||||||||||||||
55 | 70 | 7,4 | |||||||||||||||
56 | ±0,7 | 71 | 7,5 | ||||||||||||||
63 | 78 | 8,3 | |||||||||||||||
65 | 80 | 8,5 | |||||||||||||||
70 | 85 | 9,1 | |||||||||||||||
75 | 90 | 9,7 | |||||||||||||||
80 | 95 | 10,4 | |||||||||||||||
85 | 100 | 10,9 | |||||||||||||||
90 | 105 | 11,5 | |||||||||||||||
95 | ±0,8 | 110 | 12,1 | ||||||||||||||
100 | 115 | 12,6 | |||||||||||||||
110 | 125 | 13,9 | |||||||||||||||
125 | 140 | 15,6 | |||||||||||||||
22 | ±0,3 | 37 | 3,5 | ||||||||||||||
28 | 43 | 4,2 | |||||||||||||||
32 | ±0,5 | 47 | 4,6 | ||||||||||||||
35 | 50 | 5,1 | |||||||||||||||
36 | 51 | 5,2 | |||||||||||||||
40 | 55 | 5,6 | |||||||||||||||
60 | ±0,7 | 75 | 7,9 | ||||||||||||||
20 | ±0,3 | 40 | 10,0 | 2,0 | 8,0 | 2,2 | 1,8 | 3,00 | 1,00 | 5,8 | |||||||
22 | 42 | 6,2 | |||||||||||||||
25 | 45 | 6,8 | |||||||||||||||
28 | ±0,5 | 48 | 7,4 | ||||||||||||||
30 | 50 | 7,8 | |||||||||||||||
32 | 52 | 8,2 | |||||||||||||||
35 | 55 | 8,7 | |||||||||||||||
36 | 56 | 8,9 | |||||||||||||||
40 | 60 | 9,7 | |||||||||||||||
43 | 63 | 10,3 | |||||||||||||||
45 | 65 | 10,7 | |||||||||||||||
50 | 70 | 11,6 | |||||||||||||||
55 | 75 | 12,6 | |||||||||||||||
56 | ±0,7 | 76 | 12,8 | ||||||||||||||
60 | 80 | 13,6 | |||||||||||||||
63 | 83 | 14,2 | |||||||||||||||
140 | ±0,8 | 160 | 30,0 | ||||||||||||||
160 | 180 | 34,0 | |||||||||||||||
180 | 200 | 38,0 | |||||||||||||||
200 | ±1,0 | 220 | 41,0 | ||||||||||||||
65 | ±0,7 | 85 | 14,5 | ||||||||||||||
75 | 95 | 16,4 | |||||||||||||||
85 | 105 | 18,4 | |||||||||||||||
95 | ±0,8 | 115 | 20,3 | ||||||||||||||
105 | 125 | 22,5 | |||||||||||||||
115 | 135 | 25,1 | |||||||||||||||
120 | 140 | 25,6 | |||||||||||||||
125 | 145 | 26,8 | |||||||||||||||
130 | 150 | 27,1 | |||||||||||||||
150 | 170 | 30,9 | |||||||||||||||
170 | 190 | 34,8 | |||||||||||||||
60 | ±0,7 | 85 | 12,5 | 2,5 | 10,0 | +1,5 | 2,8 | +1,5 | 2,2 | 3,75 | 1,25 | 22,0 | |||||
65 | 90 | 24,0 | |||||||||||||||
70 | 95 | 25,0 | |||||||||||||||
75 | 100 | 27,0 | |||||||||||||||
80 | ±0,7 | 105 | 28,0 | ||||||||||||||
85 | 110 | 30,0 | |||||||||||||||
90 | 115 | 31,0 | |||||||||||||||
95 | ±0,8 | 120 | 32,0 | ||||||||||||||
100 | 125 | 34,0 | |||||||||||||||
110 | ±0,8 | 135 | 37,4 | ||||||||||||||
115 | 140 | 39,0 | |||||||||||||||
120 | 145 | 40,0 | |||||||||||||||
125 | 150 | 42,5 | |||||||||||||||
140 | 165 | 47,5 | |||||||||||||||
160 | 185 | 52,1 | |||||||||||||||
180 | 205 | 58,2 | |||||||||||||||
200 | ±1,0 | 225 | 64,2 | ||||||||||||||
105 | ±0,8 | 135 | 15,0 | +0,5 | 3,0 | 12,0 | 3,3 | 2,7 | 4,50 | 1,50 | 46,0 | ||||||
110 | 140 | 51,0 | |||||||||||||||
120 | 150 | 55,0 | |||||||||||||||
125 | 155 | 57,0 | |||||||||||||||
130 | 160 | 59,0 | |||||||||||||||
140 | 170 | 63,0 | |||||||||||||||
150 | 180 | 67,0 | |||||||||||||||
160 | 190 | 71,0 | |||||||||||||||
170 | 200 | 75,0 | |||||||||||||||
180 | 210 | 79,0 | |||||||||||||||
190 | 220 | 83,0 | |||||||||||||||
200 | ±1,0 | 230 | 87,0 | ||||||||||||||
210 | 240 | 93,0 | |||||||||||||||
220 | 250 | 95,0 | |||||||||||||||
250 | 280 | 108,0 | |||||||||||||||
280 | 310 | 120,0 | |||||||||||||||
290 | 320 | 124,0 | |||||||||||||||
320 | 350 | 136,0 | |||||||||||||||
330 | 360 | 140,0 | |||||||||||||||
360 | 390 | 152,0 | |||||||||||||||
370 | 400 | 156,0 | |||||||||||||||
400 | 430 | 168,0 | |||||||||||||||
420 | 450 | 176,0 | |||||||||||||||
450 | 480 | 188,0 | |||||||||||||||
470 | 500 | 196,0 | |||||||||||||||
270 | 300 | 116,0 | |||||||||||||||
300 | 330 | 128,2 | |||||||||||||||
500 | ±1,5 | 530 | 209,0 | ||||||||||||||
220 | ±1,0 | 260 | 20,0 | 4,0 | ±0,3 | 16,0 | 4,3 | 3,7 | ±0,3 | 6,00 | ±0,5 | 2,00 | ±0,15 | 173,0 | |||
240 | 280 | 187,0 | |||||||||||||||
250 | 290 | 194,0 | |||||||||||||||
260 | 300 | 203,0 | |||||||||||||||
280 | 320 | 216,0 | |||||||||||||||
300 | 340 | 231,0 | |||||||||||||||
320 | 360 | 245,0 | |||||||||||||||
340 | 380 | 260,0 | |||||||||||||||
360 | 400 | 273,0 | |||||||||||||||
380 | 420 | 289,0 | |||||||||||||||
400 | 440 | 302,0 | |||||||||||||||
410 | 450 | 309,0 | |||||||||||||||
420 | 460 | 316,0 | |||||||||||||||
440 | 480 | 332,0 | |||||||||||||||
450 | 490 | 338,0 | |||||||||||||||
460 | 500 | 345,0 | |||||||||||||||
480 | 520 | 362,0 | |||||||||||||||
270 | 310 | 209,0 | |||||||||||||||
500 | ±1,5 | 540 | 374,0 | ||||||||||||||
520 | 560 | 388,0 | |||||||||||||||
530 | 570 | 396,0 | |||||||||||||||
560 | 600 | 417,0 | |||||||||||||||
590 | 630 | 438,0 | |||||||||||||||
600 | 640 | 447,0 | |||||||||||||||
630 | 670 | 467,0 | |||||||||||||||
670 | 710 | 496,0 | |||||||||||||||
710 | 750 | 525,0 | |||||||||||||||
750 | 800 | 25,0 | +0,8 | 5,0 | 20,0 | +2,0 | 5,3 | +2,0 | 4,7 | 7,5 | 2,50 | 870,0 | |||||
800 | 850 | 926,0 | |||||||||||||||
850 | 900 | 983,0 | |||||||||||||||
900 | 950 | 1039,0 | |||||||||||||||
950 | 1000 | 1095,0 | |||||||||||||||
1000 | 1050 | 1151,0 | |||||||||||||||
1010 | 1060 | 1180,0 | |||||||||||||||
1060 | 1110 | 1218,0 | |||||||||||||||
1070 | 1120 | 1230,0 | |||||||||||||||
1120 | 1170 | 1286,0 | |||||||||||||||
1130 | 1180 | 1317,0 | |||||||||||||||
1180 | 1230 | 1353,0 | |||||||||||||||
1200 | 1250 | 1376,0 | |||||||||||||||
1250 | 1300 | 1432,0 | |||||||||||||||
1270 | 1320 | 1473,0 | |||||||||||||||
1320 | 1370 | 1510,0 | |||||||||||||||
1350 | 1400 | 1544,0 | |||||||||||||||
1400 | 1450 | 1600,0 | |||||||||||||||
1450 | 1500 | 1660,0 | |||||||||||||||
1500 | ±2,0 | 1560 | 30,0 | 6,0 | 24,0 | 6,3 | 5,7 | 9,0 | 3,00 | 2201,0 | |||||||
1540 | 1600 | 2519,0 | |||||||||||||||
1600 | 1660 | 2615,0 | |||||||||||||||
1700 | 1760 | 2630,0 | |||||||||||||||
1740 | 1800 | 2840,0 | |||||||||||||||
1800 | 1860 | 2936,0 | |||||||||||||||
1900 | 1960 | 3010,0 | |||||||||||||||
1940 | 2000 | 3161,0 | |||||||||||||||
2000 | 2060 | 3257,0 | |||||||||||||||
70 | ±0,7 | 90 | 10,0 | +0,3 | 2,0 | +0,2 | 8,0 | +1,0 | 2,2 | +0,5 | 1,8 | ±0,2 | 3,0 | ±0,3 | 1,0 | ±0,1 | 15,8 |
80 | 100 | 18,1 | |||||||||||||||
90 | 110 | 20,4 | |||||||||||||||
100 | ±0,8 | 120 | 21,4 | ||||||||||||||
110 | 130 | 23,6 | |||||||||||||||
Примечания:
1. При расчете массы плотность материала принята 1,3·10 кг/м
.
2. Допускается по согласованию изготовителя с потребителем пересмотр нижнего и верхнего пределов отклонений при условии сохранения поля предельных отклонений.
Пример условного обозначения манжеты 180 мм и
200 мм из резины группы 2:
М 180х200-2 ГОСТ 22704-77
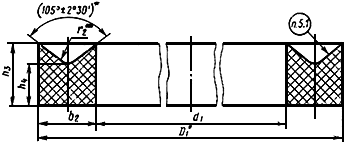
1.3. Конструкция и размеры нажимных колец должны соответствовать указанным на черт.3 и табл.3.
_______________
* Размер для справок.
** Размеры обеспечиваются инструментом.
Черт.3
Таблица 3
Размеры в мм
Диаметры уплотняемых деталей |
| Масса спра- | ||||||||||
штока | цилиндра | номин. | пред. | номин. | пред. | номин. | пред. | номин. | пред. | |||
8 | 20 | 8,3 | ±0,3 | 19,7 | 5,7 | ±0,2 | 6,2 | +0,7 | 4,2 | +0,7 | 0,60 | 2,1 |
10 | 10,3 | 1,6 | ||||||||||
12 | (22) | 12,3 | 21,7 | 4,7 | 5,8 | 0,50 | 1,8 | |||||
14 | (24) | 14,3 | 23,7 | 2,1 | ||||||||
(15) | 25 | 15,3 | 24,7 | 2,2 | ||||||||
16 | (26) | 16,3 | 25,7 | 2,3 | ||||||||
18 | (28) | 18,3 | 27,7 | 2,5 | ||||||||
20 | (30) | 20,3 | 29,7 | 2,7 | ||||||||
22 | 32 | 22,3 | 31,7 | 2,9 | ||||||||
(26) | 36 | 26,3 | 35,7 | 3,4 | ||||||||
10 | (22) | 10,3 | 21,7 | 5,7 | +0,3 | 6,2 | 0,60 | 2,2 | ||||
12 | (24) | 12,3 | 23,7 | 2,4 | ||||||||
(13) | 25 | 13,3 | 24,7 | 2,4 | ||||||||
14 | (26) | 14,3 | 25,7 | 2,7 | ||||||||
15 | 27 | 15,3 | 26,7 | 2,8 | ||||||||
16 | (28) | 16,3 | 27,7 | 3,0 | ||||||||
18 | (30) | 18,3 | 29,7 | 3,3 | ||||||||
20 | (32) | 20,3 | 31,7 | 3,5 | ||||||||
22 | 34 | 22,3 | 33,7 | 3,8 | ||||||||
24 | 36 | 24,3 | 35,7 | 4,0 | ||||||||
25 | (37) | 25,3 | 36,7 | 4,3 | ||||||||
28 | 40 | 28,3 | 39,7 | 4,6 | ||||||||
30 | 42 | 30,5 | ±0,5 | 41,5 | 5,5 | 6,1 | 4,8 | |||||
32 | (44) | 32,5 | 43,5 | +0,5 | 5,5 | |||||||
(33) | 45 | 33,5 | 44,5 | 5,5 | ||||||||
35 | 47 | 35,5 | 46,5 | +0,7 | 5,5 | |||||||
36 | (48) | 36,5 | 47,5 | 5,7 | ||||||||
(38) | 50 | 38,5 | 49,5 | 6,0 | ||||||||
40 | (52) | 40,5 | 51,5 | 6,2 | ||||||||
20 | (35) | 20,3 | ±0,3 | 34,7 | 7,2 | 7,7 | +1,2 | 5,2 | +1,2 | 0,75 | 6,1 | |
(21) | 36 | 21,3 | 35,7 | 6,3 | ||||||||
22 | 37 | 22,3 | 36,7 | 6,5 | ||||||||
25 | 40 | 25,3 | 39,7 | 7,1 | ||||||||
28 | 43 | 28,3 | 42,7 | 7,4 | ||||||||
(30) | 45 | 30,5 | ±0,5 | 44,5 | 7,0 | 7,6 | 8,3 | |||||
32 | 47 | 32,5 | 46,5 | 8,7 | ||||||||
35 | 50 | 35,5 | 49,5 | 9,7 | ||||||||
36 | 51 | 36,5 | 50,5 | 9,9 | ||||||||
40 | 55 | 40,5 | 54,5 | 10,5 | ||||||||
(41) | 56 | 41,5 | 55,5 | 10,8 | ||||||||
45 | (60) | 45,5 | 59,5 | 11,7 | ||||||||
(48) | 63 | 48,5 | 62,5 | 12,3 | ||||||||
50 | (65) | 50,5 | 64,5 | 12,8 | ||||||||
(55) | 70 | 55,5 | 69,5 | 13,9 | ||||||||
56 | (71) | 56,7 | ±0,7 | 70,3 | 6,8 | 14,1 | ||||||
60 | 75 | 60,7 | 74,3 | 15,0 | ||||||||
63 | (78) | 63,7 | 77,3 | 15,7 | ||||||||
(65) | 80 | 65,7 | 79,3 | 16,1 | ||||||||
70 | (85) | 70,7 | 84,3 | 17,2 | ||||||||
65 | 85 | 65,7 | 84,3 | 9,3 | 10,1 | 6,8 | 1,0 | 28,8 | ||||
70 | 90 | 70,7 | 89,3 | 30,0 | ||||||||
(75) | 90 | 75,7 | 89,3 | 6,8 | 7,6 | 5,2 | 0,75 | 18,3 | ||||
80 | (95) | 80,7 | 94,3 | 19,4 | ||||||||
75 | 95 | 75,7 | 94,3 | 9,3 | 10,1 | 6,8 | 1,00 | 32,7 | ||||
80 | 100 | 80,7 | 99,3 | 33,0 | ||||||||
85 | 105 | 85,7 | 104,3 | 36,5 | ||||||||
(85) | 100 | 85,7 | 99,3 | 6,8 | 7,6 | 5,2 | 0,75 | 21,0 | ||||
90 | (105) | 90,7 | 104,3 | 22,0 | ||||||||
110 | 109,3 | 9,2 | 10,1 | 6,8 | 1,0 | 37,0 | ||||||
95 | 115 | 95,8 | ±0,8 | 114,2 | 10,0 | 40,3 | ||||||
(95) | 110 | 95,8 | 109,2 | 6,7 | 7,6 | 23,0 | ||||||
100 | (115) | 100,8 | 114,2 | 7,5 | 24,0 | |||||||
100 | (120) | 100,8 | 119,2 | 9,2 | 10,0 | 5,2 | 0,75 | 40,0 | ||||
105 | 125 | 105,8 | 124,2 | 6,8 | 1,0 | 44,2 | ||||||
110 | 125 | 110,8 | 124,2 | 6,7 | 7,5 | 27,0 | ||||||
110 | (130) | 110,8 | 129,2 | 9,2 | 10,0 | 44,0 | ||||||
115 | 135 | 115,8 | 134,2 | 48,0 | ||||||||
120 | 140 | 120,8 | 139,2 | 50,5 | ||||||||
125 | 145 | 125,8 | 144,2 | 52,7 | ||||||||
125 | 140 | 125,8 | 139,2 | 6,7 | 7,5 | 5,2 | 0,75 | 30,0 | ||||
20 | 40 | 20,3 | ±0,3 | 39,7 | 9,7 | 10,2 | 6,8 | 1,00 | 11,4 | |||
22 | (42) | 22,3 | 41,7 | 12,2 | ||||||||
25 | 45 | 25,3 | 44,7 | 13,3 | ||||||||
28 | (48) | 28,3 | 47,7 | 14,5 | ||||||||
(30) | 50 | 30,5 | ±0,5 | 49,5 | 9,5 | 15,3 | ||||||
32 | (52) | 32,5 | 51,5 | 16,0 | ||||||||
(35) | (55) | 35,5 | 54,5 | 17,2 | ||||||||
36 | 56 | 36,5 | 55,5 | 17,5 | ||||||||
40 | (60) | 40,5 | 59,5 | 19,0 | ||||||||
(43) | 63 | 43,5 | 62,5 | 21,0 | ||||||||
45 | (65) | 45,5 | 64,5 | 22,0 | ||||||||
50 | 70 | 50,5 | 69,5 | 23,0 | ||||||||
(55) | (75) | 55,5 | 74,5 | 25,0 | ||||||||
56 | (76) | 56,7 | ±0,7 | 75,3 | 9,3 | 10,1 | 26,0 | |||||
(60) | 80 | 60,7 | 79,3 | 27,0 | ||||||||
63 | (83) | 63,7 | 82,3 | 28,0 | ||||||||
130 | 150 | 130,8 | ±0,8 | 149,2 | 9,2 | 10,0 | 53,6 | |||||
140 | 160 | 140,8 | 159,2 | 59,0 | ||||||||
150 | 170 | 150,8 | 169,2 | 61,4 | ||||||||
160 | 180 | 160,8 | 179,2 | 63,0 | ||||||||
170 | 190 | 170,8 | 189,2 | 69,0 | ||||||||
180 | 200 | 180,8 | 199,2 | 73,0 | ||||||||
200 | 220 | 201 | ±1 | 219,0 | 9,0 | 80,0 | ||||||
(60) | (85) | 60,7 | ±0,7 | 84,3 | 11,8 | 12,6 | 8,4 | 1,25 | 41,0 | |||
(65) | 90 | 65,7 | 89,3 | 44,0 | ||||||||
70 | (95) | 70,7 | 94,3 | 46,0 | ||||||||
(75) | 100 | 75,7 | 99,3 | 49,0 | ||||||||
80 | (105) | 80,7 | 104,3 | 52,0 | ||||||||
(85) | 110 | 85,7 | 109,3 | 55,0 | ||||||||
90 | (115) | 90,7 | 114,3 | 58,0 | ||||||||
(95) | (120) | 95,8 | ±0,8 | 119,2 | 11,7 | 12,5 | 61,0 | |||||
100 | 125 | 100,8 | 124,2 | 63,0 | ||||||||
110 | 135 | 110,8 | 134,2 | 69,2 | ||||||||
115 | 140 | 115,8 | 139,2 | 72,5 | ||||||||
120 | 145 | 120,8 | 144,2 | 74,2 | ||||||||
125 | 150 | 125,8 | 149,2 | 78,7 | ||||||||
140 | 165 | 140,8 | 164,2 | 88,0 | ||||||||
160 | 185 | 160,8 | 184,2 | 96,5 | ||||||||
180 | 205 | 180,8 | 204,2 | 108,0 | ||||||||
200 | 225 | 201,0 | 224,0 | 11,5 | 116,5 | |||||||
(105) | (135) | 105,8 | 134,2 | 14,2 | +0,5 | 15,4 | +2,0 | 10,4 | +1,2 | 1,50 | 95,0 | |
110 | 140 | 110,8 | 139,2 | +2,0 | 107,0 | |||||||
(120) | (150) | 120,8 | 149,2 | 115,0 | ||||||||
125 | (155) | 125,8 | 154,2 | 120,0 | ||||||||
(130) | 160 | 130,8 | 159,2 | 124,0 | ||||||||
140 | (170) | 140,8 | 169,2 | 133,0 | ||||||||
(150) | 180 | 150,8 | 179,2 | 142,0 | ||||||||
160 | (190) | 160,8 | 189,2 | 150,0 | ||||||||
(170) | 200 | 170,8 | 199,2 | 159,0 | ||||||||
180 | (210) | 180,8 | 209,2 | 167,0 | ||||||||
(190) | 220 | 190,8 | 219,2 | 176,0 | ||||||||
200 | (230) | 201,0 | ±1,0 | 229,0 | 14,0 | 15,3 | 184,0 | |||||
(210) | (240) | 211,0 | 239,0 | 192,0 | ||||||||
220 | 250 | 221,0 | 249,0 | 201,0 | ||||||||
250 | 280 | 251,0 | 279,0 | 227,0 | ||||||||
270 | 300 | 271,0 | 299,0 | 244,0 | ||||||||
280 | (310) | 281,0 | 309,0 | 252,0 | ||||||||
(290) | 320 | 291,0 | 319,0 | 261,0 | ||||||||
300 | 330 | 301,0 | 329,0 | 270,0 | ||||||||
320 | (350) | 321,0 | 349,0 | 287,0 | ||||||||
(330) | 360 | 331,0 | 359,0 | 296,0 | ||||||||
360 | (390) | 361,0 | 389,0 | 321,0 | ||||||||
(370) | 400 | 371,0 | 399,0 | 330,0 | ||||||||
400 | (430) | 401,0 | 429,0 | 356,0 | ||||||||
(420) | 450 | 421,0 | 449,0 | 372,0 | ||||||||
450 | (480) | 451,0 | 479,0 | 398,0 | ||||||||
(470) | 500 | 471,0 | 499,0 | 415,0 | ||||||||
500 | (530) | 501,0 | 529,0 | 441,0 | ||||||||
220 | (260) | 221,0 | 259,0 | 19,0 | 20,3 | 13,6 | 2,00 | 341,0 | ||||
(240) | 280 | 241,0 | 279,0 | 369,0 | ||||||||
250 | (290) | 251,0 | 289,0 | 374,0 | ||||||||
(260) | (300) | 261,0 | 299,0 | 417,0 | ||||||||
270 | 310 | 271,0 | 309,0 | 412,0 | ||||||||
280 | 320 | 281,0 | 319,0 | 426,0 | ||||||||
(300) | (340) | 301,0 | 339,0 | 477,0 | ||||||||
320 | 360 | 321,0 | 359,0 | 482,0 | ||||||||
(340) | (380) | 341,0 | 379,0 | 535,0 | ||||||||
360 | 400 | 361,0 | 399,0 | 540,0 | ||||||||
(380) | (420) | 381,0 | 419,0 | 593,0 | ||||||||
400 | (440) | 401,0 | 439,0 | 597,0 | ||||||||
(410) | 450 | 411,0 | 449,0 | 611,0 | ||||||||
(420) | (460) | 421,0 | 459,0 | 625,0 | ||||||||
(440) | (480) | 441,0 | 479,0 | 655,0 | ||||||||
450 | (490) | 451,0 | 489,0 | 667,0 | ||||||||
(460) | 500 | 461,0 | 499,0 | 690,0 | ||||||||
(480) | (520) | 481,0 | 519,0 | 720,0 | ||||||||
500 | (540) | 501,0 | 539,0 | 737,0 | ||||||||
(520) | 560 | 521,0 | 559,0 | 766,0 | ||||||||
(530) | (570) | 531,0 | 569,0 | 810,0 | ||||||||
560 | (600) | 561,0 | 599,0 | 823,0 | ||||||||
(590) | 630 | 591,0 | 629,0 | 865,0 | ||||||||
(600) | (640) | 601,0 | 639,0 | 913,0 | ||||||||
630 | (670) | 631,0 | 669,0 | 922,0 | ||||||||
(670) | 710 | 671,0 | 709,0 | 979,0 | ||||||||
710 | (750) | 711,0 | 749,0 | 1038,0 | ||||||||
(750) | 800 | 751,0 | ±1,2 | 799,0 | 24,0 | +0,8 | 25,3 | +2,0 | 16,8 | +2,0 | 2,50 | 1730,0 |
800 | (850) | 801,0 | 849,0 | 1840,0 | ||||||||
(850) | 900 | 851,0 | 899,0 | 1951,0 | ||||||||
900 | (950) | 901,0 | 949,0 | 2043,0 | ||||||||
(950) | 1000 | 951,0 | 999,0 | 2155,0 | ||||||||
1000 | (1050) | 1001,0 | 1049,0 | 2365,0 | ||||||||
(1010) | (1060) | 1011,0 | 1059,0 | 2410,0 | ||||||||
(1060) | (1110) | 1061,0 | 1109,0 | 2485,0 | ||||||||
(1070) | 1120 | 1071,0 | 1119,0 | 2420,0 | ||||||||
1120 | (1170) | 1121,0 | 1169,0 | 2505,0 | ||||||||
(1130) | (1180) | 1131,0 | 1179,0 | 2580,0 | ||||||||
(1180) | (1230) | 1181,0 | 1229,0 | 2660,0 | ||||||||
(1200) | 1250 | 1201,0 | 1249,0 | 2705,0 | ||||||||
1250 | (1300) | 1251,0 | 1299,0 | 2815,0 | ||||||||
(1270) | (1320) | 1271,0 | 1319,0 | 2910,0 | ||||||||
(1320) | (1370) | 1321,0 | 1369,0 | 2970,0 | ||||||||
(1350) | 1400 | 1351,0 | 1399,0 | 3040,0 | ||||||||
1400 | (1450) | 1401,0 | 1449,0 | 3145,0 | ||||||||
(1450) | (1500) | 1451,0 | 1499,0 | 3260,0 | ||||||||
(1500) | (1560) | 1501,0 | ±1,5 | 1559,0 | 29,0 | 30,6 | 20,2 | 3,00 | 4940,0 | |||
(1540) | 1600 | 1541,0 | 1599,0 | 5040,0 | ||||||||
1600 | (1660) | 1601,0 | 1659,0 | 5220,0 | ||||||||
(1700) | (1760) | 1701,0 | 1759,0 | 5560,0 | ||||||||
(1740) | 1800 | 1741,0 | 1799,0 | 5680,0 | ||||||||
1800 | (1860) | 1801,0 | 1859,0 | 5870,0 | ||||||||
(1900) | (1960) | 1901,0 | 1959,0 | 6072,0 | ||||||||
(1940) | 2000 | 1941,0 | 1999,0 | 6320,0 | ||||||||
2000 | (2060) | 2001,0 | 2059,0 | 6510,0 | ||||||||
Примечания:
1. При расчете массы плотность материала принята 1,3·10 кг/м
.
2. Допускается по согласованию изготовителя с потребителем пересмотр нижнего и верхнего пределов отклонений при условии сохранения поля предельных отклонений.
Пример условного обозначения нажимного кольца 180 мм и
200 мм из резины группы 2:
KH 180х2
00-2 ГОСТ 22704-77
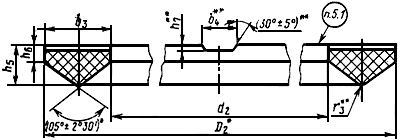
1.4. Конструкция и размеры опорных колец должны соответствовать указанным на черт.4 и табл.4.
_______________
* Размер для справок.
** Размеры обеспечиваются инструментом.
Черт.4
Таблица 4
Размеры в мм
Диаметры уплотняемых деталей |
|
|
| Масса спра- | ||||||||||
што- | ци- | номин. | пред. | номин. | пред. | номин. | пред. | номин. | пред. | |||||
8 | 20 | 9,0 | ±0,3 | 19,0 | 5,0 | ±0,2 | 3 | 3,6 | +0,7 | 1,7 | +0,7 | 1,0 | 0,60 | 1,0 |
10 | 10,5 | 19,5 | 4,5 | 2,0 | 0,50 | |||||||||
12 | (22) | 12,5 | 21,5 | 1,1 | ||||||||||
14 | (24) | 14,5 | 23,5 | 1,2 | ||||||||||
(15) | 25 | 15,5 | 24,5 | 1,3 | ||||||||||
16 | (26) | 16,5 | 25,5 | 1,4 | ||||||||||
18 | (28) | 18,5 | 27,5 | 1,5 | ||||||||||
20 | (30) | 20,5 | 29,5 | 1,6 | ||||||||||
22 | 32 | 22,5 | 31,5 | 1,8 | ||||||||||
(26) | 36 | 26,5 | 35,5 | 2,0 | ||||||||||
10 | (22) | 11,0 | 21,0 | 5,0 | +0,3 | 1,7 | 0,60 | 1,1 | ||||||
12 | (24) | 13,0 | 23,0 | 1,2 | ||||||||||
(13) | 25 | 14,0 | 24,0 | 1,3 | ||||||||||
14 | (26) | 15,0 | 25,0 | 1,4 | ||||||||||
15 | 27 | 16,0 | 26,0 | 1,5 | ||||||||||
16 | (28) | 17,0 | 27,0 | 1,5 | ||||||||||
18 | (30) | 19,0 | 29,0 | 1,7 | ||||||||||
20 | (32) | 21,0 | 31,0 | 1,8 | ||||||||||
22 | 34 | 23,0 | 33,0 | 1,9 | ||||||||||
25 | (37) | 26,0 | 36,0 | 2,2 | ||||||||||
28 | 40 | 29,0 | 39,0 | 2,4 | ||||||||||
24 | 36 | 25,0 | ±0,5 | 35,0 | 2,1 | |||||||||
30 | 42 | 31,0 | 41,0 | 2,5 | ||||||||||
32 | (44) | 33,0 | 43,0 | 2,6 | ||||||||||
(33) | 45 | 34,0 | 44,0 | 2,6 | ||||||||||
35 | 47 | 36,0 | 46,0 | 2,9 | ||||||||||
36 | (48) | 37,0 | 47,0 | 2,9 | ||||||||||
(38) | 50 | 39,0 | 49,0 | 3,1 | ||||||||||
40 | (52) | 41,0 | 51,0 | 3,2 | ||||||||||
20 | (35) | 21,0 | ±0,3 | 34,0 | 6,5 | 5 | 4,6 | 2,2 | 1,2 | 0,75 | 3,2 | |||
(21) | 36 | 22,0 | 35,0 | 3,3 | ||||||||||
22 | 37 | 23,0 | 36,0 | 3,4 | ||||||||||
25 | 40 | 26,0 | 39,0 | 5,1 | ||||||||||
28 | 43 | 29,0 | 42,0 | 4,1 | ||||||||||
(30) | 45 | 31,0 | ±0,5 | 44,0 | 5,6 | |||||||||
32 | 47 | 33,0 | 46,0 | 4,6 | ||||||||||
35 | 50 | 36,0 | 49,0 | 5,7 | ||||||||||
36 | 51 | 37,0 | 50,0 | 5,7 | ||||||||||
40 | 55 | 41,0 | 54,0 | 5,8 | ||||||||||
(41) | 56 | 42,0 | 55,0 | 5,8 | ||||||||||
45 | (60) | 46,0 | 59,0 | 6,1 | ||||||||||
(48) | 63 | 49,0 | 62,0 | 6,4 | ||||||||||
50 | (65) | 51,0 | 64,0 | 6,6 | ||||||||||
(55) | 70 | 56,0 | 69,0 | 7,2 | ||||||||||
56 | (71) | 57,0 | ±0,7 | 70,0 | 7,3 | |||||||||
60 | 75 | 61,0 | 74,0 | 7,8 | ||||||||||
63 | (78) | 64,0 | 77,0 | 8,1 | ||||||||||
(65) | 80 | 66,0 | 79,0 | 8,4 | ||||||||||
70 | (85) | 71,0 | 84,0 | 8,9 | ||||||||||
65 | 85 | 66,0 | 84,0 | 9,0 | 5,5 | 2,4 | 1,00 | 13,2 | ||||||
70 | 90 | 71,0 | 89,0 | 14,3 | ||||||||||
75 | 95 | 76,0 | 94,0 | 15,0 | ||||||||||
(75) | 90 | 76,0 | 89,0 | 6,5 | 4,6 | 2,2 | 0,75 | 9,5 | ||||||
80 | (95) | 81,0 | 94,0 | 10,1 | ||||||||||
80 | 100 | 99,0 | 9,0 | 5,5 | 2,4 | 1,00 | 16,4 | |||||||
85 | 105 | 86,0 | 104,0 | 16,8 | ||||||||||
(85) | 100 | 86,0 | 99,0 | 6,5 | 4,6 | 2,2 | 0,75 | 10,7 | ||||||
90 | (105) | 91,0 | 104,0 | 11,3 | ||||||||||
90 | 110 | 109,0 | 9,0 | 5,5 | 2,4 | 1,00 | 18,5 | |||||||
(95) | 110 | 96,0 | ±0,8 | 109,0 | 6,5 | 4,6 | 2,2 | 0,75 | 11,9 | |||||
100 | (115) | 101,0 | 114,0 | 12,4 | ||||||||||
95 | 115 | 96,0 | 114,0 | 9,0 | 5,5 | 2,4 | 1,00 | 18,6 | ||||||
100 | (120) | 101,0 | 119,0 | 20,5 | ||||||||||
105 | 125 | 106,0 | 124,0 | 20,2 | ||||||||||
110 | 125 | 111,0 | 124,0 | 6,5 | 4,6 | 2,2 | 0,75 | 13,7 | ||||||
(130) | 129,0 | 9,0 | 5,5 | 2,4 | 1,00 | 22,0 | ||||||||
115 | 135 | 116,0 | 134,0 | 22,1 | ||||||||||
120 | 140 | 121,0 | 139,0 | 23,1 | ||||||||||
125 | 145 | 126,0 | 144,0 | 24,1 | ||||||||||
130 | 150 | 131,0 | 149,0 | 24,9 | ||||||||||
150 | 170 | 151,0 | 169,0 | 28,3 | ||||||||||
170 | 190 | 171,0 | 189,0 | 31,8 | ||||||||||
125 | 140 | 126,0 | 139,0 | 6,5 | 4,6 | 2,2 | 0,75 | 15,3 | ||||||
20 | 40 | 21,0 | ±0,3 | 39,0 | 9,0 | 5,5 | 2,4 | 1,00 | 5,3 | |||||
22 | (42) | 23,0 | 41,0 | 5,7 | ||||||||||
25 | 45 | 26,0 | 44,0 | 6,2 | ||||||||||
28 | (48) | 29,0 | 47,0 | 6,7 | ||||||||||
(30) | 50 | 31,0 | ±0,5 | 49,0 | 7,1 | |||||||||
32 | (52) | 33,0 | 51,0 | 7,4 | ||||||||||
(35) | (55) | 36,0 | 54,0 | 8,0 | ||||||||||
36 | 56 | 37,0 | 55,0 | 8,1 | ||||||||||
40 | (60) | 41,0 | 59,0 | 8,8 | ||||||||||
(43) | 63 | 44,0 | 62,0 | 9,4 | ||||||||||
45 | (65) | 46,0 | 64,0 | 9,7 | ||||||||||
50 | 70 | 51,0 | 69,0 | 10,0 | ||||||||||
(55) | (75) | 56,0 | 74,0 | 11,5 | ||||||||||
56 | (76) | 57,0 | ±0,7 | 75,0 | 11,7 | |||||||||
(60) | 80 | 61,0 | 79,0 | 12,3 | ||||||||||
63 | (83) | 64,0 | 82,0 | 12,9 | ||||||||||
140 | 160 | 141,0 | ±0,8 | 159,0 | 27,0 | |||||||||
160 | 180 | 161,0 | 179,0 | 31,0 | ||||||||||
180 | 200 | 181,0 | 199,0 | 34,0 | ||||||||||
200 | 220 | 201,0 | ±1,0 | 219,0 | 38,0 | |||||||||
(60) | (85) | 61,0 | ±0,7 | 84,0 | 11,5 | 7,0 | 2,8 | 1,25 | 23,0 | |||||
(65) | 90 | 66,0 | 89,0 | 24,0 | ||||||||||
70 | (95) | 71,0 | 94,0 | 25,0 | ||||||||||
(75) | 100 | 76,0 | 99,0 | 26,0 | ||||||||||
80 | (105) | 81,0 | 104,0 | 27,0 | ||||||||||
(85) | 110 | 86,0 | 109,0 | 29,0 | ||||||||||
90 | (115) | 91,0 | 114,0 | 30,0 | ||||||||||
(95) | (120) | 96,0 | ±0,8 | 119,0 | 34,0 | |||||||||
100 | 125 | 101,0 | 124,0 | 35,0 | ||||||||||
110 | 135 | 111,0 | 134,0 | 38,5 | ||||||||||
115 | 140 | 116,0 | 139,0 | 40,2 | ||||||||||
120 | 145 | 121,0 | 144,0 | 41,7 | ||||||||||
125 | 150 | 126,0 | 149,0 | 43,7 | ||||||||||
140 | 165 | 141,0 | 164,0 | 49,0 | ||||||||||
160 | 185 | 161,0 | 184,0 | 54,5 | ||||||||||
180 | 205 | 181,0 | 204,0 | 60,8 | ||||||||||
200 | 225 | 201,0 | ±1,0 | 224,0 | 67,0 | |||||||||
(105) | (135) | 107,0 | ±0,8 | 133,0 | 13,0 | +0,5 | 10 | 8,4 | +1,2 | 3,8 | +1,2 | 1,5 | 1,50 | 41,0 |
110 | 140 | 112,0 | 138,0 | 44,0 | ||||||||||
(120) | (150) | 122,0 | 148,0 | 52,0 | ||||||||||
125 | (155) | 127,0 | 153,0 | 56,0 | ||||||||||
(130) | 160 | 132,0 | 158,0 | 58,0 | ||||||||||
140 | (170) | 142,0 | 168,0 | 62,0 | ||||||||||
(150) | 180 | 152,0 | 178,0 | 66,0 | ||||||||||
160 | (190) | 162,0 | 188,0 | 70,0 | ||||||||||
(170) | 200 | 172,0 | 198,0 | 74,0 | ||||||||||
180 | (210) | 182,0 | 208,0 | 78,0 | ||||||||||
(190) | 220 | 192,0 | 218,0 | 82,0 | ||||||||||
200 | (230) | 202,0 | ±1,0 | 228,0 | 86,0 | |||||||||
(210) | (240) | 212,0 | 238,0 | 96,0 | ||||||||||
220 | 250 | 222,0 | 248,0 | 99,0 | ||||||||||
250 | 280 | 252,0 | 278,0 | 106,0 | ||||||||||
270 | 300 | 272,0 | 298,0 | 114,0 | ||||||||||
280 | (310) | 282,0 | 308,0 | 118,0 | ||||||||||
(290) | 320 | 292,0 | 318,0 | 122,0 | ||||||||||
300 | 330 | 302,0 | 328,0 | 126,0 | ||||||||||
320 | (350) | 322,0 | 348,0 | 134,0 | ||||||||||
(330) | 360 | 332,0 | 358,0 | 138,0 | ||||||||||
360 | (390) | 362,0 | 388,0 | 149,0 | ||||||||||
(370) | 400 | 372,0 | 398,0 | 153,0 | ||||||||||
400 | (430) | 402,0 | 428,0 | 165,0 | ||||||||||
(420) | 450 | 422,0 | 448,0 | 173,0 | ||||||||||
450 | (480) | 452,0 | 478,0 | 189,0 | ||||||||||
(470) | 500 | 472,0 | 498,0 | 193,0 | ||||||||||
500 | (530) | 502,0 | 528,0 | 205,0 | ||||||||||
220 | (260) | 222,0 | 258,0 | 18,0 | 11,0 | 4,6 | 2,00 | 183,0 | ||||||
(240) | 280 | 242,0 | 278,0 | 200,0 | ||||||||||
250 | (290) | 252,0 | 288,0 | 209,0 | ||||||||||
(260) | (300) | 262,0 | 298,0 | 220,0 | ||||||||||
270 | 310 | 272,0 | 308,0 | 222,0 | ||||||||||
280 | 320 | 282,0 | 318,0 | 230,0 | ||||||||||
(300) | (340) | 302,0 | 338,0 | 241,0 | ||||||||||
320 | 360 | 322,0 | 358,0 | 262,0 | ||||||||||
(340) | (380) | 342,0 | 378,0 | 278,0 | ||||||||||
360 | 400 | 362,0 | 398,0 | 292,0 | ||||||||||
(380) | (420) | 382,0 | 418,0 | 305,0 | ||||||||||
400 | (440) | 402,0 | 438,0 | 323,0 | ||||||||||
(410) | 450 | 412,0 | 448,0 | 342,0 | ||||||||||
(420) | (460) | 422,0 | 458,0 | 362,0 | ||||||||||
(440) | (480) | 442,0 | 478,0 | 370,0 | ||||||||||
450 | (490) | 452,0 | 488,0 | 381,0 | ||||||||||
(460) | 500 | 462,0 | 498,0 | 400,0 | ||||||||||
(480) | (520) | 482,0 | 518,0 | 419,0 | ||||||||||
500 | (540) | 502,0 | 538,0 | 439,0 | ||||||||||
(520) | 560 | 522,0 | 558,0 | 458,0 | ||||||||||
(530) | (570) | 532,0 | 568,0 | 478,0 | ||||||||||
560 | (600) | 562,0 | 598,0 | 496,0 | ||||||||||
(590) | 630 | 592,0 | 628,0 | 515,0 | ||||||||||
(600) | (640) | 602,0 | 638,0 | 534,0 | ||||||||||
630 | (670) | 632,0 | 668,0 | 554,0 | ||||||||||
(670) | 710 | 672,0 | 708,0 | 573,0 | ||||||||||
710 | (750) | 712,0 | 748,0 | 592,0 | ||||||||||
(750) | 800 | 752,0 | ±1,5 | 798,0 | 23,0 | +0,8 | 14,5 | +2,0 | 6,3 | +2,0 | 2,0 | 2,50 | 870,0 | |
800 | (850) | 802,0 | 848,0 | 924,0 | ||||||||||
(850) | 900 | 852,0 | 898,0 | 983,0 | ||||||||||
900 | (950) | 902,0 | 948,0 | 1040,0 | ||||||||||
(950) | 1000 | 952,0 | 998,0 | 1096,0 | ||||||||||
1000 | (1050) | 1002,0 | 1048,0 | 1156,0 | ||||||||||
(1010) | (1060) | 1012,0 | 1058,0 | 1216,0 | ||||||||||
(1060) | (1110) | 1062,0 | 1108,0 | 1276,0 | ||||||||||
(1070) | 1120 | 1072,0 | 1118,0 | 1335,0 | ||||||||||
1120 | (1170) | 1122,0 | 1168,0 | 1385,0 | ||||||||||
(1130) | (1180) | 1132,0 | 1178,0 | 1440,0 | ||||||||||
(1180) | (1230) | 1182,0 | 1228,0 | 1495,0 | ||||||||||
(1200) | 1250 | 1202,0 | 1248,0 | 1550,0 | ||||||||||
1250 | (1300) | 1252,0 | 1298,0 | 1605,0 | ||||||||||
(1270) | (1320) | 1272,0 | 1318,0 | 1660,0 | ||||||||||
(1320) | (1370) | 1322,0 | 1368,0 | 1715,0 | ||||||||||
(1350) | 1400 | 1352,0 | 1398,0 | 1770,0 | ||||||||||
1400 | (1450) | 1402,0 | 1448,0 | 1825,0 | ||||||||||
(1450) | (1500) | 1452,0 | 1498,0 | 1885,0 | ||||||||||
(1500) | (1560) | 1502,0 | ±2,0 | 1558,0 | 28,0 | 16,8 | 6,8 | 3,00 | 2315,0 | |||||
(1540) | 1600 | 1542,0 | 1598,0 | 2420,0 | ||||||||||
1600 | (1660) | 1602,0 | 1658,0 | 2520,0 | ||||||||||
(1700) | (1760) | 1702,0 | 1758,0 | 2600,0 | ||||||||||
(1740) | 1800 | 1742,0 | 1798,0 | 2730,0 | ||||||||||
1800 | (1860) | 1802,0 | 1858,0 | 2820,0 | ||||||||||
(1900) | (1960) | 1902,0 | 1958,0 | 2990,0 | ||||||||||
(1940) | 2000 | 1942,0 | 1998,0 | 3040,0 | ||||||||||
2000 | (2060) | 2002,0 | 2058,0 | 3140,0 | ||||||||||
Примечания:
1. При расчете массы плотность материала принята 1,3·10 кг/м
.
2. Допускается по согласованию изготовителя с потребителем пересмотр нижнего и верхнего пределов отклонений при условии сохранения поля предельных отклонений.
Пример условного обозначения опорного кольца 180 мм и
200 мм из резины группы 2:
КО 180х200-2 ГОСТ 22704-77
1.2-1.4. (Измененная редакция, Изм. N 1, 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Уплотнения должны изготовляться в соответствии с требованиями настоящего стандарта.
(Измененная редакция, Изм. N 1).
2.2. Для изготовления уплотнений следует применять ткань доместик по ГОСТ 1104-69 или хлопчатобумажные и комбинированные ткани, имеющие прочностные показатели не ниже, чем у ткани доместик, промазанные резиновой смесью. Допускается применять нажимные и опорные кольца из бронзы, текстолита, полиамидов и других материалов.
(Измененная редакция, Изм. N 3).
2.3. Для промазывания ткани следует применять резины, указанные в табл.5.
Таблица 5
Группа резины | Тип каучука | Температура рабочей среды, °С |
1 | Наирит | От минус 30 до плюс 70 |
2 | Наирит+СКН | От минус 50 до плюс 700 |
2.4. Физико-механические показатели резин указаны в табл.5а.
Таблица 5а
Наименование показателя | Норма для манжет группы | ||
Первая категория качества | Высшая категория качества | ||
1 группа | 2 группа резины | 2 группа резины | |
1. Условная прочность при разрыве, МПа, не менее | Не контролируется | 4,0 | 4,4 |
2. Относительное удлинение при разрыве, %, не менее | То же | 300 | 300 |
3, 4. (Исключены, Изм. N 2). | |||
5. Изменение массы после воздействия стандартной жидкости СЖР-2 при температуре 100 °С в течение 72 ч, %, не более | Не контролируется | 20 | 20 |
6. Прочность связи между отдельными слоями прорезиненной ткани на 1 см ширины образца, Н, не менее | 10 | 10 | 12 |
(Измененная редакция, Изм. N 1, 2).
2.5. (Исключен, Изм. N 1).
2.6. Уплотнения, предназначенные для работы в тропических условиях, должны изготовляться с применением резин в соответствии с требованиями ГОСТ 15152-69.
2.7. Качество поверхности уплотнения обеспечивается формующей поверхностью пресс-формы, шероховатость которой не должна быть грубее 0,32 мкм.
2.8. Манжеты, нажимные и опорные кольца диаметром более 500 мм допускается изготовлять из профильных полос соответствующего поперечного сечения с одним стыком.
2.9. Внешний вид уплотнений должен соответствовать требованиям, указанным в табл.6.
Таблица 6
мм
Вид дефекта | Норма, не более | |||
для цельноформованных уплотнений | для профильных полос | |||
на рабочей поверхности манжет | на поверхности колец и остальных поверхностях манжет | на рабочей поверхности манжет | на поверхности колец и остальных поверхностях манжет | |
Возвышения, углубления | 0,3 | 1,0 | 0,5 | 1,5 |
Недопрессовки, пузыри | Не допускаются | Глубина 0,5 | Глубина 0,5 | Глубина 1,0 |
Выступающие следы от обрезки выпрессовки | 0,7 по всему периметру | Для опорных колец по размеру | 1,5 по всей длине | |
Вырывы | Не допускаются | Глубина 0,5, длина 10% по периметру | Глубина 0,5 в количестве 1 на 1 м | Глубина 1,0 в количестве 2 на 1 м |
Выход резины на поверхность | Допускается | |||
Разнотон | Допускается | |||
Складки, следы, состыковки концов тканей заготовок | Допускаются без расслоения | |||
Искажение формы | Половина поля допуска | |||
(Измененная редакция, Изм. N 2, 3).
2.10. Требования к надежности
2.10.1. Установленный срок службы и установленный ресурс уплотнений в зависимости от группы резины и температуры эксплуатации должны соответствовать приведенным в табл.7.
Таблица 7
Группа резины | Температурный интервал работоспособности уплотнений, °С | Установленный срок службы, лет | Установленный ресурс |
1 | От минус 30 до плюс 70 | 2 | 2 года при температуре от минус 30 до плюс 70 °С, из них при температуре от 50 до 70 °С - 6 мес |
2 | От минус 50 до плюс 120 | 5 | 5 лет при температуре от минус 50 до плюс 120 °С, из них при температуре от 50 до 80 °С - 1 год или при температуре от 80 до 100 °С - 2 мес, или при температуре от 100 до 120 °С - 10 сут |
Примечание. Установленный срок службы исчисляется со дня установки уплотнений в сборочные единицы.
2.10.2. Срок сохраняемости уплотнений в россыпи - 2 года.
Срок сохраняемости исчисляется со дня приемки уплотнений службой технического контроля предприятия-изготовителя. Допускается увеличивать срок сохраняемости за счет соответствующего снижения установленного срока службы.
2.10.3. 80%-ный ресурс уплотнений с применением резины 1-й группы при температуре эксплуатации не выше 70 °С и с применением резины 2-й группы при температуре эксплуатации не выше 120 °С соответствует приведенному в табл.7 и 8.
Таблица 8
Группа резины | 80%-ный ресурс, ч/км, не менее, при давлении рабочих сред, МПа | |||||||
До 10 | Св. 10 до 25 | Св. 25 до 50 | Св. 50 до 63 | |||||
при скорости, м/с | ||||||||
До 1 | Св. 1 до 3 | До 1 | Св. 1 до 3 | До 1 | Св. 1 до 3 | До 1 | Св. 1 до 3 | |
1 | 3000 | 1250 | 2000 | 800 | 1200 | 400 | 500 | 150 |
2 | 4500 | 2000 | 3000 | 1250 | 1500 | 600 | 800 | 300 |
2.10.4. Критерием отказа уплотнений является степень герметичности, не превышающая 0,5 см/м
к концу выработки их ресурса.
Фактическая степень герметичности , см
/м
, для жидких рабочих сред должна определяться по формуле
![]() ,
,
где - объем утечки рабочей среды за
циклов, см
;
- диаметр уплотняемой поверхности штока или цилиндра, м;
- путь трения за 1 цикл, м. За цикл принимается перемещение на величину хода и возврат в исходное положение.
2.10; 2.10.1-2.10.4. (Введены дополнительно, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Уплотнения предъявляются к приемке партиями. Партией считают манжеты или кольца одного типоразмера, изготовленные из одной группы резины и ткани в количестве не более 1000 шт.
3.2. Уплотнения должны подвергаться приемо-сдаточным, периодическим и типовым испытаниям.
3.3. При приемо-сдаточных испытаниях проверяют на соответствие п.2.9 100% уплотнений; п.1.2 - размеры ,
,
, п.1.3 - размеры
,
,
, п.1.4 - размеры
,
,
- 2% партии, но не менее 5 шт. Результаты испытаний распространяются на всю парт
ию.
3.4. Типовые испытания должны проводиться при изменении марки ткани и рецептуры резины для промазывания ткани. Следует проверять прочность связи между слоями прорезиненной ткани и физико-механические показатели резин 2-й группы по табл.5а.
Размеры уплотнений следует проверять при применении новых и отремонтированных пресс-форм.
Размеры ,
,
,
,
,
,
,
,
проверяют при апробировании пресс-форм на целых уплотнениях (без разрезания) не менее чем на 2 отпрессовках с каждого гнезда пресс-фо
рм.
3.5. При периодических испытаниях проверяют прочность связи между слоями прорезиненной ткани для резины 1-й и 2-й группы, физико-механические показатели резин 2-й группы и размеры уплотнений по п.1.2 - ,
, п.1.3 -
,
, по п.1.4 -
,
- 0,5% текущей партии, но не менее 5 шт.
Периодические испытания должны проводиться не реже раза в месяц.
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания по этому показателю на удвоенном числе образцов испытуемой партии, или 100%-ную проверку размеров деталей.
Результаты повторных испытаний являются окончательными.
3.7. Каждая партия манжет, нажимных и опорных колец сопровождается документом о качестве, содержащим:
наименование или товарный знак предприятия-изготовителя;
условное обозначение;
номер партии;
число (кг, шт.);
дату изготовления (год, месяц);
штамп технического контроля предприятия-изготовителя.
Разд.3. (Измененная редакция, Изм. N 3).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Качество поверхности контролируется внешним осмотром или сравнением с контрольным образцом, утвержденным в установленном порядке.
4.2. Размеры уплотнений проверяют универсальными измерительными инструментами или с применением оптических средств.
4.1, 4.2. (Измененная редакция, Изм. N 3).
4.3. Прочность связи между слоями прорезиненных тканей - по ГОСТ 6768-75.
Методика изготовления стандартных образцов приведена в рекомендуемом приложении 2.
4.4. Физико-механические показатели резин 2-й группы (п.2.4) проверяют по ГОСТ 269-66.
Условную прочность при разрыве, относительное удлинение при разрыве - по ГОСТ 270-75;
изменение массы после воздействия стандартной жидкости СЖР-2 - по ГОСТ 9.030-74.
(Измененная редакция, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Манжеты, нажимные и опорные кольца должны иметь рельефную маркировку с указанием диаметров ![]() , наименования или товарного знака предприятия-изготовителя.
, наименования или товарного знака предприятия-изготовителя.
Рельефная маркировка на уплотнениях с внутренним диаметром до 26 мм не наносится, а данные указываются на ярлыке, прилагаемом к каждой партии уплотнений.
Уплотнения, изготовляемые из полос, должны иметь рельефную маркировку с указанием ширины полосы, наименования или товарного знака предприятия-изготовителя.
Примечание. По согласованию потребителя изготовителем может наноситься краской маркировка группы резины: 1-й группы - одной полосой; 2-й группы - двумя полосами.
(Измененная редакция, Изм. N 3).
5.2. Рельефная маркировка обеспечивается пресс-формой. Шрифт маркировки - по ГОСТ 26.008-85 или по ГОСТ 26.020-80 в зависимости от размера уплотнений, но не более 5 мм.
5.3. Маркирование уплотнений тропического исполнения должно производиться с учетом требований ГОСТ 15152-69.
5.4. Уплотнения должны быть упакованы в ящики по ГОСТ 16511-86 и ГОСТ 18573-86, выложенные водонепроницаемой бумагой по ГОСТ 8828-75* или парафиновой бумагой по ГОСТ 9569-79.
________________
* Действует ГОСТ 8828-89. - Примечание "КОДЕКС".
Допускается небольшие партии уплотнений упаковывать в фанерные ящики или ящики из гофрированного картона.
Масса брутто ящика не должна быть более 50 кг.
Допускается упаковывание в общую тару уплотнений разных партий, при этом каждая партия должна иметь внутри ящика свою упаковку.
Уплотнения, в виде полос, свертываются в бухты, перевязываются в двух (трех) местах и укладываются в ящики или мешки.
Указанный вид упаковки распространяется на контейнерные перевозки.
Допускается по согласованию изготовителя с потребителем другой вид упаковки, обеспечивающий сохранность уплотнений при транспортировании.
5.5, 5.6. (Исключены, Изм. N 3).
5.7. Маркировка транспортной тары - по ГОСТ 14192-77*.
________________
* На тенрритории Российской Федерации действует ГОСТ 14192-96. - Примечание "КОДЕКС".
5.8. Уплотнения транспортируют транспортом любых видов в крытых транспортных средствах при условии соблюдения правил перевозки, предусмотренных для транспорта данного вида.
5.9. Уплотнения должны храниться в упакованном виде в отапливаемом помещении на расстоянии не менее 1 м от отопительных приборов.
При хранении уплотнения не должны подвергаться воздействию прямых солнечных лучей и веществ, разрушающих резину и ткань.
Допускается хранение уплотнений в упакованном виде в неотапливаемых складах или собранными в сборочные единицы при температуре от минус 50 до плюс 50 °С.
В случае хранения или транспортирования при отрицательной температуре перед монтажом уплотнения должны быть выдержаны при температуре (20±5) °С в течение 24 ч.
5.7-5.9. (Измененная редакция, Изм. N 3).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие уплотнений требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
6.2. Гарантийный срок хранения уплотнений - 2 года со дня их изготовления.
6.3. Гарантийный срок эксплуатации уплотнений с применением резины 1-й группы - 2 года со дня ввода в эксплуатацию при гарантийной наработке (перемещении) 500 км; уплотнений с применением резин 2-й группы - 5 лет со дня ввода в эксплуатацию при гарантийной наработке (перемещении) - 1000 км.
Днем ввода уплотнений в эксплуатацию считается день установки уплотнений в сборочные единицы.
Разд.6. (Измененная редакция, Изм. N 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
УКАЗАНИЯ ПО ПРИМЕНЕНИЮ И МОНТАЖУ УПЛОТНЕНИЙ
1. Число манжет в комплекте уплотнения в зависимости от диаметра штока и давления рабочей жидкости в цилиндре должно быть не менее указанного в табл.1.
Таблица 1
Размеры в мм
Диаметр штока | Ширина манжеты | Число манжет в комплекте при давлении, МПа, не более | |||||
6,3 | 10 | 20 | 32 | 40 | 63 | ||
От 10 до 30 | 5,0 | 3 | 4 | 4 | 4 | 5 | 6 |
6,0 | 3 | 3 | 4 | 5 | |||
7,5 | |||||||
10,0 | |||||||
Св. 30 до 60 | 6,0 | 4 | 4 | 5 | 6 | 6 | 7 |
7,5 | 3 | 4 | 5 | 5 | 5 | ||
10,0 | 3 | 3 | 4 | 4 | 5 | ||
12,5 | |||||||
Св. 60 до 100 | 7,5 | 4 | 4 | 5 | 6 | 7 | 8 |
10,0 | 3 | 4 | 5 | 6 | 7 | ||
12,5 | 3 | 3 | 4 | 5 | 6 | ||
Св. 100 до 220 | 7,5 | 4 | 5 | 6 | 7 | 8 | 9 |
10,0 | 4 | 5 | 6 | 7 | 8 | ||
15,0 | 3 | 3 | 4 | 5 | 6 | 7 | |
Св. 220 до 500 | 15,0 | 4 | 5 | 6 | 7 | 8 | 9 |
20,0 | 3 | 4 | 5 | 6 | 7 | 8 | |
Св. 500 до 750 | 20,0 | 3 | 4 | 5 | 6 | 7 | 8 |
Св. 750 до 1450 | 25,0 | 4 | 5 | 6 | 7 | 8 | 9 |
Св. 1450 до 2000 | 30,0 | 5 | 6 | 7 | 8 | 9 | 10 |
2. Число манжет в комплекте уплотнения цилиндра должно быть не менее 2 при давлении до 32 МПа и не менее 3 при давлении до 63 МПа.
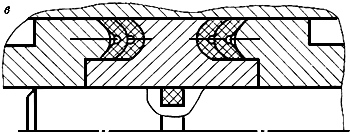
3.1. Примеры монтажа уплотнений штока приведены на черт.1 а, б, в, г, д, е.
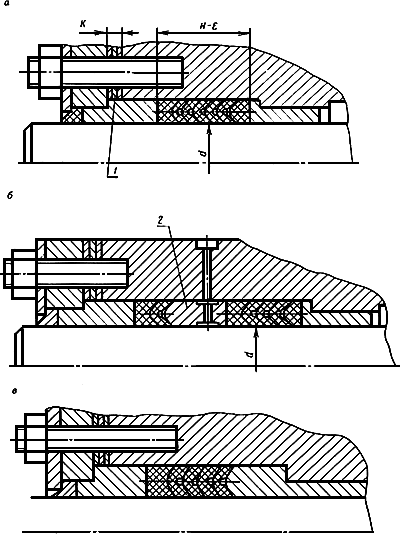
1 - ограничительная шайба; 2 - дренажное кольцо; к - запас для поджатия уплотнения;
- осевое сжатие при монтаже
Черт.1
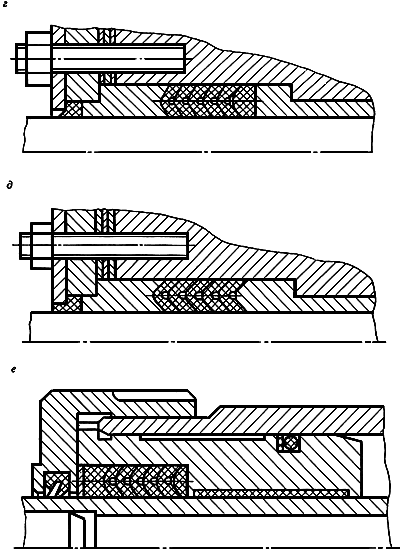
3.1.1. Шероховатость поверхностей сопрягаемых деталей с учетом покрытий на черт.2.
Е - радиальное биение; с - заходная фаска
Черт.2
3.1.2. Трущиеся поверхности, соприкасающиеся с уплотнениями, должны иметь твердость не ниже 61,0 HRC.
Рекомендуется применять покрытие хромом, при этом перед хромированием поверхность должна иметь твердость не ниже 46,4 HRC.
(Измененная редакция, Изм. N 2).
3.1.3. Для облегчения монтажа и устранения возможности повреждения уплотнений необходимо предусмотреть заходные фаски в цилиндре с размерами, указанными на черт.2; 4 и в табл.2.
Таблица 2
5,0 | 6,0; 7,5 | 10,0; 12,5 | 15,0; 20,0 | 25,0; 30,0 | |
4 | 5 | 6 | 8 | 10 |
3.1.4. Осевой размер посадочного места следует выполнять по максимальному размеру уплотнения с учетом возможности подтяжки при монтаже и эксплуатации.
3.1.5. Толщина ограничительных шайб или наименьший зазор до поджатия уплотнения и значение величины первоначального поджатия уплотнения
в зависимости от ширины манжеты
и количества манжет приведены в табл.3.
Таблица 3
мм
Число манжет в уплотнении | ||||||||||||||||
3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||
5,0 | 7 | 0,3 | 8 | 0,4 | 9 | 0,5 | 10 | 0,6 | 10 | 0,6 | 11 | 0,7 | 12 | 0,8 | 13 | 0,9 |
6,0 | 8 | 0,4 | 9 | 0,5 | 10 | 0,6 | 11 | 0,7 | 11 | 0,8 | 12 | 0,9 | 13 | 1,0 | 14 | 1,1 |
7,5 | 9 | 0,5 | 10 | 0,6 | 11 | 0,7 | 12 | 0,8 | 13 | 0,9 | 14 | 1,0 | 15 | 1,2 | 16 | 1,5 |
10,0 | 10 | 0,8 | 11 | 0,9 | 12 | 1,1 | 13 | 1,3 | 14 | 1,4 | 16 | 1,6 | 17 | 1,8 | 18 | 1,9 |
12,5 | 13 | 1,3 | 15 | 1,6 | 17 | 1,9 | 18 | 2,2 | 21 | 2,5 | 23 | 2,8 | 25 | 3,1 | 27 | 3,5 |
15,0 | 14 | 1,3 | 16 | 1,6 | 18 | 1,9 | 20 | 2,2 | 22 | 2,5 | 23 | 2,8 | 25 | 3,2 | 27 | 3,6 |
20,0 | 15 | 1,5 | 17 | 1,7 | 19 | 2,0 | 21 | 2,3 | 23 | 2,6 | 25 | 2,9 | 27 | 3,3 | 29 | 3,7 |
25,0 | 20 | 1,8 | 22 | 2,1 | 24 | 2,4 | 27 | 2,7 | 29 | 3,1 | 31 | 3,4 | 34 | 3,8 | 36 | 4,3 |
30,0 | 22 | 2,5 | 24 | 2,9 | 27 | 3,3 | 30 | 3,7 | 32 | 4,2 | 35 | 4,7 | 38 | 5,1 | 40 | 5,6 |
Величина обеспечивается путем подбора толщины ограничительных шайб с учетом фактической высоты уплотнения. Дальнейшее поджатие в процессе эксплуатации производится путем установки ограничительных шайб меньшей толщины в случае монтажа по черт.1
, б, в, г, д и большей толщины в случае монтажа по черт.1 е.
3.1.6. При применении уплотнений из профильных полос опорное кольцо, манжеты и нажимное кольцо подгоняются по размерам и
(места стыковки режутся под углом 30-60°) и устанавливаются в посадочное место. При установке их стыки должны располагаться под углом 120° относительно друг друга.
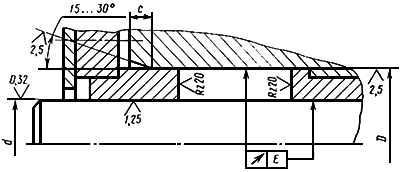
3.2. Примеры монтажа уплотнений цилиндра приведены на черт.3 а, б, в.
Черт.3
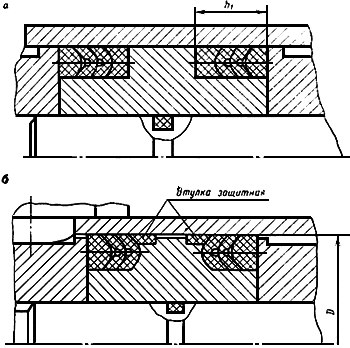
3.2.1. Шероховатость поверхностей сопрягаемых деталей указана на черт.4.
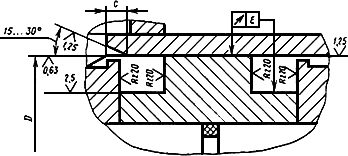
- радиальное биение
Черт.4
3.2.2. Осевой размер посадочного места следует выполнять по максимальной высоте уплотнения с возможностью обеспечения поджатия при монтаже.
3.2.3. Рекомендуется для уплотнений цилиндра применять неразрезные уплотнения.
3.3. Выбор предельных отклонений диаметров сопрягаемых деталей по системе отверстия в зависимости от давления должен производиться по табл.4.
Таблица 4
Размеры в мм
Уплотнительный диаметр | Радиальное биение | Предельные отклонения диаметров сопрягаемых деталей при давлении, МПа | ||
До 20 | Св. 20 до 32 | Св. 32 до 63 | ||
До 80 | 0,07 | H9/f8 | Н9/f8 | Н9/f7 |
Св. 80 до 180 | 0,10 | H9/f8 | Н9/f7 | Н9/f7 |
Св. 180 до 500 | 0,15 | H9/f8 | H9/f7 | H7/f7 |
Св. 500 до 1000 | 0,30 | Н8/е8 | H8/f7 | H7/f7 |
Св. 1000 до 2000 | 0,50 | H8/f7 | Н8/f7 | Н7/f7 |
Примечание. При отступлении от предельных отклонений диаметров сопрягаемых деталей в сторону увеличения требуется установка защитных втулок из бронзы, полиамида, фторопласта и других материалов, обеспечивающих требуемые величины диаметральных зазоров.
3.4. При применении нажимных и опорных колец из текстолита, полиамида, бронзы и других материалов их геометрические размеры должны быть: угол 105°±2°30', радиусы ,
в соответствии с табл.3, 4 стандарта. Предельные отклонения диаметров нажимного кольца должны соответствовать указанным в табл.4 настоящего приложения.
4. При длительной работе уплотнений при температуре более 80 °C рекомендуется применять охлаждение рабочих жидкостей.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
МЕТОД ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВЯЗИ
МЕЖДУ СЛОЯМИ ПРОРЕЗИНЕННОЙ ТКАНИ ПО ГОСТ 6768-75
1. Образцы для испытания должны иметь форму прямоугольного параллелепипеда толщиной не менее 2 мм, длиной, обеспечивающей расслоение на участке не менее 100 мм, шириной 25 мм, принимаемой для расчета и обусловленной расстоянием между режущими кромками штанцевого ножа. Толщину образцов измеряют толщиномером ТР-10 по ГОСТ 11358-89, длину - линейкой по ГОСТ 427-75.
2. Образцы вырубают из резинотканевых пластин, вулканизованных в пресс-формах и рамках с глубиной гнезда 2 мм, и размерами в плане не менее 140х100 мм или между плитами с применением ограничительных линеек. При вырубке образцов отступают от края пластин не менее чем на 10 мм.
Образцы вырубают при помощи штанца с режущими кромками не менее 145 мм, с односторонним углом заточки лезвий ножей не более 25° и расстоянием между режущими ножами (25±0,2) мм. Непараллельность ножей относительно кромки пластины при резке - не более 2 мм на длине 140 мм.
3. Для изготовления пластин из прорезиненной ткани вырезают заготовки по размеру гнезда пресс-формы с допуском по длине и ширине минус 3 мм таким образом, чтобы основа ткани совпадала с длиной пластины. При наличии закругленных углов пресс-формы в плане углы заготовок также скругляют с допуском минус 1,5 мм от размера пресс-формы. Затем заготовки накладывают друг на друга, прикатывая их роликами. Между заготовками пластины прокладывают целлофановую пленку с одной стороны по всей ширине заготовки на длину (35±5) мм.
Число слоев ткани подбирается таким образом, чтобы толщина заготовки в прикатанном виде была (2,5±0,2) мм. Число слоев ткани должно быть не менее 3.
Если толщина заготовки превышает 2,7 мм, то вулканизацию пластин осуществляют между плитами с применением ограничительных линеек, обеспечивающих деформацию заготовок в пределах 15-30%.
Вулканизацию пластин производят в режимах, установленных нормативно-технической документацией на изделие.
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
М.: Издательство стандартов, 1990
{kind=link}