ГОСТ 5228-89
Группа Л63
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛЬЦА РЕЗИНОВЫЕ ДЛЯ МУФТОВЫХ
СОЕДИНЕНИЙ АСБЕСТОЦЕМЕНТНЫХ ТРУБ
Технические условия
Rubber O-rings for the couplings
of asbestos-concrete pipes. Specifications
ОКП 25 3110
Срок действия с 01.01.91
до 01.01.96*
________________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11-12, 1994 год). - .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
М.Г.Фидря, В.И.Лещенко, А.П.Балашов, Э.Л.Бондаренко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.09.89 N 2955
3. Срок первой проверки 1994 г., периодичность проверки 5 лет
4. ВЗАМЕН ГОСТ 5228-76
5. Стандарт соответствует международным стандартам ИСО 4633 и ИСО 6447 в части физико-механических показателей резин
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 9.024-74 | 1.2.4 |
ГОСТ 9.029-74 | 3.7 |
ГОСТ 9.030-74 | 3.8 |
ГОСТ 166-80 | 3.2; 3.3; приложение 3 |
ГОСТ 263-75 | 1.2.4; 3.5; приложение 1 |
ГОСТ 269-66 | 1.2.4 |
ГОСТ 270-75 | 1.2.4 |
ГОСТ 422-75 | 3.2 |
ГОСТ 427-75 | 3.3 |
ГОСТ 443-76 | 1.2.5 |
ГОСТ 539-80 | 1.1 |
ГОСТ 2226-88 | 1.4.2 |
ГОСТ 2930-62 | 1.3.1 |
ГОСТ 5072-79 | Приложение 2 |
ГОСТ 5789-78 | 1.2.5 |
ГОСТ 12162-77 | Приложение 2 |
ГОСТ 12433-83 | 1.2.5 |
ГОСТ 13270-85 | 3.6, приложение 2 |
ГОСТ 14192-77 | 1.3.2 |
ГОСТ 17299-78 | Приложение 2 |
ГОСТ 17308-88 | 1.4.1 |
ГОСТ 17584-72 | 1.1 |
ГОСТ 18225-72 | 1.4.2 |
ГОСТ 18300-87 | Приложение 2 |
ГОСТ 20403-75 | 1.2.4 |
ГОСТ 27544-87 | Приложение 2 |
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 1991 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на резиновые кольца для уплотнения асбестоцементных муфт и соединительных деталей в напорных трубопроводах из асбестоцементных труб, работающих при температурах от минус 5 до плюс 30 °С.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Основные параметры и размеры
1.1.1. В зависимости от назначения кольца изготовляют трех типов, указанных в табл.1.
Таблица 1
Тип | Назначение | Давление | Сечение | Тип муфты |
САМ | Водопровод | 1,8 (18,3) | Фигурное | Асбестоцементная САМ по ГОСТ 539 |
КЧМ | Газопровод | 0,005 (0,05) | Круглое | Чугунная по ГОСТ 17584 |
Водопровод | 1,8 (18,3) |
| ||
ТЧМ | Газопровод | 0,5 (5,1) | Трапециевидное | Чугунная по ГОСТ 17584 |
Водопровод | 1,8 (18,3) |
1.1.2. Конструкция и основные размеры колец должны соответствовать указанным на черт.1-3 и табл.2-4.
Кольцо типа САМ
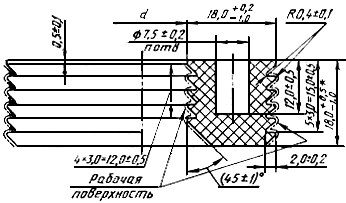
_______________
* Контролируемые размеры.
Черт.1
Таблица 2
Размеры, мм
Условный проход труб | Число гнезд в кольце, шт. | Масса 1000 шт., кг | Код ОКП | ||
Номин. | Пред. откл. | ||||
100 | 119 | +2,0 | 40 | 117±17 | 2531120101 |
150 | 165 | 56 | 160±17 | 2531120102 | |
200 | 222 | 72 | 211±22 | 2531120103 | |
250 | 272 | 88 | 254±26 | 2531120104 | |
300 | 322* | 104* | 298±30 | 2531120105 | |
400 | 425* | 136* | 388±38 | 2531120106 | |
500 | 526* | 168* | 476±47 | 2531120107 | |
_______________
* Допускается изготовлять кольца типа САМ по рабочим чертежам, утвержденным в установленном порядке.
Кольцо типа КЧМ
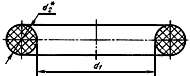
_______________
* Контролируемые размеры.
Черт.2
Таблица 3
Размеры, мм
Условный проход труб | Масса 1000 шт., кг | Код ОКП | ||||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||
100 | 110 | ±2,0 | 14 | ±0,5 | 61±5 | 2531120201 |
150 | 160 | ±3,0 | 86±8 | 2531120202 | ||
200 | 200 | ±4,0 | 107±10 | 2531120203 | ||
250 | 264 | 17 | ±0,6 | 210±16 | 2531120204 | |
300 | 300 | ±5,0 | 235±21 | 2531120205 | ||
400 | 400 | ±6,0 | 20 | ±0,8 | 431±43 | 2531120206 |
500 | 448 | ±7,0 | 480±50 | 2531120207 | ||
Кольцо типа ТЧМ
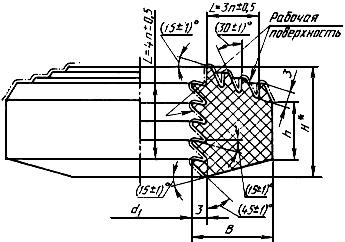
_______________
* Контролируемые размеры.
Черт.3
Таблица 4
Размеры, мм
|
|
|
| ||||||||
Условный проход труб | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Шаг рифлений | Масса 1000 шт., кг | Код ОКП |
100 | 116 | ±2,0 | 14,6 | ±0,5 | 17,7 | +0,5 | 9,2 | +0,5 | 3,1 | 84±7 | 2531120301 |
150 | 160 | 14,6 | 17,7 | 9,2 | 3,1 | 115±10 | 2531120302 | ||||
200 | 215 | 14,6 | 17,7 | 9,2 | 3,1 | 153±13 | 2531120303 | ||||
250 | 262 | 18,4 | ±0,8 | 22,4 | 11,0 | 4,0 | 262±20 | 2531120304 | |||
300 | 300 | ±5,0 | 18,4 | 22,4 | 11,0 | 4,0 | 314±30 | 2531120305 | |||
400 | 412 | ±7,0 | 18,4 | +0,5 | 22,4 | 11,0 | 4,0 | 461±42 | 2531120306 | ||
500 | 512 | 18,4 | 22,4 | 11,0 | 4,0 | 570±50 | 2531120307 | ||||
Примеры условных обозначений:
Кольцо типа САМ для водопроводной трубы с условным проходом 150 мм:
Кольцо САМ 150 ГОСТ 5228-89
То же, для кольца типа КЧМ:
Кольцо КЧМ 150 ГОСТ 5228-89
То же, для кольца типа ТЧМ:
Кольцо ТЧМ 150 ГОСТ 5228-89
То же, для кольца типа ТЧМ для газопроводной трубы:
Кольцо ГАЗ ТЧМ 150 ГОСТ 5228-89
1.2. Характеристики
1.2.1. Кольца должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
1.2.2. В зависимости от рабочей среды кольца изготовляют из резин, группы которых указаны в табл.5.
Таблица 5
Рабочая среда | Группа резины | Тип каучука |
Вода | 1 | СКИ |
Газ | 2 | СКН |
1.2.3. Рецептура резины группы 1 должна быть согласована с Министерством здравоохранения СССР.
1.2.4. По физико-механическим показателям резина, применяемая для изготовления колец, должна соответствовать нормам, указанным в табл.6.
Таблица 6
Наименование показателя | Норма для резины группы | Метод определения | |
1 | 2 | ||
1. Условная прочность при растяжении, МПа (кгс/см | 17,2 | 10,0 | По ГОСТ 270, образец типа I для резины группы 2, типа II - для резины группы 1 толщиной (2±0,2) мм |
2. Относительное удлинение при разрыве, %, не менее | 500 | 300 | То же |
3. Твердость, единицы Шора А или международные единицы, JRHD | 50±5 | 55±5 | По ГОСТ 263 |
53±5 | 58±5 | По ГОСТ 20403 | |
4. Изменение относительного удлинения при разрыве после старения в воздухе в течение (24±0,5) ч при (100±1) °С, % | +5 | ±25 | По ГОСТ 9.024 |
Примечания. 1. Подготовка образцов - по ГОСТ 269.
2. Твердость определяют по одному из методов; при разногласиях в оценке используют твердость в единицах Шора А.
1.2.5. По физико-механическим показателям кольцо должно соответствовать нормам, указанным в табл.7.
Таблица 7
Наименование показателя | Норма для колец из резины | |
1 | 2 | |
1. Твердость по Шору А, единицы Шора А, для колец типа: | ||
САМ | 50±5 | - |
КЧМ | 55±5 | 55±5 |
2. Восстанавливаемость колец после кристаллизации, не менее | 0,55 | - |
3. Относительная остаточная деформация после старения при сжатии, %, не более | 25 | 50 |
4. Изменение массы, %, не более, после воздействия в течение 24 ч при 15-20 °С растворителей: | ||
нефраса по ГОСТ 443 | - | 30 |
смеси эталонного изооктана по ГОСТ 12433 и толуола по ГОСТ 5789 (70+30% по объему) | - | 25 |
Примечание. Твердость колец типа ТЧМ не нормируется.
1.2.6. Срок службы колец - не менее 5 лет со дня ввода в эксплуатацию.
1.2.7. Показатели внешнего вида колец приведены в табл.8.
Таблица 8
Наименование показателя | Норма для поверхности | |
рабочей | нерабочей | |
1. Возвышения, углубления, недопрессовка, не более: | ||
глубиной (высотой), мм | 1,0 | 3,0 |
диаметром, мм | 3,0 | 3,0 |
в количестве, шт. | 3 | 6 |
2. Отпечатки, не более: | ||
глубиной (высотой), мм | 1,0 | 3,0 |
шириной, мм | 0,5 | 3,0 |
3. Выпрессовка | Не допускается. Для колец типа КЧМ - не более 2,0 мм по всему периметру | Не более 2,0 мм по всему периметру |
4. Искажение формы (смещение по плоскости разъема пресс-форм), мм, не более | 1,0 | 1,0 |
5. Разноцвет, разнотон | Допускается | |
6. Пузыри, не более: | Не допускаются | |
диаметром, мм | 3,0 | |
в количестве, шт. | 6 | |
7. Трещины | Не допускаются | |
8. Срез глубиной, не более | Не допускается | 2,0 мм по всему периметру |
9. След обработки | Допускается | |
1.2.8. Внешний вид колец допускается устанавливать по контрольным образцам, утвержденным в установленном порядке.
1.3. Маркировка
1.3.1. На нерабочей поверхности колец должна быть нанесена отпечатками от пресс-формы маркировка с указанием товарного знака или товарного знака и наименования предприятия-изготовителя, условного обозначения кольца без слова "кольцо" и года выпуска (две последние цифры). Каждый последующий год выпуска допускается обозначать точкой. Размер букв шрифта устанавливает изготовитель по ГОСТ 2930 в зависимости от размера кольца, выпуклость от 0,5 до 0,7 мм. Маркировку колец типа КЧМ наносят на ярлык, прикрепленный к пачке.
1.3.2. Маркировка транспортной тары - по ГОСТ 14192 с нанесением следующих дополнительных обозначений:
1) товарного знака или товарного знака и наименования предприятия-изготовителя;
2) типа кольца;
3) количества колец, шт.;
4) штампа технического контроля;
5) обозначения настоящего стандарта.
1.4. Упаковка
1.4.1. Кольца в количестве не более 100 шт. одного размера и одной группы резин связывают в пачки шпагатом по ГОСТ 17308 или другим перевязочным материалом, обеспечивающим качество упаковки.
1.4.2. Кольца, связанные в пачки, упаковывают в бумажные мешки по ГОСТ 2226 или льно-джутовые мешки по ГОСТ 18225 массой брутто не более 50 кг.
Допускается по согласованию с потребителем применять другой вид упаковки, обеспечивающий сохранность колец при транспортировании.
2. ПРИЕМКА
2.1. Кольца принимают партиями. Партией считают кольца одного типоразмера, изготовленные из одной группы резины в количестве не более 10000 шт. и сопровождаемые одним документом о качестве.
Документ о качестве должен содержать следующие данные:
1) товарный знак или товарный знак и наименование предприятия-изготовителя;
2) тип кольца;
3) количество колец, шт.;
4) дату изготовления (месяц, год);
5) номер партии;
6) результаты проведенных испытаний;
7) штамп технического контроля;
8) обозначение настоящего стандарта.
2.2. Для проверки изготовителем соответствия резины и колец требованиям настоящего стандарта проводят испытания, указанные в табл.9.
Таблица 9
| Категория испытания | ||
Наименование показателя | Периодичность и объем выборки | Приемо- | Периоди- |
1. Контролируемые размеры | 0,5% партии, но не менее 3 шт. | + | - |
2. Внешний вид колец | 100% | + | - |
3. Твердость колец | 0,5% партии, но не менее 10 шт. | + | - |
4. Восстанавливаемость колец после кристаллизации* | 0,1% партии, но не менее 3 шт. | - | + |
5. Относительная остаточная деформация после старения при сжатии | 0,1% партии, но не менее 3 шт., не реже одного раза в месяц | - | + |
6. Изменение массы после воздействия растворителей | То же | - | + |
7. Физико-механические показатели резины | От текущей закладки не реже 1 раза в месяц | - | + |
________________
* Показатели определяют при изменении рецепта или технологии изготовления колец.
Примечание. Знак "+" означает проведение испытаний, знак "-" - отсутствие испытаний.
2.3. При получении неудовлетворительных результатов приемосдаточных испытаний (пп.1, 3 табл.9) проводят повторные испытания на удвоенном количестве колец этой партии. Результаты повторных испытаний распространяют на всю партию.
При получении неудовлетворительных результатов периодических испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии колец или закладки резины. При неудовлетворительных результатах повторных испытаний колец партию бракуют, а испытание по этому показателю переводят в категорию приемосдаточных до получения положительных результатов не менее чем на трех закладках резины.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Перед проверкой размеров и внешнего вида кольца выдерживают после вулканизации не менее 24 ч.
3.2. Внешний вид колец проверяют визуально или сравнением с контрольным образцом. Размеры отклонений показателей внешнего вида измеряют штангенциркулем типа ШЦ по ГОСТ 166 с ценой деления 0,1 мм или измерительной металлической линейкой по ГОСТ 422 с ценой деления 1,0 мм.
3.3. Контролируемые размеры (см. черт.1-3) измеряют штангенциркулем типа ШЦ по ГОСТ 166 с ценой деления 0,1 мм не менее чем в четырех местах, равномерно расположенных по окружности. Кольцо считается годным, если результаты всех измерений находятся в пределах, указанных в табл.2-4.
Внутренний диаметр измеряют штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм не менее чем в двух взаимно перпендикулярных направлениях. Кольцо считают годным, если среднее арифметическое результатов всех измерений на одном кольце, округленное до 0,1 мм, находится в пределах, указанных в табл.2-4.
Диаметр колец с предельным отклонением более ±0,5 разрешается измерять металлической измерительной линейкой по ГОСТ 427, с ценой деления 1,0 мм и длиной не менее 500 мм. При этом результаты вычисления округляют до 1,0 мм.
3.4. Физико-механические показатели резины определяют по стандартам на каждый вид испытаний, указанных в табл.6.
3.5. Твердость колец определяют по ГОСТ 263 и приложению 1.
3.6. Восстанавливаемость колец после кристаллизации при температуре минус (25±2) °С, сжатии 80% и выдержке (30±3) мин проверяют:
кольца типа САМ - по методу, приведенному в приложении 2;
кольца типа КЧМ и ТЧМ - по ГОСТ 13270.
3.7. Относительную остаточную деформацию колец проверяют по ГОСТ 9.029, метод Б, при сжатии 30% в течение (24±0,5) ч для колец из резины группы 1 при температуре (70±3) °С, для колец из резины группы 2 при (100±3) °С. При этом испытания колец типов КЧМ и ТЧМ проводят на образцах, вырезанных из колец, имеющих форму цилиндра или призмы высотой (10,0±0,5) мм и основанием, равным сечению кольца, а колец типа САМ - по методу, приведенному в приложении 3.
3.8. Изменение массы колец после воздействия сред в течение (24) ч при (23±2) °С определяют по ГОСТ 9.030, метод А.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Кольца транспортируют всеми видами транспорта, в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
4.2. Кольца следует хранить в закрытом помещении при температуре от минус 15 до плюс 30 °С в условиях, исключающих деформацию, повреждения и ударные нагрузки, на расстоянии не менее 1 м от отопительных приборов и не подвергать воздействию веществ, разрушающих резину.
Допускается хранить кольца при температуре от 30 до 50 °С в течение 6 мес.
5. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ И МОНТАЖУ
5.1. Кольца после пребывания при температуре ниже 5 °С перед монтажом муфтового соединения должны быть выдержаны при температуре (23±5) °С не менее 24 ч.
Допускается монтировать кольца при температуре от минус 20 до плюс 50 °С без непосредственного воздействия солнечного облучения не более 7 ч.
5.2. Монтаж колец должен производиться без перекосов, скручивания и механических повреждений.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие колец требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации, установленных настоящим стандартом.
6.2. Гарантийный срок эксплуатации колец - 6 лет со дня изготовления.
ПРИЛОЖЕНИЕ 1
Обязательное
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ КОЛЕЦ И РЕЗИН
1. Образец стандартного размера или кольца испытывают на приборе по ГОСТ 263 с приспособлением (черт.4), обеспечивающим прижимное усилие 10 Н (1 кгс).

1 - основание прибора; 2 - редуктор; 3 - рукоятка; 4 - установочная шайба; 5 - твердомер (съемный);
6 - кронштейн; 7 - груз; 8, 9 - площадки для установки прибора; 10, 11, 12, 13 - сменные площадки
для установки колец различных сечений
Черт.4
2. Форма и размеры площадок 10-13 должны соответствовать указанным на черт.4 и в табл.10.
Таблица 10
Размеры, мм
Номер площадки | ||
10 | 18 | 16 |
11 | 14 | 12 |
12 | 17 | 15 |
13 | 20 | 18 |
3. Правильность установки твердомера в приспособлении проверяют по гладкой металлической площадке 8. Рукояткой площадку поднимают до тех пор, пока начнет подниматься груз, при этом площадка до начала подъема груза должна соприкасаться с поверхностью пластинки твердомера и шайбы.
Стрелка в это время должна стоять на шкале против деления 100.
4. Центрируют прибор на площадке 9. Передвигают установочную шайбу и поворачивают кронштейн так, чтобы при нажиме на рукоятку игла твердомера совпала с отверстием в площадке 9. Шайбы и кронштейн закрепляют в том положении.
5. Стандартный образец помещают на площадку 8, а кольцо в зависимости от сечения - на площадки 10-13 и медленным нажимом рукоятки поднимают площадку с кольцом до начала подъема груза.
Измеряют глубину погружения иглы, отсчитывая показания стрелки твердомера в условных делениях шкалы.
ПРИЛОЖЕНИЕ 2
Обязательное
ОПРЕДЕЛЕНИЕ ВОССТАНАВЛИВАЕМОСТИ КОЛЕЦ ПОСЛЕ КРИСТАЛЛИЗАЦИИ
(ДЛЯ ОБРАЗЦОВ ИЗ КОЛЕЦ ТИПА САМ)
Сущность метода заключается в определении способности сжатых образцов восстанавливать свою форму при отрицательной температуре.
1. Отбор образцов
1.1. Кольца выдерживают после вулканизации не менее 24 ч.
1.2. Образцы для испытания вырезают из колец. Образец должен быть в форме цилиндра диаметром (5,5±0,5) мм. Высота образца () должна быть равна высоте монолитной части кольца (
![]() ) мм.
) мм.
На поверхности образцов не должно быть трещин, раковин, посторонних включений и других дефектов.
Допускается проводить испытания на образцах с отклонением от правильной формы цилиндра в пределах допусков.
1.3. Количество образцов для испытаний от каждого кольца должно быть не менее трех.
2. Аппаратура, приспособления и материалы
2.1. Прибор для испытания по ГОСТ 13270, обеспечивающий сжатие образца на 80%.
2.2. Криокамера для охлаждения образцов до температуры минус 25 °С с погрешностью ±2 °С.
2.3. Мешалка ручная или механическая.
2.4. Термометр по ГОСТ 27544 с погрешностью измерения ±1 °С.
2.5. Секундомер механический, 3-го класса точности по ГОСТ 5072.
2.6. Спирт этиловый технический по ГОСТ 18300 или ГОСТ 17299.
2.7. Двуокись углерода твердая по ГОСТ 12162 (охлаждающий агент).
2.8. Вырезная машина типа ВН-5903 с вращающимся цилиндрическим ножом для вырезки образцов (черт.5).
Нож для вырезки образцов
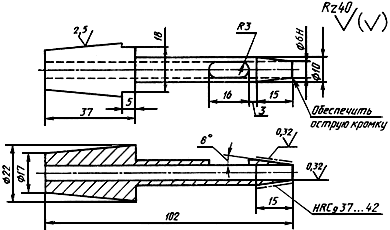
Черт.5
3. Проведение испытания
3.1. Устанавливают в криокамере температуру испытания минус (25±2) °С.
3.2. Образец помещают между рабочими площадками прибора и измеряют его высоту при температуре (23±2) °С.
3.3. Высоту сжатого образца () вычисляют по формуле
![]() ,
,
где - первоначальная высота образца, мм.
3.4. Часть прибора, предназначенную для испытания образцов, погружают в криокамеру не менее чем на (10±1) мин, затем вынимают и помещают образец между опорной и сжимающей площадками.
Сжимают образец до высоты . Прибор погружают в криокамеру так, чтобы уровень жидкости над образцом был не менее 50 мм. Образец выдерживают при температуре испытания (30±1) мин.
3.5. По истечении времени быстрым поворотом маховика до отказа освобождают образец от нагрузки, не вынимая нижней части прибора из охлаждающей среды. Через (10±1) мин после освобождения образца от нагрузки определяют по индикатору его высоту.
4. Обработка результатов
4.1. Коэффициент восстанавливаемости образца после кристаллизации () вычисляют по формуле
![]()
где - первоначальная высота образца, мм;
- высота сжатого образца, мм;
- высота образца после освобождения от нагрузки и восстановления, мм.
ПРИЛОЖЕНИЕ 3
Обязательное
ОПРЕДЕЛЕНИЕ ОТНОСИТЕЛЬНОЙ ОСТАТОЧНОЙ ДЕФОРМАЦИИ
(ДЛЯ ОБРАЗЦОВ ИЗ КОЛЕЦ ТИПА САМ)
Сущность метода заключается в сжатии образцов в струбцинах в осевом направлении, выдержке в сжатом состоянии в течение заданных времени и температуры и определении остаточной деформации после освобождения образца от нагрузки.
1. Отбор образцов
1.1. Кольца выдерживают после вулканизации не менее 24 ч.
1.2. Для испытания применяют образцы, вырезанные из колец (черт.6) так, чтобы концы образцов не совпадали с углублениями кольца.
Черт.6
1.3. Высота образца равна высоте кольца (![]() мм).
мм).
2. Аппаратура
2.1. Струбцина, представляющая собой две параллельные стальные пластины, соединенные болтами. Толщина каждой пластины должна быть не менее 10 мм.
Струбцина должна обеспечивать деформацию сжатия ![]() %, что достигается ограничителями высотой (12,60±0,05) мм.
%, что достигается ограничителями высотой (12,60±0,05) мм.
2.2. Термостат по нормативно-технической документации, обеспечивающий температуру испытаний в рабочем объеме с предельным допускаемым отклонением ±3 °С, полный обмен воздуха 3-10 раз в течение 1 ч.
Допускается применять термостаты без обмена воздуха.
Термостат должен быть снабжен приборами для измерения и регулирования температуры и скорости воздухообмена.
Рабочая часть прибора для измерения температуры (спай термопары или шарик термометра) должна быть в зоне образцов.
2.3. Штангенциркуль по ГОСТ 166.
3. Проведение испытаний
3.1. Образцы выдерживают после вулканизации не менее 24 ч и не более 30 сут.
Измеряют штангенциркулем высоту образца при температуре (23±2) °С не менее чем в трех точках образца и записывают среднее арифметическое.
3.2. Помещают образцы в струбцину и сжимают их, затягивая болты до соприкосновения верхней плиты струбцины с ограничителями. При этом не допускается соприкосновение образцов с ограничителями и друг с другом.
3.3. Струбцину помещают в термостат не позднее чем через 1 ч после сжатия. Выдерживают струбцину с образцами:
![]() ч при температуре (70±3) °С - для колец из резины на основе СКИ-3.
ч при температуре (70±3) °С - для колец из резины на основе СКИ-3.
![]() ч при температуре (100±3) °С - для колец из резины на основе СКН.
ч при температуре (100±3) °С - для колец из резины на основе СКН.
3.4. Струбцину с образцами вынимают из термостата и охлаждают до температуры (23±2) °С не более 2 ч.
Извлекают образцы из струбцины и оставляют в свободном состоянии в течение (30±3) мин на теплоизолирующей деревянной или асбестовой плите, затем измеряют высоту образцов.
4. Обработка результатов
4.1. Относительную остаточную деформацию () в процентах вычисляют по формуле
![]()
где - первоначальная высота образца, мм;
- высота ограничителя, мм;
- высота образца после освобождения от нагрузки и восстановления, мм.
4.2. За результат испытания принимают среднее арифметическое показателей не менее трех образцов, отличающихся от среднего не более чем на ±10%.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}