ГОСТ Р 54554-2011
Группа Л69
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СМЕСИ РЕЗИНОВЫЕ СТАНДАРТНЫЕ
Материалы, оборудование, методы смешения и приготовления вулканизованных пластин
Standard rubber compounds. Materials, equipment and procedures for mixing and preparing vulcanized sheets
ОКС 83.060
ОКСТУ 2509
Дата введения 2013-07-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский центр стандартизации, информации и сертификации сырья, материалов и веществ" (ФГУП "ВНИЦСМВ") на основе перевода на русский язык англоязычной версии стандарта, указанного в пункте 4, выполненного Федеральным государственным унитарным предприятием "Научно-исследовательский институт синтетического каучука" (ФГУП "НИИСК")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2011 г. N 638-ст
4 Настоящий стандарт является модифицированным по отношению к стандарту АСТМ Д 3182-2016* "Стандартные методы испытаний резин. Материалы, оборудование и методы приготовления стандартных резиновых смесей и вулканизованных пластин" (АSТМ D 3182-2016 "Standard practice for rubber - Materials, equipment, and procedures for mixing standard compounds and preparing standard vulcanized sheets", MOD). При этом дополнительные слова, фразы, ссылки, включенные в текст стандарта для учета потребностей национальной экономики Российской Федерации и особенностей национальной стандартизации, выделены курсивом**.
_______________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов в разделах "Предисловие", 2 "Нормативные ссылки" и п.7.2.6 приводятся обычным шрифтом; отмеченные в разделе "Предисловие" знаком "**" и остальные по тексту документа выделены курсивом. - Примечания изготовителя базы данных.
Наименование настоящего стандарта изменено относительно наименования указанного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Издание (июль 2018 г.) с Изменением N 1 (ИУС 2-2018).
Изменение N 1 утверждено и введено в действие Приказом Федерального агентства по техническому регулированию и метрологии от 24.10.2017 N 1484-ст
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации"**. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
1.1 Настоящий стандарт устанавливает перечень контрольных ингредиентов, необходимых для приготовления стандартных резиновых смесей, предусмотренных соответствующими методами испытаний, а также требования к процедуре взвешивания материалов. Стандарт также описывает смесительное и вулканизационное оборудование и общие требования к процедурам смешения и вулканизации.
1.2 В настоящем стандарте не предусмотрено рассмотрение всех вопросов обеспечения безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил по безопасности и охране здоровья, а также определяет целесообразность применения законодательных ограничений перед его использованием.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 269-66 Резина. Общие требования к проведению физико-механических испытаний
ГОСТ 270-75 Резина. Метод определения упругопрочностных свойств при растяжении
ГОСТ ISO 2393-2016 Смеси резиновые для испытаний. Приготовление, смешение и вулканизация. Оборудование и процедуры
ГОСТ Р 54547-2011 Смеси резиновые. Определение вулканизационных характеристик с использованием безроторных реометров
ГОСТ Р 54552-2011 Каучуки и резиновые смеси. Определение вязкости, релаксации напряжения и характеристик подвулканизации с использованием вискозиметра Муни
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Раздел 2. (Измененная редакция, Изм. N 1).
3 Назначение
Требования, изложенные в настоящем стандарте, предназначены для использования в стандартизованных методах приготовления резиновых смесей и вулканизатов, применяемых при контроле качества продукции, в исследованиях и разработках, а также при сравнении различных материалов.
4 Стандартные материалы
4.1 Стандартные контрольные материалы
4.1.1 В рецептах стандартных резиновых смесей используют стандартные контрольные материалы [1] или материалы, которые имеют аналогичные свойства. В случае разногласий следует использовать действующие стандартные контрольные материалы или промышленные контрольные материалы [1], приведенные в таблице 1.
Таблица 1 - Стандартные контрольные материалы или промышленные контрольные материалы [1]
Стандартный контрольный материал (SRM) или промышленный контрольный материал (IRM) [1] | Номер (SRM) [1] | Номер (IRM) [1] |
Оксид цинка | 370 | - |
Сера | 371 | - |
Стеариновая кислота | 372 | - |
Бензтиазолдисульфид | - | 2 |
Тетраметилтиурамдисульфид | - | 1 |
Оксид магния | 376 | - |
Печной технический углерод из нефтяного сырья (HAF) | 378 | - |
Печной технический углерод из газового сырья (SRF) | 382 | - |
Меркаптобензотиазол | 383 | - |
N-трет-бутил-2-бензотиазолсульфенамид | 384 | - |
SBR-1500 | 386 | - |
Натуральный каучук | 201 | - |
4.1.2 Промышленные контрольные материалы представляют собой стандартные контрольные материалы, произведенные определенным изготовителем и сертифицированные в соответствии с [2].
_______________
NIST [1] прекратил выпуск материалов серии SRM 373, 374 и 385. Заменой являются IRM 2, 1 и 201. Единственным поставщиком IRM 1 и 2, является Forcoven Products, Inc., PO Box 1556, Humble, TX 77338. Единственным поставщиком IRM 201 в настоящее время является Akron Chemical Co., 255 Fountain St., Akron, OH 44304.
Подтверждающие данные находятся в штаб-квартире АСТМ и могут быть получены по запросу Research Report RR:D11-1026.
4.2 Другими стандартными или промышленными контрольными материалами являются:
- промышленный контрольный технический углерод из очередной партии, применяемой на момент испытания;
- масло АСТМ типа 103 по [3].
_______________
Единственным поставщиком партии масла, соответствующего [3], является Sun Refining and Marketing Co., Process Materials Group, 10 Penn Center, 1801 Market St., Philadelphia, PA 19103 (доступно в объемах 1 и 5 галлонов): кинематическая вязкость по [4] и [5] равна (16,8±1,2) мм
/с при температуре 100°С, вязкостно-весовая константа по [6] - 0,889±0,002.
Допускается использовать отечественные контрольные материалы, имеющие свойства, аналогичные стандартным контрольным материалам.
5 Загрузка и взвешивание материалов
5.1 Если нет других указаний, стандартная масса загрузки для стандартных лабораторных вальцов должна в три раза превышать массу смеси по рецепту (в граммах на сто граммов каучука).
Допускается масса загрузки (в граммах) для стандартных вальцов в четыре раза превышающая массу смеси по рецепту, если в методе оценки и испытуемого каучука нет других указаний.
Результаты могут не совпадать.
5.2 Масса загрузки (в граммах) для закрытого резиносмесителя должна быть равна номинальному объему смесителя (1170±40) см, умноженному на плотность резиновой смеси.
5.3 Масса загрузки (в граммах) для закрытого микросмесителя должна составлять 75% номинального объема (85±1) см, умноженного на плотность резиновой смеси.
5.4 При смешении на вальцах и в закрытом резиносмесителе каучук и технический углерод взвешивают с точностью до ±1 г, в закрытом микросмесителе - с точностью до ±0,1 г. Остальные ингредиенты должны быть взвешены с точностью до ±0,1 г для вальцов и закрытого смесителя, с точностью до ±0,01 г - для закрытого микросмесителя.
5.5 Ингредиенты резиновой смеси, кроме каучука, технического углерода и масла, могут вводиться в смесь, приготавливаемую в закрытом микросмесителе, более точно и легко, если предварительно смешать их в пропорции, предусмотренной рецептом. Смешение можно провести при помощи пестика и ступки или перемешиванием в течение 10 мин в высокоскоростном биконическом смесителе, или перемешиванием в смесителе в течение пяти трехсекундных периодов. В последнем случае после каждого трехсекундного смешения очищают внутреннюю поверхность смесителя для удаления прилипших к стенкам материалов.
_______________
Единственным известным поставщиком аппарата является Waring Products, Inc. (www.waringproducts.com).
ПРЕДОСТЕРЕЖЕНИЕ! При продолжительности смешения более 3 с стеариновая кислота может расплавиться и препятствовать хорошему диспергированию.
5.6 Если нет других указаний, технический углерод кондиционируют нагреванием в течение 1 ч при температуре (125±3)°С в термостате 1В по [7] или термостате с аналогичными характеристиками.
5.6.1 Для кондиционирования технический углерод помещают в открытую емкость подходящего размера так, чтобы толщина слоя не превышала 10 мм. Хранят кондиционированный технический углерод в закрытом влагонепроницаемом контейнере до охлаждения и дальнейшего использования.
6 Смесительное оборудование
6.1 Стандартные вальцы
6.1.1 Стандартные вальцы должны иметь диаметр валков 150-155 мм. Вальцы должны быть оборудованы направляющими с расстоянием между ними, измеренным вдоль зазора, 250-280 мм.
Примечание - При использовании вальцов других размеров может потребоваться корректировка массы загрузки и циклов смешения для получения сопоставимых результатов.
Допускается использовать вальцы, требования к которым приведены в ГОСТ ISO 2393.
6.1.2 Угловая скорость медленного валка должна составлять (2,51±0,05) рад/с, соотношение скоростей медленного и быстрого валков (фрикция) 1:1,4. При использовании другой фрикции для получения сопоставимых результатов может потребоваться корректировка режима смешения. Использование нестандартных вальцов должно быть отмечено в протоколе испытания.
6.1.3 Вальцы должны быть оборудованы средствами для поддержания и контроля температуры валков с погрешностью не более 5°С.
6.1.4 Зазор между валками должен быть регулируемым в пределах по меньшей мере от 0,2 до 8,0 мм. Зазор между валками определяют с помощью двух свинцовых полосок шириной (10±3) мм, длиной не менее 50 мм и толщиной на 0,25-0,50 мм больше измеряемого зазора между валками. Для регулирования зазора между валками свинцовые полоски устанавливают по краям валков на расстоянии примерно 25 мм от направляющих и пропускают через вальцы одновременно с резиновой смесью, располагаемой в центральной части вальцов. Смесь в виде пластины размерами примерно 75х75х6 мм должна иметь вязкость по Муни, превышающую 50 ML 1 + 4 при 100°С. Валки должны быть нагреты до температуры смешения. После прохождения свинцовых полосок через валки измеряют толщину полоски микрометром с точностью до 0,02 мм. Допуск на значение зазора должен быть ±10% или 0,05 мм при любом значении зазора.
6.2 Стандартный закрытый резиносмеситель
Стандартный закрытый резиносмеситель должен иметь камеру объемом (1575±50) см и два ротора, занимающих приблизительно 400 см
, в результате чего вместимость камеры равна (1170±40) см
. Угловая скорость вращения тихоходного ротора должна быть 8,06 рад/с, а передаточное число 1:1,125. Зазор между гребнем ротора и стенкой камеры должен составлять 2,4
мм. Закрытый резиносмеситель должен быть оснащен термопарой для измерения и регистрации температуры приготовляемых смесей. Термопару устанавливают через торцевую стенку так, чтобы она выступала внутрь камеры на расстояние (25,0±2,5) мм, измеренное вдоль верхней стороны датчика термопары. Затвор размерами (56±3)х(140±8) мм должен создавать давление на смесь в камере (1,27±0,06) кН. Боковые стенки камеры должны быть закреплены так, чтобы их можно было открывать. Они должны быть изготовлены отливкой из нержавеющей стали и оборудованы рубашкой для регулирования температуры с помощью циркулирующей жидкости или пара. Торцевые стенки должны быть изготовлены из прокатного железа, их рабочие поверхности должны иметь хромовое покрытие толщиной (0,20±0,02) мм. Роторы изготавливают из нержавеющей стали. Их поверхность должна иметь нитридное покрытие, а корпус - каналы для циркуляции жидкости или пара с целью поддержания температуры. Для этого роторы должны быть оборудованы узлами подводки теплоносителя.
Примечание - При использовании закрытых резиносмесителей других размеров для получения сопоставимых результатов потребуется корректировка массы смеси, скорости ротора или цикла смешения.
Условия работы закрытого резиносмесителя должны быть постоянными во время приготовления серии идентичных смесей. В начале каждой серии смесей необходимо приготовить в резиносмесителе "подготовительную" смесь, используя тот же рецепт и режим, как и для смесей серии. Назначение этой операции - введение резиносмесителя в температурный режим, а также его чистка. Между концом смешения одной смеси и началом следующей загрузки резиносмеситель должен остыть до указанной температуры. Состояние регулировки температуры резиносмесителя не должно меняться в течение приготовления всей серии смесей.
6.3 Стандартный закрытый микросмеситель
6.3.1 Стандартный закрытый микросмеситель должен быть оборудован смесительной головкой из нержавеющей стали с камерой объемом 120 см и роторами кулачкового типа из нержавеющей стали (съемными или фиксированными), занимающими объем 34-35 см
, в результате чего объем камеры микросмесителя равен (85±1) см
. Рекомендуемая загрузка должна быть равна 75% рабочего объема (64 см
). Быстроходный ведущий ротор (левый) должен иметь угловую скорость (6,28+3,14) рад/с, а передаточное число должно составлять 1,5:1. Для измерения и регистрации температуры смеси микросмеситель должен быть оснащен термопарой, проходящей через край головки в камеру. Смесительная камера должна быть закрыта во время смешения с помощью рычага или затвора. Температуру смесительной головки и задней стенки камеры поддерживают на требуемом уровне при помощи электрического или жидкостного обогрева.
Примечание - Если закрытые микросмесители оснащены головкой и роторами, как у смесителя Бенбери, или используются роторы или головки других размеров, для получения сопоставимых результатов потребуется корректировка массы смеси, частоты вращения ротора или режима смешения.
6.3.2 Закрытый микросмеситель может быть оборудован устройством для измерения и регистрации крутящего момента, которое не является обязательным для проведения операций смешения. Если оно используется, его следует периодически калибровать. Калибровка необходима также после каждого ремонта микросмесителя. Ее проводят в соответствии с инструкцией изготовителя.
Допускается использовать микросмеситель по ГОСТ ISO 2393.
7 Общие требования к процедурам смешения
7.1 Смешение на вальцах
7.1.1 Если нет других указаний, смешивают каучук с ингредиентами на медленном валке.
7.1.2 В процессе смешения измеряют температуру поверхности средней части валков, используя прибор с непрерывной регистрацией температуры или же ручной прибор, имеющий точность не более ±1°С. При этом частота измерений должна быть достаточной для поддержания необходимой температуры. Допускается кратковременно снимать смесь с вальцов на время, необходимое для измерения температуры медленного валка.
7.1.3 Если необходимо подрезать смесь на 3/4, резиновую смесь подрезают на 3/4 длины валка и держат нож в этом положении до полного исчезновения запаса резиновой смеси между валками. Делают последовательно подрезы на 3/4 валка с каждой стороны валка с интервалом 20 с, если не указано иное.
7.1.4 Смесь не подрезают, если в запасе резиновой смеси или на ее поверхности присутствуют ингредиенты, не вошедшие в смесь.
7.1.5 Технический углерод вводят равномерно по всей длине валка с постоянной скоростью. Все другие сухие ингредиенты вводят медленно и в точно установленное время. Масло, если оно необходимо по рецепту, можно вводить в смесь попеременно с техническим углеродом. Просыпавшиеся через зазор материалы тщательно собирают и возвращают в смесь.
7.1.6 Завершают цикл смешения, пропуская смесь, свернутую рулоном, шесть раз перпендикулярно к поверхности валков при зазоре между валками 0,8 мм для улучшения диспергирования.
7.1.7 Пропускают смесь четыре раза через зазор вальцов, равный 6 мм, каждый раз складывая ее вдвое.
7.1.8 Взвешивают смесь и записывают массу. Вырезают образцы, достаточные для определения вязкости смеси и способности к переработке в соответствии с ГОСТ Р 54552 или [8] и вулканизационных характеристик в соответствии с ГОСТ Р 54547 или [9]. Для определения упругопрочностных свойств при растяжении листуют оставшуюся смесь таким образом, чтобы ее толщина после усадки составляла 2,2-2,4 мм.
7.2 Смешение в закрытом резиносмесителе
7.2.1 Обычно смесь готовят в две стадии: первую стадию всегда проводят в закрытом смесителе, вторую - в закрытом смесителе или на стандартных вальцах.
7.2.2 Начальная температура внутри смесителя должна быть либо указана, либо быть такой, чтобы к концу смешения достигалась температура, требуемая при выгрузке смеси.
7.2.3 Если нет других указаний, угловая скорость вращения ротора должна быть 8,16 рад/с.
7.2.4 Нарезают каучук на куски, удобные для его быстрой подачи в резиносмеситель.
7.2.5 Готовят смесь в соответствии с указаниями последовательности и времени введения ингредиентов.
Методика смешения должна быть указана в стандарте на конкретный каучук.
При отсутствии стандарта методика должна быть согласована между заинтересованными сторонами.
7.2.6 Выгруженную смесь соединяют воедино на стандартных вальцах, взвешивают и оставляют остывать на гладкой металлической поверхности до одной из стандартных температур, указанных в ГОСТ 269 [(23±2)°С или (27±2)°С] до использования ее на второй стадии смешения.
Перед проведением второй стадии смешения смесь выдерживают не менее 30 мин или до тех пор, пока она не достигнет стандартной температуры. Промежуток времени между стадиями смешения не должен превышать 24 ч.
7.2.7 Если вторую стадию смешения проводят в закрытом резиносмесителе, смесь, полученную на первой стадии, нарезают на полоски для более легкой загрузки и добавляют оставшиеся ингредиенты в соответствии с указаниями документа на продукцию. Смесь должна быть выгружена в указанное время или при указанной температуре. Если вторую стадию смешения проводят на стандартных вальцах, вводят ингредиенты в смесь, соблюдая предписанные последовательность и время введения. Масса смеси может быть уменьшена для лучшего размещения ее на вальцах, а также для достижения лучшего диспергирования ингредиентов.
7.2.8 Завершают смешение пропусканием смеси, свернутой рулоном, перпендикулярно к поверхности валков шесть раз при зазоре 0,8 мм для улучшения диспергирования.
7.2.9 Затем пропускают смесь четыре раза через зазор вальцов, равный 6 мм, каждый раз складывая ее вдвое.
7.2.10 Взвешивают смесь и записывают массу. Вырезают образцы, достаточные для определения вязкости смеси и способности к переработке в соответствии с ГОСТ Р 54552 или [8] и вулканизационных характеристик в соответствии с ГОСТ Р 54547 или [9]. Для определения упругопрочностных свойств при растяжении листуют оставшуюся смесь таким образом, чтобы ее толщина после усадки составляла 2,2-2,4 мм.
7.3 Смешение в закрытом микросмесителе
7.3.1 Перед смешением необходимо поддерживать в смесительной головке заданную температуру в течение не менее 5 мин.
7.3.2 Если нет других указаний, угловая скорость вращения ротора в незагруженном микросмесителе должна составлять 1,0 рад/с. Если используют модель с переменной скоростью, скорость вращения следует постоянно проверять.
7.3.3 Готовят смесь, соблюдая предписанные указания по процедуре смешения для соответствующего каучука.
7.3.4 Немедленно пропускают выгруженную смесь дважды на стандартных вальцах при заданной температуре и зазоре между валками 0,5 мм один раз, затем дважды при зазоре между валками 3 мм для того, чтобы рассеять тепло, затем взвешивают смесь.
7.3.5 Пропускают свернутую рулоном смесь шесть раз перпендикулярно к поверхности валков при зазоре между валками 0,8 мм для улучшения диспергирования.
7.3.6 Взвешивают смесь и записывают массу. Отрезают образцы для определения вязкости смеси и пригодности к переработке в соответствии с ГОСТ Р 54552 или [8] и вулканизационных характеристик в соответствии с ГОСТ Р 54547 или [9]. Для определения упругопрочностных свойств при растяжении после выдержки листуют оставшуюся смесь таким образом, чтобы ее толщина после усадки составляла 2,2-2,4 мм.
8 Приготовление стандартных вулканизованных пластин
8.1 Приготовление заготовок пластин
8.1.1 Если нет других указаний, кондиционируют листованную смесь 1-24 ч при температуре (23±3)°С и относительной влажности не выше 55%. Для достижения максимальной воспроизводимости результатов кондиционируют смесь 1-24 ч в закрытой емкости или же в помещении с контролируемой относительной влажностью (35±5)% во избежание поглощения влаги из воздуха.
8.1.2 Лист резиновой смеси помещают на плоскую чистую сухую металлическую поверхность и вырезают заготовки, которые должны быть по длине и ширине на (4,5±1,5) мм короче, чем соответствующие размеры гнезда пресс-формы. На каждой заготовке отмечают направление вальцевания.
8.1.3 Масса заготовок размером 150х150 мм или 150х75 мм, предназначенных для вулканизации в пресс-формах, описанных в 8.2.2, должна соответствовать значениям, приведенным в таблице 2.
Таблица 2 - Масса невулканизованной заготовки в зависимости от плотности смеси
Плотность смеси, мг/м | Масса невулканизованной заготовки, г, размером | |
150х150 мм | 150х75 мм | |
0,94 | 52 | 26 |
0,96 | 53 | 27 |
0,98 | 54 | 27 |
1,00 | 55 | 28 |
1,02 | 56 | 28 |
1,04 | 57 | 29 |
1,06 | 58 | 29 |
1,08 | 59 | 30 |
1,10 | 60 | 30 |
1,12 | 61 | 31 |
1,14 | 62 | 31 |
1,16 | 63 | 32 |
1,18 | 64 | 32 |
1,20 | 65 | 33 |
1,22 | 66 | 33 |
1,24 | 67 | 34 |
1,26 | 68 | 34 |
1,28 | 69 | 35 |
1,30 | 70 | 35 |
8.1.4 Для предотвращения загрязнения материалами, оставшимися в пресс-форме от предыдущих операций вулканизации, прокладывают пленку из подходящего материала, например из алюминиевой фольги толщиной 0,1 мм без смазки сверху и снизу невулканизованной заготовки. Для компенсирования массы фольги уменьшают массу заготовки.
8.2 Оборудование для вулканизации
8.2.1 Пресс
Пресс должен создавать давление не менее 3,5 МПа на всю поверхность прессования в течение всего времени вулканизации. Он должен иметь подогреваемые плиты такого размера, чтобы при вулканизации расстояние от края плиты до вулканизуемой смеси было не менее 75 мм. Плиты должны быть изготовлены предпочтительно из прокатной стали и иметь электрический или паровой обогрев.
При использовании парового обогрева каждая плита должна быть оборудована индивидуально. На выходе паровой линии устанавливают конденсатоотводчик или делают небольшое отверстие для обеспечения непрерывного потока пара через плиты. При использовании плиты камерного типа паровыпускное отверстие должно быть несколько ниже паровой камеры, чтобы обеспечить сток жидкости. Теплоотдача от горячих плит к подвижной части пресса должна быть снижена, насколько возможно, с помощью стальной решетки между ними или другими способами. Плиты должны быть соответствующим образом защищены от охлаждения воздухом. Прессующие поверхности плит должны быть плоскопараллельными с допуском 0,25 мм/м, определяемым в условиях, когда сомкнутые плиты находятся при температуре 150°С под полным давлением, а между ними расположена сетка из мягкого припоя или свинца.
Плиты любого типа должны обеспечивать равномерный обогрев всей пресс-формы. Максимальное отклонение от температуры в центре плиты не должно превышать ±0,5°С. Разность температур между соответствующими точками на двух плитах не должна превышать 0,5°С.
Допускается использовать пресс, требования к которому приведены в ГОСТ ISO 2393.
Примечание - Для вычисления общего давления на пресс-форму измеряют общую площадь поверхности пресс-формы. Если резина в гнездах занимает значительно меньшую площадь, чем вся пресс-форма (например, пресс-форма для прокладок), допускается определять площадь поверхности только гнезд и использовать в вычислениях эту площадь.
(Измененная редакция, Изм. N 1).
8.2.2 Пресс-форма
8.2.2.1 В зависимости от единиц измерения пресс-формы подразделяют на две категории:
a) дюймовые (в единицах американской системы мер);
b) миллиметровые (в единицах метрической системы мер).
На пресс-формах должна быть нанесена нестирающаяся маркировка, например, с помощью травления, гравировки, чеканки или других средств, указывающая на использованную при изготовлении пресс-формы единицу измерения.
8.2.2.2 Дюймовые пресс-формы
Пресс-форма для пластин размером 6x6 дюймов должна иметь следующие размеры гнезд, приведенные на рисунке 1:
- гнезда должны быть глубиной (0,077 ± 0,002) дюйма;
- нижняя плита должна быть толщиной 0,625 дюйма;
- верхняя плита должна быть толщиной 0,50 дюйма;
- размеры гнезд должны быть 6x6 дюймов, углы гнезд могут иметь радиус скругления не более 0,250 дюйма;
- размеры идентификационных углублений (см. рисунок 1), при их необходимости, должны быть 5,000,50 дюйма; их глубина от поверхности гнезда должна быть 0,020 дюйма;
- бортики между канавкой для вытекания избытка смеси и гнездом должны быть шириной 0,19 дюйма (показанной на рисунках как 3/16 дюйма);
- канавки для вытекания избытка смеси должны быть шириной 0,25 дюйма (показанной на рисунках как 1/4 дюйма) и иметь радиус закругления дна не более 0,125 дюйма (показанный на рисунках как 1/8 дюйма);
- на внешних четырех углах нижней плиты пресс-формы фрезерованием изготовляют пазы для открывания на расстоянии 1,125 дюйма от угла для облегчения открывания формы.
Примечание - Если плиты пресс-формы сзади скреплены на петлях и спереди имеют ручки, пазы для открывания изготовляют на углах только напротив петель;
- внешние размеры пресс-формы должны быть 15x15 дюймов.
|
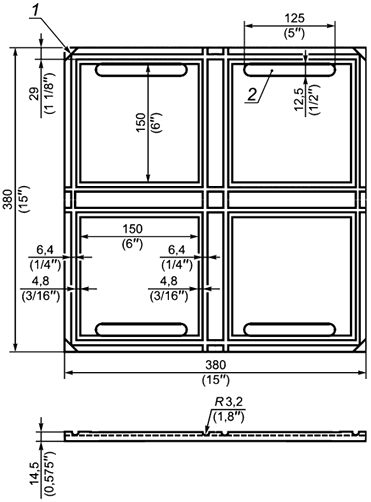
1 - пазы глубиной 3,2 мм (1/8 дюйма) на четырех углах, изготовленные фрезерованием для облегчения открывания формы; 2 - углубления на 0,5 мм (0,020 дюйма) от поверхности гнезда, изготовленные фрезерованием
Рисунок 1 - Четырехгнездная пресс-форма
Пресс-форма с гнездами, изготовленными в плите пресса, приведенная на рисунке 2, должна иметь такие же размеры, как на рисунке 1, за исключением толщины нижней плиты, которая должна быть 0,75 дюйма.
|
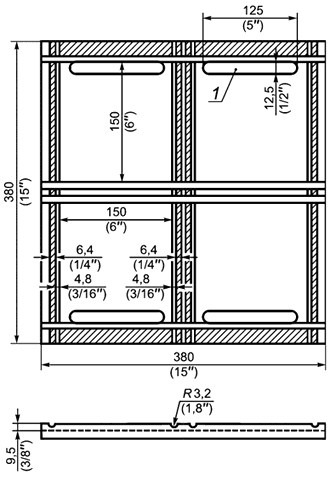
1 - углубления на 0,5 мм (0,020 дюйма) от поверхности гнезда, изготовленные фрезерованием
Рисунок 2 - Пресс-форма с гнездами, изготовленными в плите пресса
Пресс-форма для пластин размером 63 дюйма, приведенная на рисунке 3, должна иметь такие же размеры, как на рисунке 1, за исключением:
- размеры гнезд должны быть 63 дюйма, углы гнезд могут иметь радиус скругления не более 0,250 дюйма;
- внешние размеры пресс-формы должны быть 159 дюймов.
|
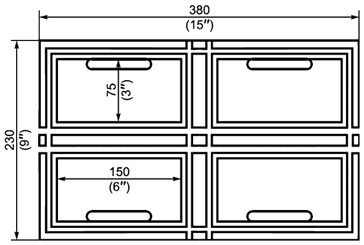
Рисунок 3 - Четырехгнездная пресс-форма для пластин небольшого размера
Пресс-форма для пластин размером 63 дюйма, приведенная на рисунке 4, должна иметь такие же размеры, как на рисунке 1, за исключением:
- размеры гнезд должны быть 6,005,91 дюйма, углы гнезд могут иметь радиус скругления не более 0,250 дюйма;
- продольные разделяющие бортики в каждом гнезде должны быть шириной 0,190 дюйма.
|
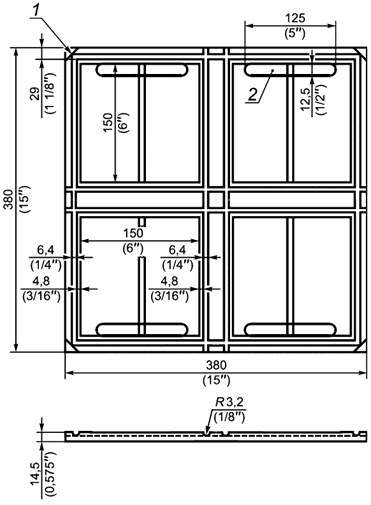
1 - пазы глубиной 3,2 мм (1/8 дюйма) на четырех углах, изготовленные фрезерованием для облегчения открывания формы; 2 - углубления на 0,5 мм (0,020 дюйма) от поверхности гнезда, изготовленные фрезерованием
Рисунок 4 - Восьмигнездная пресс-форма для пластин небольшого размера (модификация пресс-формы, приведенной на рисунке 1)
Размеры, указанные в 8.2.2.2 и на рисунках 1-4, для которых не приведены допуски, следует рассматривать как номинальные, т.е. размеры не являются критическими для изготовления или рабочих характеристик при надлежащем использовании.
8.2.2.3 Миллиметровые пресс-формы
Пресс-форма для пластин размером 150150 мм должна иметь следующие размеры гнезд, приведенные на рисунке 1:
- гнезда должны быть глубиной (1,95±0,05) мм;
- нижняя плита должна быть толщиной 14,5 мм;
- верхняя плита должна быть толщиной 12,5 мм.
Примечание 1 - Допуски на толщину верхней и нижней пластин позволяют провести повторную обработку пресс-формы после первоначального изготовления, что увеличивает срок службы пресс-формы;
- размеры гнезд должны быть 1,50±1,50* мм, углы гнезд могут иметь радиус скругления не более 6,35 мм;
________________
* Текст документа соответствует оригиналу. - .
- размеры идентификационных углублений (см. рисунок 1), при их необходимости, должны быть 125,012,5 мм, их глубина от поверхности гнезда должна быть 0,5 мм;
- бортики между канавкой для вытекания избытка смеси и гнездом должны быть шириной 4,8 мм;
- канавки для вытекания избытка смеси должны быть шириной 6,4 мм и иметь радиус закругления дна не более 3,2 мм.
На внешних четырех углах нижней плиты пресс-формы фрезерованием изготовляют пазы для открывания на расстоянии 28,6 мм от угла для облегчения открывания формы.
Примечание 2 - Если плиты пресс-формы сзади скреплены на петлях и спереди имеют ручки, пазы для открывания изготовляют на углах только напротив петель.
Внешние размеры пресс-формы должны иметь 380380 мм.
Пресс-форма с гнездами, изготовленными в плите пресса, приведенная на рисунке 2, должна иметь такие же размеры, как на рисунке 1, за исключением толщины нижней плиты, которая должна быть равна 19 мм.
Пресс-форма для пластин размером 15075 мм, приведенная на рисунке 3, должна иметь такие же размеры, как на рисунке 1, за исключением:
- размеры гнезд должны быть 15075 мм, углы гнезд могут иметь радиус скругления не более 6,3 мм;
- внешние размеры пресс-формы должны быть 380230 мм.
Пресс-форма для пластин размером 15075 мм, приведенная на рисунке 4, должна иметь такие же размеры, как на рисунке 1, за исключением:
- размеры гнезд должны быть 150,0147,6 мм, углы гнезд могут иметь радиус скругления не более 6,3 мм;
- продольные разделяющие бортики в каждом гнезде должны быть шириной 4,8 мм.
Размеры, указанные в 8.2.2.3 и на рисунках 1-4, для которых не приведены допуски, нужно рассматривать как номинальные, т.е. размеры не являются критическими для изготовления или рабочих характеристик при надлежащем использовании.
Допускается использовать пресс-формы других размеров. Пресс-формы должны иметь гнезда размерами, достаточными для получения необходимого количества образцов в форме двухсторонних лопаток по ГОСТ 270.
8.2.2.1-8.2.2.3 (Измененная редакция, Изм. N 1).
8.2.2.4 Формующие поверхности должны быть отполированы до шероховатости поверхности Ra не менее 0,6 мкм (среднеарифметическое отклонение профиля) или 24 микродюйма (среднеарифметическое) и хромированы (твердым хромированием). Предпочтительно использовать пресс-формы из инструментальной стали, допускается использовать пресс-формы из малоуглеродистой и нержавеющей стали.
Существуют альтернативы промышленному хромированию при формовании высококоррозионноактивных или адгезионных материалов. В таких случаях можно использовать политетрафторэтилен (PTFE).
Верхняя плита (крышка) пресс-формы должна представлять собой плоскую плиту, предпочтительно прикрепленную на петлях к нижней плите с гнездами для исключения возможности повреждения формующих поверхностей пресс-формы.
Если нет других указаний, не применяют смазку для поверхностей пресс-формы. При необходимости используют остаточное масло, не оказывающее воздействие на вулканизованную пластину. При необходимости избыток смазки удаляют вулканизацией не менее одной загрузки пластин, которую утилизируют. Удовлетворительные результаты получают, используя силиконовую смазку или раствор мягкого мыла.
(Введен дополнительно, Изм. N 1).
8.3 Вулканизация
8.3.1 Нагревают пресс-форму до температуры вулканизации с точностью до ±0,5°С в закрытом прессе и выдерживают при этой температуре не менее 20 мин до помещения в нее невулканизованных заготовок. Контролируют температуру пресс-формы, используя термопару или другое подходящее устройство для измерения температуры, помещенное в один из каналов для выпрессовки, благодаря чему обеспечивается непосредственный контакт с пресс-формой.
8.3.2 Открывают пресс, помещают невулканизованные заготовки в пресс-форму и как можно быстрее закрывают пресс. При извлечении пресс-формы из пресса для загрузки невулканизованных заготовок следует принять меры предосторожности против ее чрезмерного охлаждения при соприкосновении с воздухом и с холодными металлическими поверхностями.
8.3.3 Временем вулканизации считают время от момента приложения полного давления до снятия давления. При вулканизации поддерживают минимальное давление на зону гнезд пресс-формы 3,5 МПа. Сразу после открытия пресса удаляют из пресс-формы вулканизированные пластины и охлаждают в течение 10-15 мин в воде (при комнатной температуре или ниже) или на металлической поверхности (для изделий, используемых для электрических измерений). В протоколе испытания указывают способ охлаждения.
8.3.4 Если нет иных указаний, вулканизаты до подготовки и проведения испытаний кондиционируют при температуре (23±2)°С в течение 16-96 ч.
Примечание - При контроле качества продукции может возникнуть необходимость проведения испытания в течение 1-6 ч после вулканизации, при этом могут быть получены несколько отличающиеся результаты.
Для получения сопоставимых результатов испытания следует проводить, по возможности, через одинаковые промежутки времени.
Вулканизаты хранят при одной из стандартных температур, указанных в ГОСТ 269. Во избежание загрязнения во время хранения вулканизаты заворачивают в алюминиевую фольгу или другой подходящий материал.
Библиография
[1] | Национальный институт стандартов и технологии США (NIST) (National institute of standards and technology (NIST)) | |
[2] | АСТМ Д 4678-2009 | Каучуки и резиновые смеси. Приготовление, испытание, приемка, документация и использование образцов сравнения |
(ASTM D 4678-2009) | (Practice for rubber - Preparation, testing, acceptance, documentation, and use of reference materials) | |
[3] | АСТМ Д 2226-2007 | Классификация различных типов нефтяных масел для использования в резиновых смесях |
(ASTM D 2226-2007) | (Classification for various types of petroleum oils for rubber compounding use) | |
[4] | АСТМ Д 88-2007 | Определение вязкости по Сейболту |
(ASTM D 88-2007) | (Standard test method for saybolt viscosity) | |
[5] | АСТМ Д 2161-2010 | Методика перевода кинематической вязкости в универсальную вязкость Сейболта или вязкость Сейболта-Фурола |
(ASTM D 2161-2010) | (Practice for conversion of kinematic viscosity to Saybolt universal viscosity or to Saybolt Furol viscosity) | |
[6] | АСТМ Д 2501-2005 | Метод расчета гравитационно-вязкостной постоянной (ГВП) нефтяных масел |
(ASTM D 2501-2005) | (Test method for calculation of viscosity-gravity constant (VGC) of petroleum oils) | |
[7] | АСТМ E 145-2006 | Технические условия на термостаты с естественной и принудительной вентиляцией |
(ASTM E 145-2006) | (Specification for gravity-convection and forced-ventilation ovens) | |
[8] | АСТМ Д 6204-2007 | Определение свойств резиновых смесей с использованием безроторного сдвигового реометра |
(ASTM D 6204-2007) | (Test method for rubber - Measurement of unvulcanized rheological properties using rotorless shear rheometers) | |
[9] | АСТМ Д 2084-2007 | Каучуки. Определение вулканизационных характеристик с помощью реометра с колеблющимся ротором |
(ASTM D 2084-2007) | (Standard test method for rubber property-vulcanization using oscillating disk cure meter) | |
УДК 678.4:543.06:006.354 | ОКС 83.060 | Л69 | ОКСТУ 2509 |
Ключевые слова: резиновые смеси, стандартные резиновые смеси, вулканизированные пластины | |||
Электронный текст документа
и сверен по:
, 2018
{kind=link}