ГОСТ ISO 7743-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА И ТЕРМОЭЛАСТОПЛАСТЫ
Определение упругопрочностных свойств при сжатии
Rubber or thermoplastic. Determination of compression stress-strain
Properties
МКС 83.060
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса" на основе собственного аутентичного перевода стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 1825-ст межгосударственный стандарт ГОСТ ISO 7743-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен международному стандарту ISO 7743:2011* Rubber, vulcanized or thermoplastic - Determination of compression stress-strain properties (Резина вулканизованная или термопластик. Определение упругопрочностных свойств при сжатии).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом по стандартизации ISO/TC 45 "Резина и резиновые изделия" подкомитетом SC 2 "Испытания и анализ" Международной организации по стандартизации (ISO).
Перевод с английского языка (en).
Наименование настоящего стандарта изменено относительно наименования указанного стандарта для приведения в соответствие с ГОСТ 1.5-2001 (подраздел 3.6).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, международные стандарты, на которые даны ссылки, имеются в Федеральном информационном фонде технических регламентов и стандартов.
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении Д.А.
Степень соответствия - идентичная (IDT)
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Октябрь 2016 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемом информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Информация об упругопрочностных свойствах при сжатии играет важную роль при проектировании, например, резиновых опорных частей мостов, виброизоляторов и уплотнительных колец. Упругопрочностные свойства при сжатии также используются для контроля качества уплотнительных колец и других изделий небольших размеров (толщиной до 2 мм), когда измерение твердости затруднительно. По результатам испытания на сжатие определяют пористость в таких изделиях, как уплотнительные кольца для трубных соединений. В зависимости от геометрической формы образца для испытания и условий проведения испытания сжатие может быть одноосным или двухосным. При отсутствии трения на поверхности раздела между образцом для испытания и устройством сжатия, сжатие одноосно. Если трение значительно, форма образца влияет на характер сжатия. При небольшой толщине образца принцип Сен-Венана не применяют: граничное условие на поверхности раздела влияет на поля напряжений и деформаций и сжатие становится двухосным (чем тоньше образец, тем выше двухосность). Образец ведет себя как при приложении дополнительного радиального сжатия (трение препятствует радиальному расширению за счет осевого сжатия), это явление должно быть учтено при расчете свойств материала по результатам сжатия таких, как модули.
Предупреждение - Пользователи настоящего стандарта должны быть знакомы со стандартной лабораторной практикой. В настоящем стандарте не предусмотрено рассмотрение всех вопросов обеспечения безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил по технике безопасности и охране здоровья, а также определяет целесообразность применения законодательных ограничений перед его использованием.
1 Область применения
Настоящий стандарт устанавливает методы определения упругопрочностных свойств при сжатии резин и термоэластопластов с использованием стандартных образцов для испытания, изделия или части изделия.
Применяют четыре метода испытания - А, В, С и D:
- метод А - с использованием стандартного образца А с металлическими пластинами со смазкой;
- метод В - с использованием стандартного образца А с металлическими пластинами, приклеенными к образцу;
- метод С - с использованием стандартного образца В;
- метод D - с использованием изделия или части изделия с металлическими пластинами со смазкой.
Результаты испытаний по четырем методам несопоставимы. Результаты испытаний по методу А (образец А с использованием смазки) зависят только от модуля резины и не зависят от формы образца при условии достижения полного проскальзывания. Иногда трудно достичь эффективного смазывания, для определения неравномерного проскальзывания целесообразно проверять отклонения результатов повторных испытаний образцов.
Результаты испытаний по методу В (образец А, приклеенный) зависят от модуля резины и от формы образца. Зависимость от формы образца для испытания значительная и результаты заметно отличаются от результатов, полученных на образцах с использованием смазки.
Результаты испытаний по методу С (образец В) не зависят от формы образца и наличия смазки. Этот образец является более подходящим и удобным для определения свойств материала (см. приложение А).
Результаты испытаний изделий по методу D зависят от формы образца, но так как испытания в основном сравнительные, это допустимо.
Примечание - Для изделий определенной формы, таких как уплотнительные кольца, результат можно коррелировать со значением твердости.
Допускается использовать образцы других размеров и/или форм, при этом экстраполяция полученных результатов на другие размеры и формы может быть невозможной.
Информация о влиянии размеров и формы образца и влиянии склеивания или смазывания приведена в приложении А.
Метод не используют для испытания материалов с большой остаточной деформацией.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения):
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 18899:2004 Rubber - Guide to the calibration of test equipment (Резина. Руководство по калибровке испытательного оборудования)
ISO 23529 Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры приготовления и кондиционирования образцов для физических методов испытаний)
3 Термины и определения
В настоящем стандарте использованы следующие термины с соответствующими определениями:
3.1 напряжение при сжатии (compression stress): Напряжение, приложенное так, чтобы вызвать деформацию образца в направлении приложенного напряжения, выраженное как отношение силы к первоначальной площади поперечного сечения, перпендикулярной направлению приложения силы.
3.2 деформация при сжатии (compression strain): Отношение деформации образца в направлении приложенного напряжения к первоначальному размеру в данном направлении.
Примечание - Деформацию при сжатии обычно выражают в процентах от исходного размера образца для испытания.
3.3 модуль сжатия; средний модуль (compression modulus; secant modulus): Приложенное напряжение, вычисляемое как отношение результирующей деформации в направлении приложения напряжения к первоначальной площади поперечного сечения.
3.4 жесткость при 25%-ном сжатии (stiffness at 25% compression): Сила, которая должна быть приложена к изделию или части изделия, для сжатия его на 25%, в ньютонах на метр или в ньютонах, в зависимости от формы образца для испытания.
4 Сущность метода
Образец для испытания (с использованием смазки или приклеенный) сжимают между сжимающими пластинами с постоянной скоростью до достижения заданной деформации.
5 Аппаратура и материалы
5.1 Плоские металлические пластины одинаковой толщины размерами, превышающими или равными размерам приклеиваемых образцов для испытания или не менее чем на 20 мм больше размеров образцов при использовании смазки.
Для методов А и D одна из поверхностей каждой пластины должна быть тщательно отполирована.
Примечание - Шлифуют или полируют поверхность пластины до шероховатости не более 0,4 мкм (см. стандарт [1]).
Для метода В одна из поверхностей каждой пластины должна быть соответствующим образом подготовлена для нанесения клея.
Для метода С специальная подготовка контактных поверхностей не требуется.
5.2 Пресс-формы для формования и вырубные ножи (при необходимости) для подготовки образцов для испытания, соответствующие ISO 23529.
5.3 Толщиномеры, соответствующие требованиям ISO 23529.
5.4 Машина для испытания на сжатие по стандарту [2], оснащенная средствами автоматической записи кривой зависимости силы от деформации с точностью, соответствующей 1 классу.
При испытании стандартных образцов для испытаний по методам А, В и С и больших образцов по методу D должна быть предусмотрена возможность определения смещения с точностью ±0,02 мм, в том числе корректировки датчика нагрузки и устойчивости устройства.
При испытании изделий высотой менее высоты стандартного образца для испытания должна быть предусмотрена возможность определения смещения с точностью ±0,2% от высоты образца, в том числе корректировки датчика нагрузки и устойчивости устройства.
Машина должна быть оборудована параллельными сжимающими плитами размерами не менее размеров металлических пластин (5.1), которые должны перемещаться со скоростью (10±2) мм/мин.
Примечание 1 - Если сжимающие плиты имеют требуемую шероховатость поверхности, для методов А и D металлические пластины можно не использовать.
Примечание 2 - Для метода С можно использовать сжимающие плиты независимо от обработки поверхности.
Машины с однокоординатным регистратором (по координате времени ) могут давать ошибочные результаты из-за:
- инерционных воздействий;
- деформации датчика нагрузки или корпуса машины.
Поэтому предпочтительнее машины с двухкоординатными регистраторами.
При испытании образцов с использованием смазки должна быть обеспечена подходящая защита, исключающая травмы или повреждения при извлечении резины в напряженном состоянии.
5.5 Смазка для методов А, С и D не должна оказывать значительное влияние на испытуемый образец.
Примечание - В основном используют силиконовую или фторсиликоновую смазку с кинематической вязкостью 0,01 м/с.
Для метода С смазка рекомендуется, но не обязательна (см. приложение А).
6 Калибровка
Испытательную аппаратуру калибруют в соответствии с приложением С.
7 Образцы для испытания
Стандартный образец для испытания А - образец для испытания по методам А и В представляет собой цилиндр диаметром (29,0±0,5) мм, высотой (12,5±0,5) мм.
Стандартный образец для испытания В - образец для испытания по методу С представляет собой цилиндр диаметром (17,80±0,15) мм, высотой (25,00±0,25) мм.
Образцы вырубают или формуют. Вырубленные образцы для испытания должны быть подготовлены по ISO 23529.
Для испытания могут быть использованы другие образцы, но экстраполяция результатов может быть невозможной (см. приложение В).
Для метода В образцы можно формовать непосредственно на металлические пластины с помощью подходящей формы и склеивающей системы или приклеить к пластинам соответствующим клеем, не содержащим растворитель.
Важно получить образцы с плоскими параллельными поверхностями.
Для метода D образец для испытания представляет собой изделие или часть изделия или кратное количество изделий или их частей. Для профилей в качестве образца используют отрезок длиной от 50 до 100 мм (или два таких отрезка вместе, если необходимо увеличить усилие). Кольца внутренним диаметром от 50 до 100 мм испытывают целыми. Изделия небольших размеров можно одновременно испытывать по два или более изделий, параллельно друг другу, чтобы увеличить показание усилия.
8 Количество образцов для испытания
Испытывают не менее трех образцов или наборов образцов для испытания.
9 Промежуток времени между вулканизацией и испытанием
Если по техническим причинам нет других указаний, соблюдают следующие требования (см. ISO 23529).
Для всех испытаний время между приготовлением и испытанием должно быть не менее 16 ч.
Материалы испытывают не позднее чем через 4 недели после изготовления. Для получения сопоставимых результатов испытания по возможности должны быть проведены через равные интервалы времени после изготовления.
Время между изготовлением и испытанием изделий по возможности должно быть не более 3 мес. В остальных случаях проводят испытания в течение 2 мес с момента получения изделия заказчиком.
10 Кондиционирование образцов для испытания
Перед проведением испытания образцы не должны подвергаться воздействию света.
После подготовки образцы перед вырубанием выдерживают в лаборатории не менее 3 ч при стандартной температуре (см. ISO 23529). При необходимости образцы маркируют, сразу же измеряют и испытывают. Образцы до проведения испытания хранят при стандартной лабораторной температуре. Если подготовка включает в себя шлифование, время между шлифованием и испытанием должно быть не более 72 ч.
Перед измерением и испытанием образцы после изготовления выдерживают в лаборатории при стандартной температуре не менее 3 ч.
Если испытание проводят при температуре, отличающейся от стандартной лабораторной температуры, перед проведением испытания образцы выдерживают до достижения ими температуры испытаний (см. ISO 23529).
11 Температура испытания
Испытание, как правило, проводят при стандартной лабораторной температуре (см. ISO 23529). Если используют другую температуру, ее предпочтительно выбрать из следующего ряда температур:
(-75±2)°С, | (-55±2)°С, | (-40±2)°С, | (-25±2)°С, | (-10±2)°С, | (0±2)°С, |
(40±1)°С, | (55±1)°С, | (70±1)°С, | (85±1)°С, | (100±1)°С, | |
(125±2)°С, | (150±2)°С, | (175±2)°С, | (200±2)°С, | (225±2)°С, | (250±2)°С. |
12 Проведение испытания
12.1 Измерение образцов для испытания
Определяют размеры образцов для испытания по ISO 23529. Для образцов, приформованных к металлической пластине, измеряют общую толщину образца для испытания, толщину резины определяют вычитанием суммы толщин металлических пластин из толщины образца для испытания.
12.2 Определение упругопрочностных свойств
12.2.1 Метод А
Для образцов с использованием смазки слегка покрывают полированные поверхности металлических пластин пленкой смазочного материала.
Вставляют образец между металлическими пластинами в центре машины для испытания на сжатие и сжимают со скоростью 10 мм/мин до достижения деформации, равной 25%. Освобождают образец от деформации с той же скоростью 10 мм/мин и повторяют цикл сжатия - снятия деформации еще три раза. Проводят четыре цикла сжатия. Регистрируют кривую зависимости силы от деформации.
12.2.2 Метод В
Вставляют приклеенный к металлическим пластинам образец в центре машины для испытания на сжатие и сжимают со скоростью 10 мм/мин до достижения деформации, равной 25%. Снимают деформацию с той же скоростью 10 мм/мин и повторяют цикл сжатия - снятия деформации еще три раза. Проводят четыре цикла сжатия. Регистрируют кривую зависимости силы от деформации.
12.2.3 Метод С
Вставляют образец (приклеенный или не приклеенный) в центре машины для испытания на сжатие и сжимают со скоростью 10 мм/мин до достижения деформации, равной 25%. Снимают деформацию с той же скоростью 10 мм/мин и повторяют цикл сжатия - снятия деформации еще три раза. Проводят четыре цикла сжатия. Регистрируют кривую зависимости силы от деформации.
12.2.4 Метод D
Помещают образец в центре нижней сжимающей плиты со смазкой. Сжимают образец со скоростью 10 мм/мин до достижения деформации, равной 30%, и регистрируют кривую зависимости силы от деформации.
Испытание обычно проводят без циклического сжатия. Можно использовать циклическое сжатие, как в методах А, В или С, об этом указывают в протоколе испытаний.
При испытании колец в сжимающих плитах должны быть отверстия для выхода воздуха во время сжатия.
Резинометаллические изделия (например, опора двигателя) испытывают с использованием плит без смазки.
13 Оформление результатов
13.1 Методы А, В и С
Результаты определяют по полученным кривым зависимости силы от деформации (см. рисунок 1). Определяют модуль сжатия при 10% и 20% деформации (МПа); измеряют деформацию от точки, в которой кривая в последнем цикле пересекает ось деформации. Определяют упругопрочностные свойства по результатам измерения зависимости силы от деформации, полученным при последнем цикле сжатия. Регистрируют медиану и отдельные значения при 10% и 20% деформации при сжатии для всех образцов.
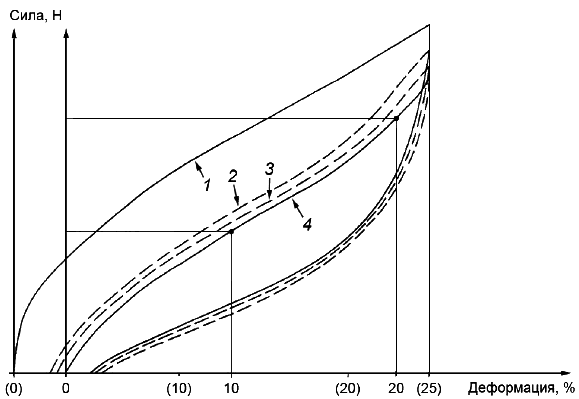
1, 2, 3, 4 - первый, второй, третий и четвертый циклы сжатия соответственно
Рисунок 1 - Вычисление модуля сжатия
Модуль сжатия, МПа, вычисляют по формуле
![]() , (1)
, (1)
который при 10% деформации равен
![]() , (2)
, (2)
и при 20% деформации равен
![]() , (3)
, (3)
где - сила, приложенная к образцу для получения деформации при сжатии, Н;
- первоначальная площадь поперечного сечения образца для испытания, мм
;
- деформация сжатия.
13.2 Метод D
Результаты, Н/м или Н, определяют по полученным кривым зависимости силы от деформации. По кривым зависимости силы от деформации определяют значения при 25% деформации при сжатии и вычисляют жесткость при 25% сжатии по следующим формулам
![]() , (4)
, (4)
или
![]() , (4)*
, (4)*
__________________
* Нумерация соответствует оригиналу. - .
где - сила при 25% деформации при сжатии, Н;
- длина образца, м.
При испытании колец используют среднюю длину окружности, т.е. длину окружности на середине между внутренней и внешней поверхностью кольца.
Регистрируют медиану результатов испытаний образцов и отдельные значения.
Примечание - В спецификации на изделия могут быть указаны деформации, отличающиеся от 25%.
14 Протокол испытания
Протокол испытания должен содержать:
a) информацию об образце: | |
1) полное описание образца и его происхождения; | |
b) метод испытания: | |
1) обозначение настоящего стандарта; | |
c) условия проведения испытания: | |
1) стандартную температуру в лаборатории; 2) время и температуру кондиционирования до проведения испытания; 3) температуру испытания, если отличается от стандартной температуры в лаборатории, и относительную влажность, при необходимости; 4) тип использованного смазывающего или склеивающего материала; 5) сведения о любых процедурах, не указанных в настоящем стандарте. | |
d) результаты испытания: | |
1) количество использованных образцов для испытания; 2) отдельные результаты испытаний; 3) медиану результатов, МПа, определения модуля сжатия при 10% и 20% деформации для методов А, В и С, и при 25% деформации для метода D, Н/м или Н; | |
e) дату проведения испытания. | |
15 Прецизионность методов А и D
Прецизионность методов А и D приведена в приложении D.
Приложение А
(справочное)
Влияние геометрических размеров образца на результаты испытания
Статические или динамические механические характеристики эластомерных материалов включают четко определенные условия приложения нагрузки. Это требует геометрических размеров образца, позволяющих сохранять максимально равномерными четко определенные поля напряжений и деформаций при проведении испытания.
При испытании образца на сжатие максимально увеличивают одноосный компонент напряжения, чтобы избежать появления сдвига и/или двухосного компонента. Идеальным образцом для испытания на сжатие является высокий цилиндр с малым поперечным сечением. Практически такой образец не пригоден для сжатия из-за его неустойчивости. Серия испытаний, проведенных на образцах с разными коэффициентами гибкости, и использование при вычислении метода конечных элементов показывают, что одноосное напряженное состояние может быть создано и поддерживаться в широком диапазоне деформаций, когда коэффициент гибкости (отношение длины к диаметру) превышает 1. Для определения свойств при сжатии плоских образцов используют поправочный коэффициент.
Примечание - Коэффициент гибкости обратно пропорционален коэффициенту формы (см. приложение В).
Были проведены испытания на сжатие резины на основе каучука SBR, наполненной 60 частями технического углерода HAF N 330 на сто частей каучука. Испытывали цилиндрические образцы четырех форм.
образец 1: диаметр - 8 мм, длина
- 14 мм (
![]() 1,75);
1,75);
образец 2: диаметр - 18 мм, длина
- 25 мм (
![]() 1,56), см. стандарт [3];
1,56), см. стандарт [3];
образец 3: диаметр - 20 мм, длина
- 20 мм (
![]() 1,00);
1,00);
образец 4: диаметр - 29 мм, длина
- 12,5 мм (
![]() 0,43), см. стандарт [4].
0,43), см. стандарт [4].
Результаты приведены на рисунках А.1 и А.2, каждая кривая представляет средние значения результатов, полученных при испытании четырех образцов.
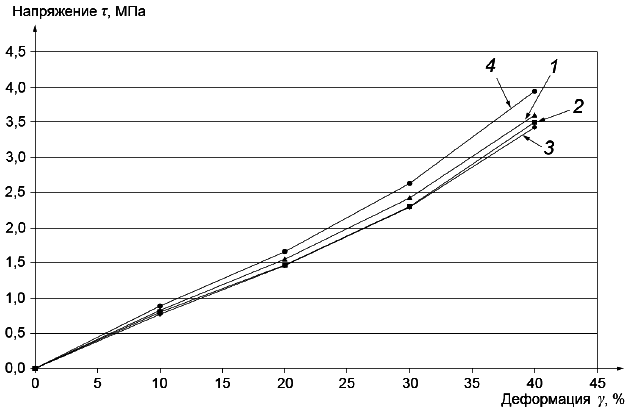
1, 2, 3, 4 - первый, второй, третий и четвертый образцы соответственно
Рисунок А.1 - Статические упругопрочностные свойства при сжатии образцов на пластинках со смазкой (напряжения приведены без поправок)
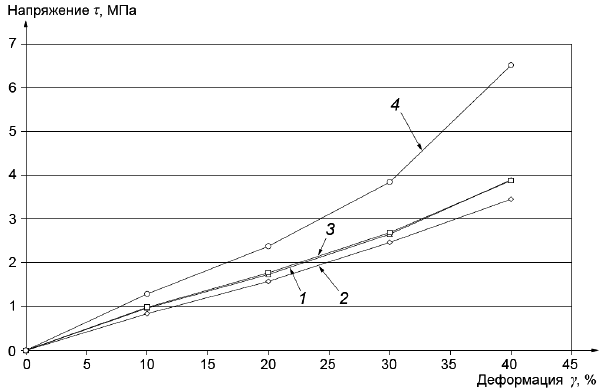
1, 2, 3, 4 - первый, второй, третий и четвертый образцы соответственно
Рисунок А.2 - Статические упругопрочностные свойства при сжатии приклеенных образцов для испытания (напряжения приведены без поправок)
Если сжимающие плиты хорошо смазаны, геометрические размеры образца незначительно влияют на кривую приложения нагрузки. Однако если образцы приклеены при снижении гибкости увеличивается эффективная жесткость. Полученные результаты показывают, что разность имеет большое значение для образца при определении остаточного сжатия, т.е. образца 4 (который был принят в качестве образца А, как указано в разделе 7).
При определении свойств резины по результатам испытания на сжатие следует выбирать образец с подходящим коэффициентом гибкости (![]() 1). Образец 2 таким образом был обозначен как образец В, т.к. он уже используется в стандартах на методы испытаний.
1). Образец 2 таким образом был обозначен как образец В, т.к. он уже используется в стандартах на методы испытаний.
Модель поведения была определена по результатам физико-механических испытаний резины на основе каучука SBR.
Определенная таким образом модель Ривлина была использована для определения поведения материала при одноосном сжатии и двухосном сжатии (чистый сдвиг при сжатии). Полученные кривые приведены на рисунке А.3. Результаты нескольких вычислений с использованием метода конечных элементов также нанесены на рисунке А.3:
- сжатие образца А без трения;
- сжатие приклеенного образца А;
- сжатие образца В без трения;
- сжатие приклеенного образца В.
Рисунок А.3 подтверждает, что образец В показывает требуемый результат одноосного сжатия, независимо от уровня трения на поверхности раздела между образцом и сжимающими плитами. Реакция образца А на сжатие в значительной степени зависит от уровня трения и колеблется между одноосным и двухосным сжатием.
Кроме того, образец В позволяет сохранять качество измерения при высокой деформации при сжатии.
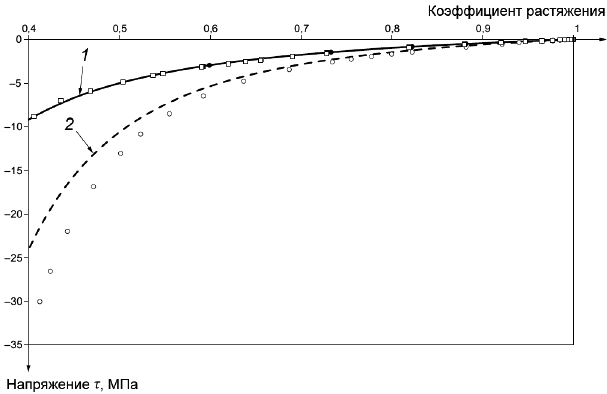
1 - поведение при одноосном сжатии; 2 - поведение при двухосном сжатии; - образец А без трения;
- образец А приклеенный;
- образец В без трения;
- образец В приклеенный
Рисунок А.3 - Влияние формы образца на механическую реакцию при сжатии
Приложение В
(справочное)
Экстраполяция результатов на нестандартные образцы для испытаний
Как указано в приложении А настоящего стандарта, влияние коэффициента формы и степени скольжения на упругопрочностные свойства поверхности резины при сжатии сложное и, как правило, результаты испытаний следует рассматривать как однозначно применимые к конкретной форме образца и условиям испытания.
Настоящее приложение описывает факторы, которые следует учитывать при попытке сравнения результатов испытания разных образцов или экстраполяции результатов испытания образцов на изделие. Необходимо отметить, что приведенные соотношения приблизительные и любые экстраполяции результатов с использованием этих соотношений следует подтверждать экспериментально.
В настоящем приложении использованы следующие обозначения:
- диаметр;
- модуль Юнга;
- модуль эффективного сжатия;
- толщина;
- модуль сдвига;
- объемный модуль упругости;
- коэффициент, зависящий от жесткости [5], [6];
- коэффициент формы;
- деформация при сжатии;
- коэффициент сжатия (
![]() );
);
- среднее напряжение при сжатии с использованием первоначального поперечного сечения.
Резины имеют очень высокий объемный модуль упругости по сравнению с модулем сдвига и, в большинстве случаев, их можно считать несжимаемыми.
Следовательно ![]() .
.
При использовании смазки и в условии полного скольжения сжатие образцов А (метод А) однородное и можно применять зависимость между напряжениями и деформацией по теории Гаусса
![]() . (В.1)
. (В.1)
Так как ![]() , при замене
, при замене на
получают
 ,
, ,
, .
.
Пренебрегая членом , получают формулу
 . (B.2)
. (B.2)
Полученную формулу можно использовать для деформации примерно до 30%.
Для незначительных деформаций ![]() и формула (В.2) преобразуется в формулу (В.3)
и формула (В.2) преобразуется в формулу (В.3)
![]() . (В.3)
. (В.3)
Полученную формулу можно использовать для деформации примерно до 5%.
При склеивании (образец А, метод В) возникает неравномерное распределение деформации сдвига в результате закрепления склеиваемых поверхностей, поведение при сжатии также становится зависимым от формы и твердости материала.
Для вывода модуля Юнга из модуля эффективного сжатия [6] и [7] используют уравнение
![]() , (В.4)
, (В.4)
где 1;
![]() для цилиндра;
для цилиндра;
1,01,3 и 1,3
2,2 - для прямоугольника в зависимости от твердости;
- коэффициент формы, т.е. отношение площади, к которой прикладывают силу, к площади, не испытывающей воздействия сил, например, для цилиндра
![]() ;
;
Примечание 1 - Для резин на основе натурального каучука 2.
Примечание 2 - При необходимости в зависимости от уровня деформации значение , полученное по формуле (В.4), можно заменить в формулах (В.1), (В.2) или (В.3) на
.
При очень больших значениях деформаций или при больших значениях может возникнуть необходимость учета объемного модуля упругости по формуле
![]() . (В.5)
. (В.5)
Было установлено, что частная и упрощенная форма общего уравнения с 1,
2 и
2 дает точные результаты даже при больших значениях деформации. Эта форма удобна и очень проста при использовании, т.к. она зависит только от геометрических размеров образца. При подстановке этих значений получают формулу
![]() . (В.6)
. (В.6)
Наполненная резина при сдвиге ведет себя нелинейно и это может оказать существенное влияние на коэффициент формы . Аналогичное происходит при однородном сжатии.
Если не используют смазку и склеивание, трение обычно не полностью предотвращает скольжение, в результате чего возникает переменное проскальзывание, зависящее от состояния поверхности, уровня деформации, и т.п. Трение также может зависеть от времени и может увеличиться при вибрации.
При проектировании модуль Юнга имеет большее значение, чем модуль сжатия (средний модуль). Для определения модуля Юнга по результатам измерений при 10% и 20% деформации используют формулу (В.2), при необходимости измененную с помощью формулы (В.4) или (В.6).
Модуль сжатия (средний модуль) определяют по формуле
![]() ,
,
которая для образцов со смазкой преобразуется следующим образом
![]() ,
,
для приклеенных образцов принимает следующий вид
![]() .
.
Используя приведенные формулы, получают следующие формулы вычисления модуля Юнга для образцов со смазкой
![]()
и для приклеенных образцов
![]() .
.
Регистрируют медианные значения , определенные по значениям модулей сжатия (средних модулей) при 10% и 20% деформации.
Приложение С
(обязательное)
График калибровки
С.1 Проверка
Перед проведением любой калибровки определяют состояние элементов, которые необходимо откалибровать, путем проведения проверки и регистрируют результаты проверки в отчете о калибровке или сертификате. Указывают, проводится калибровка непосредственно после поставки оборудования или после устранения отклонений или неисправностей.
Аппаратура должна быть пригодной по назначению и по любым параметрам, указанным в качестве приблизительных, для которых оборудование не калибруют в установленном порядке. Если такие параметры могут изменяться, необходимость периодической проверки должна быть указана в детальной процедуре калибровки.
С.2 График калибровки
Калибровка/проверка испытательного оборудования является обязательной частью настоящего стандарта. Если нет других указаний, периодичность калибровки и выбор используемой процедуры определяют лаборатории, руководствуясь ISO 18899.
График калибровки, приведенный в таблице С.1, содержит перечисление всех параметров, указанных в методе испытания, и установленных требований. Параметры и требования могут относиться к основному аппарату, части аппарата или вспомогательной аппаратуре, необходимой для испытаний.
Для каждого параметра указана процедура калибровки путем ссылки на конкретный пункт ISO 18899, другую публикацию или подробный порядок, характерный для метода испытаний (если доступна более конкретная и подробная процедура калибровки, чем приведенная в ISO 18899, ее используют в первую очередь).
Периодичность калибровки каждого параметра обозначается кодом (буквой). В графике калибровки используют следующие коды:
- С - требование должно быть подтверждено без измерения;
- S - стандартная периодичность по ISO 18899;
- U - проверка при эксплуатации.
Таблица С.1 - График периодичности калибровки
Характеристика | Требование | Пункт | Перио- | Примечание |
Машина для испытания на сжатие | По стандарту [2], с автоматической записью кривой зависимости силы от деформации | 14.6 | S | Предпочтителен двухкоординатный регистратор. Можно использовать однокоординатный регистратор |
Точность измерения силы | 1% от показания | 21.2 | ||
Точность измерения деформации | 0,02 мм или 0,2% от высоты образца | 15.4 | ||
Скорость | (10±2) мм/мин | 23.4 | ||
Сжимающие плиты | Параллельные | С | S | |
Размер плит | Не менее чем металлические пластины между ними | С | U | |
Металлические пластины: | Плоские, равномерной толщины | С | U | |
- для образцов со смазкой | Горизонтальные размеры более или равны размерам образца | С | U | |
- для приклеенных образцов | Не менее чем на 20 мм больше образца | С | U | |
Шероховатость поверхности пластин: | По стандарту [1] | 15.5 | S | |
- метод А |
| |||
- метод В | В зависимости от склеивающей системы | |||
Пресс-формы для формования и ножи для вырубки | По ISO 23529 | 15.2 | S | |
Толщиномер | По ISO 23529 | 15.1 | S | |
Термометр для контроля температуры кондиционирования и испытания | По ISO 23529 | 18 | S | См. раздел 10 |
Смазка | Силиконовая или фторсиликоновая жидкость, не оказывающая существенного влияния на испытуемую резину | |||
| ||||
В дополнение к перечисленным в таблице С.1 устройствам в соответствии с ISO 18899 калибруют таймер, термометр, инструменты для определения размеров образцов.
Приложение D
(справочное)
Прецизионность методов А и D
D.1 Детали определения прецизионности
Прецизионность определения модуля сжатия установлена по результатам программы межлабораторных сравнительных испытаний (МСИ), проведенных в 2008 г., в соответствии со стандартом [7].
В стандарте [7] также приведены детали и термины прецизионности.
Определяли модуль сжатия по методам А и D. Оценивали прецизионность типа 1 с использованием вулканизованных образцов девяти резиновых смесей, которые были доставлены в каждую из восьми лабораторий, участвующих в МСИ. Смеси имели обозначение А, В, С - для метода А (для двух разных значений деформации), D, Е, F - для метода D (профиль) и G, Н и I - для метода D (уплотнительное кольцо). Испытания проводили в два разных дня с интервалом семь дней. Определяли медиану результатов трех измерений каждого образца. За результат испытаний конкретного дня испытания принимали значение медианы. Проводили анализ, используя результаты испытаний (т.е. медианное значение трех результатов любого дня). Был использован вариант 1 процедуры отклонения выбросов по стандарту [7].
Прецизионность не следует использовать при приемо-сдаточных испытаниях любой группы материалов или продукции без подтверждения того, что результаты прецизионности относятся к испытанной продукции или материалам.
D.2 Определение прецизионности
D.2.1 Общие положения
Прецизионность определения модуля сжатия материалов приведена в таблице D.1. Результаты были получены с использованием процедуры отклонения выбросов, как указано выше. Ниже приведены основные положения по использованию прецизионности. Приведены абсолютные и
и относительные (
) и (
) значения прецизионности.
D.2.2 Повторяемость
Повторяемость методов определения модуля сжатия каждой смеси или материала установлена по значениям, приведенным в таблице D.1. Два отдельных результата испытания, полученные при правильном применении настоящего стандарта, которые отличаются более чем на значение в единицах измерения или (
) в процентах от среднего значения приведенные в таблице, следует считать подозрительными, т.е. принадлежащими разным генеральным совокупностям. Такое решение предполагает, что должны быть выполнены соответствующие проверочные действия.
D.2.3 Воспроизводимость
Воспроизводимость методов определения модуля сжатия каждой смеси или материала установлена по значениям, приведенным в таблице D.1. Два отдельных результата испытания, полученные в разных лабораториях при правильном применении настоящего стандарта, которые отличаются на значение в единицах измерения или (
) в процентах от среднего значения более чем приведенное в таблице, следует считать подозрительными, то есть принадлежащими разным генеральным совокупностям. Такое решение предполагает, что должны быть выполнены соответствующие проверочные действия.
Таблица D.1 - Прецизионность определения модуля сжатия - методы А (цилиндр) и D (профиль и уплотнительное кольцо)
Материал | Среднее значение | Внутрилабораторная повторяемость | Межлабораторная воспроизводимость | Количество лабораторий | ||||
Часть 1. Метод А (цилиндр) при 10% деформации, МПа | ||||||||
Смесь А | 0,315 | 0,0051 | 0,0143 | 4,53 | 0,0310 | 0,0869 | 27,58 | 6 |
Смесь В | 0,489 | 0,0087 | 0,0242 | 4,96 | 0,500 | 0,1400 | 28,63 | 6 |
Смесь С | 0,647 | 0,0203 | 0,0569 | 8,80 | 0,0874 | 0,2447 | 37,85 | 7 |
Объединенное или усредненное значение | 0,0114 | 0,0318 | 6,10 | 0,1562 | 0,1572 | 31,35 | ||
Часть 2. Метод А (цилиндр) при 20% деформации, МПа | ||||||||
Смесь А | 0,641 | 0,0066 | 0,0464 | 7,25 | 0,0403 | 0,1128 | 17,60 | 6 |
Смесь В | 0,952 | 0,0118 | 0,0331 | 3,48 | 0,0896 | 0,2509 | 26,35 | 5 |
Смесь С | 1,348 | 0,0333 | 0,0932 | 6,91 | 0,2470 | 0,6917 | 51,32 | 7 |
Объединенное или усредненное значение | 0,0153 | 0,0576 | 5,897 | 0,1256 | 0,3518 | 31,76 | ||
Часть 3. Метод D (профиль) при 25% деформации | ||||||||
Смесь D | 2,76 | 0,0780 | 0,218 | 7,93 | 0,4152 | 1,163 | 42,20 | 3 |
Смесь Е | 9,61 | 0,1283 | 0,359 | 3,74 | 0,2243 | 0,628 | 6,54 | 3 |
Смесь F | 3,00 | 0,0314 | 0,088 | 2,93 | 0,2322 | 0,650 | 21,66 | 3 |
Объединенное или усредненное значение | 0,0449 | 0,222 | 4,864 | 0,2906 | 0,814 | 23,47 | ||
Часть 4. Метод D (уплотнительное кольцо) при 25% деформации | ||||||||
Смесь G | 2,38 | 0,0700 | 0,1960 | 8,25 | 0,1008 | 0,2822 | 11,87 | 3 |
Смесь Н | 3,57 | 0,0918 | 0,2571 | 7,21 | 0,3981 | 1,1146 | 31,23 | 3 |
Смесь I | 5,36 | 0,2957 | 0,8279 | 15,46 | 0,4222 | 1,1823 | 22,08 | 3 |
Объединенное или усредненное значение | 0,1525 | 0,4270 | 10,304 | 0,3070 | 0,8597 | 21,73 | ||
Использованы следующие условные обозначения:
| ||||||||
D.3 Дополнительные сведения
Результаты определения прецизионности метода D для профиля и уплотнительных колец являются очень приблизительными, так как восемь лабораторий не принимали участия в проведении испытаний. Полученные результаты основаны только на результатах испытаний в трех лабораториях. Эти данные следует использовать с особой осторожностью.
D.4 Смещение
Смещение - разность между среднеарифметическим результатом испытания и эталонным или истинным значением определяемой величины. Для настоящего метода испытания не существует эталонного значения и, следовательно, смещение не может быть определено.
Библиография
[1] | ISO 4287:1997 | Geometrical product specifications (GPS) - Surface texture: profile method - Terms, definitions and surface texture parameters [Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Термины, определения и параметры структуры] |
[2] | ISO 5893:2002 | Rubber and plastics test equipment - Tensile, flexural and compression types (constant rate of traverse) - Specification [Оборудование для испытаний резины и пластмассы на растяжение, изгиб и сжатие (при постоянной скорости перемещения). Спецификация] |
[3] | ISO 4666-3:2010 | Rubber, vulcanized - Determination of temperature rise and resistance to fatigue in flexometer testing - Part 3: Compression flexometer (constantstrain type) [Резина. Определение возрастания температуры и усталостной прочности при испытании на флексометре. Часть 3. Сжимающий флексометр (тип с постоянной деформацией)] |
[4] | ISO 815-1:2008 | Rubber, vulcanized or thermoplastic - Determination of compression set - Part 1: At ambient or elevated temperatures (Резина или термопластик. Определение остаточной деформации сжатия. Часть 1. Определение при стандартной или повышенной температурах) |
[5] | Freakley Р.K., Payne A.R. Theory and practice of engineering with rubber, pp.113-118. London: Applied Science Publishers, 1978 | |
[6] | Lindley P.B. Compression characteristics of laterally unrestrained rubber O-rings. J. Inst. Rubber Ind. 1967, 1, pp.209-213 | |
[7] | ISO/TR 9272:2005 | Rubber and rubber products - Determination of precision for test method standards (Резина и резиновые изделия. Определение прецизионности для стандартов на методы испытаний) |
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица Д.А1
Обозначение и наименование ссылочного международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 18899:2004 Резина. Руководство по калибровке испытательного оборудования | - | * |
ISO 23529:2010 Резина. Общие процедуры приготовления и кондиционирования образцов для физических методов испытаний | IDT | ГОСТ ISO 23529-2013 Резина. Общие методы приготовления и кондиционирования образцов для определения физических свойств |
* Соответствующий межгосударственный стандарт отсутствует. Оригинал международного стандарта может быть предоставлен национальным органом по стандартизации. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
УДК 678.4:620.17:006.354 | МКС 83.060 | IDT |
Ключевые слова: резина, термоэластопласты, упругопрочностные свойства при сжатии | ||
Электронный текст документа
и сверен по:
, 2016
{kind=link}