ГОСТ 14863-69*
(СТ СЭВ 1763-79)
Группа Л69
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗИНА
Метод определения прочности связи резина-корд (-метод)
Rubber. Method for determination of rubber to cord adhesion
ОКСТУ 2509
Дата введения 1970-01-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 4 августа 1969 г. N 863 срок введения установлен с 01.01.70
Проверен в 1986 г. Постановлением Госстандарта от 11.06.86 N 1437 срок действия продлен до 01.01.92**
_______________
** Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - .
* ПЕРЕИЗДАНИЕ (август 1988 г.) с Изменениями N 1, 2, утвержденными в январе 1982 г., июне 1986 г. (ИУС 4-82, 9-86).
Настоящий стандарт распространяется на резину и устанавливает метод определения прочности связи между резиной и кордом (из текстильных волокон, металлической проволоки, стекловолокна и др.).
Стандарт полностью соответствует СТ СЭВ 1763-79.
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. По форме образцы типов I, II и III должны соответствовать указанным на черт.1.
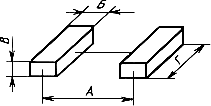
Черт.1
Образцы типов II и III применяют до 01.01.88.
(Измененная редакция, Изм. N 1, 2).
1.2. Толщина , высота
резинового блока и расстояние между центрами блоков
определяются размерами пресс-формы. Образцы после вулканизации не измеряют, предельные отклонения даны для пресс-формы.
(Измененная редакция, Изм. N 1).
1.3. Образцы изготовляют вулканизацией в пресс-форме, схема одного из вариантов которой и основные размеры для образцов типов I, II, III приведены на черт.2 и в таблице.

Черт.2
Размеры в мм
Тип образца | ||||
I | 16,4±0,2 | 6,4±0,05 | 3,2±0,05 | 25±0,05 |
II | 35±0,2 | 10±0,1 | 6 | - |
III | 35±0,2 | 10±0,1 | 8 | - |
Допускается размер для образцов типа I принимать равным (26,4±0,2) мм.
Образцы типа I применяют для кордов диаметром нити до 1,0 мм, образцы типа II - для кордов диаметром нити более 1,0 до 1,2 мм, образцы типа III - для кордов диаметром нити более 1,2 мм.
(Измененная редакция, Изм. N 1, 2).
1.4. Ширина каналов пресс-формы для нитей корда должна быть: (0,9±0,05) мм - для нитей диаметром от 0,3 до 0,8 мм и (1,2±0,05) мм - для нитей диаметром 0,8 до 1,0 мм.
1.5. Размеры каналов пресс-формы для нитей корда должны обеспечивать расположение нитей корда в центре резинового блока.
1.6. Заготовка образцов типа I
1.6.1. Образцы должны быть армированы тканью квадратного переплетения с поверхностной плотностью от 250 до 350 г/м.
Ткань обрезинивают с одной стороны на каландре и выпускают в виде листов толщиной (1,8±0,1) мм. Допускается применять необрезиненную ткань, в этом случае резиновые листы выпускают толщиной (2±0,2) мм.
1.4-1.6.1. (Измененная редакция, Изм. N 1).
1.6.2. Полоски шириной (6±0,2) мм и длиной, соответствующей длине каналов пресс-формы, вырезают из резинотканевого листа или из резинового и тканевого листов и закладывают в каналы пресс-формы тканью вниз.
При заготовке образцов из резин, имеющих высокие адгезионные свойства к пресс-форме, допускается смазывать пресс-форму полиметилсилоксановыми жидкостями по ГОСТ 13032-77.
1.6.3. Нити корда закрепляют на металлической планке, укрепленной на шпильках пресс-формы или другим способом, и направляют через прорези в бортиках пресс-формы. На свободный конец каждой нити подвешивают для выпрямления груз массой (200±5) г. Участок нити, который будет запрессован в резину, не допускается трогать руками.
1.6.2; 1.6.3. (Измененная редакция, Изм. N 1, 2).
1.6.4. Резинотканевые или резиновые и тканевые полоски закладывают в каналы пресс-формы на нити тканью вверх. Пресс-форму закрывают крышкой, снимают грузы и помещают ее в вулканизационный пресс, нагретый до температуры вулканизации резиновой смеси и обеспечивающий давление не менее 3,5 МПа в расчете на поверхность пресс-формы.
(Измененная редакция, Изм. N 1).
1.6.5. После окончания вулканизации при заданных температуре и времени заготовку удаляют из пресс-формы и охлаждают при комнатной температуре. Из заготовки вырезают образцы в соответствии с черт.1, при этом размер должен быть равен (25±1) мм.
(Измененная редакция, Изм. N 1, 2).
1.7. Заготовка образцов типов II и III
1.7.1. Резиновую смесь снимают с вальцев или каландра в виде пластин толщиной 3,5-4,0 мм для образцов типа II и 4,5-5,0 мм для образцов типа III. Допускается толщину пластин подбирать опытным путем в зависимости от состава резиновой смеси.
Из охлажденной до комнатной температуры пластины вырезают полоски шириной (9±1) мм и длиной, соответствующей длине каналов пресс-формы.
(Измененная редакция, Изм. N 1).
1.7.2. Полоски резиновой смеси закладывают в каналы нижней части пресс-формы.
При заготовке образцов из резин, имеющих высокие адгезионные свойства к пресс-форме, допускается смазывать пресс-форму полиметилсилоксановыми жидкостями по ГОСТ 13032-77.
1.7.3. Нити корда закрепляют на металлической планке, укрепленной на шпильках пресс-формы или другим способом, и направляют через прорези в бортиках пресс-формы.
На свободный конец каждой нити подвешивают для выпрямления груз массой 100-200 г. Участок нити, который будет запрессован в резину, не допускается трогать руками.
Во избежание затекания резины на кордные нити вдоль выступов пресс-формы рекомендуется накладывать полоски целлофана.
При заготовке образцов с металлокордом груз не подвешивают.
1.7.2; 1.7.3. (Измененная редакция, Изм. N 1, 2).
1.7.4. Полоски резиновой смеси (п.1.7.1) закладывают в каналы пресс-формы на нити корда. Пресс-форму закрывают крышкой и помещают в вулканизационный пресс, нагретый до температуры вулканизации резиновой смеси и обеспечивающий давление не менее 3,5 МПа в расчете на поверхность пресс-формы.
(Измененная редакция, Изм. N 1).
1.7.5. После окончания вулканизации при заданных температуре и времени заготовку удаляют из пресс-формы и охлаждают при комнатной температуре. Из заготовки вырезают образцы в соответствии с черт.1, при этом размер должен быть равен (25±1) мм.
Кордные нити, находящиеся вне резиновых блоков, освобождают от попавшей на них резины.
(Измененная редакция, Изм. N 1, 2).
1.8. Количество испытуемых образцов должно быть не менее 12. Образцы испытывают не ранее чем через 16 ч и не позднее чем через 28 сут после вулканизации.
(Измененная редакция, Изм. N 1).
1а.1. Разрывная машина, обеспечивающая скорость перемещения активного захвата (100±10) мм/мин и (150±10) мм/мин.
Погрешность измерения силы при прямом ходе (нагружении) ±1% от измеряемой силы, начиная с 0,2 от наибольшего предельного значения каждого диапазона измерения.
(Измененная редакция, Изм. N 2).
1a.2. Два держателя с шириной прорези для нити (1,6) мм и (2,0
) мм. Схема держателя приведена в справочном приложении.
(Измененная редакция, Изм. N 1).
1а.3. Для проведения испытаний при повышенных температурах машину снабжают термокамерой. Машина с термокамерой должна обеспечивать поддержание необходимой температуры в рабочем объеме до 150 °С. Допускаемая погрешность измерительного прибора ±1 °С при температуре испытания до 125 °С; ±2° - при температуре испытания свыше 125 °С.
(Измененная редакция, Изм. N 1, 2).
1а.4. Допускается применять машины с автоматической подачей образцов в камеру для прогрева и испытания и с печатающими устройствами. В этом случае конструкция держателей для образцов может отличаться от описанной в приложении.
(Измененная редакция, Изм. N 1).
1а.5. Для проведения испытаний при температуре ниже 100 °С допускается применять машину без термокамеры, при этом образец прогревают в термостате, находящемся рядом с машиной. Время на перенос образца, установку и испытание не должно превышать 15 с.
(Введен дополнительно, Изм. N 2).
2. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
2.1. Испытания проводят при температуре (23±2) °С и скорости перемещения активного захвата (100±10) или (150±10) мм/мин.
2.2. Образец вставляют в держатели так, чтобы кордная нить вошла в прорезь без трения и видимого перекоса.
2.3. Включают машину и отмечают максимальную силу при выдергивании нити из резинового блока.
2.4. Для испытания при повышенной температуре в камере температуру доводят до заданной. При установившейся температуре образец типа I прогревают 10-20 мин, образец типа II - 15-25 мин, образец типа III - 20-30 мин и проводят испытания по пп.2.2 и 2.3.
2.1-2.4. (Измененная редакция, Изм. N 1).
2.5. (Исключен, Изм. N 2).
3. ОБРАБОТКА РЕЗУЛЬТАТОВ
3.1. За показатель прочности связи принимают максимальную силу в ньютонах, фиксируемую по шкале разрывной машины в момент выдергивания нити из резинового блока.
3.2. В качестве дополнительного показателя вычисляют условное сдвиговое напряжение () в Паскалях по формуле:
![]() ,
,
где - максимальная сила выдергивания, Н;
- толщина нити корда, определяемая по ГОСТ 23785.2-79*, м;
______________
* На территории Российской Федерации действует ГОСТ 23785.2-2001. - .
- длина нити на участке контакта с резиной, м.
3.3. За результат испытаний принимают среднее арифметическое показателей всех испытуемых образцов.
При необходимости оценки точности результатов испытаний применяют статистические методы по ГОСТ 269-66.
3.4. Результаты испытаний сравнимы для образцов одного типа и испытанных в одинаковых условиях.
3.5. Результаты испытаний записывают в протокол, который должен содержать следующие данные:
обозначение резины и корда и условия вулканизации;
тип и количество образцов;
толщину нити корда;
скорость перемещения активного захвата;
температуру испытания;
результаты испытания каждого образца и среднее значение;
обозначение настоящего стандарта;
дату проведения испытания.
Разд.3. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Справочное
Схема и размеры держателя для испытания образцов

Размеры в мм
Тип образца | ||||
I | 25±0,2 | 1,6 | 4±0,2 | 5±0,2 |
II, III | 2,0 | 9±0,2 |
(Введено дополнительно, Изм. N 1).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
{kind=link}