ГОСТ 6511-60
Группа В55
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮ3А ССР
ПРУТКИ ОЛОВЯННО-ЦИНКОВОЙ БРОНЗЫ
Технические условия
Wrought stannic-zinc bronze rods.
Specifications
ОКП 18 4670
Срок действия с 01.07.60
до 01.01.96*
______________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 11-12, 1994 год). -
.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
С.В.Виноградов, Р.С.Липман, А.И.Князева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 15.03.60
3. ВЗАМЕН ГОСТ 6511-53
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 166-89 | 26б |
ГОСТ 427-75 | 26в |
ГОСТ 1497-84 | 26е |
ГОСТ 1953.1-79-1953.16-79 | 26ж |
ГОСТ 3282-74 | 27, 27а |
ГОСТ 3560-73 | 27а |
ГОСТ 5017-74 | 9 |
ГОСТ 6507-90 | 26б |
ГОСТ 7502-89 | 26б |
ГОСТ 9557-87 | 27а |
ГОСТ 10905-86 | 26в |
ГОСТ 14192-77 | 27б |
ГОСТ 15846-79 | 32 |
ГОСТ 24047-80 | 26е |
ГОСТ 24231-80 | 26ж |
ГОСТ 24597-81 | 27а |
ТУ 2-034-225-87 | 26в |
5. Срок действия продлен до 01.01.96 Постановлением Госстандарта СССР от 15.03.90 N 435
6. ПЕРЕИЗДАНИЕ (январь 1993 г.) с Изменениями N 1, 2, 3, утвержденными в ноябре 1980 г.; Пост. N 5334 от 13.11.80 г., январе 1984 г., марте 1990 г. (ИУС 1-81, 5-84, 6-90)
Настоящий стандарт распространяется на тянутые, круглые, квадратные, шестигранные и прессованные круглые прутки оловянно-цинковой бронзы, применяемые в различных отраслях промышленности.
(Измененная редакция, Изм. N 3).
I. СОРТАМЕНТ
1. Диаметры круглых тянутых, прутков и предельные отклонения по ним должны соответствовать табл.1.
Таблица 1
Номинальный диаметр прутков, мм |
| Площадь поперечного сечения прутков, мм | Линейная плотность прутков, кг/м | |
повышенной точности (П) | нормальной точности (Н) | |||
5,0 | 19,6 | 0,17 | ||
5,5 | -0,07 | -0,16 | 23,8 | 0,21 |
6,0 | 28,3 | 0,25 | ||
6,5 | 33,2 | 0,29 | ||
7,0 | 38,5 | 0,34 | ||
7,5 | 44,2 | 0,39 | ||
8,0 |
|
| 50,3 | 0,44 |
8,5 | 56,7 | 0,50 | ||
9,0 | 63,6 | 0,56 | ||
9,5 | 70,9 | 0,62 | ||
10,0 | 78,5 | 0,69 | ||
11,0 | 95,0 | 0,84 | ||
12,0 | 113,1 | 1,00 | ||
13,0 | 132,7 | 1,17 | ||
14,0 |
|
| 153,9 | 1,35 |
15,0 | 176,7 | 1,55 | ||
16,0 | 201,1 | 1,77 | ||
17,0 | 227,0 | 2,00 | ||
18,0 | 254,5 | 2,24 | ||
19,0 | 283,5 | 2,49 | ||
20,0 | 314,2 | 2,77 | ||
21,0 | 346,4 | 3,05 | ||
22,0 | 380,1 | 3,34 | ||
23,0 | 415,5 | 3,66 | ||
24,0 |
|
| 452,4 | 3,98 |
25,0 | 490,9 | 4,32 | ||
26,0 | 530,9 | 4,67 | ||
27,0 | 572,6 | 5,04 | ||
28,0 | 615,8 | 5,42 | ||
29,0 | 660,5 | 5,81 | ||
30,0 | 706,9 | 6,22 | ||
32,0 | 804,2 | 7,08 | ||
35,0 |
|
| 962,1 | 8,47 |
38,0 | 1134,1 | 9,98 | ||
40,0 | 1256,6 | 11,06 | ||
2. Размеры тянутых квадратных и шестигранных прутков и предельные отклонения по ним должны соответствовать табл.2.
Таблица 2
Номинальный диаметр вписанной окружности, мм |
|
|
| |||
повышенной точности (П) | нормальной точности (Н) | квадратных | шестигранных | квадратных | шестигранных | |
5,0 | 25,00 | 21,65 | 0,220 | 0,191 | ||
5,5 | -0,07 | -0,16 | 30,25 | 26,20 | 0,266 | 0,231 |
6,0 | 36,00 | 31,18 | 0,317 | 0,274 | ||
7,0 | 49,00 | 42,43 | 0,431 | 0,373 | ||
8,0 |
|
| 64,00 | 55,42 | 0,563 | 0,488 |
9,0 | 81,00 | 70,15 | 0,713 | 0,617 | ||
10,0 | 100,00 | 86,60 | 0,880 | 0,762 | ||
11,0 | 121,00 | 104,79 | 1,065 | 0,973 | ||
12,0 |
|
| 144,00 | 124,70 | 1,267 | 1,097 |
14,0 | 196,00 | 169,74 | 1,725 | 1,494 | ||
17,0 | 289,00 | 250,27 | 2,543 | 2,202 | ||
19,0 | 361,00 | 312,63 | 3,177 | 2,751 | ||
22,0 | 484,00 | 419,14 | 4,259 | 3,688 | ||
24,0 | -0,13 | -0,28 | 576,00 | 498,82 | 5,069 | 4,390 |
27,0 | 729,00 | 631,31 | 6,415 | 5,556 | ||
30,0 | 900,00 | 779,40 | 7,920 | 6,859 | ||
32,0 |
|
| 1024,00 | 886,78 | 9,011 | 7,804 |
36,0 | 1296,00 | 1122,34 | 11,404 | 9,877 | ||
3. Диаметры круглых прессованных прутков и допускаемые отклонения по ним должны соответствовать табл.3.
Таблица 3
Номинальный диаметр прутков, мм |
| Площадь поперечного сечения прутков, мм | Линейная плотность прутков, кг/м |
нормальной точности | |||
42 | 1385,4 | 12,19 | |
45 |
| 1590,4 | 14,00 |
48 | 1809,6 | 15,92 | |
50 | 1963,5 | 17,28 | |
55 | 2375,8 | 20,91 | |
60 | 2827,4 | 24,88 | |
65 |
| 3318,3 | 29,20 |
70 | 3848,5 | 33,87 | |
75 | 4417,9 | 38,88 | |
80 | 5026,6 | 44,23 | |
85 | 5674,5 | 49,94 | |
90 | 6361,7 | 55,98 | |
95 |
| 7088,2 | 62,38 |
100 | 7854,0 | 69,12 | |
110 | 9503,3 | 83,63 | |
120 | 11309,7 | 99,53 |
Примечание. Линейная плотность прутков вычислена при плотности бронзы 8,8 г/см.
4. (Исключен, Изм. N 1).
5. Овальность прутков не должна выводить их размеры за пределы допускаемых отклонений по диаметру.
6. По длине тянутые прутки изготовляют:
а) немерной длины:
от 1 до 4 м - диаметром от 5 до 30 мм,
от 1 до 3 м - диаметром от 32 до 40 мм;
б) мерной длины или кратной мерной длины мерной в пределах немерной, с допускаемыми отклонениями ±10 мм. Прутки мерной длины изготовляют по требованию потребителя. Тянутые прутки диаметром менее 14 мм допускается изготовлять в бухтах, длина прутков должна быть не менее 3 м.
(Измененная редакция, Изм. N 2).
7. Длина прессованных прутков должна быть не менее 0,5 м.
8. (Исключен, Изм. N 1).
Условные обозначения проставляются подсхеме:
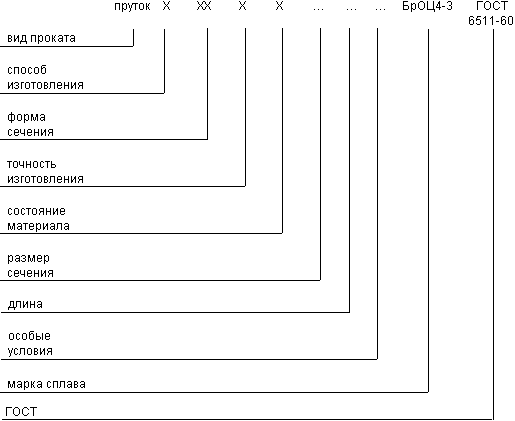
при следующих сокращениях:
Д - тянутый
Г - прессованный
КР - круглое сечение
KB - квадратное сечение
ШГ - шестигранное сечение
Н - нормальной точности изготовления
П - повышенной точности изготовления
НД - немерной длины
КД - кратной длины
БТ - бухты
АВ - для обработки на автоматах.
Примечание. Отсутствующий показатель обозначается знаком "X".
Примеры условных обозначений
Пруток тянутый, круглый, нормальной точности изготовления диаметром 20 мм, немерной длины, из бронзы марки БрОЦ 4-3:
Пруток ДКРНХ 20 НД БрОЦ 4-3 ГОСТ 6511-60
То же, тянутый, квадратный, повышенной точности изготовления, диаметром 12 мм, длиной кратной 1 м, для обработки на автоматах, из бронзы марки БрОЦ 4-3:
Пруток ДКВПХ 12 КД1 АВ БрОЦ 4-3 ГОСТ 6511-60
То же, тянутый, шестигранный, нормальной точности изготовления, диаметром 10 мм, в бухтах, из бронзы марки БрОЦ 4-3:
Пруток ДШГНХ 10 БТ БрОЦ 4-3 ГОСТ 6511-60
То же, прессованный, круглый, диаметром 60 мм, немерной длины, из бронзы марки БрОЦ 4-3:
Пруток ГКРХХ 60 НД БрОЦ 4-3 ГОСТ 6511-60
(Измененная редакция, Изм. N 2).
II. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
9. Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденном в установленном порядке.
9а. Прутки изготовляют тянутыми и прессованными из оловянно-цинковой бронзы марки БрОЦ-3 с химическим составом по ГОСТ 5017-74.
10. Поверхность прутков должна быть свободной от загрязнений, затрудняющих осмотр, без трещин, плен, раковин, забоин, царапин и окалин.
На поверхности прутков допускаются дефекты, не выводящие размеры прутков при контрольной зачистке за предельные отклонения.
9, 9а, 10. (Измененная редакция, Изм. N 2).
11. Прутки не должны иметь посторонних включений, расслоений, пустот.
12. Прутки должны быть выплавлены. Местная кривизна прутков на 1 м длины не должна превышать значений, указанных табл.4.
Таблица 4
| Диаметр прутков | ||
от 5 до 18 | св. 18 до 40 | св. 40 | |
Допускаемая кривизна на 1 м длины | |||
Тянутые | 2,0 | 1,5 | - |
Тянутые (для обработки на автоматах) | 1,25 | 1,0 | - |
Прессованные | - | - | 6,0 |
Общая кривизна прутков не должна превышать произведения допускаемой местной кривизны на 1 м на длину, прутков в метрах.
Тянутые прутки (для обработки на автоматах) диаметром от 10 до 18 мм по требованию потребителя изготовляют с местной кривизной 1 мм на 1 м длины.
13. Прутки должны быть ровно обрезаны с торцов. Допускается изготовлять прутки диаметром 28 мм и менее с обрубленными концами.
12, 13. (Измененная редакция, Изм. N 2).
14. Прутки не должны иметь заметного невооруженным глазом скручивания.
15. Механические свойства, прутков должны соответствовать табл.5.
Таблица 5
Способ изготовления прутков | Диаметр прутков, мм | Временное сопротивление, | Относительное удлинение, % | |
МПа (кгс/мм | ||||
не менее | ||||
Тянутые | 5-12 | 430 (44) | 10 | 12 |
13-25 | 370 (38) | 12 | 18 | |
26-35 | 330 (34) | 14 | 20 | |
36-40 | 310 (32) | 16 | 20 | |
Прессованные | 42-120 | 270 (28) | 25 | 35 |
(Измененная редакция, Изм. N 2, 3).
16. По требованию потребителя тянутые прутки диаметром 5-15 мм должны быть испытаны на изгиб, при этом они должны выдержать в холодном состоянии без появления следов надрыва и без отслоений загиб на 90° вокруг оправки с радиусом закругления, равным диаметру прутка.
17. (Исключен, Изм. N 1).
III. ПРАВИЛА ПРИЕМКИ
18. (Исключен, Изм. N 1).
19. Прутки принимают партиями. Партия должна состоять из прутков одного способа и точности изготовления, одного размера и профиля и оформлена одним документом о качестве. Документ о качестве должен содержать:
товарный знак или наименование и товарный знак предприятия-изготовителя,
марку сплава,
размер прутков,
способ и точность изготовления,
номер партии,
результаты механических испытаний,
обозначение настоящего стандарта.
Масса партии не должна превышать 3000 кг.
(Измененная редакция, Изм. N 2).
20. Контролю поверхности и размеров подвергают каждый пруток партии.
21. Для проверки излома тянутых прутков от партии отбирают два прутка, два пучка или две бухты.
(Измененная редакция, Изм. N 2).
21а. Проверку на наличие внутренних дефектов прессованных прутков (пресс-утяжин) производят на каждом прутке.
22. (Исключен, Изм. N 1).
23. Для испытания на растяжение и изгиб отбирают два прутка, два пучка или две бухты от каждой партии.
(Измененная редакция, Изм. N 2).
24. (Исключен, Изм. N 1).
25. Для проверки химического состава отбирают два прутка, два пучка или две бухты от партии. Допускается изготовителям проверку химического состава производить на пробе, отобранной от расплавленного металла каждой партии.
26. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей по нему проводят повторную проверку на удвоенной выборке, взятой от той же партии. Результаты повторной проверки распространяются на всю партию.
25, 26. (Измененная редакция, Изм. N 2).
IIIa. МЕТОДЫ ИСПЫТАНИЙ
26а. Осмотр поверхности производят без применения увеличительных приборов.
26б. Контроль диаметров тянутых прутков производят микрометром с ценой деления 0,01 мм по ГОСТ 6507-90, диаметров прессованных прутков - штангенциркулем с ценой деления 0,1 мм по ГОСТ 166-89.
Длину прутков измеряют металлической линейкой по ГОСТ 427-75 или рулеткой по ГОСТ 7502-89.
26в. Кривизну прутков проверяют следующим образом: пруток помещают на плиту. К проверяемому прутку прикладывают жесткую проверочную линейку по ГОСТ 10905-86 длиной 1 м с помощью щупа по ТУ 2-034-225-87, или металлическую измерительную линейку по ГОСТ 427-75, или шаблоном измеряют максимальное расстояние между линейкой и прутком.
Допускается применять любые другие измерительные инструменты, если они обеспечивают необходимую точность измерения.
(Измененная редакция, Изм. N 3).
26г. Проверке металла на излом подвергают оба конца прутка. Отобранные прутки надрезают с одной или двух сторон, после чего их ломают; надрез должен быть сделан таким образом, чтобы излом проходил через центральную часть прутка.
Ширина излома должна быть не менее 60% диаметра - для прутков диаметром до 16 мм включительно, не менее 10 мм - для прутков диаметром св. 16 мм.
Осмотр проводят без применения оптических приборов.
26д. Проверку прессованных прутков на наличие пресс-утяжин проводят неразрушающим методом контроля по методике, указанной в обязательном приложении 1. Конец прутка обрезают до полного удаления пресс-утяжин.
Допускается производить проверку на наличие пресс-утяжин путем излома прутков. Излом при сдаче прутков не обрезают.
26е. Испытание на растяжение прутков проводят по ГОСТ 1497-73.
Отбор образцов для испытания на растяжение проводят по ГОСТ 24047-80.
Допускается применять статистические и неразрушающие методы контроля механических свойств.
При возникновении разногласий в оценке качества испытание на растяжение прутков проводят по ГОСТ 1497-73.
26ж. Химический состав прутков определяют по ГОСТ 1953.1-79 - ГОСТ 1953.16-79.
Отбор проб для анализа химического состава - по ГОСТ 24231-80.
Допускается определять химический состав другими методами, обеспечивающими необходимую точность определения.
При возникновении разногласий в оценке качества химический состав прутков определяют по - ГОСТ 1953.1-79-ГОСТ 1953.16-79.
26е, 26ж. (Измененная редакция, Изм. N 2).
IV. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
27. Прутки диаметром 35 мм и менее связывают в пучки массой не более 80 кг. Каждый пучок должен состоять не менее чем из трех прутков и должен быть перевязан проволокой в два оборота диаметром не менее 2 мм по ГОСТ 3282-74 или другим материалом по нормативно-технической документации, утвержденной в установленном порядке, не менее чем в двух местах, таким образом, чтобы исключалось взаимное перемещение прутков в пучке. Концы проволоки соединяют скруткой не менее 5 витков.
По согласованию изготовителя с потребителем допускается связывать прутки в пучки массой до 500 кг. Каждый пучок должен быть перевязан проволокой в два оборота диаметром не менее 3 мм по ГОСТ 3282-74 не менее чем в двух местах, таким образом, чтобы исключалось взаимное перемещение прутков в пучке.
Каждая бухта должна быть перевязана проволокой в два оборота диаметром не менее 0,5 мм по ГОСТ 3282-74 или другим материалом по нормативно-технической документации, утвержденной в установленном порядке, не менее чем в трех местах, равномерно по окружности бухты.
По требованию потребителя тянутые прутки диаметром до 10 мм включительно упаковывают нетканым материалом по нормативно-технической документации или другими видами упаковочных материалов, обеспечивающих сохранность продукции, за исключением льняных и хлопчатобумажных тканей.
(Измененная редакция, Изм. N 2).
27а. При механизированной погрузке, и выгрузке проводят укрупнение грузовых мест в транспортные пакеты массой до 1250 кг в соответствии с нормативно-технической документацией. Габаритные размеры пакетов - по ГОСТ 24597-81 и нормативно-технической документации.
Пакетирование бухт, пучков и отдельных прутков, не связанных в пучки, производят на поддонах (для прутков длиной до 1200 мм) по ГОСТ 9557-87 или без поддонов (для прутков длиной более 1200 мм) с использованием брусков высотой не менее 50 мм, с обвязкой проволокой диаметром не менее 2 мм в два оборота по ГОСТ 3282-74 или лентой размерами не менее 0,330 мм по ГОСТ 3560-73 двумя поясами, а также с использованием пакетируемых строп из проволоки по ГОСТ 3282-74 диаметром не менее 5 мм со скруткой не менее 3-х витков.
Допускается ручной способ пакетирования.
(Измененная редакция, Изм. N 3).
27б. Транспортная маркировка грузовых мест - по ГОСТ 14192-77.
(Введен дополнительно, Изм. N 2).
28. К каждому пучку должен быть прикреплен металлический или фанерный ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения прутка;
номера партии.
На торцах прутков диаметром более 35 мм и на боковой части прутков диаметром 35 мм и менее, не связанных в пучки, должны быть выбиты: товарный знак предприятия-изготовителя и марки сплава.
Для маркировки прутков допускается применять буквенное обозначение "БОЦ".
Допускается маркировка прутков диаметром более 35 мм наклейкой бумажного ярлыка на любом конце прутка с указанием условного обозначения сплава, номера партии, клейма отдела технического контроля.
При транспортировании груза воздушным транспортом должны быть фанерные или металлические ярлыки, которые необходимо крепить с двух сторон.
(Измененная редакция, Изм. N 2).
29, 30. (Исключены, Изм. N 1).
31. Для тянутых прутков, предназначенных для обработки на автоматах, на прессовку и запрессовку, на ярлыках и в документе о качестве после размера прутка дополнительно указывают буквы "АВ".
(Измененная редакция, Изм. N 2).
32. Прутки длиной до трех метров транспортируют транспортом всех видов в крытых транспортных средствах, прутки длиной свыше трех метров транспортируют открытыми транспортными средствами в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, железнодорожным транспортом повагонной, мелкой или малотоннажной видами отправок.
Упаковка для грузов, отправляемых в районы Крайнего Севера и труднодоступные районы, должна соответствовать требованиям ГОСТ 15846-79.
(Измененная редакция, Изм. N 2).
32а. Прутки должны храниться в крытых помещениях, исключающих механические повреждения, попадания на них влаги и активных химических веществ.
При длительном хранении на складе не должно допускаться резкого колебания температуры.
ПРИЛОЖЕНИЕ
Обязательное
МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРЕСС-УТЯЖИН
1. Назначение и общие требования при проведении контроля
Настоящая методика предназначена для обнаружения и определения места окончания пресс-утяжин в прессованных или тянутых прутках из цветных металлов и сплавов диаметром от 10 мм и выше с помощью ультразвуковых средств дефектоскопии при контактном способе ввода ультразвуковых колебаний со стороны цилиндрической поверхности прутка. Допускается применять любой ультразвуковой дефектоскоп с соответствующими датчиками, обеспечивающими достаточную чувствительность, величина которой устанавливается настройкой по испытательному образцу.
При контроле используют устройство для сканирования с вмонтированными раздельно-совмещенными датчиками, а также прямыми совмещенными датчиками УЗК. Устройства для сканирования позволяют обеспечить стабильный акустический контакт преобразователя датчика с прутком в динамике за счет непрерывной подачи жидкости под датчик.
2. Испытательные образцы для настройки чувствительности дефектоскопа
2.1. Для настройки дефектоскопа на заданную чувствительность изготовляют специальные испытательные образцы диаметром 100, 60, 40 и 25 мм, длиной 200-300 мм из того же сплава, что и контролируемые прутки или из сплава с близкими акустическими свойствами.
2.2. Поверхность испытательных образцов не должна иметь выбоин, раковин, задиров.
2.3. Испытательный образец не должен иметь внутренних дефектов металлургического происхождения, которые могли быть выявлены ультразвуковым методом при настройке дефектоскопа на наивысшую реальную чувствительность.
2.4 Испытательный образец должен иметь контрольный отражатель в виде просверленного отверстия диаметром 1 мм, длиной 20 мм, расположенного на осевой линии прутка на расстоянии 70 мм от торца. Допускается применять контрольные отражатели других типов, позволяющие настраивать дефектоскоп на чувствительность не ниже, чем при настройке по контрольному отражателю в виде просверленного отверстия. Диаметр заготовки для испытательного образца выбирают в зависимости от диаметра контролируемого прутка (см. таблицу).
мм
Диаметр заготовки для испытательного образца | Диаметр контролируемого прутка |
100 | 120-80 |
60 | 80-50 |
40 | 50-30 |
25 | 30-10 |
2.5. Испытательный образец считается действительным, если на него имеется свидетельство, утвержденное начальником центральной заводской лаборатории предприятия-изготовителя.
3. Подготовка к контролю
3.1. Перед проведением контроля прутки должны быть очищены от грязи, пыли, масел, краски и других загрязнений.
3.2. Подключают датчик и сигнальную лампочку к дефектоскопу, а устройство для сканирования - к бачку с контактном жидкостью. Регулирующим краном необходимо отрегулировать подачу контактной жидкости (воды), чтобы обеспечить надежный акустический контакт и минимальный расход контактной жидкости.
3.3. Включение дефектоскопа в сеть и работу с ним проводят в соответствии с техническим описанием и инструкцией по эксплуатации дефектоскопа.
3.4. Перед тем, как приступить к настройке дефектоскопа на заданную чувствительность, проводят регулировку осциллоскопической части (яркость, фокус, смещение по вертикали и горизонтали) так, чтобы линия развертки находилась не ниже центра экрана дефектоскопа примерно на 1/3 градуса, была хорошо сфокусирована и в начале ее не было видно яркой точки.
3.5. При настройке дефектоскопа для определения места окончания пресс-утяжины в прутке ручки на лицевой панели прибора должны быть установлены в следующее положение:
"Частота" - в положение, соответствующее частоте применяемого датчика;
"Диапазон прозвучивания" - в положение П.
3.6. Настройку чувствительности дефектоскопа при контроле прутков производят при помощи соответствующих испытательных образцов. Перемещением датчика в зоне контрольного отражателя добиваются получения максимальной амплитуды эхо-сигнала от контрольного отражателя. Затем вращением ручки "чувствительность" устанавливают амплитуду эхо-сигнала от контрольного отражателя примерно 0,5 высоты экрана дефектоскопа.
3.7. Устанавливают передний фронт строб-импульса автоматического сигнализатора дефектов дефектоскопа рядом с задним фронтом зондирующего импульса, задний фронт строб-импульса устанавливают непосредственно на контролируемых прутках рядом с передним фронтом данного эхо-сигнала.
3.8. Правильность настройки дефектоскопической аппаратуры по испытательному образцу должна проверяться не реже чем каждые 2 ч работы.
4. Проведение контроля
4.1. Контроль проводят на контрольном участке. Место контроля должно быть удобным и обеспечивать свободный доступ по окружности и пресс-утяжному концу контролируемого прутка.
4.2. Контроль проводят, начиная с заднего конца прессованного прутка. Поверхность прутка, через которую вводятся ультразвуковые колебания, должна быть гладкой, без резких выбоин, раковин и задиров.
Температура контролируемого прутка должна быть не выше 40 °С.
4.3. Для механизированного сканирования датчика по поверхности контролируемого изделия рекомендуется использовать роликовые, призматические и круглые устройства с вмонтированными датчиками ультразвуковых колебаний (УЗК).
4.4. Прутки диаметром менее 60 мм контролируют на частоте ультразвуковых колебаний 5 МГц, а прутки диаметром более 60 мм на частоте 2,5 МГц. При определении места окончания пресс-утяжины в прутках из материала, обладающего упругой анизотропией с крупнозернистой структурой, рекомендуется использовать более низкую частоты.
4.5. При проведении контроля устройство для сканирования с датчиком устанавливают на прссс-утяжный конец прутка и плотно прижимают датчик к ее поверхности; при этом на экране дефектоскопа должен появиться донный эхо-сигнал. С появлением данного эхо-сигнала перемещают сканирующее устройство по окружности прутка.
4.6. Скорость сканирования датчика по поверхности прутка выбирают из условий получения надежного акустического контакта, она не должна превышать 0,5 м/с.
4.7. При перемещении датчика вдоль и вокруг изделия необходимо следить по экрану дефектоскопа за наличием акустического контакта. Устойчивый донный эхо-сигнал указывает на удовлетворительный ввод УЗК в пруток. Если при работоспособном датчике и правильной настройке аппаратуры эхо-сигнал пропадает, то проверяют надежность акустического контакта путем увеличения подачи контактной жидкости и протирки ветошью поверхности изделия.
4.8. О наличии пресс-утяжины в прутке можно судить по появлению дополнительного эхо-сигнала левее донного отражения.
4.9. После обнаружения пресс-утяжины датчик перемещают вдоль прутка с целью определения протяженности пресс-утяжины и места ее окончания. В зоне, где эхо-сигнал от пресс-утяжины отсутствует и гаснет сигнальная лампочка автоматического сигнала дефектов, производят дополнительно круговое сканирование и убеждаются в том, что пресс-утяжина закончилась по всей окружности прутка. Если же при этом круговом сканировании обнаруживается новая пресс-утяжина, то ее прослеживают до конца обычным способом.
4.10. Определив с помощью ультразвука точное место окончания пресс-утяжнны, наносят на пруток видимую метку резки прутка.
4.11. При контроле сплавов, обладающих упругонеоднородной крупнозернистой структурой, необходимо пользоваться датчиками более низкочастотных, ультразвуковых колебаний, но предварительно нужно тщательно проконтролировать задний конец прутка, где структурные помехи ниже и донный эхо-сигнал устойчив. На фоне неустойчивых структурных помех замечают на электронно-лучевой трубке дефектоскопа местоположение эхо-сигнала от пресс-утяжины и затем прослеживают npecc-утяжину до исчезновения от нее эхо-сигнала.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1993
{kind=link}