ГОСТ 25474-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
АНОДЫ СЕРЕБРЯНЫЕ
Технические условия
Silver anodes. Specifications
МКС 77.150.99
ОКП 18 6210
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 304 "Благородные металлы, сплавы и промышленные изделия из них", Акционерным обществом "Екатеринбургский завод по обработке цветных металлов"
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 февраля 2015 г. N 75-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 12-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2016 г. N 519-ст межгосударственный стандарт ГОСТ 25474-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 ВЗАМЕН ГОСТ 25474-82
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на серебряные аноды, изготовленные в виде полос обработкой слитков (пластин) серебра давлением и предназначенные для гальванического покрытия изделий серебром.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ OIML R 76-1-2011 Государственная система обеспечения единства измерений. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 22864-83 Благородные металлы и их сплавы. Общие требования к методам анализа
________________
В Российской Федерации действует ГОСТ Р 52599-2006 "Драгоценные металлы и их сплавы. Общие требования к методам анализа".
ГОСТ 28353.0-89 Серебро. Общие требования к методам анализа
________________
В Российской Федерации действует ГОСТ Р 52599-2006 "Драгоценные металлы и их сплавы. Общие требования к методам анализа".
ГОСТ 28353.1-89 Серебро. Метод атомно-эмиссионного анализа
________________
В Российской Федерации дополнительно действует ГОСТ Р 56142-2014 "Серебро. Метод атомно-эмиссионного анализа с дуговым возбуждением спектра".
В Российской Федерации дополнительно действует ГОСТ Р 56307-2014 "Серебро. Метод атомно-эмиссионного анализа с искровым возбуждением спектра".
ГОСТ 28353.2-89 Серебро. Метод атомно-эмиссионного анализа с индукционной плазмой
________________
В Российской Федерации дополнительно действует ГОСТ Р 56307-2014 "Серебро. Метод атомно-эмиссионного анализа с искровым возбуждением спектра".
В Российской Федерации дополнительно действует ГОСТ Р 56306-2014 "Серебро. Метод атомно-эмиссионного анализа с индуктивно связанной плазмой".
ГОСТ 28353.3-89 Серебро. Метод атомно-абсорбционного анализа
________________
В Российской Федерации дополнительно действует ГОСТ Р 56307-2014 "Серебро. Метод атомно-эмиссионного анализа с искровым возбуждением спектра".
В Российской Федерации дополнительно действует ГОСТ Р 56308-2014 "Серебро. Метод атомно-абсорбционного анализа".
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 вмятина: Местное углубление различных величины и формы с пологими краями.
3.2 заусенец: Дефект поверхности, представляющий собой острый в виде гребня выступ, образовавшийся при резке металла.
3.3 надрыв: Дефект поверхности в виде местного несквозного разрыва, расположенного поперек или под углом к направлению прокатки.
3.4 плена: Дефект поверхности в виде отслоения чаще всего языкообразной формы, вытянутого в направлении деформации и соединенного с основным металлом одной стороной.
3.5 расслоение: Дефект в виде отделения слоя (слоев) металла на торцах и/или кромках анода.
3.6 следы зачистки: Дефект поверхности в виде участков с повышенной шероховатостью, образовавшихся после зачистки анода абразивным инструментом.
3.7 следы подшабровки: Дефект поверхности в виде углублений попеременно в двух взаимно перпендикулярных направлениях, образовавшихся после зачистки анода шабером.
3.8 трещина: Дефект поверхности, представляющий собой несквозной разрыв металла.
3.9 царапина: Дефект поверхности в виде углубления неправильной формы и произвольного направления.
3.10 цвета побежалости: Дефект, образующийся на гладкой поверхности анода в результате формирования тонкой прозрачной поверхностной оксидной пленки и интерференции света в ней.
4 Условные обозначения и сокращения
Условные обозначения анодов проставляют по схеме:
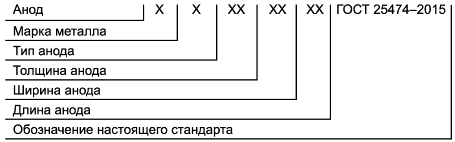
При этом используют следующие сокращения для обозначения типа анода: АН0 - анод без отверстий, АН1 - анод с одним отверстием, АН2 - анод с двумя отверстиями, АН4 - анод с четырьмя отверстиями.
Пример условного обозначения анода из серебра марки Ср 99,99 Ан, с двумя отверстиями, толщиной 5,00 мм, шириной 150 мм, длиной 300 мм:
Анод Ср 99,99Ан АН2 5,00150
300 ГОСТ 25474-2015
5 Технические требования
5.1 Основные показатели и характеристики (свойства)
5.1.1 Серебряные аноды (далее - аноды) должны соответствовать требованиям настоящего стандарта и изготовляться по технологическому регламенту, утвержденному в установленном порядке.
5.1.2 Размеры анодов должны соответствовать требованиям, указанным в таблице 1.
Таблица 1
В миллиметрах | ||||||
Толщина анодов | Длина анодов при ширине | |||||
номинальная | предельное отклонение | 50 | 75 | 100 | 143 | 150 |
2,00 | -0,15 | 100; 200 | - | 200 | - | 300 |
3,00 | -0,20 | 300 | ||||
4,00 | -0,30 | 100; 200 | - | - | 300 | |
5,00 | -0,40 | 300 | ||||
6,00 | - | |||||
7,00 | -0,50 | 990 | ||||
8,00 | - | |||||
10,00 | 200; 900; 990 | |||||
Примечания 1 Предельное отклонение по ширине и длине анодов - ±5 мм. 2 По согласованию с потребителем допускается изготовление анодов других размеров и/или с другими предельными отклонениями. | ||||||
5.1.3 Аноды изготовляют без отверстий, с одним, двумя или четырьмя отверстиями.
Отверстия должны быть диаметром, мм:
- (6,0±0,5) - для анодов толщиной до 3,00 мм;
- (10,0±0,5) - для анодов толщиной от 3,00 до 6,00 мм включительно;
- (15,0±0,5) - для анодов толщиной свыше 6,00 мм.
Отверстия на анодах должны быть расположены на расстоянии (13,0±2,0) мм от верхней (нижней) кромки и (15,0±2,0) мм от боковой кромки, считая от центров отверстий.
Примечание - По согласованию с потребителем аноды изготовляют с другими размерами и схемой расположения отверстий.
5.1.4 Расчетная масса анодов приведена в приложении А.
5.1.5 Аноды изготовляют из серебра марки Ср 99,99 Ан, химический состав которого должен соответствовать требованиям, указанным в таблице 2.
Таблица 2
В процентах | ||||||||||
Марка серебра | Массовая доля | |||||||||
Серебро, не менее | Примеси, не более | |||||||||
Медь | Свинец | Железо | Сурьма | Висмут | Теллур | Палладий | Марганец | Сумма норми- | ||
Ср 99,99 Ан | 99,99 | 0,008 | 0,001 | 0,002 | 0,001 | 0,0005 | 0,002 | 0,001 | 0,001 | 0,01 |
5.1.6 Аноды изготовляют в твердом (неотожженном) состоянии.
5.1.7 Поверхность анодов не должна иметь плен, трещин, расслоений, следов смазки.
Допускаются цвета побежалости, местные потемнения анодов, а также поверхностные повреждения (вмятины, царапины, следы зачистки и подшабровки), не выводящие аноды за предельные отклонения по толщине.
5.1.8 Аноды должны быть ровно обрезаны и не должны иметь надрывов и заусенцев.
5.2 Маркировка, упаковка
5.2.1 В верхней части каждого анода наносят маркировку, содержащую:
- марку серебра;
- номер партии;
- товарный знак предприятия-изготовителя.
5.2.2 Аноды, обернутые в бумагу по ГОСТ 8273, должны быть уложены в сплошные деревянные (пластиковые) ящики или проложены твердыми прокладками, перевязаны шпагатом и упакованы в матерчатые мешки.
Свободное пространство в ящике (мешке) заполняют мягким упаковочным материалом, предохраняющим аноды от механических повреждений.
Могут быть применены другие виды упаковки и материалы, обеспечивающие сохранность анодов от механических повреждений при транспортировании и хранении.
5.2.3 На каждом ящике или прикрепленной к мешку бирке указывают:
- наименование предприятия-потребителя;
- массу нетто, г;
- массу брутто, г;
- номер посылки.
Дополнительно бирка может содержать другую необходимую информацию (например, ценность посылки, наименование предприятия-изготовителя и его адрес, номер реестра, оттиски пломб, индекс кладовщика-упаковщика, штамп контроля качества и пр.).
Допускается транспортная маркировка по ГОСТ 14192 с указанием манипуляционного знака "Хрупкое. Осторожно".
5.2.4 Масса брутто упаковочного места должна быть не более 10 кг.
Примечание - По согласованию с потребителем масса упаковочного места может быть увеличена.
5.2.5 Ящики (мешки) пломбируют или опечатывают. Пломбы (печати) должны иметь четкий оттиск.
5.2.6 Каждую партию анодов сопровождают документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение анодов;
- номер партии;
- химический состав;
- массу анодов в партии, г;
- количество анодов в партии, шт.;
- месяц и год изготовления;
- штамп контроля качества.
Документ о качестве вкладывают в пакет с сопроводительной документацией.
6 Правила приемки
6.1 Аноды принимают партиями. Партия должна быть произведена из металла одной плавки и состоять из анодов одного типа и размера. Масса партии не ограничивается.
6.2 Проверке размеров и качества поверхности на соответствие требованиям 5.1.2, 5.1.3, 5.1.7, 5.1.8 должны быть подвергнуты 25% анодов партии, но не менее пяти анодов.
6.3 Для проверки химического состава на соответствие требованиям 5.1.5 потребитель отбирает один анод от партии, изготовитель - пробу от каждой плавки.
6.4 При несоответствии требованиям 5.1.5 проводят повторные испытания на удвоенной выборке или пробе, отобранной от той же плавки. Для оценки соответствия требованиям 5.1.5 в этом случае принимают результаты повторных испытаний.
6.5 Качество маркировки проверяют на каждом аноде.
6.6 Каждое упаковочное место партии проверяют на качество упаковки и соответствие массе, указанной в документах.
7 Методы контроля
7.1 Толщину анодов измеряют на расстоянии не менее 15 мм от кромки микрометром по ГОСТ 6507. Ширину и длину анодов измеряют металлической линейкой по ГОСТ 427.
Допускается применение других средств измерений, обеспечивающих требуемую точность.
7.2 Проверку качества поверхности проводят путем осмотра без применения увеличительных приборов.
7.3 Массу анодов и массу брутто упаковочного места определяют на весах по ГОСТ OIML R 76-1.
7.4 Химический состав определяют по ГОСТ 22864, ГОСТ 28353.0, ГОСТ 28353.1, ГОСТ 28353.2, ГОСТ 28353.3.
Допускается определять химический состав по другим методикам, аттестованным в установленном порядке и удовлетворяющим требованиям настоящего стандарта. Содержание основного компонента определяют по правилам, применяемым при анализе аффинированных металлов.
7.5 Маркировку и упаковку проверяют внешним осмотром.
8 Транспортирование и хранение
8.1 Транспортирование, хранение и учет анодов проводят в соответствии с порядком хранения, транспортирования и учета драгоценных металлов.
8.2 При транспортировании и хранении аноды должны быть защищены от загрязнений, механических повреждений, воздействия влаги, агрессивных сред, паров сернистых соединений.
Условия хранения в части воздействия климатических факторов - 1 (Л) по ГОСТ 15150 (таблица 13), условия транспортирования - 3 по ГОСТ 15150 (таблица 13).
9 Гарантии изготовителя
Изготовитель гарантирует соответствие анодов требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных настоящим стандартом.
Гарантийный срок хранения анодов - 10 лет с момента изготовления.
Приложение А
(справочное)
Расчетная масса серебряных анодов
Таблица А.1
Толщина анодов, мм | Масса анода*, г, при ширине и длине, мм | |||
50 | 50 | 100 | 150 | |
2,00 | 103,8 | 208,8 | 418,8 | 943,8 |
3,00 | 152,6 | 310,0 | 625,1 | 1412,6 |
4,00 | 203,4 | 413,4 | 833,4 | 1883,4 |
5,00 | 254,3 | 516,8 | 1041,8 | 2354,3 |
6,00 | 305,1 | 621,1 | 1250,1 | 2825,1 |
7,00 | 341,5 | 709,0 | 1444,0 | 3281,5 |
8,00 | 390,3 | 810,3 | 1650,3 | 3750,3 |
10,00 | 487,9 | 1012,9 | 2062,9 | 4687,9 |
* Масса рассчитана для анода с двумя отверстиями диаметрами, мм: (6,0±0,5) - для анодов толщиной до 3,00 мм; (10,0±0,5) - для анодов толщиной от 3,00 до 6,00 мм включительно; (15,0±0,5) - для анодов толщиной свыше 6,00 мм. | ||||
УДК 621.357.7.035.224:669.25:006.354 | МКС 77.150.99 | ОКП 18 6210 |
Ключевые слова: серебряные аноды, маркировка, упаковка, методы контроля, транспортирование, хранение, гарантии изготовителя | ||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}