ГОСТ 13073-77
Группа В74
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОВОЛОКА ЦИНКОВАЯ
Технические условия
Zinc wire.
Specifications
ОКП 18 3190
Дата введения 1979-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
Ю.Ф.Шевакин, д-р техн. наук; А.М.Рытиков, д-р техн. наук; М.Б.Таубкин, канд. техн. наук; З.И.Потапенко (руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24.08.77 N 2019
3. ВЗАМЕН ГОСТ 13073-67, ГОСТ 5.1508-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 3282-74 | 5.4, 5.5a |
ГОСТ 3560-73 | 5.4 |
ГОСТ 3640-79 | 2.1 |
ГОСТ 6507-90 | 4.2 |
ГОСТ 8273-75 | 5.4 |
ГОСТ 8828-89 | 5.4, 5.5a |
ГОСТ 9078-84 | 5.4 |
ГОСТ 9569-79 | 5.4, 5.5а |
ГОСТ 14192-77 | 5.6а |
ГОСТ 15846-79 | 5.4 |
ГОСТ 19251.0-79-ГОСТ 19251.6-79 | 4.3 |
ГОСТ 20435-75 | 5.5а |
ГОСТ 22225-76 | 5.5a |
ГОСТ 24231-80 | 4.3 |
ГОСТ 24597-81 | 5.4 |
ГОСТ 26653-90 | 5.4 |
ГОСТ 26663-85 | 5.4 |
5. ПЕРЕИЗДАНИЕ с Изменениями N 1, 2, 3, 4, утвержденными в мае 1979 г., марте 1983 г., октябре 1986 г., марте 1988 г. (ИУС 6-79, 6-83, 1-86, 6-88)
Настоящий стандарт распространяется на круглую цинковую проволоку, предназначенную для нанесения цинковых покрытий распылением.
(Измененная редакция, Изм. N 3, 4).
1. СОРТАМЕНТ
1.1. Диаметр проволоки и предельные отклонения по диаметру должны соответствовать указанным в таблице.
мм
Диаметр проволоки | Предельные отклонения |
1,50 | |
1,60 | -0,06 |
2,00 | |
2,30 | |
2,50 | |
3,00 | -0,08 |
3,20 |
По требованию потребителя проволоку диаметрами 2,50 и 3,00 мм изготовляют повышенной точности с предельными отклонениями (минус) 0,06 мм.
(Измененная редакция, Изм. N 3, 4).
Условные обозначения проставляют по схеме:
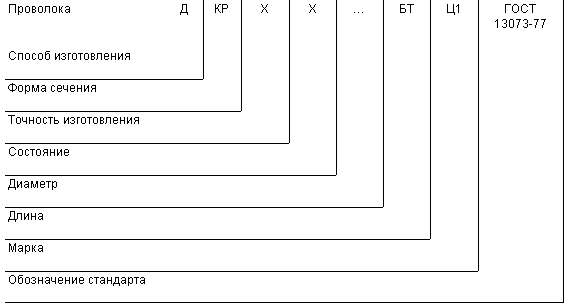
при следующих сокращениях:
способ изготовления: холоднодеформированная - Д;
форма сечения: круглая - КР;
точность изготовления: нормальная - Н; повышенная - П;
длина: в мотках, бухтах - БТ.
Пример условного обозначения проволоки нормальной точности изготовления диаметром 2,50 мм:
Проволока ДКРНХ 2,50 БТ Ц1 ГОСТ 13073-77.
(Измененная редакция, Изм. N 2, 3, 4).
1.2. Овальность проволоки не должна превышать предельного отклонения по диаметру.
(Введен дополнительно, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволоку изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволоку должны изготовлять из цинка марки Ц1 с химическим составом по ГОСТ 3640-79.
(Измененная редакция, Изм. N 2).
2.2. Поверхность проволоки должна быть чистой, неокисленной, без трещин и расслоений.
Допускаются отдельные поверхностные дефекты, не выводящие проволоку при контрольной зачистке за предельные отклонения по диаметру. На поверхности проволоки допускаются следы смазки.
По требованию потребителя проволоку покрывают консервирующей смазкой.
(Измененная редакция, Изм. N 4).
2.3. (Исключен, Изм. N 3).
2.4. (Исключен. Изм. N 4).
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного диаметра, одной точности изготовления и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
массу нетто партии;
номер партии.
Масса партии не должна превышать 1000 кг.
(Измененная редакция, Изм. N 2, 3).
3.2. Проверке размеров и качества поверхности подвергают каждый моток проволоки.
(Измененная редакция, Изм. N 2, 3).
3.3. Для проверки химического состава отбирают два мотка от каждой партии.
Изготовитель проверку химического состава может производить на пробах, отобранных от расплавленного металла.
(Измененная редакция, Изм. N 1, 3, 4).
3.4. При получении неудовлетворительных результатов определения химического состава хотя бы по одной пробе, проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. N 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр поверхности проволоки производится без применения увеличительных приборов.
4.2. Определение диаметра и овальности проволоки производят в двух взаимно перпендикулярных направлениях одного сечения проволоки в начале, конце и середине мотка микрометром с ценой деления шкалы 0,01 мм по ГОСТ 6507-90.
Допускается контролировать диаметр проволоки другим инструментом, обеспечивающим соответствующую точность измерения.
При возникновении разногласий в определении диаметра проволоки измерения проводят микрометром по ГОСТ 6507-90.
(Измененная редакция, Изм. N 3).
4.3. Для определения химического состава от каждого отобранного мотка отрезают по одному образцу. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231-80.
Химический состав проволоки определяют по ГОСТ 19251.0-79-ГОСТ 19251.6-79 или другими методами, обеспечивающими необходимую точность определения.
При возникновении разногласий в оценке химического состава проволоки анализ проводят по ГОСТ 19251.0-79-ГОСТ 19251.6-79.
(Измененная редакция, Изм. N 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. (Исключен, Изм. N 2).
5.1a. Проволоку свертывают в мотки. Каждый моток должен состоять из одного отрезка проволоки массой не менее 25 кг. Допускаются мотки из отрезка проволоки массой не менее 10 кг в количестве не более 10% массы партии. По требованию потребителя максимальная масса мотка может быть ограничена.
(Введен дополнительно, Изм. N 4).
5.2. Проволока должна быть свернута в мотки правильными неперепутанными рядами, без резких изгибов, скруток и узлов.
5.3. Мотки проволоки одной партии должны быть связаны в бухты.
(Измененная редакция, Изм. N 4).
5.4. Каждая бухта или моток, если он не связан в бухту, должны быть перевязаны равномерно по длине окружности не менее чем в трех местах проволокой диаметром не менее 1 мм по ГОСТ 3282-74 со скруткой не менее 5 витков и упакованы нетканым материалом или другими видами упаковочных материалов, обеспечивающими сохранность продукции, за исключением льняных и хлопчатобумажных тканей.
В местах перевязки должна быть прокладка из бумаги по ГОСТ 8273-75 или ГОСТ 8828-90.
Допускается использовать для перевязки цинковую проволоку диаметром не менее 1,5 мм без прокладки из бумаги в местах перевязки.
По требованию потребителя мотки или бухты проволоки упаковывают во влагонепроницаемую бумагу по ГОСТ 9569-79 или ГОСТ 8828-90, а затем в упаковочные материалы.
Наружный диаметр мотков не должен превышать 1000 мм.
Упаковка продукции в районы Крайнего Севера и приравненные к ним районы - по ГОСТ 15846-79, для перевозки морским транспортом - по ГОСТ 26653-90.
Масса грузового места не должна превышать 80 кг. При механизированной погрузке и разгрузке допускается масса грузового места более 80 кг.
Грузовые места должны быть сформированы в транспортные пакеты в соответствии с требованиями ГОСТ 24597-81 и ГОСТ 26663-85. Пакетирование проводят на поддонах по ГОСТ 9078-84 или без поддонов с использованием деревянных брусков размером не менее 50х50 мм. Масса транспортного пакета не должна превышать 1250 кг, высота - 1350 мм. Для обеспечения сохранности пакета при транспортировании и погрузочно-разгрузочных работах транспортные пакеты должны быть скреплены продольно и поперечно с обвязкой каждого ряда грузовых мест проволокой диаметром не менее 3 мм по ГОСТ 3282-74 со скручиванием концов проволоки не менее пяти витков или лентой размерами не менее 0,3х30 мм по ГОСТ 3560-73 со скреплением концов в замок, или с использованием пакетируемых строп из проволоки диаметром не менее 5 мм по ГОСТ 3282-74 со скручиванием не менее трех витков. Для обеспечения устойчивости пакетов при многоярусной загрузке должны быть использованы вспомогательные приспособления в соответствии с требованиями ГОСТ 26663-85.
(Измененная редакция, Изм. N 2, 4).
5.5. К каждой бухте или мотку должен быть прикреплен металлический или фанерный ярлык с указанием штампа технического контроля:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения проволоки;
номера партии.
(Измененная редакция, Изм. N 2, 4).
5.5a. Бухты или мотки проволоки допускается транспортировать в универсальных контейнерах по ГОСТ 20435-76 или по ГОСТ 22225-76, при этом каждая бухта или моток проволоки должны быть обернуты по длине окружности в бумагу по ГОСТ 8828-89 или по ГОСТ 9569-79 и перевязаны проволокой диаметром не менее 0,5 мм по ГОСТ 3282-74 или синтетическим шпагатом по спирали.
5.6a. Транспортная маркировка - по ГОСТ 14192-77.
5.5a., 5.6a. (Введены дополнительно, Изм. N 4).
5.6. (Исключен, Изм. N 2).
5.7. Проволоку транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида. При транспортировании железнодорожным транспортом - мелкими или малотоннажными отправками.
(Измененная редакция, Изм. N 2, 4).
5.8. Проволока должна храниться в крытом помещении или под навесом, защищающим ее от атмосферных осадков, при отсутствии активных химических веществ.
(Измененная редакция, Изм. N 4).
Текст документа сверен по:
Сортамент цветных металлов.
Часть 3. Том 4. Проволока: Сб. ГОСТов. -
М.: Издательство стандартов, 1993
{kind=link}