ГОСТ 4442-72
Группа В54
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛЕНТЫ И ПОЛОСЫ СВИНЦОВОЙ ЛАТУНИ
Технические условия
Bands and strips of lead brass.
Specifications
ОКП 184 500 0000
Дата введения 1977-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 15 мая 1972 г. N 984
Ограничение срока действия снято Постановлением Госстандарта от 27.06.91 N 1049
ВЗАМЕН ГОСТ 4442-48
ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в августе 1977 г., декабре 1981 г., январе 1986 г., октябре 1986 г., июне 1991 г. (ИУС 9-77, 3-82, 5-86, 1-87, 10-91)
Настоящий стандарт распространяется на холоднокатаные ленты и полосы из свинцовой латуни, предназначенные для прецизионного приборостроения.
Требования пп.1.1, 1.2, 2.1, 2.7, 2.8, 2.10, 2.13, 5.2, 5.5а, разд.3 и 4 являются обязательными. Другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 2, 3, 5).
1. СОРТАМЕНТ
1.1. Толщины и ширины лент и предельные отклонения по ним должны соответствовать указанным в табл.1.
Таблица 1
мм | ||||||
Толщина лент | Предельное отклонение по толщине лент точности изготовления | Ширина лент | Предельное отклонение по ширине лент | |||
нормальной (Н) | повышенной (П) | высокой (В) | мягких, полутвердых и твердых | особо- | ||
0,10 | ||||||
0,12 | ||||||
0,13 | -0,02 | -0,015 | -0,01 | |||
0,14 | ||||||
0,15 | ||||||
0,16 | ||||||
0,18 | ||||||
0,20 | 10-150 | -0,4 | -0,6 | |||
0,22 | ||||||
0,23 | -0,03 | -0,02 | -0,015 | |||
0,25 | ||||||
0,26 | ||||||
0,28 | ||||||
0,30 | ||||||
0,35 | ||||||
0,38 | ||||||
0,40 | -0,04 |
| ||||
0,45 | -0,02 | |||||
0,47 | ||||||
0,50 | ||||||
| -0,05 |
| ||||
0,60 | -0,03 | |||||
0,65 | -0,6 | -0,8 | ||||
0,70 |
| |||||
0,75 |
| |||||
0,80 |
| |||||
0,85 | ||||||
0,90 | -0,07 | |||||
0,95 | ||||||
1,00 | -0,04 | |||||
1,05 | ||||||
1,10 |
|
| ||||
1,15 | 15-150 | |||||
1,20 | -0,06 | |||||
1,30 | ||||||
1,40 | ||||||
1,50 | -0,09 | -0,05 | -0,8 | |||
1,60 | ||||||
1,65 |
|
| ||||
1,70 |
| |||||
1,80 | -0,08 | |||||
1,90 | -0,11 | -0,06 | ||||
2,00 | ||||||
Ленты изготовляют шириной: 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, (23), 24, 25, 26, (27), 28, (29), 30, (31), 32, (33), 34, 36, 38, (39), 40, 42, (44), 45, 48, 50, (51), (52), 53, (55), 56, 60, 63, 71, 75, 80, 100, 105, 120, 140, 150 мм.
Размеры лент, указанные в скобках, в новых разработках не применять.
(Измененная редакция, Изм. N 1, 2, 3, 5).
1.2. Толщина и ширина полос и предельные отклонения по ним должны соответствовать указанным в табл.2.
Таблица 2*
_______________
* Таблица 3. (Исключена, Изм. N 1).
мм | |||||
Толщина полос | Предельное отклонение по толщине полос точности изготовления | Ширина полос | Предельное отклонение по ширине полос | ||
нормальной (Н) | повышенной (П) | мягких, полутвердых и твердых | особо- | ||
1,5 | |||||
1,6 | -0,10 | ||||
1,7 | -0,08 | -0,8 | -1,0 | ||
1,8 | |||||
1,9 | |||||
2,0 | 20-150 | ||||
2,1 |
|
| |||
2,2 | |||||
2,4 | -0,10 | -1,0 | |||
2,5 | |||||
2,6 | |||||
2,8 | |||||
3,0 | -0,14 | ||||
3,25 | |||||
3,4 |
| -0,12 | |||
3,5 | |||||
4,0 | -0,18 | ||||
4,5 |
| -1,5 | - | ||
5,0 | -0,20 | ||||
5,5 | |||||
6,0 |
| ||||
6,5 | -0,25 |
| - | ||
7,0 | |||||
8,0 | |||||
Примечание. Мягкие, полутвердые и твердые полосы толщиной 5,0 мм и шириной 150 мм и толщиной от 5,5 до 8,0 мм и шириной от 170 до 180 мм изготовляют без обрезки кромок.
Полосы изготовляют шириной: 20, (23), 24, 26, (27), 28, 30, 32, (33), 34, (37), 38, 40, (41), 42, (43), 45, 48, 50, (52), 53, (55), 56, (57), (59), 60, (61), 63, (64), (65), (72), (73), (74), 75, (76), (78), 80, (89), 90, 95, 100, (115), (135), 150, 160, 170, 180 мм.
Размеры полос, указанные в скобках, в новых разработках не применять.
1.3. Длина лент должна быть для толщин до 0,50 мм включительно не менее 10 м; для толщин 0,55-2,00 мм - не менее 5 м.
В каждой партии допускается наличие лент толщиной до 0,50 мм включительно длиной от 1 до 10 м, лент толщиной от 0,55 до 2,00 мм длиной от 1 до 5 м в количестве не более 15% партии.
По требованию потребителя ленты толщиной до 0,50 мм включительно изготовляют длиной не менее 20 м, ленты толщиной от 0,55 до 1,00 мм включительно изготовляют длиной не менее 10 м, ленты толщиной от 1,05 до 2,00 мм изготовляют длиной не менее 7 м. Допускается наличие лент толщиной до 0,50 мм включительно длиной от 10 до 20 м, лент толщиной от 0,55 до 1,00 мм включительно длиной от 5 до 10 м, лент толщиной от 1,05 до 2,00 мм длиной от 5 до 7 м в количестве не более 15% партии.
Длина полос должна быть не менее 1 м. Допускается наличие полос длиной от 0,5 до 1,0 м в количестве не более 10% партии.
По требованию потребителя ленты и полосы укороченной длины не допускаются.
По согласованию изготовителя с потребителем допускается наличие полос длиной от 0,5 до 1,0 м в количестве не более 20% партии.
1.2, 1.3. (Измененная редакция, Изм. N 3, 5).
1.4. (Исключен, Изм. N 2).
1.5. Особотвердые ленты изготовляют толщиной до 1,2 мм включительно, особотвердые полосы - до 2,5 мм включительно.
(Измененная редакция, Изм. N 2).
Условные обозначения ленты или полосы проставляются по схеме:
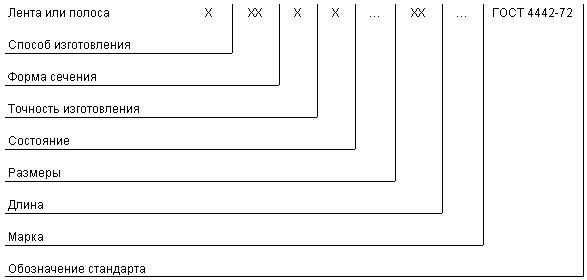
при следующих сокращениях:
способ изготовления: холоднокатаная - Д
форма сечения: прямоугольная - ПР
точность изготовления:
нормальная точность по толщине - Н
повышенная точность по толщине - П
высокая точность по толщине - В
состояние ленты или полосы:
мягкая - М
полутвердая - П
твердая - Т
особотвердая - О
длина: немерная - НД
Примечание. Знак "X" ставится вместо отсутствующих данных.
Примеры условных обозначений:
Лента холоднокатаная, прямоугольная, нормальной точности изготовления по толщине, мягкая, толщиной 0,50 мм, шириной 30 мм, немерной длины из латуни марки ЛС 63-3:
Лента ДПРНМ 0,50х30 НД ЛС 63-3 ГОСТ 4442-72
То же, полутвердая, толщиной 0,25 мм, шириной 35 мм, немерной длины из латуни марки ЛС 63-3:
Лента ДПРНД 0,25х35 НД ЛС 63-3 ГОСТ 4442-72
Лента холоднокатаная, прямоугольная, повышенной точности изготовления, твердая, толщиной 0,2 мм, шириной 75 мм, немерной длины из латуни марки ЛС 63-3:
Лента ДПРПТ 0,2х75 НД ЛС 63-3 ГОСТ 4442-72
То же, высокой точности изготовления, особотвердая, толщиной 0,18 мм, шириной 25 мм, немерной длины из латуни марки ЛС 63-3:
Лента ДПРВО 0,18х25 НД ЛС 63-3 ГОСТ 4442-72
Полоса холоднокатаная, прямоугольная, нормальной точности изготовления, мягкая, толщиной 2 мм, шириной 35 мм, немерной длины из латуни марки ЛС 63-3:
Полоса ДПРНМ 2х35 НД ЛС 63-3 ГОСТ 4442-72
То же, полутвердая, толщиной 2,5 мм, шириной 25 мм, немерной длины из латуни марки ЛС 63-3:
Полоса ДПРНП 2,5х25 НД ЛС 63-3 ГОСТ 4442-72
Полоса холоднокатаная, прямоугольная, повышенной точности изготовления, твердая, толщиной 3 мм, шириной 30 мм, немерной длины из латуни марки ЛС 63-3:
Полоса ДПРПТ 3х30 НД ЛС 63-3 ГОСТ 4442-72
То же, особотвердая, толщиной 2 мм, шириной 50 мм, немерной длины из латуни марки ЛС 63-3:
Полоса ДПРПО 2х50 НД ЛС 63-3 ГОСТ 4442-72
(Измененная редакция, Изм. N 2, 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ленты и полосы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из латуни марки ЛС 63-3 по ГОСТ 15527-70.
(Измененная редакция, Изм. N 2).
2.2. Поверхность лент и полос должна быть свободной от загрязнений, затрудняющих осмотр, не должна иметь плен, расслоений, пузырей, трещин, грубых царапин и вмятин, раковин и посторонних включений.
На поверхности лент и полос допускаются отдельные мелкие поверхностные дефекты, не выводящие ленты и полосы при контрольной зачистке за предельные отклонения по толщине.
Допускаются цвета побежалости, местные покраснения и малозначительные потемнения поверхности лент и полос.
По требованию потребителя допускается качество поверхности лент и полос устанавливать по образцам, утвержденным в установленном порядке.
2.3. Ленты и полосы должны быть ровно обрезаны и не должны иметь значительных заусенцев и коробоватости.
Волнистая, мятая и рваная кромка не допускается. Допускается небольшая волнистость, исчезающая при контрольном изгибе.
Допускаются местные сколы по кромке глубиной до 3 мм в количестве не более одного на 1 м ленты и не более двух на 1 м полосы, а также сколы и трещины, не выводящие ленты и полосы за предельные отклонения по ширине.
2.2, 2.3. (Измененная редакция, Изм. N 2, 3, 5).
2.4. Полосы должны быть выправлены, прогиб не должен превышать 7 мм на 1 м полосы. Волнистость полос, заметная на глаз, не допускается.
2.5. Серповидность лент и полос не должна превышать 4 мм на 1 м длины. По согласованию потребителя с изготовителем серповидность лент не должна превышать 3 мм на 1 м длины.
2.4, 2.5. (Измененная редакция, Изм. N 5).
2.6. Ленты должны быть намотаны в рулоны с внутренним диаметром 350-400 мм.
По согласованию изготовителя с потребителем ленты толщиной до 0,7 мм допускается наматывать в рулоны с внутренним диаметром не менее 60 мм.
(Измененная редакция, Изм. N 2, 5).
2.7. Ленты и полосы изготовляют мягкими, полутвердыми, твердыми и особотвердыми.
(Измененная редакция, Изм. N 2).
2.8. Мягкие ленты и полосы должны быть протравленными.
2.9. (Исключен, Изм. N 3).
2.10. Механические свойства полос и лент должны соответствовать требованиям, указанным в табл.4.
Таблица 4
Временное сопротивление, | |||
Состояние лент (полос) | обычной прочности | повышенной прочности | Относительное удлинение, |
МПа (кгс/мм | МПа (кгс/мм | ||
Мягкие | Не менее 295 (30) | - | Не менее 40 |
Полутвердые | 340-440 (35-45) | 390-490 (40-50) | - |
Твердые | 440-550 (45-56) | 490-630 (50-64) | - |
Особотвердые | Не менее 630 (64) | - | - |
По требованию потребителя для твердых лент и полос обычной прочности относительное удлинение должно быть не менее 5%.
(Измененная редакция, Изм. N 1, 2, 3, 5).
2.11. Излом полосы в твердом и особо твердом состояниях должен быть мелкозернистым, без расслоений и пористости, видимой невооруженным глазом.
По требованию потребителя характер излома определяется по образцам, согласованным между изготовителем и потребителем.
(Измененная редакция, Изм. N 3, 5).
2.12. (Исключен, Изм. N 1).
2.13. Величина зерна лент и полос в мягком состоянии не должна превышать 50 мкм (0,05 мм).
(Измененная редакция, Изм. N 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Ленты и полосы принимают партиями. Партия должна состоять из лент или полос одного размера, одного состояния материала и одной точности изготовления. Партия должна быть оформлена документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение продукции;
номер и массу партии;
результаты испытаний (по требованию потребителя);
количество мест.
Допускается оформлять один документ о качестве на несколько партий лент и полос одного размера, одного состояния материала, одной точности изготовления, отгружаемых одному потребителю с указанием номеров партий.
Масса партии должна быть не более 3000 кг.
(Измененная редакция, Изм. N 5).
3.2. Контролю внешнего вида и размеров лент и полос должны быть подвергнуты каждый рулон ленты или каждая полоса.
(Измененная редакция, Изм. N 2, 3).
3.3. Количество отбираемых для контроля временного сопротивления, относительного удлинения и величины зерна лент и полос и характера излома полос определяют в зависимости от массы партии по табл.5. Определение величины зерна проводят по требованию потребителя.
Таблица 5
Масса партии, кг | Количество контролируемых рулонов лент (количество полос) |
До 500 | 2 |
Св. 500 до 1000 включ. | 3 |
" 1000 " 1500 " | 5 |
" 1500 " 2000 " | 6 |
" 2000 " 2500 " | 8 |
" 2500 " 3000 " | 9 |
(Измененная редакция, Изм. N 5).
3.4. Для контроля химического состава от партии отбирают два рулона ленты или две полосы. На предприятии-изготовителе допускается проводить проверку химического состава на расплавленном металле.
(Измененная редакция, Изм. N 2, 3).
3.5. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей (кроме размеров и внешнего вида), по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторного испытания распространяются на всю партию.
(Измененная редакция, Изм. 2, 3, 5).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для испытания на растяжение от каждого отобранного рулона ленты или отобранной полосы вырезают по одному образцу. Отбор образцов проводят по ГОСТ 24047-80.
Испытания на растяжение проводят по ГОСТ 11701-84 на образцах типа I или II: для лент толщиной 0,5 мм и более и полос толщиной 3,0 мм и менее с ![]() ,
, =20 мм, для лент толщиной менее 0,5 мм с
![]() ,
, =12,5 мм. Испытания на растяжение полос толщиной более 3 мм проводят по ГОСТ 1497-84 на образцах типа I или II с
![]() ,
, =20 мм.
(Измененная редакция, Изм. N 4).
4.2. Для испытания на излом образец надрезается по ширине полосы на глубину толщины, затем зажимается в тисках и равномерно без перекручивания перегибается в одну и другую стороны до излома.
4.3. Толщину лент и полос измеряют на расстоянии не менее 50 мм от конца и не менее 10 мм от кромки (при ширине более 20 мм). Толщину лент и полос шириной 20 мм и менее измеряют посередине. Обмеру подлежат оба конца ленты и полосы и средняя часть в трех местах. За окончательный результат испытания принимают среднее арифметическое на каждом участке. Измерение толщины проводят микрометром по ГОСТ 6507-90 или по ГОСТ 4381-87, ширины - штангенциркулем по ГОСТ 166-89. Допускается применение других инструментов, обеспечивающих необходимую точность измерения.
(Измененная редакция, Изм. N 2, 5).
4.4. (Исключен, Изм. N 1).
4.5. Отбор и подготовку проб для химического анализа проводят по ГОСТ 24231-80. Для определения химического состава от каждого отобранного рулона ленты или отобранной полосы отбирают один образец. Химический состав сплава должен определяться по ГОСТ 1652.1-77 - ГОСТ 1652.13-77 и по ГОСТ 23777-79. Допускается применять другие методы, не уступающие по точности указанным в стандартах. При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 1652.1-77 - ГОСТ 1652.13-77.
(Измененная редакция, Изм. N 2, 3, 5).
4.6. Осмотр внешнего вида полос и лент партии, предъявленной к приемке, производят без применения увеличительных приборов.
4.7. Величина зерна определяется по ГОСТ 21073.1-75 на образцах в плоскости, параллельной направлению прокатки.
Для определения величины зерна от каждого отобранного рулона ленты или отобранной полосы отбирают один образец.
(Измененная редакция, Изм. N 2, 3).
4.8. Серповидность ленты или полосы измеряют по ГОСТ 26877-91 в одном месте на любом участке рулона или полосы. Допускается измерять серповидность другими методами, обеспечивающими необходимую точность.
4.9. Прогиб измеряют по ГОСТ 26877-91 в одном месте на одном метре длины полосы. Допускаются другие методы измерения прогиба, обеспечивающие необходимую точность измерения.
4.8, 4.9. (Измененная редакция, Изм. N 5).
4.10. Волнистость кромки ленты проверяют огибанием ее вокруг оправки диаметром 100-120 мм. Рулон считается годным, если волнистость при изгибе исчезает.
(Введен дополнительно, Изм. N 5).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Рулоны лент толщиной 0,8 мм и менее обертывают бумагой, упаковывают в деревянные плотные ящики типов I, II и III по ГОСТ 2991-85. Рулоны прокладывают древесной стружкой, предохраняющей ленту от повреждений. Размеры ящиков - по ГОСТ 21140-88 или по нормативно-технической документации.
Рулоны лент толщиной более 0,8 мм связывают стальной лентой размерами не менее 0,2х15 мм по ГОСТ 3560-73 или проволокой диаметром не менее 1 мм по ГОСТ 3282-74, обертывают синтетической тканью или неткаными материалами, обеспечивающими сохранность качества ленты, по нормативно-технической документации.
Полосы связывают в пачки стальной лентой размерами не менее 0,2х15 мм по ГОСТ 3560-73 или проволокой диаметром не менее 1 мм по ГОСТ 3282-74.
Допускается применять другие материалы, не ухудшающие качество упаковки.
Масса грузового места не должна превышать 80 кг.
Допускается отгрузка рулонов лент и пачек полос, обернутых в бумагу или ткань, в контейнерах по ГОСТ 18477-79 без упаковывания в ящики или обрешетки. Рулоны лент и пачки полос должны быть уложены и укреплены так, чтобы было устранено их перемещение внутри контейнера во время транспортирования. Упаковка должна обеспечивать предохранение груза от повреждений при транспортировании при условии многоярусной загрузки вагона до полной вместимости (грузовместимости).
Грузовые места должны быть сформированы в транспортные пакеты. Пакетирование проводится на поддонах по ГОСТ 9557-87 или без поддонов с использованием брусков высотой не менее 50 мм, с обвязкой в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282-74 или лентой размерами не менее 0,3х30 мм по ГОСТ 3560-73 со скреплением концов проволоки скруткой, не менее 5 витков, ленты - в замок.
(Измененная редакция, Изм. N 2, 3, 5).
5.2. К каждому рулону лент и пачке полос должен быть прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение продукции;
номер партии;
штамп технического контроля или номер технического контролера.
(Измененная редакция. Изм. N 2, 3, 5).
5.3. (Исключен, Изм. N 3).
5.4. (Исключен, Изм. N 2).
5.5. Транспортирование лент и полос проводится транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. N 3, 5).
5.5а. Транспортная маркировка - по ГОСТ 14192-96 с нанесением манипуляционного знака "Беречь от влаги".
(Введен дополнительно, Изм. N 5).
5.6. Рулоны лент и пакеты полос должны храниться в крытом помещении на стеллажах или полках и должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
До снятия упаковки ленты и полосы должны быть выдержаны для выравнивания их температуры с температурой помещения в течение 1-2 сут. Не допускается в зимнее время распаковывать ленты и полосы на открытом воздухе.
При соблюдении указанных условий хранения потребительские свойства лент и полос не изменяются.
(Измененная редакция, Изм. N 2, 5).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}