ГОСТ 5362-2018
Группа В 53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОЛОСЫ ЛАТУННЫЕ
Технические условия
Brass ribbons. Specifications
МКС 77.150.30
Дата введения 2019-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат", Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов "Акционерное общество "Институт Цветметобработка"
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 мая 2018 г. N 109-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 12-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 16 октября 2018 г. N 770-ст межгосударственный стандарт ГОСТ 5362-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 ВЗАМЕН ГОСТ 5362-78
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на холоднокатаные латунные полосы, применяемые для изготовления изделий способом глубокой вытяжки.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1652.1-77 (ИСО 1554-76) Сплавы медно-цинковые. Методы определения меди
ГОСТ 1652.2-77 (ИСО 4749-84) Сплавы медно-цинковые. Методы определения свинца
ГОСТ 1652.3-77 (ИСО 1812-76, ИСО 4748-84) Сплавы медно-цинковые. Методы определения железа
ГОСТ 1652.4-77 Сплавы медно-цинковые. Методы определения марганца
ГОСТ 1652.5-77 (ИСО 4751-84) Сплавы медно-цинковые. Методы определения олова
ГОСТ 1652.6-77 Сплавы медно-цинковые. Методы определения сурьмы
ГОСТ 1652.7-77 Сплавы медно-цинковые. Методы определения висмута
ГОСТ 1652.8-77 Сплавы медно-цинковые. Методы определения мышьяка
ГОСТ 1652.9-77 (ИСО 7266-84) Сплавы медно-цинковые. Методы определения серы
ГОСТ 1652.10-77 Сплавы медно-цинковые. Методы определения алюминия
ГОСТ 1652.11-77 (ИСО 4742-84) Сплавы медно-цинковые. Методы определения никеля
ГОСТ 1652.12-77 Сплавы медно-цинковые. Методы определения кремния
ГОСТ 1652.13-77 Сплавы медно-цинковые. Методы определения фосфора
ГОСТ 2228-81 Бумага мешочная. Технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 9716.1-79 Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9716.2-79 Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектра
ГОСТ 9716.3-79 Сплавы медно-цинковые. Метод спектрального анализа по окисным образцам с фотографической регистрацией спектра
ГОСТ 11701-84 Металлы. Методы испытаний на растяжение тонких листов и лент
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля
_______________
В Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества".
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18477-79 Контейнеры универсальные. Типы, основные параметры и размеры
ГОСТ 21073.0-75 Металлы цветные. Определение величины зерна. Общие требования
ГОСТ 21073.1-75 Металлы цветные. Определение величины зерна методом сравнения со шкалой микроструктур
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25086-2011 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
ГОСТ 32597-2013 Медь и медные сплавы. Виды дефектов заготовок и полуфабрикатов
ГОСТ 33757-2016 Поддоны плоские деревянные. Технические условия
СТ СЭВ 543-77 Числа. Правила записи и округления
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32597.
4 Сортамент
4.1 Толщина, ширина полос и предельные отклонения по ним должны соответствовать данным, указанным в таблице 1.
Таблица 1
В миллиметрах
Толщина полос | Ширина полос | ||
Номинальная толщина | Предельное отклонение по толщине | Номинальная ширина | Предельное отклонение по ширине |
2,20 | 0-0,09 | 120 | 0-2 |
2,63 | 0-0,09 | 116 | 0-1 |
120 | 0-2 | ||
3,90 | 0-0,10 | 129 | 0-2 |
4.2 Полосы следует изготовлять длиной от 1 до 2 м.
Допускается изготовлять полосы длиной не менее 500 мм в количестве не более 15% массы партии.
4.3 Условные обозначения полос проставляют по схеме:
|
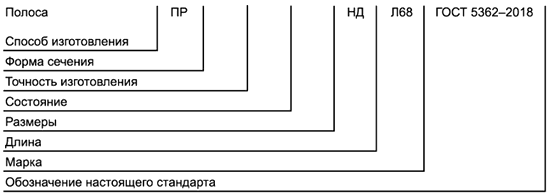
При этом используют следующие сокращения:
способ изготовления: | холоднокатаная - Д; |
форма сечения: | прямоугольная - ПР; |
точность изготовления: | нормальная - Н; |
состояние: | мягкая - М; |
длина: | немерная - НД. |
Пример условного обозначения полосы холоднокатаной, прямоугольного сечения, нормальной точности изготовления, мягкой, толщиной 3,90 мм, шириной 129 мм, немерной длины, из латуни марки Л68:
Полоса ДПРНМ 3,90х129 НД Л68 ГОСТ 5362-2018
5 Технические требования
5.1 Полосы изготовляют в соответствии с требованиями настоящего стандарта из латуни марки Л68 с химическим составом, указанным в таблице 2.
Таблица 2
Наиме- | Химический состав, % | ||||||||
нование сплава | Основной элемент | Примеси, не более | |||||||
Медь | Свинец | Железо | Сурьма | Висмут | Фосфор | Мышьяк | Сера | Всего | |
Латунь Л68 | 67,0-70,0 | 0,03 | 0,07 | 0,002 | 0,002 | 0,005 | 0,005 | 0,002 | 0,2 |
5.2 Полосы изготовляют холоднокатаными в мягком состоянии.
5.3 Поверхность полос должна быть свободной от загрязнений, затрудняющих ее осмотр, без плен, раковин, пузырей, трещин, разрывов, посторонних включений, глубоких отпечатков, царапин, расслоений. Поверхность с этими дефектами вырезают или закрашивают несмываемой краской. Допускается не более одной закрашенной поверхности площадью не более 4 см на 200 мм длины полосы.
На поверхности полос допускаются мелкие пузыри, плены, уколы, вмятины и отпечатки, не выводящие полосы при контрольной зачистке за предельные отклонения по толщине. Не должно быть более одного дефекта на каждые 300 мм длины полосы. Наличие таких полос допускается в количестве не более 25% массы партии.
5.4 Полосы должны быть обрезаны под прямым углом. Косина реза концов не должна превышать 10 мм.
5.5 Серповидность полос не должна превышать 4 мм на 1 м длины.
5.6 Неплоскостность полос в продольном направлении не должна превышать 10 мм на 1 м длины.
5.7 Механические свойства полос должны соответствовать значениям, приведенным в таблице 3.
Таблица 3
Состояние материала | Временное сопротивление | Относительное удлинение |
Мягкий | 290-340 (30-35) | 50 |
5.8 Микроструктура металла полос должна состоять из равноосных зерен альфалатуни с величиной зерна 0,02-0,09 мм.
5.9 Полосы должны выдерживать испытание на вырубку и свертку колпачков. Количество дефектных колпачков не должно превышать 1% общего количества вырубленных колпачков. Дефектными считаются колпачки с расслоением и с разрывом стенки или дна.
Примечание - Колпачки, полученные из заготовок, вырубленных из закрашенных мест полосы, в число дефектных не засчитывают.
6 Правила приемки
6.1 Полосы принимают партиями. Партия должна состоять из полос одного размера, отожженных в одной садке последнего отжига, и оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и/или продавца;
- условное обозначение полосы;
- результаты механических испытаний;
- размер зерна;
- результаты контроля на вырубку и свертку колпачков;
- номер партии;
- массу нетто партии.
Масса нетто партии не должна превышать 2500 кг.
Для полос толщиной 2,20-2,63 мм партия должна состоять из полос с колебаниями по толщине не более 0,05 мм.
Полосы длиной от 0,5 до 1 м комплектуются отдельно от полос длиной 1 м и более.
Примечание - При отжиге в печах непрерывного действия за осадку принимается количество полос, отожженных в одну смену.
6.2 Контролю качества поверхности, размеров (кроме толщины) подвергают каждую полосу.
6.3 Для контроля толщины полос применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242 с приемочным уровнем дефектности AQL=4%.
Отбор полос в выборку осуществляют "вслепую" (методом наибольшей объективности) по ГОСТ 18321.
Если объем партии не превышает трех полос, проверке подвергают каждую полосу.
6.4 Для контроля толщины от партии отбирают полосы в соответствии с таблицей 4.
Таблица 4
Объем партии, шт. | Объем выборки, шт. | Браковочное число |
4-25 | 3 | 1 |
26-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
501-1200 | 80 | 8 |
6.5 Для измерения толщины на каждой отобранной полосе количество контролируемых точек определяют в зависимости от общего числа участков длиной 100 мм по периметру полосы в соответствии с таблицей 5.
При периметре, не кратном 100 мм, конечный участок длиной менее 100 мм принимают за один участок.
Таблица 5
Количество участков на полосе, шт. | Количество контролируемых точек, шт. | Браковочное число |
4-25 | 3 | 1 |
26-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
501-1200 | 80 | 8 |
6.6 При контроле толщины контролируемую полосу считают годной, если число результатов измерения, не соответствующих требованиям таблицы 1, менее браковочного числа, указанного в таблице 5.
При получении неудовлетворительных результатов хотя бы на одной из контролируемых полос проводят сплошной контроль всей партии.
Допускается изготовителю контроль толщины проводить в процессе производства.
6.7 Для измерения серповидности отбирают две полосы от партии.
6.8 Для определения механических свойств и микроструктуры от каждой полной и неполной тонны полос отбирают две полосы.
Контроль микроструктуры проводят по требованию потребителя.
6.9 Для контроля на вырубку и свертку колпачков от каждой полной и неполной тонны полос отбирают одну полосу.
Контроль на вырубку и свертку колпачков проводят по требованию потребителя.
6.10 Для контроля химического состава отбирают две полосы от партии.
Допускается на предприятии-изготовителе проводить проверку на пробе, взятой от расплавленного металла.
6.11 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, указанных в 6.6-6.9, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяют на всю партию.
7 Методы контроля и испытаний
7.1 Качество поверхности полос проверяют осмотром без применения увеличительных приборов.
7.2 Толщину полосы измеряют микрометром по ГОСТ 6507 типа МЛ или МКЦ. Измерение толщины полосы проводят на расстоянии не менее 10 мм от кромки и не менее 100 мм от конца.
Толщину полосы измеряют на каждой отобранной полосе в точках, расположенных равномерно-случайно по периметру полосы.
Количество полос в партии ![]() вычисляют по формуле
вычисляют по формуле
![]() , (1)
, (1)
где ![]() - масса партии, кг;
- масса партии, кг;
- плотность материала, г/см
;
- толщина полосы, мм;
![]() - ширина полосы, мм;
- ширина полосы, мм;
- длина полосы, мм.
Количество контролируемых участков на полосе ![]() , шт., вычисляют по формуле
, шт., вычисляют по формуле
![]() , (2)
, (2)
где - длина полосы, мм;
![]() - ширина полосы, мм.
- ширина полосы, мм.
Результаты измерения толщины полосы, не соответствующие таблице 1, не должны отличаться от допускаемых более чем на половину поля предельного отклонения, кроме полос толщиной 2,20 и 2,63 мм, для которых их допускаемое отличие не должно быть более 0,05 мм.
Допускается на предприятии-изготовителе в процессе производства контролировать толщину полосы другими средствами измерения, обеспечивающими необходимую точность.
7.3 Ширину и длину полос измеряют штангенциркулем по ГОСТ 166, измерительной металлической линейкой по ГОСТ 427 или измерительной металлической рулеткой по ГОСТ 7502.
Измерение ширины полосы проводят на трех участках: с обоих концов и в средней части.
7.4 Проверку косины реза проводят с помощью поверочного угольника по ГОСТ 3749.
7.5 Измерение серповидности полос - по ГОСТ 26877.
7.6 Измерение коробоватости полос - по ГОСТ 26877.
7.7 Для контроля микроструктуры полос из каждой полосы, отобранной для испытаний, вырезают вдоль направления прокатки на расстоянии не менее 15 мм от кромки один образец.
Контроль микроструктуры проводят по ГОСТ 21073.0 и ГОСТ 21073.1. Величина зерна должна быть не менее 8 баллов и не крупнее 4 баллов (при линейном увеличении 100).
7.8 Для испытания на растяжение от каждой отобранной полосы вырезают по одному образцу вдоль направления прокатки. Отбор образцов проводят по ГОСТ 24047.
Испытание на растяжение полос толщиной не более 3,00 мм проводят по ГОСТ 11701 на пропорциональных плоских образцах типа I с ![]() и
и ![]() 20 мм.
20 мм.
Испытание на растяжение полос толщиной 3,00 мм и более проводят на образцах типа I с ![]() и
и ![]() 20 мм по ГОСТ 1497.
20 мм по ГОСТ 1497.
7.9 Колпачки вырубают и свертывают на прессе: из полосы длиной не менее 1000 мм вырубают и свертывают колпачки по всей ширине полосы. Это испытание проводят также и на предприятии-потребителе перед запуском металла в производство.
7.10 Для анализа химического состава от каждой отобранной полосы вырезают по одному образцу. Отбор и подготовку проб для анализа химического состава проводят по ГОСТ 24231. Общие требования к методам анализа должны соответствовать ГОСТ 25086.
Анализ химического состава полос проводят по ГОСТ 1652.1 - ГОСТ 1652.13; ГОСТ 9716.1 - ГОСТ 9716.3.
7.11 Допускается предприятию-изготовителю применять другие методы контроля и средства измерения, обеспечивающие необходимую точность.
При возникновении разногласий в определении показателей контроль проводят методами, указанными в настоящем стандарте.
7.12 Результаты измерений округляют по правилам округления, установленным в СТ СЭВ 543.
8 Упаковка, маркировка, транспортирование и хранение
8.1 Полосы должны быть упакованы в пачки.
8.2 На каждую полосу должны быть нанесены несмываемой краской номер партии и штамп технического контроля.
8.3 Пачки полос должны быть обернуты бумагой по ГОСТ 8273, ГОСТ 2228 или другими материалами, не ухудшающими качество поверхности полос, по технической документации. Пачки должны быть защищены с двух сторон (снизу и сверху) досками или деревянными щитами, размеры которых соответствуют ширине и длине пачки.
Упакованные пачки полос перевязывают не менее чем в трех местах стальной лентой размерами не менее 0,3х20 мм по ГОСТ 3560 или стальной проволокой диаметром не менее 2 мм по ГОСТ 3282. Скрепление концов: проволоки - скруткой не менее трех витков, ленты - в замок.
Масса пачки не должна превышать 80 кг, а при механизированной погрузке и выгрузке - не более 1000 кг.
8.4 Допускается при вагонной отправке в один адрес или при отправке в контейнерах по ГОСТ 18477 пачки полос транспортировать без защиты деревянными досками или щитами.
8.5 К каждой пачке полос должен быть прикреплен ярлык с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- наименования страны-изготовителя;
- юридический адрес изготовителя и/или продавца;
- условного обозначения полосы;
- номера партии;
- массы нетто партии.
8.6 Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 26663. Средства скрепления транспортных пакетов - по ГОСТ 21650.
Пакетирование проводят на поддонах по ГОСТ 33757 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282 или лентой размером не менее 0,3х20 мм по ГОСТ 3560. Скрепление концов: проволоки - скруткой не менее пяти витков, ленты - в замок.
Масса грузового места не должна превышать 2000 кг. Масса грузового места в крытых вагонах не должна превышать 1250 кг.
8.7 Допускается применять другие виды упаковочных материалов, не уступающих по прочности перечисленным выше, а также другие виды и способы упаковки, обеспечивающие сохранность качества продукции.
8.8 Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционного знака "Беречь от влаги".
8.9 Упаковывание полос, отправляемых в районы Крайнего Севера и приравненные к ним местности, - по ГОСТ 15846 по группе "Металлы и металлические изделия".
8.10 Полосы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки и условиями погрузки и крепления грузов, действующими на транспорте данного вида.
8.11 При получении у потребителя полосы должны быть выдержаны на складе в упаковке изготовителя не менее двух суток для выравнивания температуры полос с температурой помещения. По истечении указанного срока полосы должны быть распакованы. Полосы должны храниться в закрытых складских помещениях.
Запрещается в зимнее время распаковывать ящики на открытом воздухе.
8.12 При транспортировании и хранении полосы должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
8.13 При соблюдении указанных условий хранения потребительские свойства полос не изменяются.
УДК 669.35'5-418.2:006.354 | МКС 77.150.30 | В 53 |
Ключевые слова: полосы латунные, сортамент, технические требования, контроль, правила приемки | ||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}