ГОСТ 22233-2001
Группа Ж34
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
ДЛЯ СВЕТОПРОЗРАЧНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ
Технические условия
Alluminium alloy extruded sections for translucent envelopes
General specifications
ОКС 77.150.10
ОКП 52 7522
Дата введения 2002-07-01
Предисловие
1 РАЗРАБОТАН Управлением технормирования Госстроя России, ФГУП ЦНС при участии ЗАО "Завод Мосметаллоконструкция" и ООО "Агрисовгаз"
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и сертификации в строительстве (МНТКС) 30 мая 2001 г.
За принятие проголосовали
Наименование государства | Наименование органа государственного управления строительством |
Азербайджанская Республика | Госстрой Азербайджанской Республики |
Республика Армения | Министерство градостроительства Республики Армения |
Республика Казахстан | Казстройкомитет Республики Казахстан |
Республика Молдова | Министерство экологии и благоустройства территорий Республики Молдова |
Российская Федерация | Госстрой России |
Республика Таджикистан | Комархстрой Республики Таджикистан |
Республика Узбекистан | Госархитектстрой Республики Узбекистан |
3 ВЗАМЕН ГОСТ 22233-93
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 июля 2002 г. в качестве государственного стандарта Российской Федерации постановлением Госстроя России от 26 марта 2002 г. N 11
5 В настоящем стандарте учтены основные нормативные положения следующих международных и региональных стандартов: ИСО 1519:1995* [1], ИСО 2813:1994* [2], ИСО 2815:1993* [3], EN 515:1993* [4], EN 573-3:1994* [5], EN 755-2:1997* [6], EN 755-9:1998* [7], ИСО 9227:1990* [8], pr EN 14024:2000* [9].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
(Измененная ред., Изм. N 1.)
ПЕРЕИЗДАНИЕ с Изменением N 1, утвержденным поставлением Госстроя России 21 июня 2003 г. N 88.
1 Область применения
Настоящий стандарт распространяется на профили из алюминиевых сплавов системы алюминий-магний-кремний, изготовленные методом горячего прессования и предназначенные для применения в светопрозрачных ограждающих конструкциях зданий и сооружений.
Требования настоящего стандарта распространяются на профили-полуфабрикаты и готовые профили (далее - профили) с диаметром описанной окружности до 300 мм, а также на комбинированные профили с диаметром описанной окружности каждого алюминиевого элемента до 300 мм включительно.
Требования, изложенные в пунктах 4.6, 4.7, подпунктах 5.2.1, 5.2.2, 5.2.5, 5.2.6, 5.2.8-5.2.10, 5.2.12, 5.3.1-5.3.5, подразделах 5.4, 5.6, разделах 6 и 7 настоящего стандарта, являются обязательными.
Допускается применение профилей для изготовления непрозрачных ограждающих строительных конструкций зданий и сооружений при соответствующем технико-экономическом обосновании.
(Измененная редакция, Изм. N 1).
2 Нормативные ссылки
Перечень нормативных документов, ссылки на которые использованы в настоящем стандарте, приведен в приложении А.
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
Профиль - прессованное изделие с заданными размерами и формой поперечного сечения.
Сплошной профиль - профиль, в поперечном сечении которого отсутствует внутреннее полое пространство (рисунок 1).
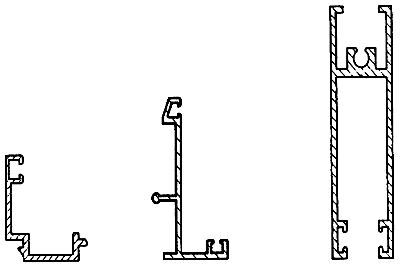
Рисунок 1
Полый профиль - профиль, сечение которого включает одно или несколько внутренних полых пространств (рисунок 2).
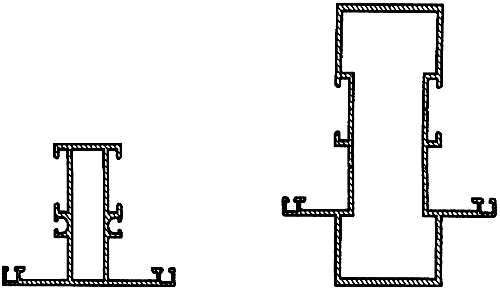
Рисунок 2
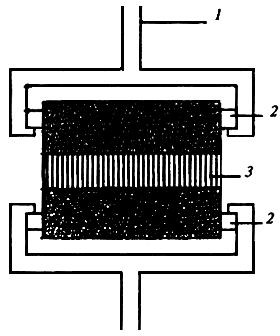
Комбинированный профиль - изделие, в котором внутренние и наружные элементы выполнены из алюминиевых профилей одной марки сплава, соединенных между собой термовставкой из материала с более низкой теплопроводностью и к которым наряду с другими предъявляются требования по сопротивлению теплопередаче.
Комбинированные профили могут состоять из сплошных и полых профилей любой конфигурации, соединенных между собой термовставкой (рисунок 3).
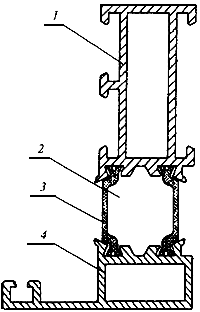
1, 4 - полые профили; 2 - термоизолирующая камера, заполненная воздухом или вспененным
теплоизоляционным материалом; 3 - термовставка
Рисунок 3
Готовый профиль - профиль, имеющий защитно-декоративное покрытие (далее - готовые профили).
Профиль-полуфабрикат - профиль, не имеющий защитно-декоративного покрытия.
Лицевая поверхность профиля - поверхность профиля, которая видна в смонтированной конструкции и к которой предъявляют требования по показателям внешнего вида.
Отклонение от прямолинейности - отклонение продольной оси или любой кромки профиля от прямой линии.
Отклонение от плоскостности - наибольшее расстояние от точек поверхности профиля до прилегающей горизонтальной или вертикальной плоскости.
Волнистость - отклонение от плоскостности, имеющее характер периодически чередующихся гребней и впадин.
Скручивание - отклонение формы, характеризующееся поворотом поперечного сечения вокруг продольной оси изделия.
Профильная система - набор профилей, образующих конструктивную систему ограждающих светопрозрачных конструкций заданного назначения (окон, дверей, витражей, витрин и др.), отраженную в технической (конструкторской) документации.
4 Классификация и условное обозначение
4.1 Профили классифицируют по:
- состоянию материала;
- виду сечения;
- точности изготовления;
- виду защитно-декоративного покрытия;
- приведенному сопротивлению теплопередаче.
4.2 По состоянию материала профили подразделяют на:
закаленные и естественно состаренные - Т, Т4;
закаленные и искусственно состаренные - T1, T6, Т64;
неполностью закаленные и искусственно состаренные - Т5;
закаленные и искусственно состаренные повышенной прочности - T1(22), T1(25), T66.
4.3 По виду сечения профили подразделяют на сплошные и полые.
Комбинированные профили следует относить к полым профилям с несколькими внутренними пространствами.
4.4 По точности изготовления профили подразделяют на типы:
Н - нормальной | точности | изготовления; | |||
П - повышенной | " | " | |||
ПР - прецизионной | " | " | |||
4.5 Готовые профили изготавливают с покрытием:
анодно-окисным - Ан;
жидким лакокрасочным - Жл;
жидким электрофорезным - Жэ;
порошковым полимерным - П;
комплексным - К (двухслойное, состоящее из различных видов покрытий).
4.6 По показателю приведенного сопротивления теплопередаче, м·°С/Вт, профили подразделяют на классы:
1 - | св. 0,5 | до 0,55; | |||
2 - | " 0,45 | " 0,50; | |||
3 - | " 0,40 | " 0,45; | |||
4 - | " 0,35 | " 0,40; | |||
5 - | " 0,30 | " 0,35; | |||
6 - | " 0,20 | " 0,30; | |||
7 - | менее | 0,20. | |||
4.7 Условное обозначение профиля следует назначать по схеме:
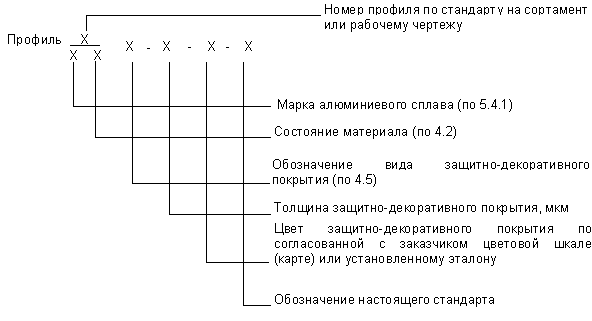
Пример условного обозначения профиля номера по чертежу СПЛ 01-001 из алюминиевого сплава марки АД31, закаленного и искусственно состаренного (Т1), с белым порошковым покрытием (П) толщиной 60 мкм по цветовой шкале RAL 9016:
Профиль ![]() П-60-RAL 9016 ГОСТ 22233-2001.
П-60-RAL 9016 ГОСТ 22233-2001.
То же, профиля номера 441166 по ГОСТ 13624 из сплава AlMg0,7Si, закаленного и искусственно состаренного, повышенной прочности, с анодно-окисным покрытием, толщиной 20 мкм, цвета бронза по цветовой шкале RAH 32:
Профиль ![]() Ан-20-RAH 32 ГОСТ 22233-2001.
Ан-20-RAH 32 ГОСТ 22233-2001.
Для профилей-полуфабрикатов вместо обозначения покрытия и его толщины необходимо указывать обозначение БП (без защитно-декоративного покрытия):
Профиль ![]() БП ГОСТ 22233-2001.
БП ГОСТ 22233-2001.
5 Технические требования
5.1 Профили должны изготавливаться в соответствии с требованиями настоящего стандарта по технологическому регламенту и технической документации, утвержденным в установленном порядке предприятием-изготовителем.
Техническая документация на изготовление профилей должна содержать параметры профильных систем с рабочими чертежами, в которых в зависимости от функционального назначения профиля, возможности и способа соединения устанавливаются предельные отклонения номинальных толщин полок и стенок и размеров поперечного сечения.
В 5.2.2 и 5.2.3 настоящего стандарта приведены рекомендуемые предельные отклонения номинальных размеров.
5.2 Геометрические размеры и форма
5.2.1 Профили изготавливают длиной от 2000 до 7000 мм. Допускается по согласованию с потребителем, установленному в договоре на поставку, изготовление профилей другой длины. Предельные отклонения длины профиля должны быть, мм:
от 0 до +7 - | при | длине | до 2000 мм включ.; | |||
от 0 до +9 - | " | " | св. 2000 до 5000 мм включ.; | |||
от 0 до +12 - | " | " | св. 5000 до 7000 мм включ. | |||
Профили должны быть отрезаны под прямым углом. Косина реза не должна быть более 3°.
5.2.2 Номинальная толщина полок и стенок профилей в зависимости от диаметра описанной окружности должна быть не менее указанной в таблице 1.
Таблица 1
В миллиметрах
Диаметр описанной окружности | Номинальная толщина стенок и полок профилей | |
| сплошных | полых |
До 25 включ. | 1 | - |
Св. 25 " 50 " | 1,2 | 1,5 |
" 50 " 75 " | 1,5 | 1,7 |
" 75 " 100 " | 1,7 | 2,0 |
" 100 " 150 " | 2,0 | 2,5 |
" 150 " 200 " | 2,5 | 3,0 |
" 200 " 250 " | 3,0 | 3,5 |
" 250 " 300 " | 4,0 | 4,0 |
5.2.3 Предельные отклонения номинальной толщины полок и стенок ,
,
,
,
(рисунки 4, 5) профилей рекомендуется устанавливать не более значений, приведенных в таблице 2 для сплошных и в таблице 3 - для полых профилей.
|
|
Рисунок 4 | Рисунок 5 |
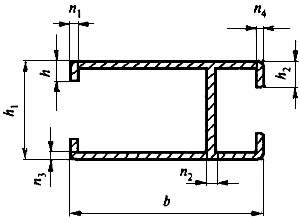
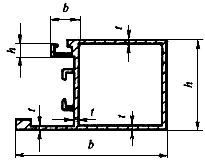
Таблица 2
В миллиметрах
Толщина стенки и полки | Предельные отклонения толщины стенок и полок сплошных профилей точности | |
Н | П, ПР | |
До 1,5 включ. | ±0,15 | ±0,10 |
Св. 1,5 " 3,0 " | ±0,20 | ±0,15 |
" 3,0 " 6,0 " | ±0,25 | ±0,20 |
" 6,0 " 10,0 " | ±0,30 | ±0,25 |
" 10,0 " 15,0 " | ±0,40 | ±0,35 |
" 15,0 " 20,0 " | ±0,50 | ±0,40 |
" 20,0 " 30,0 " | ±0,60 | ±0,50 |
" 30,0 " 40,0 " | ±0,70 | ±0,60 |
Таблица 3
В миллиметрах
Толщина стенки и | Предельные отклонения толщины стенок и полок полых профилей | ||||||||
| до 75 включ. | св. 75 до 130 включ. | св. 130 до 250 включ. | св. 250 до 300 включ. | |||||
| Н | П, ПР | Н | П, ПР | Н | П, ПР | Н | ПР | |
| До 1,5 включ. | ±0,20 | ±0,10 | ±0,25 | ±0,15 | - | - | - | - |
Св. 1,5 | до 2,0 " | ±0,20 | ±0,15 | ±0,25 | ±0,25 | ±0,30 | ±0,25 | - | - |
Св. 2,0 | " 3,0 " | ±0,25 | ±0,20 | ±0,30 | ±0,30 | ±0,35 | ±0,30 | ±0,45 | ±0,40 |
" 3,0 | " 6,0 " | ±0,35 | ±0,25 | ±0,40 | ±0,40 | ±0,50 | ±0,40 | ±0,60 | ±0,60 |
" 6,0 | " 9,0 " | ±0,50 | ±0,40 | ±0,55 | ±0,45 | ±0,70 | ±0,60 | ±0,80 | ±0,70 |
" 9,0 | " 12,0 " | ±0,60 | ±0,50 | ±0,70 | ±0,60 | ±0,85 | ±0,75 | ±0,95 | ±0,85 |
" 12,0 | " 15,0 " | ±0,70 | ±0,60 | ±0,80 | ±0,70 | ±1,00 | ±0,90 | ±1,10 | ±1,00 |
" 15,0 | " 20,0 " | - | - | ±1,00 | ±0,90 | ±1,20 | ±1,10 | ±1,30 | ±1,20 |
5.2.4 Предельные отклонения размеров поперечного сечения и
(рисунки 4, 5) и
и
(рисунки 6, 7) профилей точности Н и П, рекомендуется устанавливать не более значений, указанных в таблице 4, точности ПР - не более 2/3 значений, установленных для профилей повышенной точности.
|
|
Рисунок 6 | Рисунок 7 |
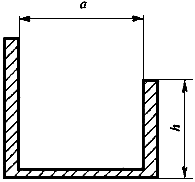
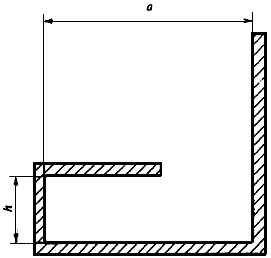
Таблица 4
В миллиметрах
Номинальный размер поперечного сечения профиля | Предельные отклонения размеров | |||
| до 150 включ. | св. 150 до 300 включ. | ||
Н | П | H | П | |
До 6 включ. | ±0,20 | ±0,15 | ±0,25 | ±0,20 |
Св. 6 " 12 " | ±0,25 | ±0,20 | ±0,30 | ±0,25 |
" 12 " 25 " | ±0,30 | ±0,25 | ±0,35 | ±0,30 |
" 25 " 50 " | ±0,35 | ±0,30 | ±0,45 | ±0,40 |
" 50 " 75 " | ±0,50 | ±0,45 | ±0,60 | ±0,50 |
" 75 " 100 " | ±0,55 | ±0,50 | ±0,75 | ±0,65 |
" 100 " 150 " | ±0,70 | ±0,60 | ±0,95 | ±0,85 |
" 150 " 200 " | ±0,90 | ±0,80 | ±1,10 | ±1,00 |
" 200 | ±1,10 | ±1,00 | ±1,30 | ±1,10 |
В швеллерах и других профилях П- и С-образного типа (рисунки 6, 7) предельные отклонения размера могут соответствовать приведенным в таблице 5.
Таблица 5
В миллиметрах
Предельные отклонения размера | ||||||||
Номинальный | до 6 | св.6 | св.12 | св.25 | св.50 | св. 75 | св.100 |
|
До 6 включ. | ±0,15 | ±0,15 | ±0,20 | ±0,20 | - | - | - | - |
Св. 6 " 12 " | ±0,20 | ±0,20 | ±0,25 | ±0,30 | ±0,35 | ±0,40 | - | - |
" 12 " 25 " | ±0,25 | ±0,25 | ±0,30 | ±0,35 | ±0,40 | ±0,45 | - | - |
" 25 " 50 " | ±0,30 | ±0,35 | ±0,40 | ±0,45 | ±0,50 | ±0,55 | ±0,60 | ±0,70 |
" 50 " 75 " | ±0,45 | ±0,50 | ±0,50 | ±0,55 | ±0,60 | ±0,65 | ±0,75 | ±0,90 |
" 75 " 100 " | ±0,50 | ±0,55 | ±0,60 | ±0,65 | ±0,70 | ±0,75 | ±0,85 | ±1,20 |
" 100 " 150 " | ±0,60 | ±0,65 | ±0,70 | ±0,75 | ±0,85 | ±0,95 | ±1,20 | - |
" 150 | ±0,90 | ±0,95 | ±1,20 | ±1,25 | ±1,30 | ±1,35 | - | - |
5.2.5 Предельные отклонения углов ;
;
поперечного сечения профилей любой точности (рисунок 8), если угол не прямой, от значений, указанных в рабочих чертежах, не должны быть более ±2,0°.
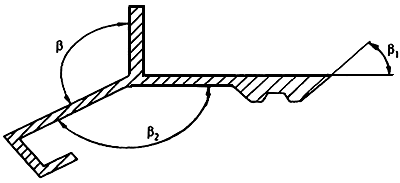
Рисунок 8
5.2.6 Предельные отклонения угловых размеров поперечного сечения профилей любой точности (рисунки 9, 10) от прямого угла не должны быть более приведенных в таблице 6.
|
| |||
Рисунок 9 | Рисунок 10 | |||
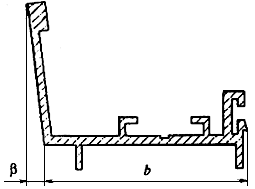
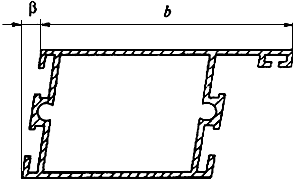
Таблица 6
В миллиметрах
Ширина | Предельное отклонение угловых размеров | |
| Н | П, ПР |
До 40 включ. | 0,30 | 0,20 |
Св. 40 " 100 " | 0,60 | 0,40 |
" 100 " 300 " | 0,80 | 0,60 |
5.2.7 Острые кромки профилей должны быть, как правило, закруглены. Рекомендуемая величина радиуса закругления острых кромок профилей, если она не указана на чертеже, должна быть не более, мм:
0,3 - | при | толщине | полки | и | стенки | до | 3,0 мм | включ. | ||||
0,5 - | " | " | " | " | " | св. | 3,0 до | 6,0 мм | " | |||
0,8 - | " | " | " | " | " | " | 6,0 " | 10,0 мм | " | |||
1,0 - | " | " | " | " | " | " | 10,0 " | 18,0 мм | " | |||
При различной толщине стенок профиля радиус закругления кромок следует устанавливать по наибольшей толщине стенки.
5.2.8 Отклонение от плоскостности профилей точности Н и П в зависимости от величины
не должно быть более значений, указанных в таблице 7, а для профилей точности ПР - не более 2/3 значений, установленных для профилей повышенной точности (рисунки 11, 12).
|
|
Рисунок 11 | Рисунок 12 |
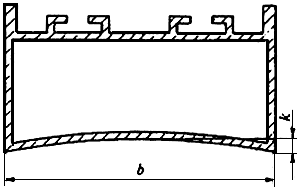
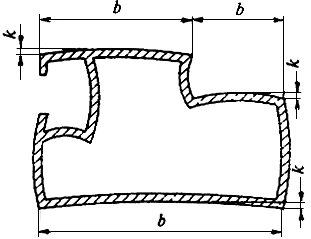
Таблица 7
В миллиметрах
Ширина | Отклонение от плоскостности | ||
Н | П | ||
| До 40 включ. | 0,20 | 0,20 |
Св. 40 | " 60 " | 0,30 | 0,30 |
" 60 | " 90 " | 0,45 | 0,40 |
" 90 | " 120 " | 0,60 | 0,45 |
" 120 | " 150 " | 0,75 | 0,55 |
" 150 | " 180 " | 0,90 | 0,65 |
" 180 | " 210 " | 1,05 | 0,70 |
" 210 | " 240 " | 1,20 | 0,75 |
" 240 | " 270 " | 1,35 | 0,80 |
" 270 | " 300 " | 1,50 | 0,90 |
5.2.9 Профили должны быть прямыми. Предельное отклонение от прямолинейности профиля любой точности (рисунки 13, 14) не должно превышать значений, приведенных в таблице 8.
|
|
Рисунок 13 | Рисунок 14 |
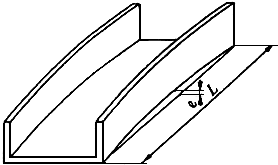
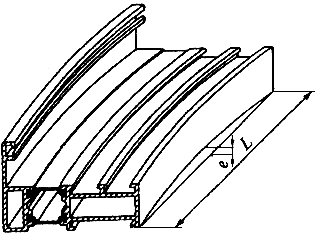
Таблица 8
В миллиметрах
Длина профиля | До 1000 | Св.1000 до 2000 включ. | Св. 2000 до 3000 включ. | Св. 3000 до 4000 включ. | Св. 4000 до 5000 включ. | Св. 5000 до 6000 включ. | Св. 6000 |
Предельное отклонение | 0,7 | 1,3 | 1,8 | 2,2 | 2,6 | 3,0 | 3,5 |
5.2.10 Скручивание профиля любой точности вдоль продольной оси (рисунки 15, 16) не должно превышать значений, приведенных в таблице 9.
|
|
Рисунок 15 | Рисунок 16 |
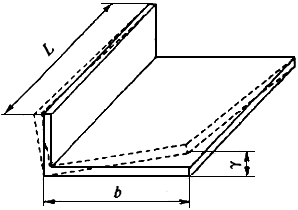
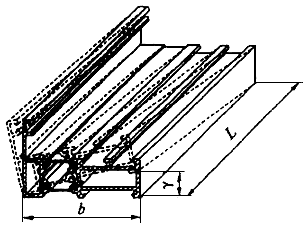
Таблица 9
В миллиметрах
Ширина | Скручивание | ||||||
| до 1000 | св. 1000 | св. 2000 | св. 3000 | св. 4000 | св. 5000 | |
| До 25 включ. | 1,0 | 1,2 | 1,2 | 1,5 | 2,0 | 2,0 |
Св. 25 | " 50 " | 1,0 | 1,2 | 1,5 | 1,8 | 2,0 | 2,0 |
" 50 | " 100 " | 1,0 | 1,5 | 1,5 | 2,0 | 2,0 | 2,0 |
" 100 | " 150 " | 1,2 | 1,5 | 1,8 | 2,2 | 2,5 | 3,0 |
" 150 | " 200 " | 1,5 | 1,8 | 2,2 | 2,6 | 3,0 | 3,5 |
" 200 | " 300 " | 1,8 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 |
5.2.11 Допускается плавная волнистость профиля с высотой волны не более 0,3 мм и числом волн не более трех на 1 м длины профиля. Требования по волнистости не распространяются на профили, конечная форма которых придается роликовой формовкой или если в договоре на поставку заказчик не предъявляет указанное требование к профилю.
5.2.12 Непараллельность наружной и внутренней сопрягаемых поверхностей составных элементов комбинированного профиля не должна быть более 0,5 мм (рисунок 17).
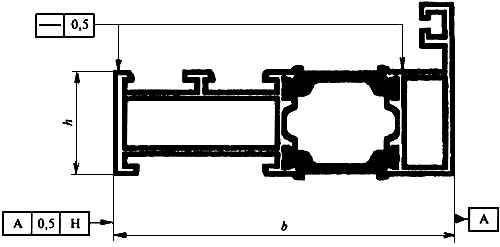
Рисунок 17
Перепад сопрягаемых поверхностей в комбинированном профиле, состоящем из наружного и внутреннего элементов, не должен быть более 0,5 мм (рисунок 17). При этом в качестве базовой принимают поверхность с большей площадью.
5.3 Характеристики (свойства)
5.3.1 Механические показатели профилей при поставке потребителю должны соответствовать указанным в таблице 10.
Таблица 10
Обозначение системы и марки сплава | Значение показателей, не менее | |||||
Состояние материала | Обозначение состояния материала | Толщина стенки, мм | Временное | Предел | Относи- | |
АД31 1310 | Закаленное и естественно состаренное | Т | Все | 127,0 | 69,0 | 13,0 |
Неполностью закаленное и искусственно состаренное | Т5 | До 3 включ. | 175,0 | 130,0 | 8,0 | |
|
| Св. 3 | 157,0 | 118,0 | 8,0 | |
| Закаленное и искусственно состаренное | Т1 | Все | 196,0 | 147,0 | 8,0 |
| Закаленное и искусственно состаренное повышенной прочности | Т1 (22) | До 10 включ. | 215,0 | 160,0 | 8,0 |
| То же | Т1 (25) | То же | 245,0 | 195,0 | 8,0 |
АlМgSi 6060 | Закаленное и естественно состаренное | Т4 | До 25 включ. | 120,0 | 60,0 | 16,0 |
Неполностью закаленное и искусственно состаренное | Т5 | До 5 включ. | 160,0 | 120,0 | 8,0 | |
|
|
| Св. 5 до | 140,0 | 100,0 | 8,0 |
Закаленное и искусственно состаренное | Т6 | До 3 включ. | 190,0 | 150,0 | 8,0 | |
|
|
| Св. 3 до 25 включ. | 170,0 | 140,0 | 8,0 |
То же | Т64 | До 15 включ. | 180,0 | 120,0 | 12,0 | |
Закаленное и искусственно состаренное повышенной прочности | Т66 | До 3 включ. | 215,0 | 160,0 | 8,0 | |
|
|
| Св. 3 до 25 включ. | 195,0 | 150,0 | 8,0 |
АlМg0,7Si 6063 | Закаленное и естественно состаренное | Т4 | Все размеры | 130,0 | 65,0 | 14,0 |
Неполностью закаленное и искусственно состаренное | Т5 | До 3 включ. | 175,0 | 130,0 | 8,0 | |
|
|
| Св. 3 до 10 включ. | 160,0 | 110,0 | 7,0 |
Закаленное и искусственно состаренное | Т6 | До 10 включ. | 215,0 | 170,0 | 8,0 | |
AlMg0,7Si 6063 | Закаленное и искусственно состаренное | Т64 | До 15 включ. | 180,0 | 120,0 | 12,0 |
Закаленное и искусственно состаренное повышенной прочности | Т66 | До 6 | 245,0 | 200,0 | 8,0 | |
|
|
| Св. 6 до 10 включ. | 225,0 | 180,0 | 8,0 |
Примечания 1 Для сплавов AlMgSi 6060, AIMg0,7Si 6063 состояние материала указано в соответствии с принятой международной практикой. 2 На профилях, подвергаемых закалке, допускается сквозная рекристаллизация по всему сечению полки или стенки, если механические свойства вырезанных из них образцов соответствуют указанным в таблице. | ||||||
5.3.2 На поверхности профиля-полуфабриката не должно быть следов расслоений, неметаллических и металлических включений, коррозионных пятен и раковин, кратеров.
На поверхности профиля-полуфабриката не допускаются механические повреждения, плены, пузыри глубиной более 0,07 мм, продольные следы от матрицы, задиры и налипы глубиной более 0,03 мм, а также поперечные следы от матрицы, образующиеся при остановке пресса.
На лицевой поверхности профиля-полуфабриката, указываемой на его чертеже, не допускаются механические повреждения, плены, пузыри глубиной более 0,01 мм, продольные следы от матрицы глубиной более 0,005 мм, а также поперечные следы от матрицы, образующиеся при остановке пресса.
Шероховатость лицевой поверхности профиля-полуфабриката, предназначенного для анодно-окисного покрытия, не должна быть более Ra 1,6 мкм, для других видов покрытий - не более Ra 3,0 мкм.
Шероховатость нелицевых поверхностей не должна быть более Ra 10,0 мкм.
5.3.3 Комбинированные профили должны выдерживать испытания на несущую способность зон соединения при сдвиге и поперечном растяжении.
Несущая способность при сдвиге, Н/мм длины образца, должна быть не менее:
для готовых профилей - 24;
для профилей-полуфабрикатов - 40.
Несущая способность при поперечном растяжении как готовых, так и профилей-полуфабрикатов должна быть не менее 80 Н/мм длины образца.
Для готовых профилей, изготовленных способом запенивания без завальцовки, несущая способность при поперечном растяжении должна быть не менее 12 Н/мм длины образца.
(Измененная ред., Изм. N 1).
5.3.4 Готовые профили должны иметь защитно-декоративное покрытие. В зависимости от условий эксплуатации и декоративных свойств назначают следующие покрытия:
анодно-окисные по ГОСТ 9.301;
порошковые полимерные однослойные и многослойные по ГОСТ 9.410;
лакокрасочные жидкие по ГОСТ 9.032;
электрофорезные жидкие по технической документации предприятия-изготовителя.
Лакокрасочное покрытие должно соответствовать III классу, двухслойное комплексное и порошковое полимерное покрытия - IV классу по ГОСТ 9.032.
5.3.5 Физико-механические показатели, толщина и химическая стойкость защитно-декоративных покрытий должны соответствовать требованиям, приведенным в таблице 11.
Таблица 11
Наименование показателя качества покрытия | Значение показателя качества для покрытия | |||
| анодно-окисного | порошкового полимерного | лакокрасочного жидкого | электрофорезного жидкого |
Цвет | По согласованию с заказчиком в соответствии с утвержденными эталонами | |||
Блеск |
| |||
Толщина покрытия, назначаемая в зависимости от климатического исполнения, мкм, не менее: | ||||
для закрытых помещений | 15 | 50 | 30-50* | 25 |
для атмосферных условий | 20 | 60 | 50-70* | 25 |
Адгезия, баллы, не более | - | 1 | 1 | 1 |
Твердость по Бухгольцу (сопротивление вдавливанию), усл. ед., не менее | - | 80 | 80 | 80 |
Эластичность при изгибе, мм, | - | 5 | 5 и 10* | 5 |
Эластичность при растяжении, мм, не менее | - | 5 | 3 | 5 |
Прочность при ударе, см, | ||||
при толщине покрытия до 70 мкм | - | 40 | 40 | 40 |
при толщине покрытия св. 70 мкм и двухслойного комплексного | - | 22 | 22 | 22 |
Качество степени наполнения анодно-окисного покрытия (метод потери массы), мг/дм | 30 | - | - | - |
Коррозионная стойкость, ч: |
|
|
|
|
в нейтральном солевом тумане | 1000 | 1000 | 1000 | 1000 |
тест МАХА | - | 48 | 48 | 48 |
* Значения приведены для двухслойного комплексного покрытия и водорастворимых красок. | ||||
Допускается нанесение лакокрасочного покрытия только на лицевую поверхность профиля. При этом другие поверхности профиля должны быть защищены от коррозии хроматным, фосфохроматным или анодно-окисным слоями.
5.3.6 Профили-полуфабрикаты длительного хранения подлежат временной противокоррозионной защите. Выбор средств защиты, подготовка поверхности перед консервацией и контроль качества нанесения средств защиты осуществляют в соответствии с требованиями ГОСТ 9.510, указанными в договоре на поставку.
5.4 Требования к сырью и материалам
5.4.1 Для производства прессованных профилей применяют алюминиевые деформируемые сплавы системы алюминий-магний-кремний. Химический состав сплавов должен соответствовать указанным в таблице 12.
Таблица 12
В процентах
Обозначение | Массовая доля элементов | ||||||||||
Крем- | Железо | Медь | Марга- | Магний | Хром | Цинк | Титан | Алюминий | Прочие | ||
|
|
|
|
|
|
|
|
|
| каж- дый | сумма |
АД31 | 0,2-0,6 | 0,35 | 0,10 | 0,10 | 0,45-0,90 | 0,10 | 0,10 | 0,10 | Остальное | 0,05 | 0,15 |
AlMgSi0,5 6060 | 0,3-0,6 | 0,10-0,30 | 0,10 | 0,10 | 0,35-0,60 | 0,05 | 0,15 | 0,10 | Остальное | 0,05 | 0,15 |
AlMgSi | 0,3-0,6 | 0,10-0,30 | 0,10 | 0,10 | 0,35-0,60 | 0,05 | 0,15 | 0,10 | Остальное | 0,05 | 0,15 |
AlMg0,7Si 6063 | 0,3-0,6 | 0,15-0,35 | 0,10 | 0,15 | 0,60-0,90 | 0,05 | 0,15 | 0,10 | Остальное | 0,05 | 0,15 |
Примечание - Для улучшения декоративных свойств анодно-окисного покрытия допускается уменьшать содержание меди, цинка, марганца в сплавах. | |||||||||||
5.4.2 В качестве конструктивного элемента комбинированных профилей применяют, как правило, полиамидные стеклонаполненные профили по ГОСТ 31014.
Для фасадных систем в комбинированных профилях допускается применение вставок из других материалов при условии обеспечения комбинированным профилем несущей способности при поперечном растяжении не менее 20 Н/мм длины образца, при этом прочность при поперечном растяжении определяют при температурах минус 40 °С, минус 20 °С, +20 °С, +80 °С.
(Измененная ред., Изм. N 1).
Таблица 13 исключена. (Измененная ред., Изм. N 1.)
5.4.3 Материалы, применяемые для анодно-окисного, лакокрасочного и порошкового покрытий профилей, должны удовлетворять требованиям действующей нормативной документации и обеспечивать получение защитно-декоративного покрытия с заданными техническими характеристиками.
Материалы, применяемые для лакокрасочного и порошкового покрытий профиля, должны иметь санитарно-эпидемиологическое заключение органов здравоохранения.
По согласованию изготовителя с потребителем допускается применение других видов покрытий, которые должны соответствовать спецификации и марке качества изготовителя и иметь санитарно-эпидемиологическое заключение органов здравоохранения.
5.5 Комплектность
Профили должны поставляться комплектно.
Комплектность поставки должна соответствовать спецификации потребителя, определяемой в контракте или договоре на поставку. Комплектность поставки указывают в товаротранспортной накладной, прилагаемой к документу о качестве.
5.6 Маркировка
5.6.1 Каждое упаковочное место должно иметь маркировку, которую наносят несмываемой краской на ярлыки, этикетки и прикрепляют к упаковочному месту. Маркировка профилей должна содержать:
- условное обозначение профиля;
- число профилей;
- дату изготовления;
- номер заказа или договора на поставку;
- наименование или товарный знак предприятия-изготовителя;
- наименование получателя;
- массу (нетто, брутто);
- порядковый номер грузового места.
Ярлыки из бумаги и картона должны быть прикреплены к таре клеем и защищены от влаги, из фанеры и металла - прибиты к ящикам гвоздями.
5.6.2 Каждое грузовое место должно иметь транспортную маркировку по ГОСТ 14192.
5.7 Упаковка
5.7.1 В качестве средств пакетирования применяют:
- ящики дощатые по ГОСТ 2991, ГОСТ 5959, рисунок 3 ГОСТ 9.510, ГОСТ 10198, ГОСТ 24634;
- контейнеры универсальные по ГОСТ 22225, ГОСТ 18477;
- обрешетки дощатые для грузов массой до 500 кг по ГОСТ 12082;
- мягкую тару из водостойкого картона для грузов массой до 200 кг по технической документации изготовителя;
- тару, изготовленную по технической документации изготовителя и согласованную в установленном порядке.
5.7.2 Для упаковки профилей используют бумагу: мешочную марок В-70, В-78 и П по ГОСТ 2228, оберточную ОДП по ГОСТ 16711, двухслойную водонепроницаемую упаковочную по ГОСТ 8828, парафинированную по ГОСТ 9569, картон гофрированный по ГОСТ 7376, пленку полиэтиленовую толщиной 0,1 или 0,2 мм по ГОСТ 10354, пленку термоусадочную по ГОСТ 25951.
Допускается для упаковки профилей-полуфабрикатов использовать битумированную бумагу по ГОСТ 515 или противокоррозионную по ГОСТ 16295.
5.7.3 При укладке профили должны быть отделены друг от друга бумагой или пленкой в один слой.
Свободное пространство при укладке профилей в средства пакетирования должно быть заполнено жгутами из бумаги или картоном прокладочным по ГОСТ 9347.
5.7.4 Масса упаковочного места в мягкой таре должна быть не более 200 кг. При упаковке в ящик, контейнер или дощатую обрешетку масса не должна превышать 1000 кг.
5.7.5 Для обвязки грузовых мест применяют стальную ленту по ГОСТ 3560.
Упаковку профилей и формирование грузового места следует проводить в соответствии с 5.22 ГОСТ 9.510. Средства скрепления грузов должны удовлетворять требованиям ГОСТ 21650.
6 Правила приемки
6.1 Профили должны быть приняты техническим контролем предприятия-изготовителя.
6.2 Профили принимают партиями. За партию профилей-полуфабрикатов принимают количество профилей одинаковой формы поперечного сечения, изготовленных в течение смены из одной марки алюминиевого сплава, одного химического состава и одного состояния материала.
Допускается наличие в одной партии профилей-полуфабрикатов изделий, изготовленных из разных плавок одной марки алюминиевого сплава и разных садок одной термической обработки при условии, что физико-механические показатели профилей-полуфабрикатов соответствуют требованиям настоящего стандарта.
За партию готовых профилей принимают профили из одной партии профилей-полуфабрикатов, на которые в течение смены нанесено покрытие одного типа и цвета.
6.3 Для проверки соответствия профилей требованиям настоящего стандарта проводят входной, операционный и приемочный контроль. Порядок проведения входного и операционного контроля устанавливают в технологическом регламенте предприятия-изготовителя. Приемочный контроль осуществляют путем проведения приемосдаточных и периодических испытаний.
6.4 Приемосдаточные испытания осуществляют по следующим показателям:
- геометрическим размерам и форме;
- пределу текучести при растяжении, относительному удлинению и временному сопротивлению при растяжении;
- состоянию поверхности (наличию дефектов внешнего вида) профилей-полуфабрикатов;
- устойчивости к сдвигу комбинированного профиля;
- цвету, толщине, блеску, классу лакокрасочного, полимерного и двухслойного комплексного покрытия;
- качеству степени наполнения анодно-окисного покрытия.
6.5 Контроль по показателям состояния поверхности профиля, точности размеров, отклонения от плоскостности, скручиванию, волнистости, прямолинейности профилей любой точности, непараллельности сторон сопрягаемых элементов и перепад сопрягаемых поверхностей комбинированных профилей проводят по альтернативному признаку в соответствии с требованиями ГОСТ 23616, применяя одноступенчатый план контроля. Объем выборки, приемочные и браковочные числа должны соответствовать приведенным в таблице 14. Формирование выборки осуществляют методом случайного отбора изделий от партии.
Таблица 14
Объем партии, шт. | Объем выборки, шт. | Приемочное число | Браковочное число |
До 25 включ. | 5 | 0 | 1 |
От 26 до 90 включ. | 8 | 0 | 1 |
" 91 " 280 " | 13 | 0 | 1 |
" 281 " 500 " | 20 | 0 | 1 |
" 501 " 1200 " | 32 | 1 | 2 |
" 1201 " 3200 " | 50 | 2 | 3 |
" 3201 " 10000 | 80 | 3 | 4 |
Партию профилей принимают, если число дефектных профилей в выборке меньше или равно приемочному числу , и не принимают, если число дефектных изделий в выборке больше или равно браковочному числу
.
6.6 Для определения физико-механических показателей профилей от каждой садки одного состояния материала отбирают два профиля, от которых с любого конца в продольном направлении вырезают по одному образцу.
6.7 Соответствие цвета защитно-декоративного покрытия готового профиля эталону определяют визуально методом сплошного контроля.
6.8 Для определения толщины покрытия готового профиля от партии отбирают 2% профилей, но не менее трех штук.
6.9 Для определения несущей способности комбинированных профилей от партии методом случайной выборки отбирают три профиля, от которых с двух концов вырезают по одному образцу заданной длины.
6.10 При периодических испытаниях определяют:
- химический состав алюминиевого сплава - от каждой плавки на предприятии-изготовителе или от каждой партии поступившего сплава;
- несущую способность комбинированного профиля при поперечном растяжении - не реже одного раза в 10 дней и каждый раз при поступлении новой партии термовставки;
- прочность при ударе, твердость, прочность при растяжении, эластичность и адгезию лакокрасочного и порошкового покрытий - для каждой партии поступившего лакокрасочного и порошкового материала для защитно-декоративного покрытия;
- коррозионную стойкость защитно-декоративного покрытия - не реже одного раза в год в нейтральном солевом тумане и не реже одного раза в квартал по тесту МАХА.
Приведенное сопротивление теплопередаче профилей определяют в соответствии с периодичностью, установленной в нормативной документации на окна, двери, витрины и витражи из алюминиевых профилей.
При постановке на производство новой серии продукции определяют класс профиля по приведенному сопротивлению теплопередаче, несущую способность комбинированных профилей по показателям устойчивости к сдвигу при приложении кратковременной нагрузки и прочности при поперечном растяжении, а также проводят квалификационные испытания по физико-механическим показателям, указанным в 5.3.1.
При постановке на производство комбинированных профилей, изготавливаемых способом запенивания без завальцовки по технической документации иностранных фирм, должны быть проведены лабораторные, исследовательские испытания комбинированных профилей на несущую способность зон соединения по показателям прочности при сдвиге и прочности при поперечном растяжении в соответствии с методами, указанными в технической документации на закупленную технологию, или в соответствии с действующей нормативной документацией на испытание профилей страны - поставщика технологии, которая должна быть указана в технической документации на закупку. Испытания комбинированных профилей проводят при температурах минус 40 °С, минус 20 °С, +20 °С и +80 °С.
Комбинированные профили считают выдержавшими испытания при заданных температурах, если значение полученных характеристик не менее указанных в 5.3.3. При отсутствии данных по прочности при поперечном растяжении и при сдвиге при указанных температурах, а также при разработке отечественной технологии способом запенивания без завальцовки должно быть получено в установленном порядке техническое свидетельство [10].
(Измененная ред., Изм. N 1).
6.11 Партию считают принятой, если показатели качества профилей соответствуют требованиям настоящего стандарта.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания по этому показателю на удвоенном числе образцов.
При получении неудовлетворительных результатов повторных испытаний хотя бы по одному из образцов партию подвергают сплошному контролю или бракуют.
6.12 Потребитель имеет право проводить контрольную проверку соответствия профилей требованиям настоящего стандарта, соблюдая при этом установленный настоящим стандартом порядок отбора образцов и проведения испытаний.
6.13 Каждую партию профилей сопровождают документом о качестве, в котором указывают:
- наименование предприятия-изготовителя и (или) его товарный знак и адрес;
- наименование и адрес потребителя (заказчика);
- номер и дату выдачи документа;
- условное обозначение профилей;
- номер заказа (партии);
- число упаковочных мест;
- число и массу отгружаемых профилей;
- результаты приемосдаточных и периодических испытаний с заключением о состоянии материала;
- знак соответствия (если это предусмотрено системой сертификации).
При экспортно-импортных поставках содержание документа о качестве устанавливают в договоре на поставку.
7 Методы контроля
7.1 Химический состав сплава определяют методом спектрального анализа по ГОСТ 7727 или фотометрическими методами по ГОСТ 11739.1, ГОСТ 11739.6, ГОСТ 11739.7, ГОСТ 11739.11, ГОСТ 11739.12, ГОСТ 11739.13, ГОСТ 11739.20, ГОСТ 11739.21, ГОСТ 11739.24. Отбор и подготовку проб для определения химического состава сплава проводят по ГОСТ 24231.
7.2 Размеры поперечного сечения профилей определяют ультразвуковым толщиномером по ГОСТ 28702, микрометром по ГОСТ 6507, штангенциркулем по ГОСТ 166, угломером по ГОСТ 3749, радиусомером или другим инструментом, обеспечивающим необходимую точность измерения.
Длину профилей измеряют рулеткой по ГОСТ 7502 или линейкой по ГОСТ 427.
7.3 Предельное отклонение от прямолинейности, непараллельность сторон сопрягаемых элементов и перепад сопрягаемых плоскостей комбинированного профиля, волнистость, отклонение от плоскостности, скручивание профиля вдоль продольной оси, косину реза, отклонение угловых размеров определяют по ГОСТ 26877.
Отклонение угловых размеров профиля при различной длине полок принимают по полке меньшей длины, при этом размер измеряют от основания полки большей длины.
7.4 Отбор образцов для испытания на растяжение проводят по ГОСТ 24047.
Механические свойства профилей при растяжении определяют по ГОСТ 1497 на коротких образцах расчетной длины ![]() .
.
Для проверки механических свойств методом разрушающего контроля от каждого проверяемого профиля с любого конца в продольном направлении вырезают один образец.
При невозможности изготовления стандартного образца испытания проводят на образцах, форму и размеры которых устанавливает предприятие-изготовитель. При этом определяют только временное сопротивление при растяжении.
7.5 Качество поверхности профилей определяют визуально. Глубину дефектов, при необходимости, определяют контрольной зачисткой или с помощью профилометра по ГОСТ 19300. Шероховатость поверхности определяют по ГОСТ 19300.
7.6 Приведенное сопротивление теплопередаче профилей определяют по ГОСТ 26602.1.
7.7 Несущую способность комбинированного профиля по показателю устойчивости к сдвигу определяют по методике, приведенной в приложении Б.
7.8 Несущую способность комбинированного профиля при поперечном растяжении определяют по методике, приведенной в приложении В.
7.9 Контроль внешнего вида защитно-декоративного покрытия проводят осмотром профилей невооруженным глазом при освещенности не менее 300 лк лампами накаливания и не менее 600 лк - люминесцентными лампами.
Класс покрытия определяют по ГОСТ 9.032.
7.10 Измерение толщины защитно-декоративного покрытия должно проводиться любым неразрушающим методом по ГОСТ 9.302. Толщину покрытия измеряют не менее чем в пяти зонах, каждая из которых площадью не менее 1 см, при этом в каждой зоне проводят не менее трех измерений. За результат принимают среднеарифметическое значение, полученное в каждой зоне, при этом, если один из полученных результатов измерений толщины будет менее 80% требуемой максимальной толщины, результат измерения считают неудовлетворительным.
7.11 Цвет защитно-декоративного покрытия определяют визуально по ГОСТ 29319 сравнением с образцом-эталоном, утвержденным в установленном порядке предприятием-изготовителем защитно-декоративных покрытий, при этом рекомендуется сравнение цвета проводить при искусственном освещении в камере сравнения цвета.
7.12 Блеск, адгезию, эластичность, твердость и прочность при ударе защитно-декоративного покрытия определяют на образцах-подложках из алюминиевых сплавов по ГОСТ 21631.
Нанесение лакокрасочного и порошкового материала на образец-подложку проводят в соответствии с установленной на предприятии-изготовителе технологией, электрофорезного - в соответствии с требованиями ГОСТ 8832.
7.13 Блеск измеряют по ГОСТ 896 с помощью блескомера по количеству отраженного светового потока, направленного под углом 60°. Допускается определение степени блеска визуально сравнением с утвержденным эталоном.
7.14 Прочность пленки лакокрасочного покрытия при ударе определяют методом обратного удара по ГОСТ 4765 при массе груза (1000±1) г и диаметре бойка 15,0 мм.
7.15 Эластичность пленки лакокрасочного покрытия при изгибе определяют по ГОСТ 6806. На поверхности не должно быть трещин или отслоений, видимых невооруженным глазом.
7.16 Твердость покрытия определяют методом Бухгольца по длине отпечатка, образующегося при приложении индентора прибора к покрытию, нанесенному на образец-подложку.
7.16.1 Средства контроля и вспомогательное оборудование
Прибор Бухгольца (рисунок 18) или аналогичный ему, состоящий из металлического корпуса, двух выступающих опор и индентора, и снабженный микроскопом. Форма поперечного сечения и размеры индентора должны соответствовать указанным на рисунке 19.
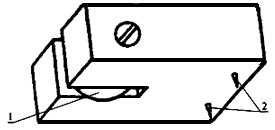
1 - индентор; 2 - опоры
Рисунок 18 - Прибор для вдавливания
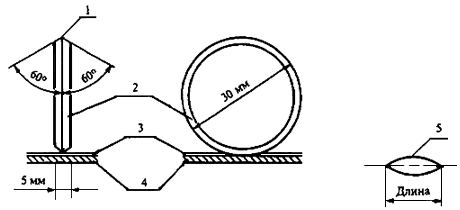
1 - острый край; 2 - индентор; 3 - покрытие; 4 - основание; 5 - форма отпечатка
Рисунок 19 - Схема испытания
Микроскоп типа МИР-2 или МИР-3, снабженный окуляром с градуировочной шкалой.
7.16.2 Порядок подготовки и проведения испытания
Образец-подложку с нанесенным на него покрытием выдерживают в течение 16 ч при температуре (20±2) °С и относительной влажности воздуха (65±5)%.
Образец помещают покрытием вверх на твердую горизонтальную поверхность, на него устанавливают в горизонтальном положении прибор для вдавливания так, чтобы индентор соприкоснулся с покрытием. Индентор оставляют в таком положении (30±1) с, затем осторожно снимают таким образом, чтобы сначала отрывался индентор, а затем опоры.
Источник света и микроскоп располагают таким образом, чтобы угол падения лучей на площадь вдавливания превышал 60°, как показано на рисунке 20. При этом микроскоп располагают вертикально под освещаемой площадью и фокусируют так, чтобы тень, образованная отпечатком от индентора (рисунок 21), и градуировочная шкала совпали.
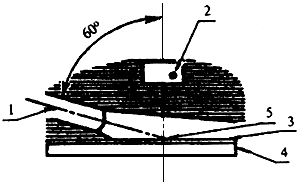
1 - источник света; 2 - микроскоп; 3 - покрытие; 4 - образец; 5 - отпечаток от индентора
Рисунок 20 - Расположение источника света и микроскопа
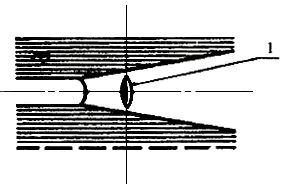
1 - длина тени
Рисунок 21 - Тень, образованная отпечатком от индентора
Выполняют пять измерений на различных участках образца.
7.16.3 Обработка результатов испытаний
За результат испытания принимают среднеарифметическое значение пяти параллельных измерений, рассчитанное до второго знака после запятой. Сопротивление вдавливанию определяют по таблице 15.
Таблица 15
Минимальная толщина покрытия, мкм | Длина отпечатка, | Глубина отпечатка, мкм | Сопротивление вдавливанию, усл.ед. |
15 | 0,8 | 5 | 125 |
20 | 0,85 | 6 | 118 |
20 | 0,9 | 7 | 111 |
20 | 0,95 | 8 | 105 |
20 | 1,0 | 9 | 100 |
20 | 1,05 | 10 | 95 |
20 | 1,1 | 11 | 91 |
20 | 1,15 | 12 | 87 |
50 | 1,2 | 14 | 83 |
25 | 1,3 | 16 | 77 |
25 | 1,4 | 18 | 71 |
30 | 1,5 | 21 | 67 |
30 | 1,6 | 24 | 63 |
35 | 1,7 | 26 | 59 |
7.17 Эластичность покрытия при растяжении определяют по ГОСТ 29309.
7.18 Адгезию покрытия определяют методом решетчатых надрезов по ГОСТ 15140.
7.19 Коррозионную стойкость защитно-декоративных покрытий к воздействию соляного тумана определяют по ГОСТ 9.308.
7.20 Коррозионную стойкость защитно-декоративных покрытий по тесту МАХА определяют на образцах-подложках, на которые наносят насечку "крест-накрест" толщиной 1 мм, прорезанную до металла. Готовят раствор с рН 3,0-3,3, содержащий (50±1) г/л хлорида натрия NaCI по ГОСТ 4233, (10±1) мл/л уксусной кислоты СНСООН по ГОСТ 61, (5±1) мл/л 30%-ного раствора перекиси водорода по ГОСТ 10929. Полученный раствор нагревают до температуры (37±1) °С и погружают в него образцы-подложки на 48 ч, поддерживая заданную температуру.
По истечении 24 ч добавляют еще 5 мл 30%-ной перекиси водорода и восстанавливают рН в пределах 3,0-3,3 с помощью холодной уксусной кислоты или каустической соды NaCО
по ГОСТ 5100.
Покрытие считают выдержавшим испытание, если глубина проникновения коррозии (отслаивание) не превышает 0,5 мм по обе стороны насечки.
7.21 Качество степени наполнения анодно-окисного покрытия определяют методом капли по ГОСТ 9.031.
В качестве поверочного (арбитражного) метода применяют метод потери массы при обработке в кислых растворах. Оценку степени наполнения анодно-окисного покрытия проводят на образцах анодированного изделия площадью 1 дм без учета площади торцов. На поверхности образца наносят маркировку с указанием порядкового номера образца и номера партии.
Непокрытые части поверхности образца защищают акриловым лаком АК-20 или аналогичным. Образец помещают в эксикатор на 20 мин, после чего взвешивают с точностью до 1 мг и определяют массу . Образец помещают в раствор азотной кислоты концентрацией 455 г/л по ГОСТ 4461 и выдерживают в течение 10 мин, после чего образец тщательно промывают дистиллированной водой по ГОСТ 6709 и высушивают. Затем образец помещают в раствор, содержащий 35 мл фосфорной кислоты по ГОСТ 6552 и 20 г оксида хрома VI-валентного по ГОСТ 2912 в 1 л раствора, и выдерживают при температуре (38±1) °С в течение 15 мин.
Образец извлекают из раствора, промывают тщательно сначала проточной, а затем дистиллированной водой, высушивают, охлаждают, помещают на 20 мин в эксикатор, затем взвешивают и определяют массу .
Потерю массы , мг/дм
, определяют по формуле
![]() , (1)
, (1)
где - масса образца до испытания, мг;
- масса образца после испытания, мг;
- площадь поверхности образца, дм
.
Качество степени наполнения анодно-окисного покрытия считают удовлетворительным, если потеря массы образца не превышает 30 мг/дм.
8 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 9.510.
ПРИЛОЖЕНИЕ А
(информационное)
Перечень нормативных документов, ссылки на которые приведены в настоящем стандарте
ГОСТ 9.031-74 ЕСЗКС. Покрытия анодно-окисные полуфабрикатов из алюминия и его сплавов. Общие требования и методы контроля
ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.301-86 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.308-85 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Методы ускоренных коррозионных испытаний
ГОСТ 9.410-88 ЕСЗКС. Покрытия порошковые полимерные. Типовые технологические процессы
ГОСТ 9.510-93 ЕСЗКС. Полуфабрикаты из алюминия и алюминиевых сплавов. Общие требования к временной противокоррозионной защите, упаковке, транспортированию и хранению
ГОСТ 61-75 Кислота уксусная. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 515-77 Бумага упаковочная битумированная и дегтевая. Технические условия
ГОСТ 896-69 Материалы лакокрасочные. Фотоэлектрический метод определения блеска
ГОСТ 1497-84 Металлы. Методы испытания на растяжение
ГОСТ 2228-81 Бумага мешочная. Технические условия
ГОСТ 2912-79 Хрома окись техническая. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 4233-77 Натрий хлористый. Технические условия
ГОСТ 4461-77 Кислота азотная. Технические условия
ГОСТ 4765-73 Материалы лакокрасочные. Метод определения прочности при ударе
ГОСТ 5100-85 Сода кальцинированная техническая. Технические условия
ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6552-80 Кислота ортофосфорная. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 6806-73 Материалы лакокрасочные. Метод определения эластичности пленки при изгибе
ГОСТ 7376-89 Картон гофрированный. Общие технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7727-81 Сплавы алюминиевые. Методы спектрального анализа
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 8832-76 Материалы лакокрасочные. Методы получения лакокрасочного покрытия для испытаний
ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9569-79 Бумага парафинированная. Технические условия
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 10929-76 Водорода пероксид. Технические условия
ГОСТ 11739.1-90 Сплавы алюминиевые литейные и деформируемые. Методы определения оксида алюминия
ГОСТ 11739.6-99 Сплавы алюминиевые литейные и деформируемые. Методы определения железа
ГОСТ 11739.7-99 Сплавы алюминиевые литейные и деформируемые. Методы определения кремния
ГОСТ 11739.11-98 Сплавы алюминиевые литейные и деформируемые. Методы определения магния
ГОСТ 11739.12-98 Сплавы алюминиевые литейные и деформируемые. Методы определения марганца
ГОСТ 11739.13-98 Сплавы алюминиевые литейные и деформируемые. Методы определения меди
ГОСТ 11739.20-99 Сплавы алюминиевые литейные и деформируемые. Метод определения титана
ГОСТ 11739.21-90 Сплавы алюминиевые литейные и деформируемые. Методы определения хрома
ГОСТ 11739.24-98 Сплавы алюминиевые литейные и деформируемые. Методы определения цинка
ГОСТ 12082-82 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 13624-90 Профили прессованные прямоугольные отбортованного швеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15140-78 Материалы лакокрасочные. Методы определения адгезии
ГОСТ 16295-93 Бумага противокоррозионная. Технические условия
ГОСТ 16711-84 Основа парафинированной бумаги. Технические условия
ГОСТ 18477-79 Контейнеры универсальные. Типы, основные параметры и размеры
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22225-76 Контейнеры универсальные массой брутто 0,625 и 1,25 т. Технические условия
ГОСТ 23616-79 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Общие положения
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26602.1-99 Блоки оконные и дверные. Методы определения сопротивления теплопередаче
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
ГОСТ 28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 29309-92 Покрытия лакокрасочные. Определение прочности при растяжении
ГОСТ 29319-92 (ИСО 3668-76) Материалы лакокрасочные. Метод визуального сравнения цвета
ГОСТ 31014-2002 Профили полиамидные стеклонаполненные. Технические условия
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ Б
(обязательное)
Метод определения несущей способности комбинированных профилей по показателю устойчивости к сдвигу
Сущность метода заключается в определении усилия, при котором наблюдается смещение термовставки вдоль одного из алюминиевых элементов комбинированного профиля.
Требования настоящего метода распространяются на комбинированные профили с защитно-декоративным покрытием и без него (профили-полуфабрикаты).
Б.1 Средства контроля и вспомогательное оборудование
Прибор для испытания на устойчивость к сдвигу комбинированного профиля, схема которого приведена на рисунке Б.1, или машина разрывная универсальная по ГОСТ 28840 с силоизмерительным устройством.
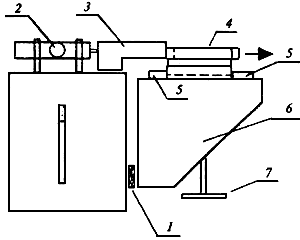
1 - устройство возврата в исходное положение; 2 - силоизмерительное устройство со стрелкой или цифровым индикатором;
3 - суппорт; 4 - образец; 5 - зажимы; 6 - стол; 7 - устройство регулировки высоты рабочей плоскости стола
Рисунок Б.1- Схема прибора для испытания на устойчивость к сдвигу комбинированных профилей
Приспособления для жесткой фиксации образцов в разрывной универсальной машине.
Б.2 Порядок подготовки к проведению испытания
Для определения несущей способности комбинированного профиля по показателю устойчивости к сдвигу при приложении кратковременной сдвигающей нагрузки от контролируемой партии отбирают три профиля одинакового сечения. От края каждого профиля отрезают строго перпендикулярно продольной оси профиля по одному образцу длиной (100±1) мм. Испытания проводят при температуре (20±3) °С и относительной влажности воздуха (60±5)%.
Определение несущей способности комбинированных профилей на приборе для испытания на устойчивость к сдвигу проводят по схеме А, в разрывной машине - по схеме Б (рисунок Б.2).
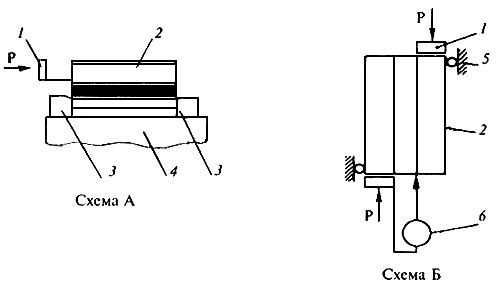
1 - суппорт; 2 - образец; 3 - упор; 4 - стол; 5 - жесткая опора; 6 - силоизмерительное устройство
Рисунок Б.2 - Схемы приложения сдвигающей нагрузки при определении устойчивости к сдвигу комбинированного профиля
Б.3 Проведение испытания
Образец помещают на стол между упорами при испытании по схеме А или жестко фиксируют в универсальных приспособлениях разрывной машины при испытании по схеме Б. Образец нагружают с равномерной скоростью от (1±0,1) до (3±0,1) мм/мин вплоть до выхода термовставки из комбинированного профиля на 2 мм, при этом фиксируют усилие сдвига на силоизмерительном устройстве.
Б.4 Обработка результатов испытания
Несущую способность комбинированного профиля по устойчивости к сдвигу , Н/мм, вычисляют по формуле
![]() , (Б.1)
, (Б.1)
где - усилие, при котором произошло смещение термовставки на 2 мм вдоль комбинированного профиля, Н;
- длина образца, мм.
За результат определения несущей способности комбинированного профиля принимают округленное до первого десятичного знака среднеарифметическое значение шести определений.
(Измененная ред., Изм. N 1).
ПРИЛОЖЕНИЕ В
(обязательное)
Метод определения несущей способности комбинированных профилей при поперечном растяжении
Сущность метода заключается в определении усилия, при котором происходит разрушение комбинированного профиля при растяжении в направлении, перпендикулярном его продольной оси.
Требования настоящего метода распространяются на комбинированные профили с защитно-декоративным покрытием и без него (профили-полуфабрикаты).
B.1 Средства контроля и вспомогательное оборудование
Машина разрывная универсальная по ГОСТ 28840 с силоизмерительным устройством.
Устройство универсальное зажимное, схема которого приведена на рисунке B.1.
1 - хомут;
2 - опора; 3 - образец
Рисунок В.1 - Схема закрепления образца в универсальном зажимном устройстве
B.2 Порядок подготовки к проведению испытания
От контролируемой партии отбирают три профиля. От каждого края каждого профиля отрезают строго перпендикулярно продольной оси по одному образцу заданной длины. Длина образца зависит от типа применяемой разрывной машины и составляет, как правило, (100±1) или (50±1) мм. Испытания проводят при температуре (20±3) °С и относительной влажности воздуха (60±5)%. В зависимости от типа разрывной машины допускается применение образцов длиной не менее (18±1) мм при условии получения результатов, сопоставимых с результатами, полученными при испытании образцов длиной (100±1) мм.
B.3 Проведение испытания
Образец жестко закрепляют в универсальном зажимном устройстве согласно рисунку B.1, помещают в разрывную универсальную машину и проводят нагружение образца со скоростью от (1±0,1) до (3±0,1) мм/мин до усилия, соответствующего разрушению комбинированного профиля по термовставке. Усилие определяют по явно выраженной остановке стрелки или цифровому индикатору силоизмерительного устройства.
B.4 Обработка результатов испытаний
Несущую способность комбинированного профиля при поперечном растяжении , Н/мм, вычисляют по формуле
![]() , (B.1)
, (B.1)
где - усилие, при котором произошло разрушение профиля по термовставке, Н;
- длина образца, мм.
За результат определения несущей способности комбинированного профиля при поперечном растяжении принимают округленное до первого десятичного знака среднеарифметическое значение шести определений.
(Измененная ред., Изм. N 1).
Библиография
[1] ИСО 1519:1973
(ISO 1519:1973)
Лаки и краски. Метод определения прочности пленок при изгибе вокруг цилиндрического стержня
(Paints and varnishes - Bend test (cylindrical mandrel))
[2] ИСО 2813:1994
(ISO 2813:1994)
Лаки и краски. Определение зеркального блеска пленок красок, не пигментированных металлической пудрой, под углом 20, 60 и 85 град
(Paints and varnishes. Determination of specular gloss of non-metallic paint films at 20 degrees, 60 degrees and 85 degrees)
[3] ИСО 2815:1973
(ISO 2815:1973)
Лаки и краски. Метод определения сопротивления вдавливанию по Бухгольцу
(Paints and varnishes. Buchholz indentation test)
[4] EN 515:1993
Алюминий и алюминиевые сплавы. Полуфабрикат. Обозначение состояния материала
(Aluminium and aluminium alloys. Wrought products; temper designations)
[5] EN 573-3:1994
Алюминий и алюминиевые сплавы. Химический состав и форма изготовленного продукта. Часть 3. Химический состав
(Aluminium and aluminium alloys. Chemical composition and form of wrought products. Part 3. Chemical composition)
[6] EN 755-2:1997
Алюминий и алюминиевые сплавы. Экструдированные стержень, трубка и профили. Часть 2. Механические свойства
(Aluminium and aluminium alloys. Extruded bar, rod, tube and profiles. Part 2. Mechanical properties)
[7] EN 755-9:1998
Алюминий и алюминиевые сплавы. Экструдированные стержень, трубка и профили. Часть 9. Допуски на формы и размеры
(Aluminium and aluminium alloys. Extruded bar, rod, tube and profiles. Part 9. Tolerances for shapes and dimensions)
[8] ИСО 9227:1990
(ISO 9227:1990)
Испытания на коррозию в искусственной атмосфере. Испытания в солевом тумане
(Corrosion tests in artificial atmospheres - Salt spray tests)
[9] pr EN 14024:2000
Металлические профили с термовставками. Механические характеристики. Требования, испытания и методики оценки
(Metal profiles with thermal inserts - Mechanical performance - Requirements and tests and assessment procedures)
[10] Постановление Правительства Российской Федерации от 27 декабря 1997 г. N 1636 "О Правилах подтверждения пригодности новых материалов, изделий, конструкций и технологий для применения в строительстве"
(Введена дополнительно, Изм. N 1).
УДК 669.71-422126:006.354 | ОКС 77.150.10 | Ж34 | ОКП 52 7522 |
Ключевые слова: профили сплошные, профили полые, комбинированные, точные, прецезтонные, профильная система, профили-полуфабрикаты, защитно-декоративное покрытие | |||
Электронный текст документа
и сверен по:
, 2004
{kind=link}