ГОСТ 15835-2013
Группа В55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРУТКИ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ
Технические условия
Beryllium bronze bars. Specifications
МКС 77.150.30
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат", Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов Открытое акционерное общество "Институт Цветметобработка" (ОАО "Институт Цветметобработка")
2 ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол N 62-П от 3 декабря 2013 г.)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики республики Армения |
Россия | RU | Росстрандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 2004-ст межгосударственный стандарт ГОСТ 15835-2013 введен в действие в качестве национального стандарта Российской Федерации с 01 января 2015 г.
5 ВЗАМЕН ГОСТ 15835-70
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты." В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 10, 2023 год, введенная в действие с 21.07.2023
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на круглые, квадратные, шестигранные тянутые прутки и круглые прессованные прутки из бериллиевой бронзы, применяемые в приборостроении и машиностроении.
Стандарт устанавливает сортамент, технические требования, правила приемки, методы контроля и испытаний, маркировку, упаковку, транспортирование и хранение прутков.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2999-75 Металлы и сплавы. Методы измерения твердости по Виккерсу
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4381-87 Микрометры рычажные. Общие технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9557-87 Поддон плоский деревянный размером 8001200 мм. Технические условия
ГОСТ 14019-2003 Материалы металлические. Метод испытания на изиб
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15027.1-77 Бронзы безоловянные. Метод определения меди
ГОСТ 15027.2-77 Бронзы безоловянные. Методы определения алюминия
ГОСТ 15027.3-77 Бронзы безоловянные. Методы определения железа
ГОСТ 15027.5-77 Бронзы безоловянные. Методы определения никеля
ГОСТ 15027.6-77 Бронзы безоловянные. Методы определения кремния
ГОСТ 15027.7-77 Бронзы безоловянные. Методы определения свинца
ГОСТ 15027.8-77 Бронзы безоловянные. Методы определения мышьяка
ГОСТ 15027.9-77 Бронзы безоловянные. Методы определения сурьмы
ГОСТ 15027.10-77 Бронзы безоловянные. Методы определения олова
ГОСТ 15027.11-77 Бронзы безоловянные. Методы определения фосфора
ГОСТ 15027.12-77 Бронзы безоловянные. Методы определения цинка
ГОСТ 15027.13-77 Бронзы безоловянные. Методы определения бериллия
ГОСТ 15027.14-77 Бронзы безоловянные. Методы определения титана
ГОСТ 15027.15-77* Бронзы безоловянные. Методы определения кобальта
________________
* На территории Российской Федерации действует ГОСТ 15027.15-83. - .
ГОСТ 15027.16-77* Бронзы безоловянные. Методы определения кадмия
________________
* На территории Российской Федерации действует ГОСТ 15027.16-86. - .
ГОСТ 15027.17-77* Бронзы безоловянные. Методы определения серебра
________________
* На территории Российской Федерации действует ГОСТ 15027.17-86. - .
ГОСТ 15027.18-77* Бронзы безоловянные. Методы определения хрома
________________
* На территории Российской Федерации действует ГОСТ 15027.18-86. - .
ГОСТ 15027.19-77* Бронзы безоловянные. Методы определения теллура
________________
* На территории Российской Федерации действует ГОСТ 15027.19-86. - .
ГОСТ 15027.20-77* Бронзы безоловянные. Методы определения магния
________________
* На территории Российской Федерации действует ГОСТ 15027.20-88, здесь и далее по тексту. - .
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18175-78 Бронзы безоловянные, обрабатываемые давлением. Марки
ГОСТ 20068.1-79 Бронзы безоловянные. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектров
ГОСТ 20068.2-79 Бронзы безоловянные. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектров
ГОСТ 20068.3-79 Бронзы безоловянные. Метод спектрального анализа по окисным стандартным образцам с фотографической регистрацией спектра
ГОСТ 20068.4-88 Бронзы безоловянные. Метод рентгеноспектрального флуоресцентного определения алюминия
ГОСТ 20435-75 Контейнер универсальный металлический закрытый номинальной массой брутто 3,0 т. Технические условия
ГОСТ 21073.0-75 Металлы цветные. Определение величины зерна. Общие требования
ГОСТ 21073.3-75 Металлы цветные. Определение величины зерна методом подсчета пересечений зерен
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25086-2011 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 пруток: Сплошное изделие, полученное обработкой давлением, однородного сечения по всей длине, в форме круга, квадрата, правильных многоугольников, поставляемое в виде прямых отрезков или свернутое в бухту.
3.2 плена: дефект поверхности, представляющий собой отслоение металла языкообразной формы, соединенное с основным металлом одной стороной.
3.3 вмятина: Местное углубление различной величины и формы с пологими краями.
3.4 задир: Дефект поверхности в виде широкого продольного углубления с неровным дном и краями, образовавшегося вследствие резкого трения отдельных участков полуфабриката о детали прокатного и отделочного оборудования.
3.5 косина реза: Отклонение от перпендикулярности, при котором плоскость реза образует с продольными плоскостями металлопродукции угол, отличный от 90°.
3.6 кривизна: отклонение от прямолинейности, при котором не все точки, лежащие на геометрической оси прутка, одинаково удалены от горизонтальной или вертикальной плоскости.
3.7 пресс-утяжина: несплошность прессованного изделия в виде расслоения металла или неплотности, возникающая на конце прессованного изделия, примыкающего к пресс-остатку, в результате неравномерности течения металла при прессовании.
3.8 раковина: Углубление на поверхности изделия от выкрашивания посторонних включений.
3.9 расслоение: нарушение сплошности металла, ориентированное вдоль направления деформации.
3.10 риска: дефект поверхности полуфабриката в виде продольного узкого углубления с закругленным или плоским дном, образовавшегося в результате царапания поверхности металла выступами на поверхности прокатного и отделочного оборудования.
3.11 трещина: дефект поверхности, представляющий собой разрыв металла.
4 Сортамент
4.1 Номинальные диаметры круглых тянутых прутков и номинальные диаметры вписанной окружности квадратных и шестигранных прутков и предельные отклонения по ним должны соответствовать значениям, указанным в таблице 1.
Таблица 1
в миллиметрах | |||||
Номинальный диаметр | Предельное отклонение по диаметру | ||||
Круглые | Квадратные и шестигранные | ||||
высокой точности | повышенной точности | нормальной точности | повышенной точности | нормальной точности | |
5,0 | -0,05 | -0,08 | -0,16 | -0,08 | -0,16 |
5,5 | - | - | |||
6,0 | -0,08 | -0,16 | |||
6,5 | -0,06 | -0,10 | -0,20 | - | - |
7,0 | -0,10 | -0,20 | |||
7,5 | - | - | |||
8,0 |
| -0,10 | -0,20 | ||
8,5 | - | - | |||
9,0 | -0,10 | -0,20 | |||
9,5 | - | - | |||
10,0 | -0,10 | -0,20 | |||
10,5 | -0,07 | -0,12 | -0,24 | - | - |
11,0 | -0,12 | -0,24 | |||
11,5 | - | - | |||
12,0 | -0,12 | -0,24 | |||
13,0 |
| - | - | ||
14,0 | -0,12 | -0,24 | |||
15,0 | - | - | |||
16,0 | - | - | |||
17,0 | -0,12 | -0,24 | |||
18,0 | - | - | |||
19,0 | - | -0,14 | -0,28 | -0,14 | -0,28 |
20,0 | - | - | |||
21,0 | -0,14 | -0,28 | |||
22,0 | -0,14 | -0,28 | |||
23,0 | - | - | |||
24,0 |
|
| -0,14 | -0,28 | |
25,0 | - | - | |||
26,0 | - | - | |||
27,0 | -0,14 | -0,28 | |||
28,0 | - | - | |||
30,0 | -0,14 | -0,28 | |||
32,0 | -0,17 | -0,34 | -0,17 | -0,34 | |
35,0 | - | - | |||
36,0 |
| -0,17 | -0,34 | ||
38,0 | -0,17 | -0,34 | |||
40,0 | - | - | |||
Примечание - Теоретическая масса 1 м прутков приведена в приложении А. | |||||
4.2 Номинальные диаметры прессованных прутков круглого сечения и предельные отклонения по диаметру должны соответствовать значениям, указанным в таблице 2.
Таблица 2
в миллиметрах | |
Номинальный диаметр | Предельное отклонение |
42,0 | -2,0 |
45,0 |
|
48,0 | |
50,0 | |
55,0 | -2,4 |
60,0 | |
65,0 | |
70,0 | -2,4 |
75,0 |
|
80,0 | |
85,0 | -2,8 |
90,0 |
|
95,0 | |
100,0 | |
4.3 Овальность круглых прутков не должна выводить размеры прутков за предельные отклонения по диаметру.
4.4 Диаметры, площадь поперечного сечения и теоретическая масса 1 м круглых, квадратных и шестигранных прутков приведены в приложении А.
4.5 По длине прутки изготавливают немерной длины.
Форма поставки, размер и длина немерных прутков приведены в таблице 3.
Таблица 3
В миллиметрах | ||
Форма поставки | Номинальный наружный диаметр | Длина |
в отрезках немерной длины | тянутые | От 1500 до 4000 |
прессованные диаметром от 42 до 75 мм включ. | от 1000 до 2500 | |
прессованные диаметром от 80 до 100 мм включ. | от 700 до 2000 | |
В партии прутков немерной длины допускаются укороченные прутки в количестве не более 15% массы партии:
- длиной не менее 1 м - для прутков диаметром до 40 мм включ.,
- длиной не менее 0,8 м - для прутков диаметром от 40 до 60 мм;
- длиной не менее 0,5 м - для прутков диаметром св. 80 мм.
По требованию потребителя прутки высокой и повышенной точности изготовляют без короткомера.
4.6 Условные обозначения прутков проставляют по схеме:
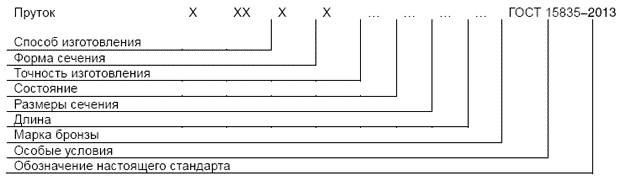
При этом используют следующие сокращения:
способ изготовления | холоднодеформированный (тянутый) | - Д |
горячедеформированный (прессованный) | - П | |
форма сечения: | круглый | - КР |
квадратный | - КВ | |
шестигранный | - ШГ | |
точность изготовления: | нормальная | - Н |
повышенная | - П | |
высокая | - В | |
состояние: | мягкое | - М |
твердое | - Т | |
длина: | немерная | - НД |
Знак "X" ставится вместо отсутствующих данных.
Примеры условных обозначений прутков:
Пруток тянутый, круглый, повышенной точности изготовления, мягкий (после закалки), диаметром 19,0 мм, немерной длины, из бронзы марки БрБ2
Пруток ДКРП М 19 НД БрБ2 ГОСТ 15835-2013.
Пруток тянутый, шестигранный, нормальной точности изготовления, твердый (после закалки), диаметром 19 мм, немерной длины, из бронзы марки БрБ2
Пруток ДШГН Т 19 НД БрБ2 ГОСТ 15835-2013.
Пруток прессованный диаметром 60 мм немерной длины из бронзы марки БрБ2
Пруток ПКРХХ 60 НД БрБ2 ГОСТ 15835-2013.
5 Технические требования
5.1 Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологической документации изготовителя, утвержденной в установленном порядке.
5.2 Прутки изготовляют из бронзы марки БрБ2 с химическим составом по ГОСТ 18175.
5.3 Поверхность прутков должна быть свободной от загрязнений, затрудняющих визуальный осмотр, без трещин и расслоений.
На поверхности допускаются отдельные плены, вмятины, раковины, риски, задиры и другие дефекты, а также кольцеватость, следы правки, если они при контрольной зачистке не выводят прутки за предельные отклонения по диаметру. Допускаются следы технологической смазки, а также цвета побежалости и покраснение поверхности после отжига и травления.
(Поправка. ИУС N 10-2023).
5.4 В прутках не допускаются внутренние дефекты в виде раковин, неметаллических включений и пресс-утяжин.
Примечание - В прутках диаметром 70 мм и более допускаются мелкие точечные поры. По требованию потребителя качество излома устанавливают по образцам, утвержденным в установленном порядке.
Обломанный конец прутка после удаления пресс-утяжины методом излома при отправке потребителю не обрезают.
(Поправка. ИУС N 10-2023).
5.5 Прутки должны быть выправлены. Местная кривизна прутков на 1 м не должна превышать величин, указанных в таблице 4.
Общая кривизна прутка не должна превышать произведения значения допустимой местной кривизны на 1 м на общую длину прутка в метрах.
Прутки мягкие на прямолинейность не проверяют.
Таблица 4
в миллиметрах | |||
Способ изготовления прутков | Допускаемая кривизна для прутков диаметром | ||
От 5 до 18 | Св. 18 до 40 | Св. 40 до 100 | |
Тянутые | 3,0 | 2,0 | - |
Прессованные | - | - | 6,0 |
5.6 Прутки должны поставляться ровно обрезанными с двух сторон.
Рез должен быть перпендикулярным к оси прутка.
Допускается поставка прутков диаметром 15 мм и менее с обрубленными торцами.
5.7 Прутки изготовляют:
- мягкими (закаленными);
- твердыми (холоднодеформированными после закалки);
- прессованными.
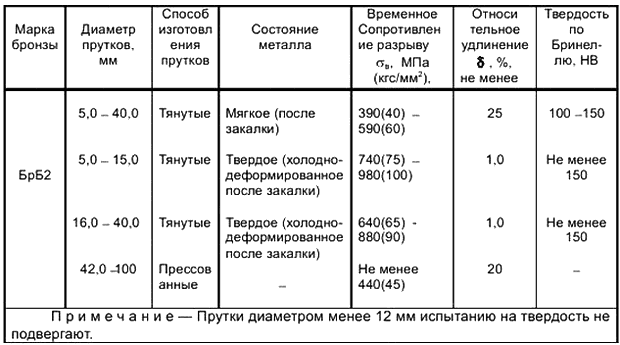
5.8 Механические свойства прутков должны соответствовать требованиям, указанным в таблице 5.
Таблица 5
5.9 Механические свойства образцов тянутых прутков после дисперсионного твердения (старения) должны соответствовать указанным в таблице 6.
Таблица 6
Марка бронзы | Состояние материала образцов | Временное сопротивление sв, МПа (кгс/мм | Относительное удлинение после разрыва, %, мин | Твердость по Виккерсу, HV, не менее |
БрБ2 | Состаренное из мягкого состояния (после закалки) | 1080 (110) | 2,0 | 320 |
Состаренное из твердого состояния (после закалки и холодной деформации) | 1180 (120) | 2,0 | 340 | |
Примечание - Рекомендуемые режимы термической обработки образцов приведены в приложении 2. | ||||
5.10 Прутки твердые холоднодеформированные диаметром 10 мм и менее, предназначенные для изготовления пружин, подвергаются испытанию на навивку. При испытании на навивку пруток не должен давать трещин и не должен расслаиваться.
5.11 Тянутые твердые прутки при испытании на изгиб должны выдерживать в холодном состоянии без появления следов надрыва и отслаивания изгиб на 90 градусов.
5.12 По требованию потребителя микроструктура состаренных после закалки образцов, отобранных от прутков из бронзы марки БрБ2, должна иметь равномерное распределение включений -фазы и величину зерна, устанавливаемые по эталонам, согласованным между сторонами.
Примечание - По требованию потребителя средняя величина зерна не должна превышать 50 мкм.
6 Правила приемки
6.1 Прутки принимают партиями. Партия должна состоять из прутков одного способа изготовления, одного состояния материала, одной точности изготовления, одной формы сечения, одного размера.
Партия должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение прутков;
- результаты испытаний (по требованию потребителя);
- номер партии;
- массу партии.
Масса партии должна быть не более 1000 кг.
Допускается оформлять один документ о качестве для нескольких партий прутков, отгружаемых одновременно одному потребителю.
6.2 Проверке наружной поверхности и контролю размеров подвергают каждый пруток партии.
6.4* Для проверки кривизны, временного сопротивления и относительного удлинения в состоянии поставки и после дисперсионного твердения, а также для испытания на изгиб, навивку, излом, твердость и определение величины зерна отбирают два прутка или два пучка от партии.
________________
* Нумерация соответствует оригиналу. - .
Испытание на навивку проводят по требованию потребителя.
6.5 Для проверки химического состава отбирают два прутка или два пучка от партии. Допускается изготовителю проверку химического состава проводить на пробе, взятой от расплавленного металла.
6.6 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
Допускается изготовителю проводить сплошной контроль прутков.
7 Методы контроля и испытаний
7.1 Наружный осмотр поверхность прутков проводят без применения увеличительных приборов.
7.2 Измерение диаметра и овальности круглых прутков проводят не менее чем в двух взаимно перпендикулярных направлениях и диаметра вписанной окружности квадратных и шестигранных прутков в любых двух направлениях одного сечения микрометром по ГОСТ 6507 или ГОСТ 4381.
7.3 Длину прутков измеряют рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
7.4 Измерение кривизны, испытание на навивку и излом производят на двух прутках, отобранных от партии. От двух пучков, взятых от партии, отбирают по одному прутку.
Отбор образцов для испытаний на растяжение, изгиб, для определения твердости, величины зерна и химического состава производят от двух прутков, отобранных от партии. От двух пучков, взятых от партии, отбирают по одному прутку. От каждого из двух прутков берут по одному образцу для каждого испытания.
7.5 Кривизну прутков проверяют следующим способом: пруток помещают на плиту. К проверяемому прутку прикладывают жесткую поверочную линейку по ГОСТ 8026 длиной 1 м и металлической измерительной линейкой по ГОСТ 427 или шаблоном измеряют максимальное расстояние между линейкой и прутком.
Допускается применять другие измерительные инструменты, не уступающие по точности указанным в стандарте.
7.6 Испытание на растяжение проводят по ГОСТ 1497. Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
Допускается для прутков с площадью поперечного сечения более 80 мм вытачивать образцы диаметром 6 и 8 мм из центральной части прутка.
7.7 Для проверки металла в изломе прутки надрезают с одной или двух сторон, после чего ломают.
Надрез должен быть сделан с таким расчетом, чтобы излом проходил через центральную часть прутка. Концы прутков, подвергнутых контрольному излому, не обрезают. Осмотр излома производят без применения увеличительных приборов.
7.8 Твердость измеряют на торцовой поверхности прутка. Измерение твердости по Бринеллю проводят по ГОСТ 9012, твердости по Виккерсу - по ГОСТ 2999.
7.9 Для испытания на изгиб отбирают образцы длиной по (150±25) мм каждый. Образцы твердых прутков диаметром от 5 до 10 мм изгибают в необточенном виде, а диаметром более 10 мм обтачивают эксцентрично до диаметра 10 мм, оставляя одну сторону необточенной.
При изгибе образца необточенная поверхность должна быть наружной. Тянутые твердые прутки должны выдерживать изгиб на 90 градусов вокруг оправки с радиусом закругления, равным двойному диаметру прутка.
Испытание на изгиб проводят по ГОСТ 14019.
7.10 Испытание на навивку проводят путем навивки 10 витков на цилиндрическую оправку, диаметр которой должен быть равен двойному диаметру прутка.
Осмотр поверхности прутков после испытания на изгиб и навивку производят без применения увеличительных приборов.
7.11 Определение величины зерна проводят по ГОСТ 21073.0 и ГОСТ 21073.3. Образцы для определения величины зерна отбирают вдоль направления деформации.
7.12 Химический состав определяют по ГОСТ 20068.1 - ГОСТ 20068.3, ГОСТ 15027.1 - ГОСТ 15027.3, ГОСТ 15027.5 - ГОСТ 15027.7 или другими методами, не уступающими по точности указанным в стандарте.
При возникновении разногласий в оценке качества химический состав прутков определяют по ГОСТ 25086, ГОСТ 15027.1 - ГОСТ 15027.20, ГОСТ 20068.1 - ГОСТ 20068.4.
Отбор и подготовку проб для химического анализа проводят по ГОСТ 24231.
7.13 При разногласиях в оценке качества прутков потребитель и изготовитель руководствуются требованиями, установленными настоящим стандартом.
7.14 Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность, установленную в настоящем стандарте.
8 Маркировка, упаковка, транспортирование и хранение
8.1 Прутки диаметром до 35 мм включительно связывают в пучки массой не более 80 кг каждый. Каждый пучок должен состоять не менее чем из трех прутков и должен быть перевязан проволокой в два оборота диаметром не менее 1,2 мм по ГОСТ 3282 или другим материалом по нормативно-технической документации не менее чем в двух местах, а при длине прутков свыше 3 м не менее чем в трех местах таким образом, чтобы исключалось взаимное перемещение прутков в пучке.
Концы проволоки соединяют скруткой не менее пяти витков.
Допускается связка пучков с помощью упаковочной ленты сечением не менее 0,330 по ГОСТ 3560.
Тянутые прутки диаметром до 12 мм включительно упаковывают в 1-2 слоя в синтетические нетканые материалы, обеспечивающие сохранность качества прутков, по нормативно-технической документации и перевязывают поверх упаковочного материала проволокой диаметром не менее 1,2 мм по ГОСТ 3282 не менее чем в двух местах.
По согласованию изготовителя с потребителем при механизированной погрузке и выгрузке допускается масса пучков более 80 кг.
8.2 Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 26663.
Габаритные размеры пакетов - по ГОСТ 24597.
Пакетирование пучков и отдельных прутков, не связанных в пучки, осуществляют на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой проволокой диаметром не менее 2 мм в два оборота по ГОСТ 3282 или лентой размерами не менее 0,330 мм по ГОСТ 3560, или с использованием пакетируемых строп из проволоки по ГОСТ 3282 диаметром не менее 5 мм со скруткой не менее трех витков. Концы проволоки соединяют скруткой не менее пяти витков, концы ленты - в замок.
Упаковка прутков, предназначенных для районов Крайнего Севера и приравненных к ним местностям, проводится в соответствии с требованиями ГОСТ 15846.
8.3 К каждому пучку прутков должен быть прикреплен металлический, картонный или фанерный ярлык по ГОСТ 14192, на котором указывают:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- условное обозначение прутков;
- номер партии;
- обозначение настоящего стандарта;
- штамп технического контроля или номер контролера.
На торце прутков должны быть выбиты:
а) для прутков диаметром 25-35 мм:
- марка сплава;
б) для прутков диаметром свыше 35 мм:
- марка сплава;
- номер партии;
- клеймо технического контроля.
Допускается указанные данные наносить несмываемой краской на боковой поверхности прутка.
8.4 Транспортирование прутков осуществляется транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Допускается прутки, связанные в пучки массой не более 80 кг, транспортировать в унифицированных контейнерах по ГОСТ 20435 или в специализированных контейнерах по нормативно-технической документации.
8.5 Транспортная маркировка грузовых мест - по ГОСТ 14192 с дополнительным нанесением манипуляционного знака "Беречь от влаги" и надписи номера партии в свободном от транспортной маркировки месте.
Транспортную маркировку наносят любым способом, предусмотренным ГОСТ 14192.
8.6 При хранении в крытых помещениях и при транспортировании прутки должны быть защищены от механических повреждений, действия влаги и активных химических веществ.
8.7 При соблюдении указанных условий транспортирования и хранения потребительские свойства прутков не изменяются.
Приложение А
(справочное)
Теоретическая масса 1 м прутков из бериллиевой бронзы
А.1 Теоретическая масса прутков приведена в таблице А.1.
Таблица А.1
Номинальный диаметр круглых прутков и диаметр вписанной | Площадь поперечного сечения прутков, мм | Теоретическая масса 1 м прутков, кг | ||||
окружности квадратных и шестигранных прутков, мм | Круглых | Квадратных | Шестигранных | Круглых | Квадратных | Шестигранных |
5,0 | 19,6 | 25,0 | 21,7 | 0,161 | 0,205 | 0,178 |
5,5 | 23,8 | - | - | 0,195 | - | - |
6,0 | 28,3 | 36,0 | 31,2 | 0,232 | 0,295 | 0,256 |
6,5 | 32,2 | - | - | 0,272 | - | - |
7,0 | 38,5 | 49,0 | 42,4 | 0,316 | 0,402 | 0,348 |
7,5 | 44,2 | - | - | 0,362 | - | - |
8,0 | 50,3 | 64,0 | 55,4 | 0,412 | 0,525 | 0,454 |
8,5 | 56,7 | - | - | 0,465 | - | - |
9,0 | 63,6 | 81,0 | 70,2 | 0,522 | 0,664 | 0,575 |
9,5 | 70,9 | - | - | 0,581 | - | - |
10,0 | 78,5 | 100 | 86,6 | 0,664 | 0,820 | 0,710 |
10,5 | 86,5 | - | - | 0,729 | - | - |
11,0 | 95,0 | 121 | 104,8 | 0,779 | 0,992 | 0,859 |
11,5 | 102,5 | - | - | 0,850 | - | - |
12,0 | 113,1 | 144 | 124,7 | 0,927 | 1,181 | 1,023 |
13,0 | 132,7 | - | - | 1,088 | - | - |
14,0 | 153,9 | 196 | 169,7 | 1,262 | 1,607 | 1,392 |
15,0 | 176,7 | - | - | 1,449 | - | - |
16,0 | 201,1 | - | - | 1,649 | - | - |
17,0 | 227,0 | 289 | 250,3 | 1,861 | 2,37 | 2,052 |
18,0 | 254,5 | - | - | 2,087 | - | - |
19,0 | 283,5 | 361 | 312,6 | 2,325 | 2,96 | 2,504 |
20,0 | 312,2 | - | - | 2,576 | - | - |
21,0 | 346,4 | 441 | 381,9 | 2,840 | 3,616 | 3,132 |
22,0 | 380,1 | 484 | 419,1 | 3,117 | 3,969 | 3,437 |
23,0 | 415,5 | - | - | 3,407 | - | - |
24,0 | 452,4 | 576 | 498,8 | 3,710 | 4,723 | 4,090 |
25,0 | 490,9 | - | - | 4,025 | - | - |
26,0 | 530,7 | - | - | 4,354 | - | - |
27,0 | 572,6 | 729 | 681,0 | 4,695 | 5,978 | 5,174 |
28,0 | 615,8 | - | - | 5,040 | - | - |
30,0 | 706,9 | 900 | 779,0 | 5,796 | 7,380 | 6,388 |
32,0 | 804,2 | 1024 | 887,0 | 6,594 | 8,397 | 7,293 |
35,0 | 962,1 | - | - | 7,969 | - | - |
36,0 | 1017,9 | 1296 | 1122,34 | 8,347 | 10,627 | 9,203 |
38,0 | 1134,1 | 1444 | 1251,5 | 9,300 | 11,841 | 10,026 |
40,0 | 1256,6 | - | - | 10,304 | - | - |
42,0 | 1385,4 | - | - | 11,360 | - | - |
45,0 | 1590,4 | - | - | 13,041 | - | - |
48,0 | 1809,6 | - | - | 14,839 | - | - |
50,0 | 1963,5 | - | - | 16,101 | - | - |
55,0 | 2375,9 | - | - | 19,482 | - | - |
60,0 | 3827,4 | - | - | 23,385 | - | - |
65,0 | 3318,3 | - | - | 27,210 | - | - |
70,0 | 3848,5 | - | - | 31,558 | - | - |
75,0 | 4437,9 | - | - | 36,391 | - | - |
80,0 | 5026,6 | - | - | 41,218 | - | - |
85,0 | 5674,5 | - | - | 46,531 | - | - |
90,0 | 6359,5 | - | - | 52,148 | - | - |
95,0 | 7088,2 | - | - | 58,123 | - | - |
100,0 | 7854,0 | - | - | 64,403 | - | - |
Примечание - При расчете теоретической массы прутков плотность бронзы принята равной 8,2 г/см | ||||||
Приложение Б
(справочное)
Режимы термической обработки образцов, изготовленных из бериллиевой бронзы
1. Нагрев до (780±10) °С, выдержка при температуре в течение 10-20 минут, мгновенное охлаждение в воде.
2. Дисперсионное твердение (старение) при (315±5) °С, выдержка при этой температуре 2-3,5 часа.
____________________________________________________________________________________
УДК 669.35.5.422:006.354 МКС 77.150.30 В55
Ключевые слова: прутки, номинальный диаметр, марки, химический состав, скручивание, кривизна, механические свойства
____________________________________________________________________________________
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}