ГОСТ Р ИСО 16962-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПОКРЫТИЯ НА ОСНОВЕ ЦИНКА И/ИЛИ АЛЮМИНИЯ НА СТАЛИ
Определение толщины, химического состава и массы покрытия на единицу площади поверхности методом атомно-эмиссионной спектрометрии с тлеющим разрядом
Zinc and/or aluminium based coatings on steel. Determination of coating thickness, chemical composition and mass per unit area by glow-discharge atomic-emission spectrometry method
ОКС 71.040.40
Дата введения 2013-09-01
Предисловие
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 145 "Методы контроля металлопродукции" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 145
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 июня 2012 г. N 121-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 16962:2005* "Химический анализ поверхности. Анализ металлических покрытий на основе цинка и/или алюминия методом оптико-эмиссионной спектрометрии с тлеющим разрядом" (ISO 16962:2005 "Surface chemical analysis - Analysis of zinc-and/or aluminium-based metallic coatings by glow-discharge optical-emission spectrometry", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает атомно-эмиссионный спектрометрический с тлеющим разрядом метод определения толщины, химического состава, массы на единицу площади поверхности металлических покрытий, состоящих из материалов на основе цинка и/или алюминия, на стали. Из легирующих элементов определяют никель, железо, кремний, свинец и сурьму.
Метод применим для определения массовых долей элементов в следующих диапазонах: цинка - от 0,01% до 100%; алюминия - от 0,01% до 100%; никеля - от 0,01% до 20%; железа - от 0,01% до 20%; кремния - от 0,01% до 10%; свинца - от 0,005% до 2%; сурьмы - от 0,005% до 2%.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты:
ISO 14707, Surface chemical analysis - Glow discharge optical emission spectrometry (GD-OES) - Introduction to use (Поверхность, химический анализ. Оптическая эмиссионная спектрометрия тлеющего разряда (GD-OES). Введение для использования)
ISO 14284, Steel and iron - Sampling and preparation of samples for the determination of chemical composition (Сталь и чугун. Отбор и подготовка образцов для определения химического состава)
ISO 17925, Zinc and/or aluminium based coatings on steel - Determination of coating mass per unit area and chemical composition - Gravimetric, inductively coupled plasma atomic emission spectrometry and fame atomic absorption spectrometry (Покрытия на основе цинка и/или алюминия на стали. Определение массы покрытия на единицу площади поверхности и химического состава. Гравиметрия, атомно-эмиссионная спектрометрия с индуктивно связанной плазмой и пламенная атомно-абсорбционная спектрометрия)
3 Сущность метода
Настоящий метод основывается на:
a) катодном распылении материала покрытия в устройство тлеющего разряда с постоянными током или радиочастотой;
b) возбуждении атомов аналита в разряде плазмы, генерируемой в устройстве тлеющего разряда;
c) спектрометрическом измерении интенсивности характеристического излучения спектральных линий атомов аналита в зависимости от времени распыления (глубины профиля);
d) преобразовании глубины профиля в единицы интенсивности относительно времени для получения значения массовой доли с помощью градуировочных функций (количественно). Градуировочную зависимость устанавливают, измеряя градуировочные образцы известного химического состава и скорость распыления.
4 Аппаратура
4.1 Оптический эмиссионный спектрометр с тлеющим разрядом
Необходимое оборудование включает оптический эмиссионный спектрометр, состоящий из источника тлеющего разряда типа лампы Гримма [1] или подобного источника тлеющего разряда (с питанием постоянным током или радиочастотным источником) и спектрометрической системы одновременного действия, описанной в ИСО 14707, имеющей подходящие спектральные линии для определяемых элементов (приложение В для предлагаемых линий).
Внутренний диаметр полого анода в источнике тлеющего разряда должен быть от 2 до 8 мм. Может быть рекомендовано охлаждающее устройство для тонких образцов, представляющее собой металлический блок с циркулирующей охлаждающей жидкостью, однако его использование не является строго обязательным при применении данного метода.
Поскольку определение основано на непрерывном распылении материала поверхности покрытия, спектрометр должен быть оснащен цифровой системой отсчета для синхронного измерения времени и интенсивности излучения. Может быть рекомендована система, способная устанавливать скорость регистрации данных в спектральном канале не менее 500 измерений в секунду, но для применения в рамках настоящего стандарта приемлемой является скорость 2 измерения в секунду.
4.2 Необходимые эксплуатационные характеристики
4.2.1 Общие требования
В 4.2.2 и 4.2.3 приведены рекомендуемые инструментальные характеристики, оценка которых проводится по 6.2.7.
Примечание - Настройка спектрометра для проведения анализа обычно требует наличия легкодоступной для повторения возможности корректировки различных экспериментальных параметров.
4.2.2 Требования к повторяемости результатов
Настоящее испытание проводят для подтверждения способности прибора обеспечивать требования к повторяемости результатов.
Выполняют 10 измерений интенсивности излучения на однородном монолитном образце с массовой долей аналита в нем более 1%. При этом параметры настройки тлеющего разряда должны быть такими же, как и при проведении фактического анализа поверхностей. Измерения выполняют с использованием времени стабилизации разряда не менее 60 с и времени интегрирования излучения в диапазоне от 5 до 20 с. Каждое измерение проводят на вновь подготовленной поверхности образца. Рассчитывают относительное стандартное отклонение результатов 10 измерений. Относительное стандартное отклонение должно соответствовать любым требованиям и/или характеристикам, имеющим отношение к предполагаемому использованию.
Примечание - Типичное относительное стандартное отклонение, определяемое таким образом, равно 2% или менее.
4.2.3 Предел обнаружения
4.2.3.1 Общие требования
Значения пределов обнаружения зависят от прибора и матрицы образца. Следовательно, предел обнаружения для конкретного аналита не может быть однозначно определен для всех применяемых приборов или для всей совокупности сплавов на основе Zn/AI, которые рассматриваются в настоящем стандарте.
Предел обнаружения для каждого аналита приемлем, если он будет равен или менее одной пятой наименьшей массовой доли аналита, ожидаемой в покрытии, или равен одной пятой массовой доли аналита нижней границы диапазона, указанного в разделе 1 настоящего стандарта.
4.2.3.2 SNR метод
В этом способе оценки предела обнаружения рассматривают соотношение сигнал/шум, и этот метод обычно называют SNR методом.
Для определения предела обнаружения конкретного аналита необходимо:
1) выбрать монолитный образец для использования в качестве холостой пробы (холостой опыт). Химический состав данного образца должен быть аналогичен составу анализируемого покрытия и выражен в тех же единицах. Содержание аналита в образце должно быть менее 0,1 мкг/г вещества;
2) выполнить десять повторных измерений на холостой пробе. Для каждого измерения устанавливают время интегрирования интенсивности излучения на аналитической длине волны 10 с. Это - измерение фоновой интенсивности излучения. Используемые условия возбуждения тлеющего разряда должны быть те же, что и при анализе образцов покрытий. Время стабилизации тлеющего разряда должно быть достаточным для получения устойчивых сигналов как для каждого измерения образца холостого опыта, так и для выполнения количественных измерений. Каждое измерение проводят на вновь подготовленной поверхности образца для холостого опыта;
3) вычислить предел обнаружения, выраженный в массовой доле аналита, используя следующее уравнение
![]() , (1)
, (1)
где - предел обнаружения;
- стандартное отклонение 10 измерений интенсивности излучения фона, как указано в процедуре по перечислению 2;
- аналитическая чувствительность, полученная из градуировки прибора, выраженная как отношение интенсивности к массовой доле.
Если значение рассчитанного предела обнаружения является неприемлемым, испытание повторяют. Если и повторное значение также неприемлемо, до проведения анализа исследуемых образцов необходимо выяснить и устранить причину, вызывающую несоответствие.
4.2.3.3 Метод SBR-RSDB
Этот метод не требует использования холостой пробы, его обычно называют SBR-RSDB методом (отношение сигнала к фону-относительное стандартное отклонение фона). Операции выполняют следующим образом:
1) выбирают монолитный образец с химическим составом, аналогичным составу анализируемых покрытий, в котором массовая доля аналита известна и более чем 0,1%. При использовании аналитической линии, склонной к самопоглощению (6.1), массовая доля аналита не должна превышать 1%;
2) на данном образце выполняют три одинаковых измерения. Для каждого измерения интегрируют интенсивность излучения аналитической линии в течение 10 с. Условия возбуждения тлеющего разряда должны быть аналогичные тем, которые будут использованы при анализе образцов с покрытием. Измерения проводят в течение времени, достаточного для получения устойчивых сигналов для количественной оценки интенсивности излучения. Каждое измерение проводят на вновь подготовленной поверхности образца. Усредняют значения трех измерений интенсивности излучения;
3) На расстоянии примерно 0,2 нм от максимума аналитической линии выбирают область, свободную от спектральной линии, и выполняют десять измерений, интегрируя интенсивность каждого измерения в течение 10 с. Так проводят измерение интенсивности фона. Условия выполнения измерений должны быть такими, как в процедуре по перечислению 2). Для каждого последовательного отдельного измерения используют вновь подготовленную поверхность образца. Вычисляют среднее значение относительного стандартного отклонения 10 последовательных измерений интенсивности фона;
4) предел обнаружения вычисляют по следующей формуле
![]() , (2)
, (2)
где - предел обнаружения;
- массовая доля аналита в образце;
![]() - относительное стандартное отклонение фона [процедура по перечислению 3)], %;
- относительное стандартное отклонение фона [процедура по перечислению 3)], %;
- средняя интенсивность излучения в максимуме [процедура по перечислению 2)];
- средняя интенсивность излучения фона [процедура по перечислению 3)].
Если рассчитанный предел обнаружения не соответствует требованиям, повторяют испытание. Если повторное значение предела обнаружения также неприемлемо, то выясняют причину этого и устраняют несоответствие до проведения анализа образцов.
5 Отбор проб
Отбор проб проводят по ИСО 14284 и/или другим нормативным документам.
Если такие стандарты отсутствуют, необходимо выполнять требования инструкций производителя материалов с покрытием или другой подходящей документации. Следует избегать края полос и лент. Размер образцов должен быть пригоден для применяемого метода анализа. Как правило, подходят круглые или прямоугольные образцы размерами (диаметра, ширины и/или длины) от 20 до 100 мм.
Поверхность образца промывают подходящим растворителем (ацетон высокой чистоты или этанол) для удаления масел. Высушивают поверхность в потоке инертного газа (аргона или азота) или чистого, свободного от масла, сжатого воздуха, стараясь не прикасаться к поверхности трубкой подачи газа. Для облегчения удаления загрязнений поверхность можно осторожно протереть влажной, мягкой безворсовой тканью или бумагой. После очистки поверхность промывают растворителем и сушат, как описано выше.
6 Проведение анализа
6.1 Выбор спектральных линий
Для каждого аналита выбирают подходящие спектральные линии с учетом нескольких факторов:
- спектрального диапазона используемого спектрометра;
- диапазона массовых долей определяемого аналита;
- чувствительности спектральных линий и уровня спектральных помех от других элементов, присутствующих в образцах.
Поскольку в настоящем стандарте рассматриваются аналиты, являющиеся основными элементами в образцах, особое внимание должно быть уделено эффекту самопоглощения некоторых высокочувствительных спектральных линий (так называемых резонансных линий). Самопоглощение является причиной нелинейности градуировочных зависимостей при высоких уровнях массовой доли аналита, поэтому самопоглощения линий необходимо избегать при определении основных элементов. В приложении В приведены рекомендации, касающиеся подходящих спектральных линий. Можно использовать и другие спектральные линии, кроме перечисленных, если они имеют подходящие характеристики.
6.2 Оптимизация настройки системы тлеющего разряда спектрометра
6.2.1 Общие требования
Подготовку спектрометра к работе проводят по инструкциям производителя прибора или другим документированным процедурам.
Параметры работы прибора должны обеспечивать:
- оптимальные условия распыления образца, позволяющие уменьшить время анализа без перегрева покрытий;
- оптимальную (правильную) форму кратера для точной оценки толщины покрытия;
- постоянные условия возбуждения плазмы тлеющего разряда при градуировке и анализе для достижения оптимальной точности.
При реализации трех указанных выше условий иногда приходится прибегать к компромиссам.
Кроме того, следуя инструкции, приведенной предприятием - изготовителем спектрометра, необходимо убедиться, что входная щель правильно отрегулирована. Это гарантирует измерение интенсивности на максимуме спектральной линии при оптимальном отношении сигнала к фону. Дополнительная информация приведена в ИСО 14707.
6.2.2 Настройка параметров разряда источника постоянного тока
6.2.2.1 Общие требования
Современные спектрометры тлеющего разряда имеют возможность контролировать и измерять электрические параметры (ток, напряжение и мощность), позволяя поддерживать любой из этих параметров постоянным при изменении давления несущего газа. У спектрометров ранних поколений часто отсутствует система автоматического регулирования давления, но чтобы получить тот же результат, давление может быть отрегулировано вручную. Необходимо выполнить одну из следующих процедур.
6.2.2.2 Режим постоянных значений тока и напряжения
В качестве двух управляющих параметров применяют ток и напряжение. Для источника тлеющего разряда устанавливают уровень мощности, чтобы поддерживать режим постоянных значений тока и напряжения, при этом устанавливают те значения тока и напряжения, которые рекомендованы производителем. Если нет рекомендованных значений, устанавливают значение напряжения до 700 В и значение тока: от 5 до 10 мА - для анода размером 2 или 2,5 мм; от 15 до 30 мА - для анода размером 4 мм; от 40 до 100 мА - для анода размером 7 или 8 мм. Когда неизвестны значения оптимальных значений тока, рекомендуется начинать со значения, близкого к середине рекомендуемого диапазона.
Устанавливают высокое напряжение на детекторах, как указано в 6.2.4.
Настраивают параметры разряда в соответствии с 6.2.5, регулируя сначала ток и при необходимости напряжение.
Проводят оптимизацию формы кратера в соответствии с 6.2.6 путем регулирования напряжения. Выбранные условия для управляющих параметров затем используют как при градуировке, так и при проведении анализа.
6.2.2.3 Режим постоянных значений тока и давления
В качестве двух управляющих параметров применяют ток и давление рабочего газа в лампе. Устанавливают уровень мощности для источника тлеющего разряда, чтобы поддерживать режим постоянного значения тока, при этом устанавливают те значения тока, которые рекомендованы производителем. Если рекомендованные значения не подходят, устанавливают значения тока: от 5 до 10 мА - для анода диаметром 2 или 2,5 мм; от 15 до 30 мА - для анода диаметром 4 мм или от 40 до 100 мА - для анода диаметром 7 или 8 мм. Когда неизвестны оптимальные значения тока, рекомендуется начинать со значения, близкого к середине рекомендуемого диапазона. Распыляют типичное покрытие на пробном образце и регулируют давление, изменяя напряжение, пока не достигнут значения, равного приблизительно 600 В для данного покрытия.
Устанавливают высокое напряжение на детекторах, как описано в 6.2.4.
Настраивают управляющие параметры разряда в соответствии с 6.2.5, сначала регулируя ток и при необходимости давление.
Проводят оптимизацию формы кратера, как описано в 6.2.6, путем регулирования давления. Перед распылением покрытия на образце нового типа делают пробный запуск в целях проверки того, что напряжение не изменяется более чем на 5% по сравнению с ранее выбранным значением. Если это происходит, регулируют давление до достижения правильного значения. Выбранные условия для управляющих параметров затем используют как при градуировке, так и при проведении анализа.
Интенсивность излучения меняется в зависимости от значения тока, напряжения и, возможно, давления [4]. Поэтому очень важно, чтобы эти параметры поддерживались как можно более точно на одном и том же уровне как в процессе анализа образцов с покрытием, так и при градуировке. Так как практически невозможно поддерживать все три параметра постоянными для всех образцов, в первую очередь необходимо поддерживать постоянными значения тока и напряжения, оставляя давление переменным параметром. Существует метод для коррекции напряжения и тока, применяя вариации с использованием эмпирической производной функции [4], этот тип коррекции часто реализуется в программном обеспечении спектрометра, основанном на методе нормализации интенсивности в соответствии с уравнением (А.2) приложения А. Однако такие корректировки напряжения и тока не включены в этот стандартный метод. При наличии в спектрометре программного обеспечения пользователь должен убедиться, что корректировки напряжение - ток отключены в целях правильной реализации метода на этом приборе.
6.2.3 Настройка параметров разряда радиочастотного источника
6.2.3.1 Общие требования
В настоящее время большинство радиочастотных (РЧ) источников работает с постоянной подводимой мощностью и постоянным давлением. Другие режимы работы также существуют, например постоянное напряжение и давление и постоянная эффективная мощность и напряжение. Эти режимы, вероятно, станут более распространенными в будущем. Все РЧ режимы работы допускаются в настоящем стандарте, если они обеспечивают условия, перечисленные в 6.2.1. Ниже представлены отдельные рекомендации, рассматривающие как в процессе работы управляющие параметры используются для различных режимов, действующих на регулярной основе.
6.2.3.2 Режим постоянных значений мощности и давления
В качестве управляющих параметров используют мощность и давление рабочего газа в лампе. Начинают с установления значений мощности и давления, которые предложены производителем. Если рекомендованные значения не подходят, применяют набор значений мощности и давления, близкий к середине диапазона, обычно используемого для профилирования глубины кратера металлических образцов. Измеряют скорость углубления (т.е. значение глубины в единицу времени) на образце чугуна или стали. Регулируют мощность, устанавливая скорость углубления (пенетрации) приблизительно от 2 до 3 мкм/мин.
Устанавливают высокое напряжение на детекторах, как указано в 6.2.4.
Настраивают параметры разряда, как описано в 6.2.5, регулируя сначала применяемую мощность и при необходимости давление.
Оптимизируют форму кратера, как описано в 6.2.6, путем регулирования давления.
Проводят повторное измерение скорости углубления для образца чугуна или стали и настраивают мощность. При необходимости возвращают скорость к значениям, лежащим в диапазоне от 2 до 3 мкм/мин. Повторяют циклы регулирования мощности и давления, пока не исчезнут значительные изменения скорости углубления или формы кратера. Обращают внимание на значения установленных мощности и давления в тех единицах, в которых откалиброван прибор. Эти же условия затем используют при градуировке и проведении анализа.
6.2.3.3 Режим постоянного значения мощности и изменяющегося значения напряжения постоянного тока
В качестве двух управляющих параметров используют мощность и изменяющееся напряжение постоянного тока. Сначала применяют ряд значений мощности и настраивают давление рабочего газа в лампе так, чтобы достичь стандартных смещений, как это предлагает производитель. Если рекомендованные значения не подходят, то выбирают значение мощности и смещающее напряжение постоянного тока, близкое к середине диапазонов, обычно используемых для достижения необходимой глубины профилирования металлических образцов. На приборах, оснащенных устройством управления давлением, это может быть достигнуто автоматически. Измеряют скорость углубления (т.е. значения глубины в единицу времени) для образцов чугуна или стали. Управление мощностью позволяет менять скорость углубления приблизительно от 2 до 3 мкм/мин.
Устанавливают высокое напряжение детекторов, как предусмотрено в 6.2.4.
Настраивают параметры разряда, как описано в 6.2.5, регулируя сначала мощность и при необходимости смещение напряжения постоянного тока.
Оптимизируют форму кратера, как описано в 6.2.6, путем изменения смещающего напряжения постоянного тока.
Повторно измеряют скорость углубления (пенетрации) для образца чугуна или стали. Настраивают прикладываемую мощность, при необходимости возвращаясь к скорости от 2 до 3 мкм/мин. Повторяют циклы регулирования мощности и смещающего напряжения постоянного тока до тех пор, пока не будет никаких значительных изменений скорости углубления или формы кратера. При необходимости регулируют смещенное напряжение постоянного тока до установления правильного значения. Обращают внимание на единицы мощности и смещенного напряжения постоянного тока, использованные в конкретном приборе. Эти условия затем используют при градуировке и проведении анализа.
6.2.3.4 Режим постоянных значений эффективной мощности и радиочастотного (РЧ) напряжения
В качестве двух управляющих параметров применяют эффективную мощность и РЧ напряжение. Постоянная эффективная мощность определяется в настоящем стандарте как приложенная мощность за вычетом (минусом) отраженной мощности и "темновой мощности", измеренной с помещенным образцом, но без плазмы (в условиях вакуумирования). РЧ напряжение определяется здесь как RMS-напряжение, т.е. среднеквадратичное (эффективное) напряжение на электродах.
Включают питание для источника тлеющего разряда с постоянной эффективной мощностью и постоянным РЧ рабочим напряжением, используя набор типичных значений, рекомендованных производителем. Если предпочтительнее другие значения напряжения, можно, например, устанавливать набор значений РЧ напряжения до 700 В и значения мощности в диапазоне от 10 до 15 Вт для анода размером 4 мм. Если нет никаких предварительных знаний о значениях оптимальной мощности, рекомендуется начинать со значений, находящихся приблизительно в середине рекомендуемого диапазона.
Устанавливают высокое напряжение на детекторах в соответствии с 6.2.4.
Настраивают параметры разряда, как описано в 6.2.5, регулируя сначала мощность и при необходимости РЧ напряжение.
Оптимизируют форму кратера в соответствии с 6.2.6 путем изменения РЧ напряжения.
Повторно измеряют скорость пенетрации образца чугуна или стали и регулируют мощность, если необходимо, возвращаясь к значениям от 2 до 3 мкм/мин. Повторяют циклы регулирования мощности и смещенного напряжения постоянного тока до тех пор, пока не будут отмечаться значительные изменения скорости пенетрации или формы кратера. Если этого не происходит, регулируют смещенное напряжение постоянного тока до достижения корректного значения. Обращают внимание на то, чтобы использовалось смещенное напряжение постоянного тока в единицах, предусмотренных в приборе. Эти же условия затем используют при градуировке и анализе.
6.2.4 Настройка высокого напряжения детекторов
Выбирают образцы с покрытиями всех типов, которые предполагают анализировать. Используя эти образцы, включают источник и наблюдают выходные сигналы от детекторов для атомов аналита. Регулируют высокое напряжение детекторов таким образом, чтобы обеспечить достаточную чувствительность для самых низких массовых долей аналита, но без насыщения детектора системы при самых высоких массовых долях аналита.
6.2.5 Настройка параметров разряда
Для каждого типа анализируемых образцов выполняют полное измерение глубины покрытия, распыляя материал образца в тлеющий разряд достаточно долгое время, чтобы, полностью удалив покрытие, продолжать процесс до проникновения в основу материала. Наблюдая интенсивность эмиссии как функцию времени распыления (что количественно согласуется с глубиной покрытия), подтверждают, что выбранная настройка источника дает стабильный сигнал эмиссии по всей глубине профиля (покрытия) и до основы. Нестабильные сигналы эмиссии могут указывать на термическую неустойчивость поверхности образца; охлаждение образца влияет на процесс. Если не удается найти условия стабильности сигналов эмиссии, постепенно снижают значение одного из управляющих параметров и проводят испытания вновь. Если стабильность остается неудовлетворительной, постепенно снижают значение другого управляющего параметра и продолжают измерения. Процедуру повторяют до тех пор, пока не будут найдены условия получения стабильных сигналов эмиссии.
6.2.6 Оптимизация формы кратера
Распыляют один из образцов латуни (6.3.2) или неизвестный образец с типичным покрытием на основе цинка и/или алюминия до глубины приблизительно от 10 до 20 мкм (при использовании образца с покрытием глубина кратера не должна выходить за пределы слоя покрытия). Измеряют конфигурацию формы кратера профилометром. Повторяют эту процедуру на образце латуни или образце с покрытием несколько раз, используя слегка отличающиеся значения управляющих параметров. Выбирают условия, при которых получают оптимальный вариант кратера с плоским дном.
6.2.7 Предварительная проверка рабочих параметров
Следует убедиться, что выбранные рабочие параметры адекватно отвечают необходимым требованиям, приведенным в 4.2. Если эти требования к эксплуатационным характеристикам не удовлетворительны, следует дополнительно настроить рабочие параметры до необходимого уровня.
6.3 Градуировка
6.3.1 Общие требования
Градуировка системы состоит в определении для каждого аналита и аналитического сигнала на выбранной спектральной линии градуировочной зависимости, вид которой представлен в А.2 или А.3 приложения А. При проведении градуировки необходимо знать как химический состав, так и скорости распыления (скорости потери масс) градуировочных образцов.
6.3.2 Градуировочные образцы
6.3.2.1 Общие требования
По возможности применяют спектральные градуировочные образцы, изготовленные в статусе сертифицированного стандартного образца состава. Образцы для градуировки не должны быть полностью подобны материалам покрытий по химическому составу, но необходимо, чтобы скорости распыления были надежно определены и воспроизводимы. Следует иметь в виду, что чистые или почти чистые образцы цинка не рекомендуются из-за трудностей в получении воспроизводимых и стабильных результатов скоростей распыления цинка. Более того, высокочистые металлы не нужны для корректной градуировки в области высоких содержаний аналита, но они подходят для оценки спектрального фона. При выборе градуировочных образцов наиболее важными являются следующие условия:
a) необходимо иметь не менее чем пять градуировочных образцов для каждого аналита в диапазоне значений от нуля до наиболее высоких массовых долей аналита;
b) образцы должны быть однородными.
Основываясь на этих общих требованиях, можно использовать следующие градуировочные образцы, что не исключает возможности применения образцов сплавов других типов, содержащих аналиты.
6.3.2.2 Градуировочные образцы из латуни
Выбирают не менее двух образцов латуни с массовой долей: цинка - от 25% до 50%, алюминия - от 1% до 4% и свинца - от 1% до 4%.
6.3.2.3 Градуировочные образцы из цинк-алюминиевых сплавов
Выбирают не менее двух образцов из цинк-алюминиевого сплава с массовой долей цинка от 40% до 90%.
6.3.2.4 Градуировочные образцы из железа или низколегированной стали
Выбирают не менее двух образцов из железа или низколегированной стали с массовой долей железа более 98%. Массовая доля железа может быть определена вычитанием из 100% суммы массовых долей всех других известных элементов.
6.3.2.5 Градуировочные образцы из высоколегированной стали
Выбирают не менее двух образцов из высоколегированной стали с массовой долей никеля от 10% до 40%.
6.3.2.6 Градуировочные образцы из никелевых сплавов
Выбирают не менее одного образца сплава на основе никеля с массовой долей никеля выше 70% (если массовая доля никеля выше 20% (см. раздел 1), требуется более высокая скорость распыления цинк-никелевых сплавов, и точки на градуировочной кривой определяются как произведение скорости распыления и массовой доли).
6.3.2.7 Градуировочные образцы из кремний-алюминиевых сплавов
Выбирают не менее одного образца из кремний-алюминиевого сплава с массовой долей кремния от 5% до 10%.
6.3.2.8 Градуировочный образец из высокочистой меди
Выбирают образец из высокочистой меди с массовой долей аналита менее 0,001%. Этот образец можно использовать как нулевую точку для всех аналитов, за исключением меди.
6.3.3 Сертифицированные стандартные образцы и референтные материалы (образцы сравнения), применяемые для градуировки
6.3.3.1 Общие требования
В случае проверки правильности аналитических результатов следует располагать сертифицированными стандартными образцами (6.4). В качестве дополнительных градуировочных образцов могут быть использованы следующие типы образцов сравнения, хотя возможно применение и других типов образцов.
6.3.3.2 Образцы сравнения электролитических цинк-никелевых покрытий
Готовят образцы сравнения с электролитическим покрытием с массовой долей никеля менее 20%. Определяют массу покрытия на единицу площади и химический состав покрытия этих образцов аттестованными стандартными методами, такими как в ИСО 17925.
6.3.3.3 Образцы сравнения с цинковым электролитическим покрытием
Готовят образцы сравнения с электролитическим покрытием с массовой долей цинка выше 30% и массовой долей железа выше 5%. Определяют массу покрытия на единицу площади поверхности и химический состав покрытия этих образцов аттестованными стандартными методами, такими как в ИСО 17925.
6.3.3.4 Образцы сравнения с цинк-алюминиевым покрытием
Готовят образцы сравнения с покрытием с массовой долей цинка более 10% и массовой долей алюминия более 5%. Определяют химический состав покрытия этих образцов аттестованными стандартными методами, такими как в ИСО 17925.
Примечания
1 Референтные материалы (образцы сравнения) - это материалы или вещества, в которых значение одного или большего числа свойств (характеристик) достаточно однородно, стабильно и корректно установлено, чтобы использовать его в качестве градуировочного для градуировки аппаратуры, для оценки метода измерения или для определения аналита в материалах.
2 Государственные стандартные образцы - это стандартные образцы, имеющие аттестаты на одно или более свойств, аттестованные по методике, в которой утверждены их прослеживаемость (единство измерений), в точно установленных единицах измерения, в которых значения характеристики выражено, аттестовано с оценкой неопределенности для принятого доверительного уровня. Стандартные образцы (SRM) соответствуют сертифицированным стандартным образцам (CRM), выпускаемым Национальным институтом стандартов и технологии, Gaithersburg, MD, USA.
6.3.4 Определение скорости распыления градуировочных образцов
Термин "скорость распыления" здесь следует понимать как эквивалент скорости потери массы при распылении в плазму тлеющего разряда. Термин "относительная скорость распыления" следует понимать как скорость распыления образца, деленного на скорость распыления образца сравнения, распыляемого при тех же самых условиях. Если площади, с которых произошло распыление, для анализируемого образца и образца сравнении одинаковы, тогда относительная скорость распыления эквивалентна относительной скорости распыления на единицу площади поверхности. Методика определения скорости распыления следующая (скорость распыления может быть также оценена производителем):
a) если лаборатория располагает соответствующим оборудованием, измеряют плотность каждого градуировочного образца. Приемлемый для этой цели способ для определения плотности однородных образцов - это деление массы образцов на объем, когда объем образца измеряют погружением его в воду, используя принцип закона Архимеда. Альтернативно объем образца может быть оценен путем измерения его размеров, или плотность может быть рассчитана из химического состава, как описано в приложении А [уравнение (А.29)]. Точность измеренной или рассчитанной плотности должна быть не менее 5%;
b) подготовку поверхности образца проводят в соответствии с рекомендациями производителя прибора или по другой подходящей методике;
c) управляющие параметры тлеющего разряда настраивают по 6.2;
d) распыляют образец в течение времени, установленного по результатам образования кратера травления глубиной от 20 до 40 мкм, регистрируя общее время распыления;
e) повторяют процедуру по перечислению d) несколько раз, если площадь поверхности образца достаточно большая, регистрируя общее время распыления для каждого кратера;
f) измеряют среднюю глубину каждого кратера оптическим или механическим профилометром, измеряя не менее чем четыре профиля, в разных направлениях, пересекающих центр кратера;
g) для абсолютных скоростей распыления:
1) измеряют площадь не менее одного кратера;
2) рассчитывают распыленный объем каждого кратера умножением площади распыления на среднюю глубину распыления;
3) рассчитывают распыленную массу умножением распыленного объема на плотность образца;
4) рассчитывают скорость распыления для каждого кратера травления как потерю массы, деленную на общее время распыления;
5) рассчитывают среднюю скорость распыления и стандартное отклонение из измерений каждого кратера;
h) для относительных скоростей распыления:
1) рассчитывают распыленную массу на единицу площади поверхности для каждого кратера умножением распыленной глубины (кратера) на плотность образца;
2) рассчитывают скорость распыления на единицу площади поверхности для каждого кратера как распыленную массу на единице площади, деленную на общее время распыления;
3) выбирают образец сравнения (рекомендуется железо или низколегированная сталь) и измеряют среднюю скорость распыления на единицу площади для этих образцов, как описано выше для градуировочных образцов;
4) рассчитывают относительную скорость распыления для каждого кратера травления как скорость распыления на единицу площади, деленную на среднюю скорость распыления единицы площади стандартного образца;
5) рассчитывают среднюю относительную скорость распыления и стандартное отклонение измерений каждого кратера.
Профилометр, используемый для градуировки глубины (кратера), должен иметь точность не менее 5%.
Примечание - Распыленную массу можно также определить взвешиванием образцов до и после распыления. Однако это требует использования весов высокой точности и неопределенность в таких измерениях уступает неопределенности измерений глубины кратера.
6.3.5 Измерение интенсивности излучения градуировочных образцов
Измерение интенсивности излучения градуировочных образцов проводят следующим образом:
а) подготовку поверхности градуировочных образцов проводят в соответствии с инструкциями изготовителя приборов. Если такие инструкции отсутствуют, можно использовать абразивную бумагу зернистостью 220, как правило, этого достаточно для любого монолитного образца. Однако можно применить и влажную шлифовку, после чего влажные образцы следует высушить, тщательно промыв их спиртом, а затем удалив растворитель потоком инертного газа, таким как аргон или азот. Следует соблюдать осторожность и не прикасаться к поверхности образца трубкой подачи газа;
b) настраивают параметры источника, выбранные в 6.2. Выбирают время стабилизации разряда от 50 до 200 с и время интегрирования сигналов от 5 до 30 с;
c) измеряют интенсивности излучения аналитов. Единицы измерения, в которых выражается интенсивность, не имеют значения. Часто используемые единицы это число отсчетов в секунду (CPS) или вольт (В). Измеряют каждый образец не менее двух раз и вычисляют среднее значение.
6.3.6 Расчет градуировочных характеристик
Выполнение градуировочных расчетов проводят в соответствии с методами, установленными в А.2 или А.3 приложения А.
Примечание - В зависимости от типа источника, способа действия и выбранных градуировочных образцов градуировочные зависимости для некоторых элементов могут быть различными для образцов, имеющих различную матрицу. Различают типичные случаи между двумя группами матриц: одна группа включает низколегированные стали, высоколегированные стали и латуни; вторая группа - алюминий и цинк-алюминиевые сплавы. Такое различие заметно проявляется на градуировочных графиках, при расчете которых включали образцы из матриц обеих групп. Это явление объясняется различием в выходе эмиссии атомов аналита из различных матриц и хорошо известно для метода, использующего плазму тлеющего разряда. Однако может быть использовано специальное оборудование, которое способно свести к минимуму этот эффект. Другой способ решения - выбрать из каждой градуировочной кривой для градуировочных образцов тот образец, который наиболее похож на анализируемые образцы, что обычно не составляет дополнительных трудностей и не требует специального оборудования. Например для цинка, когда анализируют цинк-алюминиевые покрытия стали, образцы латуни должны быть исключены из градуировочного графика.
6.4 Валидация (подтверждение правильности) градуировочных зависимостей (характеристик)
6.4.1 Общие требования
С целью подтверждения того, что градуировочные зависимости установлены корректно, проводят их проверку. Этот процесс называется валидацией градуировочных зависимостей (см. примечание). Он не является необходимым для проверки градуировки каждый раз, когда анализируют новый образец. Соответствующая операция подтверждения должна быть использована при продолжительной работе, чтобы проверить наличие дрейфа прибора в течение времени измерения, как описано в 6.5.
Далее приведены две процедуры проверки. Первую процедуру (6.4.2) выполняют при использовании монолитных образцов сравнения, а вторую (6.4.3) - с использованием образцов сравнения с покрытиями. Поскольку процесс изготовления образцов с покрытиями является сложным, проведение процедуры по 6.4.3 не обязательно.
Примечание - Валидация является подтверждением посредством представления объективного доказательства, что отдельные требования для специфического использования или применения выполнены (стандарт [12], пункт 3.8.5). Проверка метода установлена в стандарте [13] (пункт 5.4.5) и проверка градуировки аналогична ей (см. примечание к 6.5).
6.4.2 Проверка аналитической точности с помощью монолитных образцов сравнения
a) Выбирают подходящее количество монолитных образцов сравнения, чтобы использовать их для проверки градуировки в соответствии с 6.3.2.
b) Измеряют интенсивности излучения аналита в образцах, отобранных для этой проверки, при тех же условиях возбуждения тлеющего разряда, времени стабилизации разряда и интегрирования сигнала, как и при проведении градуировки. Не менее трех независимых измерений должно быть выполнено на каждом образце на вновь подготовленной поверхности для каждого измерения.
c) По градуировочным уравнениям вычисляют среднюю массовую долю аналитов для каждого образца.
d) Среднее значение массовых долей аналитов, измеренных таким образом, должно согласовываться с известными значениями в пределах соответствующих статистических норм точности. Если расхождения превышают допустимые, необходимо выявить причину и повторить процедуру градуировки.
6.4.3 Проверка точности измерений с помощью образцов сравнения с покрытиями
a) Следуют инструкциям производителя прибора при проведении анализа глубины профиля.
b) Используют те же рабочие параметры тлеющего разряда, которые были использованы для установления градуировочных зависимостей.
c) Распыляют покрытие образца сравнения в течение времени, обеспечивающего полное удаление покрытия, и распыление продолжают до распыления основы.
d) Следуют инструкциям производителя прибора для расчета соотношения между интенсивностью и временем (качественно) и массовых процентов к толщине в микрометрах (количественно). Современное программное обеспечение приборов позволяет автоматически рассчитывать эти отношения в конце каждого анализа.
e) Рассчитывают массу покрытия в граммах на квадратный метр. Масса покрытия на единицу площади может быть рассчитана с использованием теоретических или рассчитанных плотностей. Разница между установленным значением массы покрытия в образце сравнения и найденным расчетным значением не должна превышать ±10%.
f) Рассчитывают толщину покрытия. Разница между установленным значением толщины покрытия в референтном материале и расчетным значением должна составлять ±5% или менее. Разница между значениями, полученными с помощью химического анализа покрытий производственных образцов, и расчетным значением должна быть в пределах ±10%.
g) Наличие профилометра позволяет сделать проверку расчетной толщины. Если установленное в образце сравнения значение толщины покрытия, вычисленное значение и значение, полученное с использованием профилометра, согласуются в пределах допусков, приведенных в процедуре по перечислению f), то градуировочные зависимости являются приемлемыми.
h) Рассчитывают средние значения содержания аналита (% по массе) в покрытии и в основе. Градуировочные зависимости являются приемлемыми, если относительная точность для массовых долей основных элементов при содержании их 1% составляет не более ±5% .
i) Если проверка выявила несоответствия, повторяют процедуру градуировки.
Когда градуировочные зависимости установлены должным образом, точность определения массовых долей элементов и толщины покрытия будет обеспечена.
6.5 Верификация (проверка) стабильности градуировочных характеристик и коррекция дрейфа
Аналитический сигнал в современных приборах может быть подвержен смещению (дрейфу) после некоторого времени измерений. Даже если прибор был только что подвергнут градуировке и проверен, необходимо подтверждение, что градуировочные зависимости находятся под контролем, прежде чем проводить измерения неизвестных образцов в течение каждого рабочего дня или смены. Если производитель прибора не предоставил методики для проверки градуировки, то может быть применена следующая методика:
a) выбирают ограниченное число однородных проб (или стандартных образцов), которые будут использоваться для проверки стабильности градуировочных зависимостей;
b) измеряют интенсивности аналитов для этих образцов при тех же условиях тлеющего разряда, того же времени стабилизации разряда и с тем же временем интегрирования сигналов, как и при проведении градуировки. Необходимо провести не менее двух независимых измерений каждого образца при использовании свежеподготовленных поверхностей;
c) вычисляют среднее значение массовой доли аналитов для каждого образца, используя градуировочные уравнения;
d) среднее значение массовых долей аналитов, измеренных таким образом, должно согласовываться с известными значениями в пределах соответствующих статистических норм точности. Если различие превышает допустимые значения, проводят коррекцию дрейфа в соответствии с инструкциями изготовителя прибора.
Рекомендуется после проведения коррекции дрейфа убедиться в точности градуировочных зависимостей.
Примечание - Верификация (проверка) представляет собой подтверждение посредством представления объективных свидетельств того, что установленные требования были выполнены (стандарт [12], пункт 3.8.4 и сравнение с примечанием к 6.4.1).
6.6 Анализ образцов
Анализ образцов проводят в соответствии с процедурой по 6.1 и 6.2, с использованием градуировочных зависимостей, полученных в соответствии с 6.3-6.5.
7 Обработка результатов
7.1 Количественные характеристики профиля распределения изучаемых параметров по толщине покрытия
Для оценки профиля распределения содержания аналита по толщине проводят количественный послойный анализ, типичный пример которого показан на рисунке 1.
|
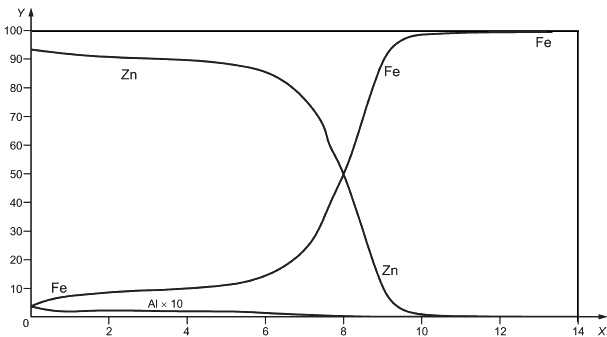
- глубина покрытия, мкм;
- масса аналита, %
Рисунок 1 - Распределение аналита по глубине гальванического (Zn-Fe) покрытия на стали
7.2 Определение общей массы покрытия на единицу площади
Общую массу покрытия на единицу площади (г/м) для каждого элемента рассчитывают с использованием соответствующих алгоритмов, приведенных в А.3 или А.4, и способом вычисления, приведенным в приложении С. Проводят интегрирование значений распыленной массы единицы площади
, найденных по А.20 или А.27, по всему интервалу времени, отвечающему толщине покрытия. Переход от времени к толщине и, наоборот, от толщины к времени проводят по алгоритму (см. А.5, приложение А).
Примечание - Интегрирование (г/м/с) проводят по глубине профиля относительно времени в секундах. Эта процедура может быть включена в математическое обеспечение прибора. В этом случае процедуру проводят в соответствии с С.3.2 приложения С.
Для основных элементов даны следующие рекомендации для определения общей (суммарной) глубины, включающей толщину покрытия и переходной зоны:
a) определяют толщину покрытия как глубину, на которой массовая доля основного элемента снижается до 50% максимального значения в покрытии. Максимальное значение - это самые высокие массовые доли от исходного определения до цинка Zn=84%;
b) толщина переходной зоны между основным металлом и покрытием анализируемого образца определяется как разность между глубиной, на которой массовые доли основных элементов покрытия снижаются до 84% максимального значения в покрытии, и глубиной, на которой снижение достигает 16% их максимального значения;
c) общую (суммарную) глубину определяют как сумму толщины покрытия и переходной зоны.
7.3 Определение средних значений массовых долей элементов
Среднее значение массовой доли каждого элемента вычисляют делением массы аналита покрытия на сумму масс всех элементов покрытия.
8 Прецизионность
Оценка прецизионности метода проведена по результатам испытаний, полученных в четырех лабораториях для семи элементов, при этом каждая лаборатория проводила два или более определений каждого элемента. Используемые образцы и средние значения результатов приведены в таблице D.1 приложения D. Полученные результаты обрабатывали статистически в соответствии со стандартом [10]. Два или более определений были выполнены в условиях повторяемости, определенных в стандарте [9], т.е. одним оператором на одной и той же аппаратуре в идентичных условиях проведения испытаний с использованием одной и той же градуировки в течение минимального периода времени. Предел повторяемости был рассчитан в соответствии со стандартом [11]. Полученные данные обобщены в таблицах 1 и 2. Графическое представление данных приведено в приложении D (рисунки D.1 и D.2).
Примечание - Данные прецизионности, представленные для результатов испытания покрытия на стали, нанесенного методом горячего погружения, на практике в основном зависят от неоднородности промышленных образцов, а не от метода измерения.
Таблица 1 - Стандартное отклонение повторяемости и предел повторяемости при определении массы покрытия на единицу поверхности
Тип покрытия | Стандартное отклонение повторяемости | Предел повторяемости |
Электролитическое покрытие | 0,75 | 2,1 |
Покрытие горячего погружения | 4,5 | 12,6 |
Таблица 2 - Стандартное отклонение повторяемости и предел повторяемости в процентах массовой доли при определении химического состава покрытия
Массовая доля элемента, % | Стандартное отклонение повторяемости | Предел повторяемости |
Менее 0,1 | 0,006 | 0,017 |
1 | 0,03 | 0,084 |
10 | 0,2 | 0,56 |
99 | 1 | 2,8 |
9 Протокол испытаний
Протокол испытаний должен содержать:
a) все сведения, необходимые для идентификации образца;
b) наименование организации (лаборатории), проводившей испытания;
c) метод испытания со ссылкой на настоящий стандарт;
d) результаты испытания и форма, в которой они выражены;
e) любые отклонения при проведении испытания;
f) сведения о любой операции, не указанные в настоящем стандарте, а также любые дополнительные операции, которые могут повлиять на результаты.
Приложение А
(обязательное)
Расчет градуировочных характеристик и уравнений количественной оценки глубины профилей
А.1 Обозначения
А.1.1 Обозначения, использованные в настоящем приложении
- атомная доля элемента
в сегменте
;
- площадь кратера в образце
;
- массовая доля элемента
в образце
;
- массовая доля элемента
в сегменте
образца
;
- время распыления для сегмента
;
- элемент
;
- интенсивность спектральной линии
элемента
;
- сегмент глубины профиля;
- общая масса, распыляемая с единицы поверхности для сегмента
;
- плотность чистого элемента
;
- плотность в сегменте
;
- атомный вес элемента
;
- толщина сегмента
.
А.1.2 Обозначения, используемые в А.2 и А.4, касающиеся относительных скоростей распыления
- значение интенсивности спектрального фона на длине волны
, % масс.;
- приведенное значение интенсивности спектрального фона на длине волны
, %;
- значение интенсивности спектрального фона на длине волны
;
![]() - относительная скорость распыления элемента
- относительная скорость распыления элемента в сегменте
;
- коэффициент, определяемый преобразованным (инверсным) значением выхода эмиссии элемента
для спектральной линии
и относительной скоростью распыления;
- распыленная масса единицы площади для элемента
сегмента
образца М;
- скорость распыления, выраженная как скорость потери массы на единицу площади в образце
;
- скорость распыления, выраженная как скорость потери массы на единицу площади в сегменте
;
![]() - отношение скоростей распыления образца
- отношение скоростей распыления образца и образца сравнения;
![]() - отношение скоростей распыления образца сравнения и образца
- отношение скоростей распыления образца сравнения и образца ;
- преобразованное (инверсное) значение выхода эмиссии элемента
на спектральной линии
;
- значение выхода эмиссии элемента
на спектральной линии
;
- коэффициент, выражающий степень нелинейности.
А.1.3 Обозначения, использованные в А.3 и А.5, относящиеся к абсолютным скоростям распыления
- значение интенсивности спектрального фона на длине волны
, выраженные в % масс., умноженное на скорость распыления;
- приведенное значение интенсивности спектрального фона на длине волны
, выраженное в % масс., умноженное на скорость распыления;
![]() - изначальная скорость распыления элемента
- изначальная скорость распыления элемента в сегменте
;
- коэффициент, определяемый преобразованным (инверсным) значением выхода эмиссии элемента
для спектральной линии
и скоростью распыления;
- распыленная масса элемента
в сегменте
образца
;
- скорость распыления или скорость потери массы образца
;
- скорость распыления или скорость потери массы в сегменте
;
- обратная величина значения эмиссии элемента
на спектральной линии
;
- значение выхода эмиссии элемента
на спектральной линии
;
- коэффициент, выражающий степень нелинейности.
А.2 Расчет градуировочных характеристик с использованием относительных скоростей распыления
Градуировочную зависимость определяют по одному из следующих уравнений:
![]() (А.1)
(А.1)
или
![]() , (А.2)
, (А.2)
где - массовая доля элемента
в образце
;
![]() - отношение скоростей распыления образца
- отношение скоростей распыления образца и образца сравнения;
- скорость распыления, выраженная как скорость потери массы на единицу площади в образце
;
- скорость распыления, выраженная как скорость потери массы на единицу площади в образце сравнения;
- преобразованное (инверсное) значение выхода эмиссии элемента
на спектральной линии
(примечание 1);
- интенсивность спектральной линии
элемента
;
- значение интенсивности спектрального фона на длине волны
, % масс. (можно трактовать как постоянную величину или как некоторую комплексную функцию, данную в единицах массовой доли, предложенную производителем);
- приведенное значение интенсивности спектрального фона на длине волны
, которое представлено в уравнении (А.2), в единицах массовой доли, часто понимают как "фон эквивалентной концентрации" и трактуют как константу или функцию, предложенную производителем (см. также примечание 2);
![]() равен
равен ![]() - поправочный коэффициент скорости распыления.
- поправочный коэффициент скорости распыления.
Примечание 1 - * - преобразованное значение выхода эмиссии элемента
на спектральной линии
, связанное с величиной эмиссии
уравнением
________________
* Формула соответствует оригиналу. - .
![]() , (A.3)
, (A.3)
где значение выхода эмиссии определяется как
![]() , (A.4)
, (A.4)
где - значение интенсивности спектрального фона на длине волны
.
Примечание 2 - Два обозначения спектрального фона соотносятся как
![]() . (А.5)
. (А.5)
Уравнения (А.1) и (А.2) можно преобразовать в нелинейные градуировочные зависимости с учетом поправок второго и более высокого порядка. Иллюстрацией таких нелинейных градуировочных зависимостей (А.1) и (А.2) являются соответственно:
![]() (A.6)
(A.6)
и
![]() , (A.7)
, (A.7)
где - это поправочный коэффициент, учитывающий степень нелинейности.
Настоящие градуировочные зависимости были получены регрессионным анализом градуировочных данных с использованием метода наименьших квадратов.
Параметр , представляющий собой скорость распыления с единицы площади, часто используют для таких материалов, как низколегированная сталь. Замечено, что для некоторых градуировочных образцов на основе стали относительные скорости распыления и поправочные коэффициенты для скорости распыления приближаются к единице и не чувствительны к условиям в разряде плазмы.
Примечание 3 - Значения спектрального фона в уравнениях (А.1) и (А.2) не являются постоянными, а в той или иной степени зависят от матрицы, как было приведено в 4.2.3.1 настоящего стандарта. В практической работе всегда предпочтительнее выбирать наименьшее значение измеренной интенсивности, как фиксированный спектральный фон для каждой спектральной линии.
Примечание 4 - Все имеющиеся в распоряжении коммерческие приборы, произведенные в последнее время, позволяют проводить коррекцию фона и учитывать межэлементные влияния.
А.3 Расчет градуировочных зависимостей с использованием абсолютных скоростей распыления
Градуировочную зависимость определяют одним из следующих уравнений:
![]() (А.8)
(А.8)
или
![]() , (A.9)
, (A.9)
где - массовая доля элемента
в образце
;
- скорость распыления, выраженная как скорость потери массы в образце
;
- преобразованное (инверсное) значение выхода эмиссии элемента
для спектральной линии
(примечание 1);
- интенсивность спектральной линии
элемента
;
- значение интенсивности спектрального фона на длине волны
, % масс., умноженное на скорость распыления (можно трактовать как постоянную величину или некоторую комплексную функцию, данную в единицах массовой доли, умноженную на скорость распыления, предложенную производителем прибора);
- приведенное значение спектрального фона на длине волны
, % масс., умноженное на скорость распыления, которое дано в уравнении (А.9).
Примечание 1 - Обратная величина значения эмиссии ![]() элемента
элемента для спектральной линии
относится к значению выхода эмиссии
как
![]() , (А.10)
, (А.10)
где величина эмиссии определяется как
![]() , (A.11)
, (A.11)
где - значение интенсивности спектрального фона.
Примечание 2 - Значения спектрального фона и
связаны между собой следующей зависимостью
![]() . (A.12)
. (A.12)
Равенства (А.8) и (А.9) можно преобразовать в нелинейные градуировочные зависимости с учетом поправок второго и более высокого порядка. Иллюстрацией таких нелинейных градуировочных зависимостей второго порядка уравнений (А.8) и (А.9) являются соответственно следующие уравнения:
![]() (А.13)
(А.13)
и
![]() , (A.14)
, (A.14)
где - поправочный коэффициент, учитывающий степень нелинейности.
Настоящие градуировочные зависимости были получены регрессионным анализом градуировочных данных с использованием метода наименьших квадратов.
Примечание 3 - Значения спектрального фона в уравнениях (А.8) и (А.9) не являются постоянными, а в той или иной степени зависимы от матрицы (основы), как было указано в 4.2.3.1 настоящего стандарта. В практической работе всегда предпочтительнее выбирать наименьшее значение измеренной интенсивности, как фиксированный спектральный фон для каждой спектральной линии.
Примечание 4 - Все имеющиеся в распоряжении коммерческие приборы, произведенные в последнее время, позволяют проводить коррекцию фона и учитывать межэлементные влияния.
А.4 Расчет массовых долей и распыленных масс с использованием относительных скоростей распыления
А.4.1 Общие требования
Расчет массовых долей элементов и распыляемых масс выполняют в соответствии с различными наборами алгоритмов, как описано ниже, в зависимости от использованной градуировочной зависимости. Однако конечные результаты равноценны.
А.4.2 Расчет, основанный на изначальной относительной скорости распыления
Если была использована градуировочная зависимость, основанная на уравнении (А.1), выполняют следующие действия. Для каждого сегмента глубины профиля рассчитывают из градуировочной зависимости количество
![]() для каждого элемента
для каждого элемента . Это количество называют относительной изначальной скоростью распыления.
При условии, что сумма установленных содержаний всех элементов составляет более 98%, рассчитывают относительную скорость распыления ![]() сегмента
сегмента для глубины профиля образца
, используя уравнение
![]() . (А.15)
. (А.15)
Массовую долю элемента в сегменте
, %, определяют из уравнения
![]() , (A.16)
, (A.16)
где дано в процентах.
Общую массу ![]() , распыленную с единицы поверхности сегмента
, распыленную с единицы поверхности сегмента за промежуток времени
, определяют по уравнению
![]() . (А.17)
. (А.17)
А.4.3 Расчет, основанный на массовых долях элементов
Если для градуировки была использована градуировочная зависимость, основанная на уравнении (А.2), выполняют следующие действия.
При условии, что сумма установленных содержаний всех элементов составляет более 98%, рассчитывают массовую долю элемента
в сегменте
образца
, %, по уравнению
 , (A.18)
, (A.18)
где равно
![]() .
.
Примечание - Уравнение (А.18) нормирует сумму всех массовых долей к 100%.
Если используют нелинейную градуировочную зависимость, то заменяют все линейные зависимости, приведенные в уравнении (А.18), соответствующими нелинейными зависимостями.
Для каждой глубины профиля сегмента вычисляют скорость распыления, выраженную как скорость потери массы на единицу площади в сегменте
, используя уравнение
![]() . (A.19)
. (A.19)
Для каждого сегмента и соответствующего этому сегменту времени распыления
по глубине профиля рассчитывают массу
, распыленную с единицы площади для элемента
, используя уравнение
![]() . (A.20)
. (A.20)
Общую массу ![]() , распыленную с единицы поверхности сегмента
, распыленную с единицы поверхности сегмента , определяют по уравнению
![]() . (А.21)
. (А.21)
А.5 Расчет массовых долей и распыленной массы с использованием абсолютных скоростей распыления
А.5.1 Общие требования
Расчет изначальных массовых долей и распыляемых масс выполняют в соответствии с различными наборами алгоритмов, как описано ниже, в зависимости от использованной градуировочной зависимости. Однако конечные результаты равноценны.
А.5.2 Расчет, основанный на исходной скорости распыления
Если была использована градуировочная зависимость, основанная на уравнении (А.8), выполняют следующие действия.
Для каждого сегмента по глубине профиля рассчитывают из градуировочных зависимостей для элемента
![]() относительную скорость распыления элемента
относительную скорость распыления элемента в сегменте
.
При условии, что сумма установленных содержаний всех элементов составляет более 98%, рассчитывают скорость распыления сегмента
по глубине профиля образца
, используя уравнение
![]() . (А.22)
. (А.22)
Массовую долю элемента в сегменте
образца
, %, определяют по уравнению
![]() . (А.23)
. (А.23)
Общую массу ![]() , распыленную с единицы поверхности в сегменте
, распыленную с единицы поверхности в сегменте за промежуток времени
, определяют из уравнения
![]() , (A.24)
, (A.24)
где - площадь кратера образца
.
А.5.3 Расчет, основанный на массовых долях элементов
Если для градуировки была использована градуировочная зависимость по уравнению (А.9), выполняют следующие действия. При условии, что сумма установленных содержаний всех элементов составляет более 98%, рассчитывают массовую долю элемента в сегменте
образца
, % масс., по уравнению
 , (А.25)
, (А.25)
где эквивалентно
![]() .
.
Примечание - Уравнение (А.25) нормирует сумму всех массовых долей элементов к 100%.
Если используют нелинейную градуировочную зависимость, то заменяют все линейные зависимости, приведенные в уравнении (А.25), соответствующими нелинейными зависимостями.
Для каждой глубины профиля сегмента вычисляют скорость распыления
по уравнению
![]() . (A.26)
. (A.26)
Для каждого сегмента и соответствующего этому сегменту времени распыления
по глубине профиля рассчитывают массу
элемента
по уравнению
![]() . (A.27)
. (A.27)
Общую массу ![]() , распыленную с единицы поверхности сегмента
, распыленную с единицы поверхности сегмента , определяют по уравнению
![]() . (A.28)
. (A.28)
А.6 Расчет глубины распыления
А.6.1 Общие требования
Аналитический метод, приведенный в настоящем стандарте, позволяет определить как общую распыляемую массу покрытия, так и массовые доли каждого элемента. Для определения глубины распыления необходимо знать плотность распыляемого материала. Для материалов, рассматриваемых в настоящем стандарте, эту оценку можно провести, зная элементный состав покрытия и плотности чистых элементов.
Ниже приведены два метода расчета глубины распыления, которые могут быть использованы в этом методе.
А.6.2 Расчет, основанный на постоянстве атомного объема
Для каждого сегмента глубины профиля рассчитывают плотность, по уравнению
![]() , (А.29)
, (А.29)
где - плотность чистого элемента
.
Для каждого сегмента глубины профиля рассчитывают толщину этого сегмента
по уравнению
 . (А.30)
. (А.30)
Общая глубина определяется суммой по всем сегментам.
Хотя нет острой необходимости, можно рассчитать скорость распыления с единицы поверхности в сегменте делением ![]() на
на .
А.6.3 Расчет с использованием средней плотности
Для каждого сегмента глубины профиля рассчитывают атомную долю
для каждого элемента
по уравнению
 , (A.31)
, (A.31)
где - атомный вес элемента
.
Для каждого сегмента глубины профиля рассчитывают плотность
, по уравнению
![]() . (А.32)
. (А.32)
Для каждого сегмента глубины профиля рассчитывают толщину
по уравнению (А.30). Общую глубину рассчитывают суммированием
по
.
Приложение В
(справочное)
Предлагаемые спектральные линии для определения элементов
Элемент | Длина волны, нм | Диапазон определений, % | Примечание |
Zn | 330,26 | От 0,001 до 100 | - |
Zn | 334,50 | От 0,001 до 100 | - |
Zn | 481,053 | От 0,001 до 100 | - |
Al | 172,50 | От 0,1 до 100 | - |
Al | 396,15 | От 0,001 до 100 | Самопоглощение |
Ni | 231,603 | От 0,01 до 100 | - |
Ni | 341,78 | От 0,001 до 100 | Слабое самопоглощение |
Ni | 349,30 | От 0,005 до 100 | Слабое самопоглощение |
Pb | 202,20 | От 0,001 до 10 | - |
Pb | 405,87 | От 0,005 до 100 | - |
Sb | 206,83 | От 0,005 до 2 | - |
Si | 212,41 | Не определено | - |
Si | 251,61 | Не определено | - |
Si | 288,16 | От 0,001 до 20 | - |
Fe | 249,318 | От 0,01 до 100 | - |
Fe | 259,94 | От 0,01 до 100 | - |
Fe | 271,44 | От 0,1 до 100 | - |
Fe | 371,94 | От 0,005 до 100 | Слабое самопоглощение |
Fe | 379,50 | От 0,01 до 100 | - |
Cu | 296,12 | От 0,01 до 100 | - |
Cu | 327,40 | От 0,001 до 5 | Сильное самопоглощение |
| |||
Приложение С
(справочное)
Определение массы покрытия на единицу площади
С.1 Общие требования
Массу покрытия на единицу площади рассчитывают из количественной глубины профиля, выраженной по оси ординат в г/м/с, а по оси абсцисс - в секундах. Все коммерческие системы спектрометра GD-OES имеют программное обеспечение для расчета массы покрытия на единицу площади для каждого отдельного элемента. Это может быть достигнуто путем суммирования масс каждой глубины сегмента, полученных с помощью уравнений (А.16), (А.27) или (А.28), в зависимости от метода расчета. На приборах, где это возможно, массу покрытия на единицу площади можно также рассчитать из количественной глубины профиля, выраженной по оси ординат в г/м
/с, а по оси абсцисс - в секундах. Ключевым вопросом в этих расчетах является определение области, которую представляет именно покрытие. Это особенно необходимо, когда определяемый элемент присутствует в значительных количествах и в покрытии, и в основном металле. Для таких случаев рекомендуются следующие два способа.
С.2 Способ 1
Рассмотрим пример, когда содержание элемента в основном материале больше, чем в покрытии. К этому случаю можно отнести гальваническое покрытие цинком, иллюстрация которого представлена на рисунке С.1.
В этом примере в качестве элемента, представляющего интерес, рассматривают Fe. Время (точка, в которой начинает появляться Fe из основного металла) соответствует времени, при котором значение по ординате для основного элемента покрытия Zn падает до 95% максимального значения или до значения, соответствующего точке излома на кривой. После времени
содержание Fe в покрытии уменьшается и достигает нуля по отношению к профилю Zn. Таким образом, общее содержание Fe в переходной зоне равно общему содержанию Zn, соответствующему диапазону между временем
и временем, когда кривая концентрации Zn падает ниже предела обнаружения для Zn, умноженного на отношение содержания Fe к содержанию Zn при значении ординаты, равной
. Тогда общее содержание Fe в виде значения массы на единицу площади покрытия определяют из суммы массы Fe на единицу площади покрытия в переходной зоне и профиля Fe, интегрированного по всему времени до точки
.
Примечание - Альтернативное определение точки возможно всякий раз, когда контролируемые элементы отсутствуют в покрытии, но присутствуют в основе. В таком случае
можно определить как время, при котором эти элементы впервые обнаруживаются. Nb, Mo и Со являются примерами такой возможности для контролируемых элементов.
В том случае, когда элементы покрытия присутствуют в более высоких массовых долях в покрытии, чем в основном металле, масса покрытия на единицу площади будет объединенной для диапазона времени от нуля до времени, при котором значение точки на ординате падает до характеристической в подложке.
|
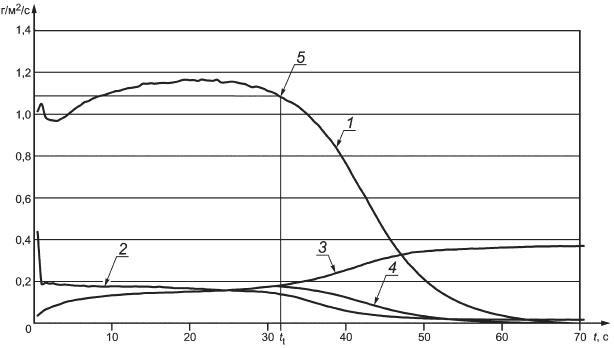
1 - Zn; 2 - AI в покрытии; 3 - Fe; 4 - Fe в покрытии; 5 - 95% максимального содержания Zn
Рисунок С.1 - Количественная глубина профиля (г/м/с) относительно времени (с), иллюстрирующая способ 1 для гальванического цинкового покрытия
С.3 Способ 2
С.3.1 Расчет глубины профиля (г/м/с) относительно времени (с)
Как и в предыдущем случае, способ 2 лучше всего объяснить на примере гальванического покрытия цинком (рисунок С.2). Время определяется как время, в которое значение по ординате для основного элемента покрытия Zn становится равным Fe. За время
берется такое, которое соответствует общей (суммарной) глубине, как сумме толщины покрытия и переходной зоны, определенной в 7.2, процедура по перечислению с).
Массу Fe в покрытии на единицу площади, г/м, рассчитывают по уравнению
Масса Fe в покрытии на единицу площади ![]() , (C.1)
, (C.1)
где ![]() - величина, полученная интегрированием профиля железа по времени от нуля до
- величина, полученная интегрированием профиля железа по времени от нуля до ;
![]() - величина, полученная интегрированием профиля цинка по времени от
- величина, полученная интегрированием профиля цинка по времени от до
;
- коэффициент пересчета.
Коэффициент пересчета обычно рассчитывают как
1-(содержание Fe, % масс., в покрытии)·2/100.
Когда массовая доля железа в покрытии приближается к 10%, пересчетный фактор может быть также определен как 55,847/65,37=0,854 для учета разницы в атомных весах между Fe и Zn.
|
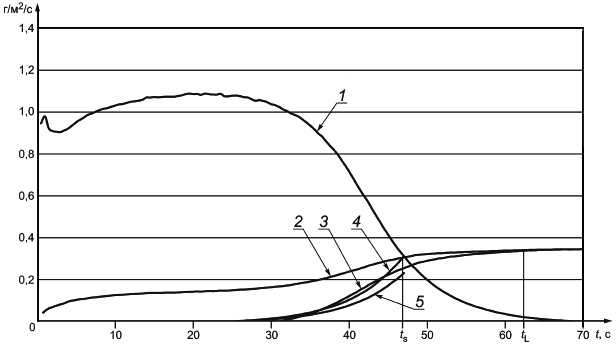
1 - Zn; 2 - Fe; 3 - Fe минус Fe в покрытии; 4 - линия, симметричная линии Zn; 5 - 0,854симметричную линию Z
Рисунок С.2 - Количественная глубина профиля (г/м/с) относительно времени (с), иллюстрирующая способ 2 для гальванического цинкового покрытия
Примечание - Этот метод можно рассматривать аналогичным методу расчета, основанному на определении разности между суммарным содержанием Fe и интегралом просуммированной разности (Fe - Fe в покрытии) по времени от 0 до на рисунке С.2.
Для других элементов, которые не присутствовали в значительных массовых долях в подложке, массу покрытия на единицу площади рассчитывают как интеграл по времени от 0 до времени .
С.3.2 Расчет глубины профиля в единицах массовой доли относительно глубины
Эта процедура предназначена для использования в тех случаях, когда изготовитель прибора устанавливает программное обеспечение для автоматического расчета массы Fe на единицу площади покрытия, с учетом глубины профиля, выраженной по ординате в единицах массовой доли и по абсциссе - в единицах глубины (обычно в микрометрах) (рисунок С.3). Пример приведен для гальванического цинкового покрытия и включает следующие действия.
Находят толщину, при которой массовая доля Zn снижается до 84% и 16% от максимальной массовой доли Zn в покрытии, также фиксируют толщину, на которой она составляет 50% максимального значения. Обозначают эти толщины как 84% Zn, 16% Zn и 50% Zn соответственно.
Определяют ширину поверхности раздела , как разность по абсциссе между точками 16% Zn и 84% Zn .
Определяют глубину как точку на абсциссе, соответствующую 50% Zn по ординате плюс ширина поверхности раздела
. Рассчитывают массы покрытия на единицу площади от глубины, равной нулю до глубины
для всех легирующих компонентов, кроме Fe.
Определяют глубину , как глубину, на которой массовые доли Zn и Fe равны. Рассчитывают общую массу на единицу площади для Fe в покрытии по глубине от нуля до глубины
.
Рассчитывают массу Zn в покрытии на единицу площади от глубины до глубины
. Используя симметрию и отношение масс, преобразуют массу цинка на единицу площади покрытия со стороны подложки на глубине
в эквивалентную массу железа
![]() на единицу площади покрытия со стороны подложки на глубине
на единицу площади покрытия со стороны подложки на глубине .
Массу Fe в покрытии на единицу площади, г/м, рассчитывают вычитанием эквивалентной массы Fe на единицу площади покрытия из общей массы Fe в покрытии
![]() , (С.2)
, (С.2)
где атомный вес Fe/атомный вес Zn = 55,847/65,37=0,854.
|
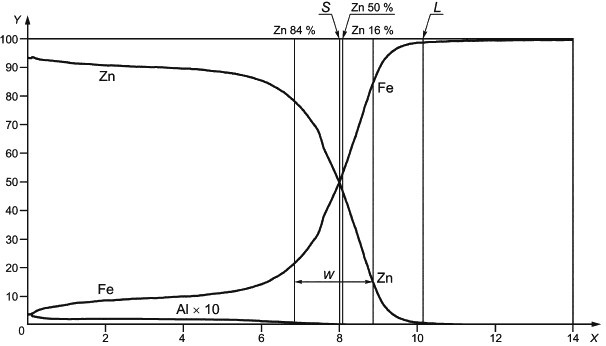
- глубина, мкм;
- массовая доля аналита, %;
- ширина переходной зоны;
- глубина, соответствующая 50%-ному содержанию цинка плюс ширина переходной зоны;
- глубина, при которой массовые доли Zn и Fe одинаковые
Рисунок С.3 - Количественная глубина профиля, выраженная в массовых долях аналита относительно глубины, иллюстрирующая способ 2 для гальванического цинкового покрытия
Приложение D
(справочное)
Дополнительная информация о международных совместных испытаниях
Данные, приведенные в таблицах 1 и 2 настоящего стандарта, были получены по результатам международных аналитических испытаний, проведенных в 2001 г. и 2002 г. на цинковых и цинк-алюминиевых покрытиях в четырех лабораториях в трех странах. Полный отчет об этих испытаниях, приведенный в документах N 38 и N 55, можно получить в секретариате ТК 201/SC 8.
Исследованные образцы и полученные результаты массы покрытия на единицу поверхности, а также содержание массовых долей элементов в покрытиях приведены в таблице D.1.
В графической форме полученные в результате межлабораторного эксперимента данные представлены на рисунках D.1 и D.2. На рисунках представлены также данные анализа монолитных образцов, полученные при межлабораторных испытаниях.
Таблицa D.1 - Образцы для испытаний и полученные результаты
N образца | Тип покрытия | Масса покрытия на единицу поверхности, г/м | Химический состав, % масс. | |||||
Zn | Fe | Al | Ni | Si | Pb | |||
3 | Zn-Fe (горячее цинкование - ГЦ и отжиг; гальваническое - Г) | 57 | 89,1 | 10,23 | 0,210 | - | - | - |
101 | Zn-Fe (горячее цинкование и отжиг; гальваническое) | 49,0 | 88,3 | 11,3 | 0,37 | - | - | - |
102 | Zn-Fe (горячее цинкование и отжиг; гальваническое) | 50,7 | 89,5 | 10,05 | 0,38 | - | - | - |
103 | Zn-Fe (горячее цинкование и отжиг; гальваническое) | 49,7 | 90,6 | 9,0 | 0,39 | - | - | - |
104 | Zn-Fe (горячее цинкование и отжиг; гальваническое) | 53,3 | 86,6 | 13,03 | 0,37 | - | - | - |
4 | Al-Zn (горячее цинкование) | 91,4 | 42,6 | - | 54,9 | - | 1,29 | - |
12 | Zn-Ni (электролитическое) | 17,81 | 86,2 | - | - | 12,5 | - | - |
201 | Zn (горячее цинкование) | 113 | 99,5 | - | 0,35 | - | - | 0,11 |
202 | Zn-Ni (электролитическое) | 44 | 86,7 | - | - | 13,2 | - | - |
203 | Zn (горячее цинкование; гальфан) | 110 | 94,9 | - | 5,1 | - | - | - |
204 | Al-Zn (горячее цинкование; алюцинк) | 81 | 45,4 | - | 53,2 | - | 1,9 | - |
|
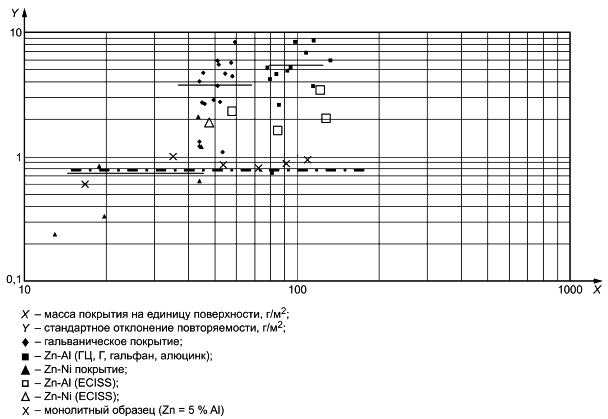
Рисунок D.1 - Соотношение между массой покрытия на единицу поверхности и стандартным отклонением
|
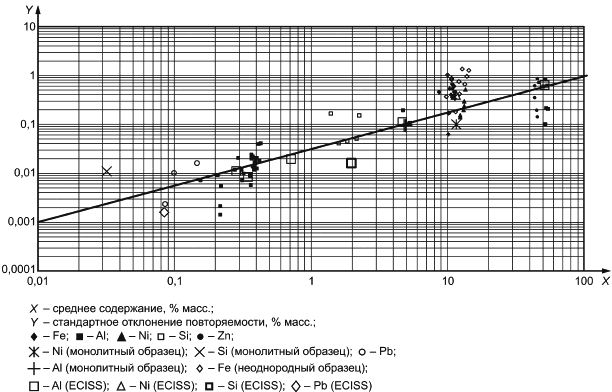
Рисунок D.2 - Логарифмическая зависимость между общим содержанием и стандартным отклонением повторяемости
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO14707 | - | * |
ISO 14284 | IDT | ГОСТ Р ИСО 14284-2009 "Сталь и чугун. Отбор и подготовка образцов для определения химического состава" |
ISO 17925 | IDT | ГОСТ Р ИСО 17925-2012 "Покрытия на основе цинка и/или алюминия на стали. Определение химического состава и массы покрытия на единицу площади поверхности. Методы: гравиметрический, атомно-эмиссионной спектрометрии с индуктивно связанной плазмой и пламенной атомно-абсорбционной спектрометрии" |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящем стандарте использовано следующее условное обозначение степени соответствия стандартов: IDT - идентичные стандарты. | ||
Библиография
[1] | Grimm, W. Spectrochim. Acta, 23B, 443 (1968) |
[2] | Takadoum, J., Pirrin, J.C., PonstoCorbeau, J., Berneron, R. and Charbonnier, J.C. Surf. Interf. Anal., 6,174 (1984) |
[3] | Takimoto, K., Nishizaka, K., Suzuki, K. and Ohtsubo, T. Nippon Steel Technical Report 33, 28 (1987) |
[4] | Bengtson, A., Eklund, A. and Saric, A. J. Anal. At. Spectrom., 5, 563 (1991) |
[5] | Naoumidis, A., Guntur, D., Mazurkiewicz, M., Nickel, H. and Fischer, W. Proceedings of 3rd User-Meeting "Analytische Glimentladungs-Spektroskopie", p.138, Julich (1990) |
[6] | Nelis, T. Colloq. Spectrosc. Internl., York (1993) |
[7] | Payling, R. Specfroscopy, 13, 36 (1998) |
[8] | EN 10318, Determination of thickness and chemical composition of zinc- and aluminium-based metallic coatings - Routine method |
[9] | ISO 5725-1, Accuracy (trueness and precision) of measurement methods and results - Part 1: General principles and definitions (ИСО 5725-1 Точность (правильность и прецизионность) методов и результатов измерений. Часть 1. Общие принципы и определения)* |
_______________ * Официальный перевод этого стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | |
[10] | ISO 5725-2, Accuracy (trueness and precision) of measurement methods and results - Part 2: Basic method for the determination of repeatability and reproducibility of a standard measurement method (ИСО 5725-2 Точность (правильность и прецизионность) методов и результатов измерений. Часть 2. Основной метод определения повторяемости и воспроизводимости стандартного метода измерения)* |
_______________ * Официальный перевод этого стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | |
[11] | ISO 5725-6, Accuracy (trueness and precision) of measurement methods and results - Part 6: Use in practice of accuracy values |
[12] | ISO 9000:2005, Quality management systems - Fundamentals and vocabulary |
[13] | ISO/IEC 17025:2005, General requirements for the competence of testing and calibration laboratories |
УДК 669.14:620.2:006.354 | ОКС 71.040.40
|
Ключевые слова: покрытия на стали, основа цинк, алюминий, химический состав, толщина, масса покрытия на единицу площади поверхности, метод атомно-эмиссионной спектрометрии, тлеющий разряд | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}