ГОСТ Р ИСО 17665-1-2016
Группа Р26
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Стерилизация медицинской продукции
ВЛАЖНОЕ ТЕПЛО
Часть 1
Требования к разработке, валидации и текущему контролю процесса стерилизации медицинских изделий
Sterilization of health care products. Moist heat. Part 1: Requirements for development, validation and routine control of a sterilization process for medical devices
ОКС 11.080.01
ОКП 94 5120
Дата введения 2017-03-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Фармстер" (ООО "Фармстер") на основе аутентичного перевода на русский язык стандарта, указанного в пункте 4, который выполнен ФГУП ""
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 383 "Стерилизация изделий медицинского назначения"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 17 марта 2016 г. N 160-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 17665-1:2006* "Стерилизация медицинской продукции. Влажное тепло. Часть 1. Требования к разработке, валидации и текущему контролю процесса стерилизации медицинских изделий" (ISO 17665-1:2006 "Sterilization of health care products - Moist heat - Part 1: Requirements for development, validation and routine control of a sterilization process for medical devices").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие или* национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
_______________
* Текст документа соответствует оригиналу. - .
5 ВЗАМЕН ГОСТ Р ИСО 13683-2000, ГОСТ Р ИСО 11134-2000
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Стерильное медицинское изделие - это такое медицинское изделие, которое не содержит жизнеспособных микроорганизмов. Международные стандарты, устанавливающие требования к валидации, а также к текущему контролю процессов стерилизации, устанавливают, что, когда необходима поставка стерильных медицинских изделий, случайное микробиологическое заражение до процесса стерилизации должно быть сведено к минимуму. Тем не менее, медицинские изделия, произведенные при стандартных условиях производства в соответствии с требованиями системы менеджмента качества (см., например, ИСО 13485), могут до стерилизации содержать небольшое число микроорганизмов. Такие медицинские изделия нестерильны. Цель стерилизации состоит в том, чтобы уничтожить микробиологическое загрязнение и таким образом преобразовать нестерильные медицинские изделия в стерильные.
Кинетика уничтожения чистой культуры микроорганизмов физическими и/или химическими методами, которые используются при стерилизации медицинских изделий, в общем лучше всего может быть описана экспоненциальной зависимостью между числом выживших микроорганизмов и степенью обработки стерилизующим агентом; обязательной особенностью данного метода является то, что всегда имеется вероятность выживания микроорганизмов независимо от степени проведенной обработки.
Для данной обработки вероятность выживания определяется количеством и резистентностью микроорганизмов и условиями их существования во время обработки. Следовательно, стерильность любого медицинского изделия в совокупности изделий, подвергнутых стерилизации, не может гарантироваться и стерильность ряда обработанных изделий выражается в терминах вероятности того, что жизнеспособные микроорганизмы присутствуют на медицинском изделии.
Настоящий стандарт содержит требования к обеспечению процесса стерилизации влажным теплом, предназначенного для стерилизации медицинских изделий, которым присуще микробиологическое загрязнение. Помимо этого, соответствие требованиям обеспечивает, что их активность является достоверной и воспроизводимой так, что может быть предсказано с достаточной достоверностью, что продукт после стерилизации имеет низкий уровень вероятности присутствия жизнеспособных микроорганизмов. Определение данной вероятности является задачей уполномоченных органов и может отличаться на территориях разных стран (см., например, ЕН 556-1 и ANSI/AAMI ST67).
Общие требования к системам менеджмента качества по проектированию и разработке, производству, введению и обслуживанию даны в ИСО 9001, а специальные требования к системам менеджмента качества медицинской продукции даны в ИСО 13485. Стандарты систем менеджмента качества предполагают, что для некоторых процессов, используемых в производстве, эффективность процесса не может быть полностью проверена последующим осмотром и испытанием изделия. Стерилизация - пример такого процесса. По этой причине, процессы стерилизации валидируются для использования, выполнение процесса стерилизации контролируется в плановом порядке и оборудование обслуживается.
Правильно валидированный и тщательно проводимый процесс стерилизации не является единственным фактором, обеспечивающим надежную гарантию стерильности продукции, и, в данном случае, ее соответствие предполагаемому использованию. Следовательно, следует уделить внимание нескольким принципам, включающим:
а) микробиологический статус используемых исходных материалов и/или компонент;
б) валидация и текущий контроль процессов очистки и дезинфекции изделий;
в) контроль производственных условий, в которых продукт производится, собирается и упаковывается;
г) контроль оборудования и технологического процесса;
д) контроль персонала и общей гигиены;
е) способ и материалы, в которые продукт упаковывается;
ж) условия, при которых продукт хранится.
Уровень контаминации продукции, подвергающейся стерилизации, изменяется, и он зависит от эффективности процесса стерилизации. Изделия, используемые в медицинских целях и проходящие повторную стерилизацию в соответствии с инструкциями производителя (см. ИСО 17664), рассматриваются как особый случай. В таких изделиях велика вероятность процесса образования большого числа загрязняющих микроорганизмов и остаточных неорганических и/или органических загрязнений, несмотря на использование процессов очистки. Следовательно, важно уделять особое внимание валидации и контролю процессов очистки и дезинфекции, используемых при повторной стерилизации.
Настоящий стандарт устанавливает требования для гарантии того, что деятельность, связанная с процессом стерилизации влажным теплом, выполнялась должным образом. Данная деятельность описана в документированных рабочих программах, разработанных для демонстрации того, что процесс стерилизации влажным теплом будет постоянно выдавать стерильную продукцию при обработке с технологическими параметрами, лежащими в диапазоне заранее установленных пределов.
Требования являются нормативной частью настоящего стандарта, для которых требуется соответствие. Руководство, представленное в информативных приложениях, не является нормативным и подготовлено не как контрольный список для аудиторов. Руководство содержит объяснения и методы, которые рассматриваются как применимые методики соответствия требованиям. Могут применяться методы, отличные от представленных в руководстве, если они эффективны для достижения соответствия требованиям настоящего стандарта.
Разработка, валидация и текущий контроль процесса стерилизации включают в себя ряд отдельных, но взаимосвязанных действий; например, калибровка, текущее обслуживание, формирование технических требований, технологический процесс, введение технической системы, характеристики эксплуатации и характеристики показателей работы. Несмотря на то, что действия, требуемые настоящим стандартом, были совместно сгруппированы и представлены в определенном порядке, настоящий стандарт не требует, чтобы действия выполнялись именно в том порядке, в котором они представлены. Требуемые действия не обязательно должны выполняться последовательно, так как алгоритм разработки и валидации может быть итерационным. Возможно осуществление данных различных действий несколькими отдельными лицами и/или организациями, каждая из которых берет на себя обязательства по одному или нескольким таким действиям. В настоящем стандарте не устанавливаются отдельные лица или организации для выполнения действий.
1 Область применения
1.1 Включения
1.1.1 Данный стандарт устанавливает требования к разработке, валидации и текущему контролю процесса стерилизации влажным теплом медицинских изделий.
Примечание - Несмотря на то, что область действия настоящего стандарта ограничена медицинскими изделиями, он определяет требования и предоставляет руководство, которое может применяться для другой медицинской продукции.
1.1.2 Процедуры стерилизации влажным теплом, охватываемые настоящим стандартом, содержат, но не ограничиваются следующим:
a) насыщенный пар - вентилируемые системы;
b) насыщенный пар - принудительное удаление воздуха;
в) системы сжатого воздуха;
c) распыление воды;
d) погружение в воду.
Примечание - См. также приложение E.
1.2 Исключения
1.2.1 Настоящий стандарт не определяет требования к разработке, валидации и текущему контролю процесса инактивации возбудителей спонгиозных энцефалопатий, таких как почесуха, губкообразная энцефалопатия крупного рогатого скота и болезни Кройцфельда Джекоба. В отдельных странах выработаны специальные рекомендации по обработке материалов, потенциально зараженных данными агентами.
Примечание - См. также ИСО 22442-1, ИСО 22442-2 и ИСО 22442-3.
1.2.2 Настоящий стандарт не применяется к тем процедурам стерилизации, которые основаны на сочетании пара с другими биоцидными агентами (например, формальдегид) в качестве стерилизующего агента.
1.2.3 Настоящий стандарт не определяет особенности, регламентирующие требования к обозначению медицинских изделий как "стерильные".
Примечание - Следует обратить внимание на национальные или региональные требования к обозначению медицинских изделий как "стерильные". См., например, ЕН 556-1 или ANSI/AAMI ST67.
1.2.4 Настоящий стандарт не определяет систему менеджмента качества для контроля всех этапов производства медицинских изделий.
Примечание - Нет требования настоящего стандарта к наличию законченной системы менеджмента качества в процессе производства, но элементы системы менеджмента качества, которые являются минимально необходимыми для контроля процесса стерилизации, нормативно указаны в соответствующих местах в тексте (см., в частности, раздел 4). Особое внимание уделяется стандартам по системам менеджмента качества (см. ИСО 13485), которые контролируют все этапы производства медицинских изделий, включая процесс стерилизации. Региональные и национальные нормативные документы для обеспечения медицинских изделий могут требовать внедрения полной системы менеджмента качества и оценки данной системы третьей стороной.
1.2.5 Настоящий стандарт не определяет требования к технике безопасности, относящейся к разработке и эксплуатации технических средств паровой стерилизации.
Примечание - Требования эксплуатационной безопасности определены в МЭК 61010-2-040. Кроме того, в некоторых странах существуют правила техники безопасности.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*. Для датированных ссылок используют только указанное издание стандарта. В случае недатированных ссылок - последнее издание стандарта, включая все изменения и поправки
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 10012 Управление системами измерений. Требования к процессам измерения и измерительному оборудованию (ISO 10012, Measurement management systems - Requirements for measurement processes and measuring equipment)
ИСО 11138-1:2006 Стерилизация медицинской продукции. Биологические индикаторы. Часть 1. Общие требования (ISO 11138-1:2006, Sterilization of health care products - Biological indicators - Part 1: General requirements)
ИСО 11138-3:2006 Стерилизация медицинской продукции. Биологические индикаторы. Часть 3. Биологические индикаторы для стерилизации паром (ISO 11138-3:2006, Sterilization of health care products -Biological indicators - Part 3: Biological indicators for moist heat sterilization processes
ИСО 11140-1 Стерилизация медицинской продукции. Химические индикаторы. Часть 1. Общие требования (ISO 11140-1, Sterilization of health care products - Chemical indicators - Part 1: General requirements)
ИСО 11140-3 Стерилизация медицинской продукции. Химические индикаторы. Часть 3. Системы индикаторов класса 2 для испытания на паропроницание по методу Бови - Дика (ISO 11140-3, Sterilization of care products - Chemical indicators - Part 3: Class 2 indicators for steam penetration test sheets)
ИСО 11140-4 Стерилизация медицинской продукции. Химические индикаторы. Часть 4. Индикаторы класса 2 для испытания упаковок на пенетрацию паром (ISO 11140-4, Sterilization of health care product - Chemical indicators - Part 4: Class 2 indicators for steam penetration test packs)
ИСО 11140-5 Стерилизация медицинской продукции. Химические индикаторы. Часть 5. Индикаторы класса 2 для испытания на эффективность удаления воздуха по методу Бови-Дика (ISO 11140-5, Sterilization of health care products - Chemical indicators - Part 5:Class 2 indicators for air removal test sheets and packs)
ИСО 11607-1 Упаковка полностью стерилизованных медицинских изделий. Часть 1. Требования к материалам, стерильным системам защиты и системам упаковки (ISO 11607-1, Packaging for terminally sterilized medical devices - Part 1: Requirements for materials, sterile barrier systems and packaging systems)
ИСО 11607-2 Упaковка полностью стерилизованных медицинских изделий. Часть 2. Требования валидации к процедурам формирования, герметизации и сборки (ISO 11607-2, Packaging for terminally sterilized medical devices - Part 2: Validation requirements for forming, sealing and assembly processes)
ИСО 11737-1 Стерилизация медицинских изделий. Микробиологические методы Часть 1. Определение популяции микроорганизмов в продуктах (ISO 11737-1, Sterilization of medical devices - Microbiological methods - Part 1: Determination of a population of microorganisms on products)
ИСО 11737-2 Стерилизация медицинских изделий. Микробиологические методы. Часть 2. Испытания стерильности, выполняемые при валидации процесса стерилизации (ISO 11737-2, Sterilization of medical devices - Microbiological methods - Part 2: Tests of sterility performed in the definition, validation and maintenance of a sterilization process)
ИСО 13485:2003 Медицинские изделия. Системы менеджмента качества. Требования для целей регулирования (ISO 13485:2003, Medical devices - Quality management systems - Requirements for regulatory purposes)
ИСО 17664 Стерилизация медицинских изделий. Информация, предоставляемая производителем для обработки медицинских изделий, пригодных для повторной стерилизации (ISO 17664, Sterilization of medical devices - Information to be provided by the manufacturer for the processing of resterilizable medical devices)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 воздушный детектор (air detector): Устройство, разработанное для определения наличия неконденсируемых газов в потоке пара и конденсата или в камере стерилизатора.
3.2 автоматический контроллер (automatic controller): Устройство (стерилизующее), которое под влиянием предварительно определенных переменных рабочего цикла, управляет стерилизатором последовательно в процессе требуемых этапов рабочего цикла (циклов).
3.3
бионагрузка (bioburden): Популяция жизнеспособных микроорганизмов на или в изделии и/или защитной системе стерилизации. [ИСО/ТС 11139:2006, статья 2.2] |
3.4
биологический индикатор (biological indicator): Испытательная система, содержащая жизнеспособные микроорганизмы, обеспечивающая определенную резистентность к конкретному процессу стерилизации. [ИСО/ТС 11139:2006, статья 2.3] |
3.5
калибровка (calibration): Ряд процедур, которые устанавливают, при определенных условиях, соотношения между значениями величин, полученных измерительным инструментом или измерительной системой, или значениями, представленными в измерительных материалах или эталонных материалах, и соответствующими значениями, заданными стандартами. [VIM:1993, статья 6.11] |
3.6
химический индикатор (небиологический индикатор) (chemical indicator) (non-biological indicator)): Испытательная система, обнаруживающая изменения в одном или нескольких предопределенных параметрах процесса, обусловленные химическими или физическими изменениями, обусловленными протеканием процесса. [ИСО/ТС 11139:2006, статья 2.6] |
3.7 закрытый продукт (contained product): Продукт, для которого окружающая среда в стерилизаторе во время каждого этапа процесса стерилизации не вступает в непосредственное взаимодействие с ним.
Примечание - Окружающая среда в стерилизаторе используется только для целей нагрева и охлаждения и не для достижения эффекта стерилизации, например, раствор в герметичном баллоне.
3.8
корректировка (correction): Действие для устранения обнаруженного несоответствия. Примечание - Корректировка может быть выполнена совместно с корректировочными действиями. [ИСО 9000:2005, статья 3.6.6] |
3.9
корректировочные действия (corrective action): Меры по устранению причин обнаруженного несоответствия или другой нежелательной ситуации. Примечания 1 Может присутствовать более чем одна причина несоответствия. 2 Корректировочные действия принимаются для предотвращения повторения, в то время как предупредительные действия применяются для предотвращения происшествия. 3 Существует различие между корректировкой и корректировочными действиями. [ИСО 9000:2005, статья 3.6.5] |
3.10
D величина D10 величина (D value D10 value): Время или доза облучения, необходимая для достижения инактивации 90% популяции тест-микроорганизмов при установленных условиях. Примечание - В рамках данной части ИСО 17665 D величина относится к воздействию, необходимому для достижения 90% редукции. [ИСО/ТС 11139:2006, статья 2.11] |
3.11
разработка (development): Действие, в результате которого разрабатывается спецификация. [ИСО/ТС 11139:2006, статья 2.13] |
3.12
контроль состояния окружающей среды (environmental control): Применение инженерных и/или производственных систем для поддержания условий в определенных областях внутри определенных пределов. Примечание - Такие системы могут включать в себя воздушные и жидкостные фильтры, наружную дезинфекцию, защитную спецодежду и административные процедуры. [ИСО/ТС 11139:2006, статья 2.16] |
3.13 время выравнивания (equilibration time): Интервал времени с момента достижения в стерилизационной камере температуры стерилизации и до момента достижения температуры стерилизации во всех точках загрузки.
3.14 установить (establish): Определить по теоретической оценке и подтвердить экспериментом.
3.15
время экспозиции (exposure time): Период времени, в течение которого параметры процесса поддерживаются в пределах их установленного допуска. [ИСО/ТС 11139:2006, статья 2.18] |
3.16
ошибка (fault): Один или более параметров процесса, выходящий за пределы своего допуска. [ИСО/ТС 11139:2006, статья 2.19] |
3.17 величина (
value): Мера способности тепловой стерилизационной обработки инактивировать микроорганизмы, рассчитанная при температуре 121,1°C, величине z, равной 10°C, и величине D, равной 1 минуте.
3.18
медицинская продукция (health care product(s)): Медицинские изделия, включая медицинские изделия для диагностики in vitro, или лекарственные средства, включая биофармацевтические. [ИСО/ТС 11139:2006, статья 2.20] |
3.19 время выдержки (holding time): Период времени, в течение которого температура во всех точках загрузки поддерживается в пределах диапазона температуры стерилизации.
3.20
аттестация монтажа (installation qualification IQ): Получение и документирование доказательств того, что оборудование было поставлено и смонтировано в соответствии с техническими требованиями на него. [ИСО/ТС 11139:2006, статья 2.22] |
3.21 конфигурация загрузки (load configuration): Определенная конфигурация внутри стерилизационной камеры отдельных неподвижных частей камеры и количество, тип, распределение и размещение продукции, представленной для стерилизации.
3.22 обслуживание (maintenance): Сочетание всех технических и связанных административных действий для поддержания изделия или его восстановления до состояния, при котором оно может выполнять требуемую функцию.
3.23
медицинское изделие (medical device): Инструмент, аппарат, прибор, машина, приспособление, имплант, in vitro реагент или калибратор, программные средства, материал или связанное изделие, предназначенные производителем для использования, отдельно или в сочетании, человеком для одной или более определенных целей: - диагностики, профилактики, наблюдения, лечения или облегчения болезни, - диагностики, наблюдения, лечения, облегчения или компенсации при травмах, - исследования, пересадки или модификации или поддержки органов или физиологических процессов, - поддержания или обеспечения жизни, - контроля зачатия, - дезинфекции медицинских изделий, - получение информации медицинского назначения посредством in vitro исследования образцов, взятых из человеческого тела и не оказывающих своего основного действия в или на человеческом организме с помощью фармакологических, иммунологических или метаболических средств, но функционированию которых такие средства могут способствовать. [ИСО 13485:2003, статья 3.7] |
Примечание - Определение по ИСО 13485:2003 разрабатывалось Global Harmonization Task Force (GHTF 2002).
3.24 измерительная цепь (measuring chain): Комплекты элементов измерительных инструментов или измерительных систем, которые обеспечивают проход измерительного сигнала от входа (параметр, подлежащий измерению) на выход (результат измерения).
3.25
микроорганизм (microorganism): Организм микроскопического размера, включающий бактерии, грибки, простейшие и вирусы. Примечание - Определенный стандарт может не требовать наглядности эффективности процесса стерилизации в инактивации всех типов микроорганизмов, перечисленных в определении, вплоть до валидации и/или текущего контроля процесса стерилизации. [ИСО/ТС 11139:2006, статья 2.26] |
3.26 влажное тепло (moist heat): Тепловая энергия, присутствующая во влаге, представленная в виде пара или жидкой воды, с целью достижения гибели микроорганизмов.
3.27 неконденсируемый газ (non-condensable gas): Воздух и/или другой газ, который не конденсируется в условиях паровой стерилизации.
3.28
аттестация функционирования (operational qualification OQ): Процесс получения и документирования доказательств того, что смонтированное оборудование работает в заданных пределах параметров при использовании в соответствии с его эксплуатационными процедурами. [ИСО/ТС 11139:2006, статья 2.27] |
3.29
рабочий цикл (operating cycle): Полный набор этапов процесса, выполняемый в определенной последовательности. [МЭК 61010-2-040:2005] |
3.30
упаковочная система (packaging system): Сочетание системы защиты стерильности и защитной упаковки. [ИСО/ТС 11139:2006, статья 2.28] |
3.31
аттестация эксплуатируемого оборудования (performance qualification PQ): Процесс получения и документирования доказательств того, что оборудование, установленное и работающее в соответствии с техническими инструкциями, постоянно работает в соответствии с заданными критериями и поэтому выпускает продукцию, отвечающую техническим требованиям. [ИСО/ТС 11139:2006, статья 2.30] |
3.32
предупредительные действия (preventive action): Действия по устранению причин возможного несоответствия или другой нежелательной возможной ситуации. Примечания 1 Может иметь место более одной причины возможного несоответствия. 2 Предупредительные действия предпринимаются для предотвращения происшествия, в то время как корректировочные действия принимаются для предотвращения повторения. [ИСО 9000:2005, статья 3.6.4] |
3.33 период "плато" (plateau period): Время установления равновесия плюс время выдержки.
3.34
устройство контроля процесса (process challenge device PCD): Устройство, предназначенное для имитации продукта и используемое для оценки проникания стерилизующего агента в ходе цикла стерилизации. [ИСО/ТС 11139:2006, статья 2.33] |
3.35
параметр процесса (process parameter): Установленное значение технологической переменной. Примечание - Технические условия процесса стерилизации включают в себя параметры процесса и их точности. [ИСО/ТС 11139:2006, статья 2.34] |
3.36
переменная процесса (process variable): Условие процесса стерилизации, при котором меняется микробиологическая эффективность. Пример - Время, температура, давление, концентрация и влажность. [ИСО/ТС 11139:2006, статья 2.35] |
3.37
продукция (product): Результат процесса. Примечание - В контексте стандартов стерилизации продукция является материальной и может быть сырьем, полупродуктом, узлом (узлами) или медицинским изделием. [ИСО/ТС 11139:2006, статья 2.36] |
3.38 семейство продуктов (product family): Группы (стерилизационные) или подгруппы продукта, характеризующиеся схожими признаками, такими как масса, материал, конструкция, форма, полости, упаковочная система и которые обладают схожей сложностью для процесса стерилизации.
3.39 контрольное устройство проверки (reference challenge device): Устройство, имеющее известную температурную зависимость с закрытым продуктом или стерилизационной загрузкой.
3.40 контрольная загрузка (reference load): Определенная стерилизационная загрузка (загрузки), созданная для представления сложных сочетаний отдельных элементов для стерилизации.
3.41 контрольная точка измерения (reference measuring point): Точка, где располагается температурный датчик, используемый для контроля рабочего цикла.
3.42
контрольные микроорганизмы (reference microorganism): Штаммы микроорганизмов, полученные из признанных коллекций культур. [ИСО/ТС 11139:2006, статья 2.39] |
3.43
переаттестация (requalification): Повторение части валидации в целях подтверждения продолжающейся приемлемости специфицированного процесса. [ИСО/ТС 11139:2006, статья 2.40] |
3.44 насыщенный пар (saturated steam): Водяной пар в состоянии равновесия между конденсацией и испарением.
3.45
обслуживание (services): Подача из внешних источников, необходимая для корректного функционирования оборудования. Пример - Электричество, вода, сжатый воздух, дренаж. [ИСО/ТС 11139:2006, статья 2.41] |
3.46
спецификация (specification): Документ, устанавливающий требования. [ИСО 9000:2005, статья 3.7.3] |
3.47
определять (specify): Подробно описывать в сопроводительной документации. [ИСО/ТС 11139:2006, статья 2.42] |
3.48
стерильный (sterile): Не содержащий жизнеспособных микроорганизмов. [ИСО/ТС 11139:2006, статья 2.43] |
3.49
стерильность (sterility): Отсутствие жизнеспособных микроорганизмов. Примечание - На практике невозможно доказать абсолютное отсутствие микроорганизмов [см. стерилизация (3.51)]. [ИСО/ТС 11139:2006, статья 2.45] |
3.50
уровень обеспечения стерильности (sterility assurance level SAL): Вероятность наличия одиночного жизнеспособного микроорганизма на единице продукции после стерилизации. Примечание - Термин SAL - количественная величина, как правило, 10 [ИСО/ТС 11139:2006, статья 2.46] |
3.51
стерилизация (sterilization): Валидированный процесс освобождения продукта от всех форм жизнеспособных микроорганизмов. Примечание - При стерилизации процесс отмирания микроорганизмов описывается экспоненциальным законом. Следовательно, наличие жизнеспособных микроорганизмов на каждом отдельном изделии может быть выражено в терминах вероятности. Эта вероятность может быть снижена до очень малых чисел, но никогда не может быть доведена до нуля. [см. уровень обеспечения стерильности (3.50)] [ИСО/ТС 11139:2006, статья 2.47] |
3.52
загрузка (стерилизатора) (sterilization load): Изделия, которые стерилизуют одновременно в одной камере стерилизатора. [ИСО/ТС 11139:2006, статья 2.48] |
3.53
процесс стерилизации (sterilization process): Ряд действий или операций, необходимых для достижения определенных требований к стерильности. Примечание - Ряд таких действий или операций включают предварительную обработку (при необходимости), выдержку в стерилизующем агенте в заданных условиях и любую необходимую последующую обработку. Процесс стерилизации не включает любые операции очистки, дезинфекции и упаковки, которые предшествуют процессу стерилизации. [ИСО/ТС 11139:2006, статья 2.49] |
3.54 температура стерилизации (sterilization temperature): Минимальная температура диапазона температуры стерилизации.
3.55 диапазон температуры стерилизации (sterilization temperature band): Интервал температур, представленный как температура стерилизации и максимально допустимая температура, которая может преобладать на всем протяжении стерилизационной загрузки в течение времени выдержки.
3.56 камера стерилизатора (sterilizer chamber): Часть стерилизатора, в которую загружается стерилизационная загрузка.
3.57
стерилизующий агент (sterilizing agent): Физическая или химическая единица, или их комбинация, которые имеют достаточную микробоцидную активность для достижения стерильности в заданных условиях. [ИСО/ТС 11139:2006, статья 2.50] |
3.58 тепловая энергия (thermal energy): Энергия в форме тепла.
3.59
испытание на стерильность (test of sterility): Технологическая операция, представляющая часть разработки, валидации и реаттестации для определения присутствия или отсутствия жизнеспособных микроорганизмов на продукции или ее части. [ИСО/ТС 11139:2006, статья 2.53] |
3.60
валидация (validation): Документированная процедура получения, протоколирования и интерпретации результатов, необходимых для демонстрации того, что процесс неизменно дает продукцию, соответствующую определенным техническим требованиям. [ИСО/ТС 11139:2006, статья 2.55] |
3.61 величина z (z value): Изменение температуры, необходимое для изменения величины D в 10 раз.
4 Элементы системы менеджмента качества
4.1 Документация
4.1.1 Процедуры по разработке, валидации, текущему контролю и реализации продукции стерилизации должны быть точно определены.
4.1.2 Документация и записи, требуемые настоящим стандартом, должны обязательным образом проверяться и утверждаться назначенным персоналом (см. 4.2.1). Документация и записи должны контролироваться в соответствии с применимыми разделами ИСО 13485.
4.2 Ответственность руководства
4.2.1 Ответственность и полномочия за осуществление и удовлетворение требованиям, установленным в настоящем стандарте, должны быть строго определены. Ответственность должна быть присвоена квалифицированному персоналу в соответствии с применимыми разделами ИСО 13485.
4.2.2 Если требования настоящего стандарта гарантируются организацией с отдельными частями системы менеджмента качества, ответственность и полномочия каждой из таких частей должны быть строго определены.
4.3 Реализация продукции
4.3.1 Точно устанавливаются программы закупки изделия. Данные процедуры должны соответствовать применимым разделам стандарта ИСО 13485.
4.3.2 Процедуры идентификации и возможности контроля продукции должны быть определены. Данные процедуры должны соответствовать применимым разделам стандарта ИСО 13485.
4.3.3 Должна быть определена система, соответствующая применимым разделам стандартов ИСО 13485 или ИСО 10012, для калибровки всего оборудования, включая измерительную аппаратуру для проведения испытаний, используемую для соответствия требованиям настоящего стандарта.
4.4 Измерение, анализ и улучшение. Контроль несоответствующей продукции
Должны быть определены процедуры контроля продукции, признанной несоответствующей, и процедуры для корректировки, корректировочных действий и предупредительных действий. Такие процедуры должны удовлетворять соответствующим разделам ИСО 13485.
5 Описание стерилизующего агента
5.1 Стерилизующий агент
5.1.1 В рамках настоящего стандарта стерилизующим агентом должно быть влажное тепло.
5.1.2 Примеси, содержащиеся в стерилизующем агенте, не должны снижать безопасность продукта для его целевого применения.
5.2 Микробоцидная эффективность
Если влажное тепло используется вне диапазона общепризнанных условий, тогда должна быть установлена и документирована микробоцидная эффективность.
Примечание - Микробоцидная эффективность влажного тепла и его применение в процедурах стерилизации должны быть полностью документированы и доступны в публикуемой литературе.
5.3 Воздействие на материал
Действие стерилизующего агента на материалы должны быть оценены в соответствии с требованиями разделов 6 и 7.
5.4 Экологические факторы
Обычно считается, что влажное тепло не оказывает существенного влияния на окружающую среду; однако должно быть оценено потенциальное влияние процесса стерилизации на окружающую среду и должны быть определены меры, необходимые для защиты окружающей среды. Должна быть документирована данная оценка, включая вероятность влияния (если это имеет место) и методы контроля (если они определены).
6 Описание процесса и оборудования
6.1 Процесс
6.1.1 Общее
Должны быть определены процедуры стерилизации. Спецификация должна включать в себя:
a) описание рабочего цикла;
b) параметры процесса и их допуски;
c) семейство продуктов, которые могут быть стерилизованы;
d) требования к созданию необходимых условий для продукта перед стерилизацией, если данные условия необходимы для обеспечения эффективности процесса стерилизации;
e) положение контрольной измерительной точки;
f) минимальное или максимальное давление, которое может возникать в пустой камере стерилизатора (включая неподвижные части камеры);
g) скорость изменения увеличивающегося и уменьшающегося давления и допуски для каждого этапа процесса;
h) максимальное количество каждой примеси, которая может присутствовать в любой жидкости, воздухе, газе и паре, допустимой для камеры стерилизатора, если примесь может негативно воздействовать на продукт;
i) технологические параметры, которые измеряются и используются для верификации того, что будет выполнен процесс стерилизации;
j) конфигурация загрузки;
k) ограничения размера и/или массы стерилизационной загрузки;
l) периодический контроль и критерий приемки, применяемый для проверки того, что процесс стерилизации остается воспроизводимым;
m) расположение и определенный критерий приемки для биологических индикаторов (8.5 или 8.6), если применяются;
n) расположение и определенный критерий приемки для химических индикаторов (8.8), если применяются;
o) минимальная летальность цикла, достигаемая по всей стерилизационной загрузке, и методы, с помощью которых была установлена данная летальность стерилизационной загрузки, для которой был предназначен процесс стерилизации, если микробиологические методы использовались для установления эффективности процесса стерилизации;
p) обработка после рабочего цикла, если данная обработка включена в процесс стерилизации.
6.1.2 Процессы с насыщенным паром
В дополнение к требованиям в 6.1.1, спецификация для процесса стерилизации насыщенным паром, в котором насыщенный пар, впускаемый в стерилизатор, является стерилизующим веществом, должна включать в себя:
a) время выдержки и минимальная и максимальная температуры (и их локализации), измеренные в течение данного времени в пустой камере стерилизатора (включая неподвижные части камеры);
b) в течение времени выдержки максимальная разница температур, измеренная в контрольной измерительной точке и теоретической температуры, определенной из таблицы значений пара для измеренных давлений камеры;
c) в тех случаях, когда семейство продукции, определенное в 6.1.1 с), состоит из материалов, известных как ограничивающие проникание пара за счет хорошего качества их конструкции, или конфигурации загрузки, или, исключая обоснованное другим образом, описания испытания на проникание пара, используемого для верификации того, что в камере стерилизатора содержание неконденсируемых газов, являющихся результатом натекания в период вакуума или остающихся в результате недостаточного удаления воздуха в рабочем цикле, не препятствует наличию насыщенного пара на поверхностях, подвергающихся стерилизации;
d) если вода может быть причиной неблагоприятного воздействия на чистоту стерилизованного продукта и его систему упаковки, максимальное количество воды, которое может быть взвешено в насыщенном паре, впускаемом в камеру стерилизатора;
e) контрольная загрузка (загрузки), применяемая для подтверждения или оценки эффективности процесса стерилизации для загрузки стерилизации, определенной в 6.1.1 с), 6.1.1 j) и 6.1.1 k);
f) описание устройства контроля, его расположения и как интерпретировать результаты, если оно используется для проверки обеспечения определенного процесса стерилизации;
g) сухость контрольной загрузки, определенная с помощью изменения массы или ощущаемой влажности.
6.1.3 Процессы с упакованными продуктами
В дополнение к требованиям в 6.1.1, спецификация процесса стерилизации должна включать в себя следующую информацию для загрузки стерилизации, содержащей продукт (продукты), который относится к семействам продуктов, определенным в 6.1.1 c), и для конфигурации наиболее трудно стерилизуемой загрузки:
a) подробности продукта (продуктов) и его контейнера (контейнеров) или, если применяется, контрольный продукт (продукты);
b) размер стерилизационной загрузки и ее расположение, ориентация и система поддержки внутри камеры стерилизатора;
c) температурные профили и области, в которых они были определены для периода рабочего цикла, для которого заявлена летальность, измеренная как в пустой камере стерилизации так и в свободном пространстве вокруг стерилизационной загрузки;
d) максимальная и минимальная температура и скорости изменения для периода рабочего цикла;
e) метод установления областей, где может быть измерена максимальная и минимальная температура.
6.2 Оборудование
6.2.1 Должно быть определено оборудование, используемое для обеспечения процесса стерилизации. Спецификация должна включать в себя:
a) оборудование вместе со всеми дополнительными комплектующими;
b) материалы конструкции каждой части оборудования и дополнительных изделий, которые используются для ограничения и транспортировки пара или какого-либо другого газа или жидкости в камере стерилизации (см. 6.1.1 h);
c) для каждой измерительной цепи, используемой для контроля, индикации, мониторинга и обеспечения электронной или постоянной записи процесса стерилизации:
1) описание измерительной цепи;
2) характеристики и расположение датчика;
3) метод верификации калибровки измерительной цепи, соответствующий национальному стандарту калибровки.
d) максимальная скорость изменения давления;
e) неисправность (неисправности), распознаваемые стерилизационным оборудованием, вместе с визуальными, звуковыми и регистрируемыми предупреждениями;
f) меры безопасности, включая те, которые предназначены для контроля персонала или защиты окружающей среды;
g) утверждение о соответствии областным, региональным или национальным нормативным документам по выпускам в окружающую среду из оборудования;
h) описание и критерий приемки испытания, применяемого для определения уровня воздушного натекания в камеру стерилизатора, если в течение рабочего цикла применяется вакуум;
j) если установлено, описание устройства (например, воздушный детектор), включая его установочные параметры, используемого для обнаружения неконденсируемого газа (включая воздух), который может присутствовать в паре, подаваемом в камеру стерилизатора или остающемся в камере стерилизатора после этапа откачки воздуха в процессе стерилизации.
6.2.2 Должны быть определены рабочие процедуры для оборудования и дополнительных изделий. Спецификация должна включать в себя:
a) рабочий цикл (циклы), программируемые на автоматическом контроллере и методы, с помощью которых могут быть внесены изменения в программы;
b) пошаговая инструкция по эксплуатации;
c) метод, с помощью которого может быть определен сбой в достижении параметра процесса и действия, которые могут быть предприняты в таком случае;
d) калибровка и инструкция по техническому обслуживанию;
e) методы, с помощью которых может быть определена ошибка в результатах контроля, индикации или регистрации;
f) взаимодействие с технической поддержкой.
6.2.3 Должно быть определено положение, в которое устанавливается оборудование. Спецификация должна включать в себя:
a) место, пространство и окружающие условия, в которых устанавливается оборудование;
b) инструкция по установке;
c) подробности технического обслуживания, необходимого для правильной работы оборудования, включая (если применяются):
1) способы изоляции;
2) минимальное и максимальное давление;
3) максимальная температура;
4) минимальный поток;
5) фильтрация;
6) минимальное и максимальное электрическое напряжение и максимальные вольт-амперы;
7) максимальный уровень неконденсируемого газа и капель воды в насыщенном паре;
8) максимальное количество каждой примеси;
d) нагрузка несущих конструкций, которые служат для поддержки основных тяжелых компонентов оборудования;
e) материалы конструкции частей, которые перемещают пар, газ, воздух и воду в пространство, в которое устанавливается стерилизатор;
f) документация соответствия областным, региональным или национальным нормативным документам относительно выпусков в окружающую среду из оборудования.
6.2.4 Система поддержки стерилизационной загрузки в камере стерилизатора не должна препятствовать достижению постоянных стерилизационных условий или быть причиной повреждения продукта и/или его упаковки.
6.2.5 Должны быть подготовлены средства для обеспечения того, что неисправность достижения определенных параметров процесса не будет приводить к неэффективности процесса стерилизации, считающегося эффективным.
6.2.6 Производитель оборудования должен устанавливать документированные процедуры для валидации применения программного обеспечения и изменения подобного программного обеспечения и/или его применения при производстве, которое может влиять на соответствие оборудования его спецификации.
7 Определение продукта
7.1 Должен быть определен продукт для стерилизации.
7.2 Должны быть определены системы упаковки продукта (если используются) и они должны соответствовать ИСО 11607-1 и ИСО 11607-2.
7.3 Должны быть определены семейство продуктов, соответствующее продукту, и его система упаковки.
7.4 Должен быть определен критерий для определения семейства продукта.
7.5 Если устройство контроля процесса определено как нагрузка, которая может быть использована для представления продукта и его системы упаковки, это должно быть определено.
7.6 Предельное значение (значения) должно быть определено для каждой переменной процесса, со стороны которой может подвергаться воздействию продукт и его система упаковки (если используется).
Предельные значения должны быть установлены для всех используемых материалов и сочетаний материалов. Должны быть установлены наихудшие варианты эффектов воздействия или повторяющегося воздействия (когда применяется) стерилизующего агента при любом сочетании параметров процесса на физические и химические характеристики и биосовместимость продукта.
Примеры некоторых переменных процессов включают в себя:
- температуру;
- время выдержки при предельных значениях;
- давление;
- скорость изменения давления;
- скорость изменения температуры.
Примечание - Предельные значения для данных параметров процесса являются определенными, так как превышение определенных значений может оказывать неблагоприятное воздействие на рабочие характеристики продукта и/или его упаковку.
7.7 Если уровень влажности, имеющийся в продукте и/или его системе упаковки перед стерилизацией может влиять на эффективность процесса стерилизации, то должно быть определено предельное значение (значения).
7.8 На стабильность и активность закрытого продукта не должно оказываться негативного влияния, когда он подвергается воздействию предполагаемой температуры стерилизации в течение времени выдержки.
7.9 Если на чистоту продукта может влиять загрязнение (загрязнения), остающиеся на продукте после стерилизации, должно быть определено загрязнение и максимально допустимый предел.
7.10 Должна быть определена система обеспечения того, что состояние продукта и/или его системы упаковки, представленных для стерилизации, не будут подвергать опасности эффективность процесса стерилизации. Данная система должна, по меньшей мере, включать в себя следующие элементы:
a) эффективная очистка и дезинфекция (если намечена повторная обработка), включая многоразовые системы упаковки, когда они применяются (например, твердый контейнер для стерилизации);
b) целостность системы упаковки перед и после воздействия процесса стерилизации;
c) контроль окружающей среды в областях, которые могут оказывать влияние на бионагрузку продукта;
d) когда параметры процесса определяют, используя метод, основанный на бионагрузке, оценка бионагрузки в соответствии с ИСО 11737-1.
8 Определение процесса
8.1 Должен быть определен процесс стерилизации, включая параметры процесса и их пределы. Во время утверждения данного процесса физические параметры процесса должны быть определены и использоваться, соответственно, для подтверждения воспроизводимости.
8.2 Должен быть определен минимальный уровень обеспечения стерильности (SAL), достигаемый в процессе стерилизации на и/или в пределах продукта.
8.3 Процесс стерилизации не должен подвергать продукт и его упаковку воздействию параметров процесса, превышающих уровни, определенные в 7.6, а также загрязнение, определенное в 7.9.
8.4 Если продукт стерилизуется с помощью насыщенного пара, уровень остаточного воздуха и неконденсируемого газа в начале времени выдержки не должен препятствовать контакту насыщенного пара со всеми поверхностями продукта, включая поверхности во впадинах, просветах и трубках.
8.5 Если системы биологических индикаторов используются как часть утверждения процесса стерилизации в соответствии с методом, описанным в 8.11 а), они должны соответствовать ИСО 11138-1 и ИСО 11138-3. Должны быть определены микроорганизмы, популяция, устойчивость и метод представления и должна приниматься во внимание сущность используемого процесса стерилизации и ожидаемая или установленная бионагрузка.
Метод представления может включать в себя зараженный продукт или размещение зараженного носителя (носителей) на продукте.
8.6 Если системы биологических индикаторов используются как часть утверждения процесса стерилизации насыщенным паром в соответствии с методом, описанным в 8.11 b), c) и/или d), они должны соответствовать ИСО 11138-1 и ИСО 11138-3.
8.7 Для упакованных продуктов должно быть известно влияние продукта и его системы упаковки на летальность тест-микроорганизма, когда они подвергаются воздействию процесса стерилизации.
8.8 Если химические индикаторы используются как часть утверждения процесса стерилизации, они должны соответствовать надлежащим частям серий ИСО 11140 и не должны негативно влиять на медицинское изделие за счет реакции, загрязнения и/или перемещения перед, во время или после определенного процесса стерилизации.
8.9 Если PCD используется для оценки эффективности определенного процесса стерилизации для обработки продукта, установленного в разделе 7, должны быть установлены и документированы обоснованность PCD, методология (методологии) испытания и критерий приемки.
8.10 Процесс стерилизации должен быть утвержден на основании, по меньшей мере, одного из следующих пунктов:
- данные, предоставляемые производителем медицинского изделия, и/или производителем материала упаковки и/или производителем стерилизатора (см. ИСО 17664);
- сходство с продуктами, которые уже были отнесены к семейству продуктов;
- разработка рабочего цикла, который выдаст определенный SAL.
8.11 SAL, достигаемый на и/или в продукте в процессе стерилизации, должен быть:
a) установлен за счет знания бионагрузки (см. приложения B и C) или
b) определен с помощью метода "полной гибели" (см. приложение D) или
c) определен с помощью демонстрации того, что в течение времени выдержки все части продукта подвергаются действию параметров процесса, выбранных из официальной национальной или региональной фармакопеи или
d) равным или превышать требования, определенные в c), при условии, что продукт отнесен к семейству продуктов, для которого определен процесс стерилизации, и что время установления равновесия не превышает максимального для продукта, отнесенного к такому же семейству продуктов.
8.12 Для процесса стерилизации, утвержденного с помощью микробиологического метода, применяется следующее:
- определение бионагрузки должно быть выполнено в соответствии с ИСО 11737-1;
- испытания стерильности должны быть выполнены в соответствии с ИСО 11737-2;
- продукт, применяемый при утверждении процесса, должен быть образцом регулярного производства;
- применяемое оборудование должно быть способно воспроизводить комбинацию параметров процесса с летальностью, меньше чем в процессе стерилизации, так чтобы уровень инактивации микроорганизмов приводил к численности, которая может быть интерполирована относительно общего результата.
8.13 Если после воздействия процесса стерилизации требуется обработка продукта и его упаковки для того, чтобы поддерживать стерильность, должна быть определена данная обработка.
9 Валидация
9.1 Общее
9.1.1 Каждый этап валидации должен быть выполнен в соответствии с документированной процедурой.
9.1.2 Должно быть верифицировано, что каждый элемент стационарного или переносного оборудования используется в процессе выполнения валидации в соответствии с его спецификацией.
9.1.3 Любые модификации продукта, оборудования или процесса стерилизации должны быть зарегистрированы и подтверждены, и спецификации должны быть соответственно изменены (см. также 12).
9.1.4 Цепь измерения для каждого испытательного инструмента, используемого для валидации должна иметь:
- калибровку, соответствующую национальному стандарту;
- действительный сертификат по эксплуатации (если применяется);
- статус калибровки, верифицированный в соответствии с техническими требованиями и применимыми требованиями управления;
- верификацию калибровки, выполненную для величины (величин), используемых для контроля процесса стерилизации и составления суждения о результатах испытания, в котором используется цепь измерения.
9.1.5 Должна быть верифицирована корреляция между данными, показанными и зарегистрированными с помощью инструментов, подключенных к стерилизатору и данными, зарегистрированными с помощью инструментов независимого испытания, имеющих датчики в одинаковых областях.
9.1.6 В процессе аттестации монтажа (installation qualification, IQ), аттестации функционирования (operational qualification, OQ) или аттестации эксплуатируемого оборудования (performance qualification, PQ), если применимо, должно быть верифицировано, что система обнаружения ошибок функционирует и соответствует ее рабочим спецификациям.
9.1.7 Если существующий стерилизатор и процесс стерилизации используются для обработки нового продукта, то IQ и OQ этапы валидации могут быть пропущены, при условии, что не будут внесены изменения в оборудование или в существующую загрузку стерилизатора, которые могут влиять на производительность существующего процесса стерилизации.
9.1.8 Должна быть верифицирована обоснованность предлагаемого периода испытания (испытаний) [см. 6.1.1 l) и 10.3].
9.2 Аттестация монтажа (Installation Qualification, IQ)
9.2.1 Оборудование
Необходимо проверить, что оборудование и документация соответствуют 6.2.1, 6.2.2 и 6.2.3 и что обслуживание соответствует 6.2.3.
9.2.2 Установка
Необходимо проверить, что установка соответствует 6.2.3.
9.2.3 Работа
Необходимо проверить, что оборудование и системы безопасности функционирования, подробно описанные в 6.2.1, работают в соответствии с их спецификациями, рабочий цикл (циклы) в соответствии с 6.1.1 а), и что нет признаков утечки из систем или оборудования.
9.3 Аттестация функционирования (Operational Qualification, OQ)
9.3.1 Аттестация функционирования должна показать, что установленное оборудование будет обеспечивать процесс стерилизации, определенный в 8, и должна утвердить данные для каждого требования (если применяется), перечисленного в 6.1.
9.3.2 Должно быть документировано обоснование количества и расположения температурных датчиков, которые используются, чтобы показать, что удовлетворяются требования по распределению температуры в пустой камере стерилизатора (включая неподвижные части камеры), и с испытательной загрузкой (если используется).
9.4 Аттестация эксплуатируемого оборудования (Performance Qualification, PQ)
9.4.1 Аттестация эксплуатируемого оборудования должна показать, что продукт был подвержен воздействию определенного процесса стерилизации с помощью оборудования, используемого для обычной стерилизации.
9.4.2 Должно быть документировано обоснование количества и расположения температурных датчиков, используемых для демонстрации соответствия требованиям в стерилизационной загрузке.
9.4.3 Проверки должны включать в себя и верифицировать:
a) документацию, подтверждающую успешное выполнение IQ и OQ;
b) испытание стерилизационной загрузки, включающей продукт, который будет обрабатываться в нормальных условиях и который относится к семейству продуктов, совместимому с семейством, и предназначенным для процесса стерилизации, или которая представляет семейство продукции, являющейся наиболее сложной задачей для процесса стерилизации;
c) систему упаковки, которая является идентичной той, которая предназначена для общепринятого производства и переработки;
d) предварительную обработку, соответствующую 6.1.1 d);
e) конфигурацию загрузки, соответствующую с 6.1.1 j) и известную как наиболее сложная для стерилизации;
f) размер и/или массу стерилизационной загрузки в соответствии с 6.1.1 k).
9.4.4 Для каждого из нижеследующих пунктов исследования должны подтверждать:
a) соответствие процесса стерилизации, определенного в разделе 8, и предельных значений процесса, определенных в 7.6;
b) данные, которые требуются в 6.1.3, если применяется;
c) профиль воздействия на и по всему продукту, находящемуся в положении, определенном в 6.1.1 e), 6.1.1 m) и 6.1.1 n);
d) время выдержки и минимальную и максимальные температуры и их локализации, измеренные в течение данного времени в стерилизационной загрузке для процессов, определенных в 6.1.2;
e) температурные профили в течение периода плато процессов стерилизации, определенных в 6.1.2 а):
- измеренные в контрольной измерительной точке;
- измеренные на или внутри стерилизационной загрузки;
- определенные из давления камеры стерилизации;
Примечание - Особое внимание уделяется национальным и региональным требованиям, когда определяется разница между измеренной и вычисленной температурами. См., например, ЕН 285.
f) реакцию химических индикаторов, когда используются (см. 8.8);
g) реакцию PCD, когда используются;
h) целостность системы упаковки, когда используется.
9.4.5 Если в дополнение к измерению физических параметров, процесс стерилизации утверждается с использованием бионагрузки или верифицируется с помощью микробиологических методов, биологические индикаторы (см. 8.5 или 8.6) располагаются в и/или на продукте в областях, определенных в 9.4.4, и затем подвергаются воздействию с помощью одного из следующих методов:
- обработка, которая сокращена по сравнению с обработкой в процессе стерилизации; результат данной обработки экстраполируется, чтобы показать, что при применении процесса стерилизации удовлетворяются требования по минимальной микробоцидной эффективности;
- полный объем обработки с наименьшими допусками параметров процесса стерилизации, результат данной обработки используются для подтверждения предположения, что при применении процесса стерилизации удовлетворяются определенные требования по минимальной микробоцидной эффективности, или
- "полной гибели микроорганизмов".
Примечание - См. приложения B, C и D.
9.4.6 PQ должна включать в себя серии, по меньшей мере, трех последовательных воздействий стерилизационной загрузки, которые соответствуют спецификации процесса стерилизации и показывают воспроизводимость процесса стерилизации.
9.4.7 Несоответствие спецификации процесса стерилизации в процессе PQ должно быть пересмотрено и скорректировано. Если нарушение может быть объяснено факторами, не относящимися к валидируемой эффективности процесса стерилизации (см. пример ниже), то испытание может быть документировано как не связанное с рабочими характеристиками процесса стерилизации без требуемых трех дальнейших последовательных воздействий.
Пример - Отключение электричества, невыполненное обслуживание и нарушение внешнего оборудования контроля.
9.5 Анализ и утверждение валидации
9.5.1 Информация, собранная или выработанная в процессе IQ, OQ и PQ, должна быть проверена на соответствие принятому критерию, определенному для каждого этапа процесса валидации. Результат данного обзора должен быть документирован и утвержден (см. 4.1.2).
9.5.2 Должна быть утверждена спецификация процесса стерилизации, включающая параметры процесса и их допуски. Данная спецификация должна включать в себя критерий для определения процесса стерилизации, используемого для конкретной загрузки стерилизатора, как соответствующий, и документ должен включать в себя, по меньшей мере, следующее:
a) семейство (семейства) продуктов, которые могут быть обработаны;
b) конфигурацию загрузки;
c) размер стерилизационной загрузки и/или ее массу;
d) процедуры для любой предварительной обработки продукта;
e) описание системы упаковки и методы;
f) распределение медицинских изделий в упаковке, содержащей множество медицинских изделий, если применяется;
g) периодические испытания (см. 10.3);
h) устройства для испытания процесса и семейства продуктов, которым они соответствуют;
j) бионагрузку, если применяется.
10 Текущий мониторинг и контроль
10.1 Текущий мониторинг и контроль должны выполняться в каждом рабочем цикле.
10.2 Должны быть верифицированы данные успешного обслуживания и повторной квалификации (если применяется).
10.3 Рабочее состояние оборудования (если применяется) должно быть верифицировано с помощью показателей данных периодических испытаний, таких как (но не ограничивающихся) следующие:
а) натекание воздуха в камеру стерилизатора;
b) качество насыщенного пара или среды, переносящей тепло, допустимые для камеры стерилизатора (которые могут включать в себя проверки неконденсируемого газа, электропроводности подаваемой воды, примеси (примесей), влажности);
c) автоматический контроль (например, испытание для верификации того, что рабочий цикл непрерывно правильно функционирует);
d) проникание пара;
e) процесс стерилизации (например, испытание для верификации того, что процесс стерилизации остается воспроизводимым).
10.4 Производительность процесса стерилизации должна быть верифицирована с помощью результатов систем химических индикаторов (см. 8.8) или биологических индикаторов (см. 8.5 или 8.6), если применяются, и с помощью подтверждения того, что в пределах определенных допусков регистрируемые данные текущего контроля соответствуют данным валидации.
10.5 Для процессов с насыщенным паром данные должны включать в себя (если применяется):
a) температуру стерилизации, давление в камере и теоретическую температуру пара в течение периода плато;
b) длительность периода плато;
в) температуру в камере и давление в камере, по меньшей мере, для каждого этапа рабочего цикла;
c) результаты, полученные с помощью устройств для испытания эффективности процесса;
d) температуры и/или давления в процессе проверки системы, если он используется как часть процесса контроля.
10.6 Для процессов с закрытыми продуктами данные должны включать в себя (если применяется):
a) температуру (температуры), измеренную в устройстве для испытания эффективности процесса, если оно используется как часть процесса контроля;
b) профили температуры камеры и давления камеры для нагрева, воздействия и охлаждения;
c) профиль температуры для нагрева, воздействия и охлаждения продукта, расположенного в положениях, определенных в 9.4.4 c), если используется как часть процесса контроля;
d) период плато или время выдержки;
e) значение (значения) для параметра (параметров) процесса для однородности тепловой среды в камере стерилизатора;
f) результаты проверки стерилизационной загрузки для подтверждения сухости и чистоты системы упаковки.
10.7 Все записи должны сохраняться в соответствии с 4.1.2.
11 Выпуск продукции после стерилизации
11.1 Должны быть определены процедуры по пересмотру записей и выпуска продукции после стерилизации. Процедуры должны определять требования (см. 9.5.2 и 10.3 как соответствующие) для определения процесса стерилизации как соответствующий. Если требование не удовлетворяется, продукт должен обозначаться как несоответствующий и с ним надо обращаться в соответствии с 4.4.
11.2 Должна быть определена система гарантии того, что обработанные и необработанные единицы четко различаются.
12 Поддержание эффективности процесса
12.1 Демонстрация непрерывной эффективности
12.1.1 Продукт, предназначенный для стерилизации, должен соответствовать:
a) определению продукта в разделе 7;
b) конфигурации загрузки, как определено в 6.1.1 j);
c) критерию размера и массы, определенным в 6.1.1 k).
12.1.2 Должно быть верифицировано успешное завершение периодических испытаний, калибровок, задач обслуживания и перекалибровки, выполненных через определенные интервалы времени.
12.1.3 Периодически должно верифицироваться качество условий, в которых быть подготовлен и/или упакован продукт.
12.1.4 Должны быть определены и соблюдаться требования к здоровью, опрятности и одежде персонала в области производства и упаковки.
12.1.5 Если в процессе стерилизации применяется вакуум, через определенные интервалы времени должны выполняться испытания на воздушную утечку.
12.1.6 Если процесс стерилизации основывается на удалении воздуха из камеры стерилизатора для того, чтобы достигнуть быстрого и равномерного проникновения пара в загрузку стерилизатора, испытание на проникновение пара должно выполняться каждый день перед применением стерилизатора.
Испытание по прониканию пара выполняется, используя устройство, создающее для процесса определенные сложности по изгнанию воздуха и проникновению пара. Для промышленных применений, если обработка насыщенным паром использует последовательные, определенные стерилизационные загрузки, известные как не препятствующие прониканию пара, то могут использоваться альтернативные методы, основанные на определенных физических измерениях и оценке риска вероятной неисправности процесса.
12.1.7 Продукт должен соответствовать требованиям бионагрузки, если применяется.
12.2 Повторная калибровка
Точность и надежность каждой измерительной цепи, используемой для контроля, индикации или регистрации процесса стерилизации должны периодически верифицироваться в соответствии с 4.3.3.
12.3 Техническое обслуживание оборудования
12.3.1 Профилактическое техническое обслуживание должно планироваться и выполняться в соответствии с задокументированными процедурами.
12.3.2 Оборудование не должно использоваться для обработки продукта до тех пор, пока не будут успешно выполнены и зарегистрированы все определенные задачи технического обслуживания.
12.3.3 План технического обслуживания, процедуры технического обслуживания и записи технического обслуживания должны сохраняться (см. 4.1.2) и пересматриваться назначенным лицом через определенные интервалы времени. Результаты пересмотра должны быть документированы.
12.4 Повторная оценка
12.4.1 Повторная оценка процесса стерилизации должна выполняться для определенного продукта и определенного оборудования через определенные интервалы времени, и после оценки любых изменений (см. 12.5). Должна быть обоснована степень проведения повторной оценки.
12.4.2 Процедуры повторной оценки должны быть определены и записи повторной оценки должны сохраняться (см. 4.1.2).
12.4.3 Данные повторной оценки должны пересматриваться в зависимости от определенного критерия приемки в соответствии с документированными процедурами. Данные пересмотра повторной оценки должны сохраняться (см. 4.1.2) вместе с выполненной корректировкой и принятыми корректировочными действиями.
12.5 Оценка изменений
Любое изменение должно быть оценено по его влиянию на эффективность процесса стерилизации.
Рассмотрение изменений (если применяется) должно включать в себя:
a) замену части, которая может быть причиной изменения параметра процесса;
b) замену части, которая может быть причиной увеличения утечки в камере стерилизатора;
c) изменение однородности в камере стерилизатора;
d) новое или модифицированное программное обеспечение и/или аппаратное обеспечение;
e) любое изменение параметра процесса;
f) любое изменение в эксплуатации и в последующем поддержании работы;
g) любое изменение упаковки и/или процедуры упаковки;
h) любое изменение конфигурации загрузки;
j) любое изменение материалов продукта, источника продукта или конструкции.
Должен быть документирован результат данной оценки, включающий обоснование достигнутого решения и объема внесенных изменений в процесс стерилизации, требования к продукту или повторной оценке (если применяется).
Приложение A
(справочное)
Руководство
Примечание 1 - Руководство, представленное в данном приложении, не является контрольным перечнем для оценки соответствия настоящему стандарту. Данное руководство предназначено для содействия в достижении всестороннего понимания и выполнения настоящего стандарта с помощью предоставления объяснений и приемлемых методов для достижения соответствия с определенными требованиями. Могут использоваться методы отличные от тех, которые представлены в данном руководстве. Но для применения альтернативных методов должна быть показана эффективность в достижении соответствия настоящему стандарту.
Примечание 2 - Для удобства базовая нумерация в данном приложении соответствует нумерации в нормативной части настоящего стандарта.
A.1 Область применения
A.1.1 Включения
Нет рекомендаций.
A.1.2 Исключения
A.1.2.1 Нет рекомендаций.
A.1.2.2 Нет рекомендаций.
A.1.2.3 Нет рекомендаций.
A.1.2.4 Эффективная реализация определенных и документированных процедур необходима для разработки, валидации и текущего контроля процесса стерилизации медицинских изделий. Такие процедуры обычно рассматриваются как элементы системы менеджмента качества. Настоящий стандарт устанавливает и определяет такие элементы системы менеджмента качества, которые являются определяющими для эффективного контроля стерилизации за счет нормативной ссылки к стандарту системы менеджмента качества для медицинских изделий ИСО 13485. Настоящий стандарт не требует, чтобы применялась полная система менеджмента качества, соответствующая ИСО 13485, также она не требует, чтобы определенные элементы системы менеджмента качества подвергались оценке третьей стороной. Особое внимание уделяется существующим национальным и региональным обязательным требованиям к системам менеджмента качества в производстве медицинских изделий и в оценке таких систем третьей стороной.
A.1.2.5 Нет рекомендаций.
A.2 Нормативные ссылки
Требования документов, включенных как нормативные ссылки, являются требованиями настоящего стандарта только в той области, на которую они ссылаются в нормативной части; ссылка может быть на весь стандарт или может ограничиваться специальными разделами.
A.3 Термины и определения
Нет рекомендаций.
A.4 Элементы системы менеджмента качества
Примечание - См. также A.1.2.4.
A.4.1 Документация
Требования к контролю документов и записей определены в ИСО 13485, пункты 4.2.3 и 4.2.4, соответственно.
В ИСО 13485 требования к документации относятся к созданию и контролю документации (включая спецификации и процедуры) и записям.
A.4.2 Ответственность руководства
Требования к ответственности и полномочиям определены в ИСО 13485, пункт 5.5, и требования к персоналу определены в ИСО 13485, пункт 6.2.
В ИСО 13485 требования к ответственности руководства относятся к руководству, центру по работе с клиентами, органам контроля качества, планированию, ответственности, полномочиям и взаимодействию, а также проверке управленческой деятельности.
Разработка, валидация и текущий контроль процесса стерилизации могут включать в себя ряд отдельных групп, каждая из которых отвечает за определенный элемент. Настоящий стандарт требует, чтобы группа, обладающая определенной ответственностью, была определена, и чтобы это определение ответственности было документировано. Это определение полномочий и ответственности документируется в пределах системы менеджмента качества обозначенных групп.
Для группы с определенной ответственностью по обозначенным частям требуется проверка на соответствие этих частей компетентным персоналом, компетенция которого была продемонстрирована посредством соответствующего обучения и экзаменов.
A.4.3 Реализация продукта
Примечание - В ИСО 13485 требования к реализации продукта относятся к сроку службы продукта из определения требований покупателя, конструкции и разработки, закупки, контроля производства и калибровки устройств контроля и измерения.
A.4.3.1 Требования к закупке определены в ИСО 13485, пункт 7.4. На практике замечено, что требования в ИСО 13485, пункт 7.4.3 к верификации закупки продукции применяются ко всей продукции и техническому обслуживанию, осуществляемому за пределами организации.
A.4.3.2 Требования к идентификации и единству измерений определены в ИСО 13485, пункт 7.5.3.
A.4.3.3 Требования к калибровке устройств контроля и измерения определены в ИСО 13485, пункт 7.6.
A.4.4 Измерение, анализ и улучшение. Контроль несоответствующей продукции
Процедуры по контролю изделий, не соответствующих требованиям, и корректировочные действия определены в ИСО 13485, пункты 8.3 и 8.5.2, соответственно.
В ИСО 13485 требования к измерению, анализу и усовершенствованию относятся к процессу мониторинга, контроля несоответствующей продукции, анализа данных и усовершенствования (включая корректировочные и предупредительные действия).
A.5 Описание стерилизующего агента
Целью данного мероприятия является охарактеризовать стерилизующий агент, доказать его микробоцидную эффективность, оценить влияние, которое стерилизующий агент оказывает на материалы, и определить требования безопасности персонала и защиты окружающей среды.
Данные действия могут проводиться в испытательной системе или макете системы; окончательная спецификация оборудования должна соотноситься с экспериментальными исследованиями, проведенными с использованием любой такой испытательной системы или макета системы.
A.6 Описание процесса и оборудования
Целью данного мероприятия является охарактеризовать в целом процесс стерилизации и оборудование, необходимое для обеспечения безопасности и воспроизводимости процесса стерилизации.
Процесс стерилизации установлен для определенного семейства (семейств) продуктов и конфигурации (конфигураций) загрузки. Данная спецификация должна включать в себя параметры процесса, которые определяют профиль воздействия через рабочий цикл и параметры процесса, используемые для проверки воспроизводимости. Должна быть определена степень воздействия, для которой определена летальность, и верхние и нижние пределы каждого параметра процесса, которые могут влиять на данную летальность и рабочие характеристики процесса. Спецификация процесса стерилизации и оборудования, которое обеспечивает процесс, должно содержать их достаточно подробное описание, рассматриваемое в секции, в которой обсуждалось определение процесса (см. раздел 8) при предложении нового продукта или конфигурации загрузки.
A.7 Определение продукта
Целью данной деятельности является определение продукта для стерилизации, включающее в себя микробиологическое качество продукта перед стерилизацией (бионагрузку) и способ, с помощью которого продукт упакован и представлен для стерилизации.
Сочетание материалов, используемых для создания и упаковки продукта, должно выдерживать параметры процесса, которые характерны для обработки влажным теплом. Должны быть определены любые ограничения, связанные с конструкцией продукта и материалами.
A.8 Определение процесса
Целью данной деятельности является определение подробной спецификации процесса стерилизации, применяемого к определенному продукту, не подвергая риску безопасность, качество и рабочие характеристики данного продукта.
Процесс стерилизации может быть определен через оборудование, которое валидировано и известно для обработки продукта, отнесенного к тому же семейству продуктов. Процесс стерилизации может быть определен производителем или разработчиком продукта для семейства продуктов, к которому отнесен продукт. Во всех случаях должны быть отмечены пределы параметров процесса и ограничения воздействия, установленные при определенииии продукта. Примеры рабочих циклов проиллюстрированы в приложении E.
A.9 Валидация
Целью валидации является установление того, что процесс стерилизации, разработанный в определении процесса, может быть эффективно и воспроизводимо применен к стерилизационной загрузке. Валидация состоит из некоторого числа определенных этапов: аттестация монтажа, аттестация функционирования и аттестация эксплуатируемого оборудования. Соответствие оборудования, технического обслуживания и установочных спецификаций определяется в процессе аттестации ввода в эксплуатацию. Производительность определенного процесса стерилизации устанавливается в процессе аттестации эксплуатации, и достижения требуемого SAL в и/или на продукте устанавливается в процессе аттестации эксплуатируемого оборудования.
A.10 Текущий мониторинг и контроль
Целью текущего мониторинга и контроля является подтверждение того, что валидированный стерилизационный процесс был произведен для продукта. Это доказывается с помощью данных, полученных в течение процесса стерилизации и за счет периодических испытаний, применяемых для верификации того, что может быть произведен определенный процесс стерилизации.
A.11 Выпуск продукции после стерилизации
Целью выпуска продукции после стерилизации является подтверждение того, что продукт успешно прошел определенный процесс стерилизации и может быть допущен к применению.
A.12 Поддержание эффективности процесса
Целью данной деятельности является определение и реализация периодических проверок и испытаний, необходимых для предсказания того, что определенный процесс стерилизации непрерывно применяется к продукту в течение текущей обработки.
Любое изменение, которое увеличивает неопределенность в показателе летальности, который будет вырабатываться для стерилизационной загрузки, должен инициировать экспертизу. Ответственная сторона для каждого элемента валидации и текущего контроля указана в таблице A.1.
Таблица A.1 - Элементы описания стерилизующего агента и разработки, валидации и текущего контроля процесса стерилизации
Элементы | Цель | Компоненты | Ответственная сторона |
Система качества | Обеспечение структуры для контроля всех этапов процесса стерилизации | Ответственность руководства, контроль на этапе проектирования, реализация продукта, измерение, анализ и усовершенствование | Все стороны, несущие ответственность за элементы |
Описание стерилизующего агента | Определение стерилизующего агента и его микробоцидной эффективности | Определение стерилизующего агента, микробоцидной эффективности, влияния на материал | Разработчик процесса стерилизации |
Описание процесса стерилиза- | Полное определение процесса стерилизации и оборудования, необходимого для его выполнения | Описание процесса стерилизации, спецификация оборудования, дополнительного оборудования и определение технического обслуживания, безопасности и окружающих условий | Производитель стерилизатора в сотрудничестве с разработчиком процесса стерилизации, если это применяется |
Определение продукта | Определение продукта для стерилизации | Спецификация продукта, упаковочных материалов, качества продукта перед стерилизацией | Производитель продукта для стерилизации (и производитель стерилизатора, зависящий от требований, предъявляемых к стерилизующему оборудованию) |
Определение процесса стерилизации | Определение процесса стерилизации для того, чтобы добиться стерильности установленного продукта с сохранением безопасности и рабочих характеристик продукта | Разработка, биологическая безопасность, остаточные вещества после процесса, совместимость продукта, ограничения на повторную стерилизацию | Производитель продукта для стерилизации в сотрудничестве с производителем стерилизатора и, если применимо, медицинского оборудования |
Валидация | Доказательство того, что процесс стерилизации может быть эффективно и воспроизводимо применен к стерилизационной загрузке | Аттестация монтажа, аттестация функционирования, аттестация эксплуатируемого оборудования, пересмотр и утверждение валидации | Организация, ответственная за стерилизацию продукта (либо производитель продукта, либо учреждение по повторной обработке) в сотрудничестве с производителем стерилизатора, если применимо; производитель продукта, учреждение по повторной обработке в сотрудничестве с организацией, стерилизующей продукт, если применимо |
Текущий мониторинг и контроль | Доказательство того, что валидированный процесс стерилизации применен в пределах определенных допусков ко всем продуктам стерилизационной загрузки | Стерилизационная загрузка, конфигурация, мониторинг процесса стерилизации, регистрация получения, периодическое исследование, регистрация сохранения | Производитель продукта или учреждение по повторной обработке |
Выпуск продукции после стерилизации | Пересмотр записей процедур текущего контроля и определение размещения конкретной стерилизационной загрузки | Пересмотр записей, индикатор исследования (если это имеет место), размещение продукта, корректировочные действия (если это имеет место) | Производитель продукта или учреждение по повторной обработке |
Поддержание эффективности процесса стерилизации | Подтверждение непрерывной приемлемости валидированного процесса стерилизации | Производитель стерилизатора, производитель продукта или учреждение по повторной обработке, вместе с организацией, осуществляющей стерилизацию продукта, если применимо |
Приложение B
(справочное)
Определение процесса, основанное на инактивации микробной популяции в ее естественном состоянии (метод, основанный на бионагрузке)
B.1 Общее
Руководство и рассмотрение данного метода представлены в литературе, такой как Halverson и Zeigler 1932 [37], Pflug и Holcomb 1983 [44], PDA 1978 [42] и Pflug 1999 [43].
Метод требует обширных знаний об естественной бионагрузке. Бионагрузка характерной продукции должна быть определена в соответствии с ИСО 11737-1. Может быть необходимо выделять изоляты по принципу устойчивости к теплу.
B.2 Отбор образцов
Продукт, выбранный для исследования при определении процесса, должен быть типичным представителем текущей продукции.
B.3 Процедура
B.3.1 Продукт должен быть подвергнут воздействию стерилизующего агента с предварительно определенным увеличением ожидаемого процесса стерилизации.
B.3.2 Должна быть установлена требуемая точность и прецизионность увеличений, и подача стерилизующего агента должна контролироваться и проверяться на соответствие определенным пределам.
B.3.3 После воздействия стерилизующего агента продукт также должен быть подвергнут испытаниям на стерильность (см. ИСО 11737-2).
B.3.4 Знание зависимости между долей продукции, которая не обнаруживает увеличения стерильности в испытаниях, и степенью воздействия стерилизующего агента используется для определения процесса стерилизации.
B.3.5 Установленный уровень обработки должен быть выполнен три раза для демонстрации воспроизводимости.
B.4 Последующие мероприятия
Непрерывная применимость процесса стерилизации должна подтверждаться через определенные интервалы времени, используя продукт, который является типичным представителем текущей продукции.
Метод требует постоянной проверки и контроля по бионагрузке.
Приложение C
(справочное)
Определение процесса, основанное на инактивации тест-микроорганизмов и знании бионагрузки на элементах продукции для стерилизации (комбинированный метод, основанный на бионагрузке/биологических индикаторах)
C.1 Общее
Руководство и рассмотрение данного метода можно найти в ИСО 14161 [10] и также в литературе, такой как Halverson и Zeigler 1932 [37], Pflug и Holcomb 1983 [44], PDS 1978 [42] и Pflug 1999 [43].
C.2 Процедура
C.2.1 Должна быть установлена область в продукте, в которой будет наиболее сложно достигнуть стерильности.
C.2.2 Контрольная проба для процесса стерилизации, включающая знание количества микроорганизмов с известной устойчивостью к стерилизующему агенту, должна быть разработана на основе:
a) размещения биологических индикаторов в продукте в определенном месте (местах) или типичных положениях, где наиболее трудно достичь условий стерилизации, или
b) заражения продукта основными микроорганизмами в местах внутри продукта, где наиболее трудно достичь стерилизационных условий.
Примечание - Зараженный продукт может рассматриваться как биологический индикатор. (См. 8.5 и ИСО 11138-1.)
C.2.3 Контрольная проба должна быть упакована таким же образом, как и изготовленный должным образом продукт, и должна быть включена в стерилизационную загрузку в области, где наиболее трудно достичь стерилизационных условий.
C.2.4 Стерилизационная загрузка должна быть подвергнута воздействию стерилизующего агента при условиях, выбранных для получения летальности меньшей, чем полученная в процессе стандартной стерилизации для того, чтобы не все тест-микроорганизмы были инактивированы.
C.2.5 Определенный уровень обработки должен быть выполнен три раза для демонстрации воспроизводимости.
C.2.6 Количество выживших микроорганизмов должно быть определено с помощью прямого пересчета или установлено с помощью наиболее вероятного количественного метода.
C.2.7 Должна быть вычислена степень инактивации тест-микроорганизмов.
C.2.8 На основе знания бионагрузки (установленной в соответствии с 8.11 а) и степени инактивации тестмикроорганизмов должна быть определена степень обработки, требуемая для достижения определенных требований стерильности.
Приложение D
(справочное)
Консервативное определение процесса, основанное на инактивации тест-микроорганизмов (метод полной гибели)
D.1 Общее
D.1.1 Данное приложение описывает процесс полной гибели, основанный на инактивации тест-микроорганизмов. Данный процесс широко применяется и часто используется для стерилизации изделий многократного применения. Аттестация процесса стерилизации для таких продуктов требует подхода отличного от того, что используется для исходно чистого продукта, так как сложно определить контрольную пробу для процесса стерилизации и обработка, которая предшествует стерилизации (такая как очистка), является сложной для валидации и контроля. Процесс стерилизации в данной ситуации часто является консервативным и разработан для выполнения обработки, превышающей ту, что требуется для достижения определенных требований стерильности.
Данный тип обработки, который часто упоминается как "полная гибель", может быть определен математически на основании эмпирических данных о микроорганизме (метод полного цикла) или из уменьшенного уровня обработки, выполняемой для определенного микроорганизма (метод неполного цикла).
D.1.2 Метод полной гибели является наиболее подходящим для процессов стерилизации, где может быть показана линейная кинетика инактивации.
D.1.3 Руководство и рассмотрение метода полной гибели представлены в ИСО 14161 [10] и в литературе, такой как Halverson и Zeigler 1932 [37], Pflug и Holcomb 1983 [44], PDA 1978 [42] и Pflug 1999 [43].
D.2 Процедура
D.2.1 Должно быть установлено место в продукте, в котором наиболее трудно достичь стерильности.
D.2.2 Контрольная проба процесса стерилизации должна быть разработана на основе:
a) размещения биологических индикаторов в продукте в определенном месте (местах) или типичных положениях, где наиболее трудно достичь условий стерилизации, или
b) заражения продукта тест-микроорганизмами в местах внутри продукта, где наиболее трудно достичь стерилизационных условий.
Примечание - Зараженный продукт может рассматриваться как биологический индикатор. (См. 8.5 и ИСО 11138-1.)
D.2.3 Контрольная проба должна быть упакована таким же образом, как и изготовленный должным образом продукт, и должна быть включена в стерилизационную загрузку в области, где наиболее трудно достичь стерилизационных условий.
D.3 Метод неполного цикла
D.3.1 Стерилизационная загрузка должна быть подвергнута воздействию стерилизующего агента в условиях, разработанных для получения пониженного уровня обработки.
D.3.2 Должна быть установлена степень обработки, необходимая для инактивации 10 микроорганизмов на биологическом индикаторе, который соответствует ИСО 11138-3.
D.3.3 Определенный уровень обработки должен быть выполнен три раза, чтобы показать воспроизводимость.
D.3.4 Если установлена инактивация 10 жизнеспособных микроорганизмов, определяется уровень обработки для процесса стерилизации с помощью экстраполяции до расчетной вероятности выживания 10
или лучше, принимая во внимание природу кинетики инактивации стерилизующего агента и количество и устойчивость микроорганизмов на биологическом индикаторе.
D.3.5 Степень обработки может быть консервативно определена как вдвое большая той, что используется для пониженного уровня обработки.
D.4 Метод полного цикла
D.4.1 Стерилизационная загрузка должна подвергаться воздействию стерилизующего агента при условиях, установленных для получения уровня обработки, которая будет инактивировать биологический индикатор в соответствии с ИСО 11138-3.
D.4.2 Номинальная популяция на биологическом индикаторе должна превышать, по меньшей мере, 0,5log с основанием 10 от численности, вычисленной из
и сертифицированной величиной D
для биологического индикатора. Это учитывает вариации микробиологических действий и изменение D значений для исследуемого микроорганизма, который может контактировать с продуктом или быть причиной загрязнения материала.
определяется из уравнения:
![]() , (D.1)
, (D.1)
где - D - значение биологического индикатора при температуре воздействия 121°C;
- жизнеспособная популяция на биологическом индикаторе перед воздействием;
N - жизнеспособная популяция на биологическом индикаторе после воздействия.
D.4.3 Примерами микроорганизмов, которые показывают высокую устойчивость к влажному теплу и которые пригодны к применению в данном методе, являются G.stearothermophilus, B.coagulans, С.sporogenes и B.atrophaeus.
D.4.4 Изменения в получаемой летальности, которые могут встречаться в камере стерилизатора, и вероятность того, что это может приводить к положительному испытательному образцу, должны быть включены в вычисления для определения .
D.4.5 Стерилизационная загрузка должна подвергаться воздействию стерилизующего агента с контрольным значением для подтверждения того, что нет оставшихся в живых микроорганизмов.
Если результаты испытания устанавливают, что данный уровень обработки является допустимым, то должны быть выполнены два дополнительных повтора для доказательства воспроизводимости и для подтверждения определенной обработки, выполняемой с помощью процесса стерилизации.
Приложение E
(справочное)
Рабочие циклы
Примечание - Данное приложение описывает стандартные рабочие циклы, используемые в паровой стерилизации влажным теплом. Рисунки являются схематичными и даны только для примера.
E.1 Насыщенный пар - вентилируемые системы
E.1.1 Данный рабочий цикл главным образом предназначен для стерилизации контактирующих поверхностей, так как удаление воздуха из материалов и полостей является ненадежным. Данный цикл также используется для стерилизации жидкостей в контейнерах, где пар действует как теплоноситель.
E.1.2 Пример профиля температуры и давления в камере для вентилируемого цикла стерилизации насыщенным паром представлен на рисунке E.1.
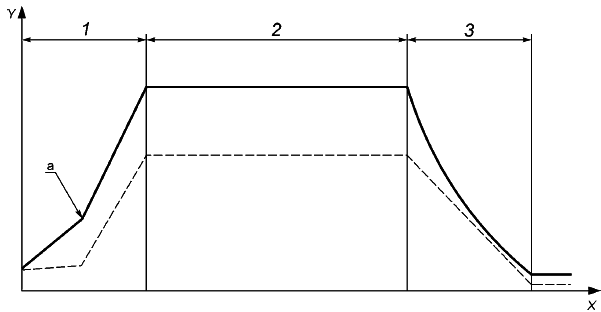
X - время; Y - температура ( _____ ); давление насыщенного пара ( _ _ _ _ ); 1 - фаза нагрева; 2 - фаза выдержки; 3 - фаза охлаждения; a - клапан закрыт
Рисунок E.1 - Пример профилей температуры и давления в камере для цикла насыщенный пар - вентилируемые системы
E.1.3 Процесс стерилизации состоит из трех основных фаз:
a) фаза нагрева: при открытом клапане насыщенный пар подается или генерируется в камере стерилизатора до тех пор, пока не будут получены желаемые условия; это обычно определяется с помощью измерения температуры. Затем клапан закрывается, и насыщенный пар продолжает подаваться или генерироваться в камере стерилизатора до тех пор, пока не будут достигнуты температура стерилизации и соответствующее давление насыщенного пара;
b) фаза выдержки: температура стерилизации поддерживается в камере стерилизатора с помощью насыщенного пара в течение времени выдерживания;
c) фаза охлаждения: данная фаза может отличаться для различных типов продукта. Воздух может подаваться через клапан камеры стерилизатора из атмосферы или, где охлаждаются растворы в герметичных контейнерах, фильтрованный сжатый воздух может подаваться в камеру стерилизатора для предотвращения быстрого сброса давления. Данная фаза заканчивается, когда давление в камере стерилизатора становится равным атмосферному, а в случае герметичных контейнеров - при достижении безопасной температуры.
E.2 Насыщенный пар - принудительное изгнание воздуха
E.2.1 Данный рабочий цикл предназначен для продуктов, из которых трудно удалить воздух, таких как пористые материалы, полости и/или впадины и упакованные изделия. Он также может использоваться для стерилизации контактирующих поверхностей.
E.2.2 Пример профиля температуры и давления в камере представлен на рисунке E.2. Это только один пример из многих реализуемых методов в современных стерилизаторах.
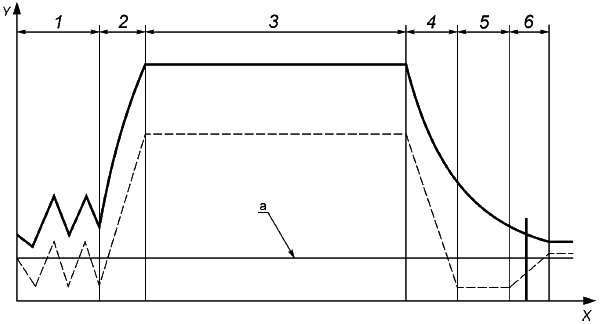
X - время; Y - температура ( _____ ); давление насыщенного пара ( _ _ _ _ _ ); 1 - фаза удаления воздуха; 2 - фаза подачи
пара; 3 - фаза выдержки; 4 - фаза выпуска пара; 5 - фаза сушки; 6 - фаза сброса вакуума; a - атмосферное давление
Рисунок E.2 - Пример профилей температуры и давления в камере для цикла с насыщенным паром и принудительным изгнанием воздуха
E.2.3 Процесс стерилизации состоит из шести основных фаз:
a) фаза удаления воздуха: воздух удаляется из камеры стерилизатора и стерилизационной загрузки с помощью глубокого вакуума или потока, пульсирующего выше и/или ниже атмосферного давления;
b) фаза подачи пара: насыщенный пар подается в камеру стерилизатора до тех пор, пока в камере стерилизатора не будут достигнуты температура и давление стерилизации;
c) фаза выдержки: в камере стерилизатора с помощью насыщенного пара определенное время поддерживаются температура и давление стерилизации;
d) фаза выпуска пара: пар удаляется из камеры стерилизатора и достигается предварительно определенный уровень вакуума;
e) фаза сушки: для продуктов, требующих просушки, температура в рубашке и вакуум в камере стерилизатора поддерживаются на заранее установленном уровне;
f) фаза сброса вакуума: в камеру стерилизатора через фильтр, удерживающий микробный аэрозоль, подается воздух до достижения атмосферного давления.
E.3 Система сжатого воздуха
E.3.1 Общие положения
Некоторые продукты не могут выдержать давления пара, соответствующего температуре стерилизации. Поэтому применяют процессы с использованием сжатого воздуха, подаваемого через фильтр, задерживающий микробный аэрозоль, которые обеспечивают в течение всего цикла стерилизации или его части давление снаружи продукта, равное или превышающее давление внутри продукта.
E.3.2 Паровоздушная смесь
E.3.2.1 Пример профиля температуры и давления в камере представлен на рисунке E.3.

X - время; Y - температура ( _____ ); избыточное давление воздуха ( _ _ _ _ _ ); 1 - фаза нагрева; 2 - фаза выдержки; 3 - фаза охлаждения
Рисунок E.3 - Пример профилей температуры и давления в камере для цикла стерилизации паровоздушной смесью
E.3.2.2 Процесс стерилизации состоит из трех основных фаз:
a) фаза нагрева: первая часть данной стадии такая же, как и в вентилируемых системах, исключая те случаи, когда целостность продукта может быть нарушена повышением давления пара. Тогда проветривание является помехой.
Пар продолжают подавать в камеру до достижения требуемой температуры стерилизации. Когда продукты требуют повышенного давления в этой фазе и парциальное давление попавшего в камеру воздуха недостаточно, вводится сжатый воздух. Обычно для поддержания однородности среды требуется производить перемешивание;
b) фаза выдержки: циркуляция и температура стерилизации поддерживаются в течение установленного времени;
c) фаза охлаждения: охлаждение продукта проводят охлажденным сжатым воздухом или распылением охлажденной воды. В течение данной фазы повреждение продукта от быстрого сброса давления в камере стерилизатора предотвращается с помощью сжатого воздуха.
Чтобы сохранить целостность продукта, следует предотвратить быстрое падение давления путем поддержания требуемого давления в камере с помощью сжатого воздуха. Давление поддерживается, пока продукт достаточно не охладится, после чего давление сбрасывается до атмосферного.
E.3.3 Распыление воды
E.3.3.1 Пример профиля температуры и давления представлен на рисунке E.4.
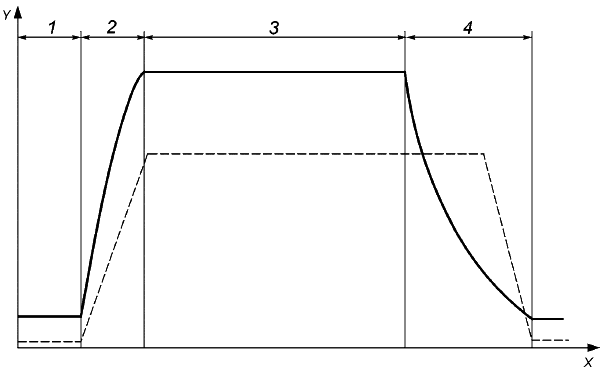
X - время; Y - температура ( _____ ); избыточное давление воздуха ( _ _ _ _ _); 1 - фаза подачи воды; 2 - фаза нагрева; 3 - фаза выдержки; 4 - фаза охлаждения
Рисунок E.4 - Пример профилей температуры и давления в камере для цикла с распылением воды
E.3.3.2 Процесс стерилизации состоит из четырех основных фаз:
a) фаза подачи воды: в начале цикла стерилизации определенное количество воды вносится в камеру стерилизатора или используется конденсат пара. Затем она распыляется на продукт;
b) фаза нагрева: нагрев до требуемой температуры стерилизации достигается за счет подачи воздуха и пара в циркуляционную систему или за счет нагрева воды через теплообменник и внесения сжатого воздуха в камеру стерилизатора;
c) фаза выдержки: работает циркуляционная система, и температура воды поддерживается в соответствии с требованиями стерилизации в течение необходимого периода времени;
d) фаза охлаждения: давление в камере стерилизатора поддерживается сжатым воздухом, и продукт охлаждается снижением температуры циркулирующей воды с контролируемым расходом. Давление в камере стерилизатора сбрасывается, когда температура продукта уменьшается до безопасного значения.
E.3.4 Погружение в воду
E.3.4.1 Пример профиля температуры и давления камеры представлен на рисунке E.5.

X - время; Y - температура ( _____ ); избыточное давление воздуха ( _ _ _ _ _ ); 1 - фаза подачи воды; 2 - фаза нагрева; 3 - фаза выдержки; 4 - фаза охлаждения
Рисунок E.5 - Пример профиля температуры и давления для цикла погружением в воду
E.3.4.2 Данный цикл подобен рабочему циклу с процессом распыления воды за исключением того, что продукт полностью погружен в воду для того, чтобы поддерживать его форму.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 10012 | IDT | ГОСТ Р ИСО 10012-2008 "Менеджмент организации. Системы менеджмента измерений. Требования к процессам измерений и измерительному оборудованию" |
ИСО 11138-1:2006 | - | ** |
ИСО 13485:2003 | IDT | ГОСТ ISO 13485-2011 "Изделия медицинские. Системы менеджмента качества. Системные требования для целей регулирования" |
ИСО 11737-2 | IDT | ГОСТ ISO 11737-2-2011 "Стерилизация медицинских изделий. Микробиологические методы. Часть 2. Испытания на стерильность, проводимые при валидации процессов стерилизации" |
ИСО 11737-1 | IDT | ГОСТ ISO 11737-1-2012 "Стерилизация медицинских изделий. Микробиологические методы. Часть 1. Оценка популяции микроорганизмов на продукции" |
ИСО 11607-2 | - | * |
ИСО 11607-1 | - | * |
ИСО 11140-5 | IDT | ГОСТ ISO 11140-5-2011 "Стерилизация медицинской продукции. Химические индикаторы. Часть 5. Индикаторы 2-го класса для тест-листов и тест-пакетов для испытаний на удаление воздуха" |
ИСО 11140-4 | IDT | ГОСТ ISO 11140-4-2011 "Стерилизация медицинской продукции. Химические индикаторы. Часть 4. Индикаторы 2-го класса к тест-пакетам для определения проникания пара" |
ИСО 11140-3 | IDT | ГОСТ ISO 11140-3-2011 "Стерилизация медицинской продукции. Химические индикаторы. Часть 3. Тест-листы к индикаторам 2-го класса для испытаний на проникание пара" |
ИСО 11140-1 | IDT | ГОСТ ISO 11140-1-2010* "Стерилизация медицинской продукции. Химические индикаторы. Часть 1. Общие требования" |
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 11140-1-2011. - . | ||
ИСО 11138-3:2006 | - | ** |
ИСО 17664 | - | ** |
* Соответствующий национальный стандарт отсутствует До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Библиография
[1] | ИСО 9000:2005 | Системы менеджмента качества. Основные положения и словарь (Quality management systems. Fundamentals and Vocabulary) |
[2] | ИСО 9000-3:1991 | Управление качеством и стандарты поддержания качества. Часть 3. Рекомендации по применению ИСО 9001 для разработки, поддержки и обслуживания программного обеспечения компьютера (Quality management and quality assurance standards. Part 3: Guidelines for the application of ISO 9001 to the development, supply and maintenance of computer software) |
[3] | ИСО 9001:2000 | Системы менеджмента качества. Требования (Quality management systems. Requirements) |
[4] | ИСО 9004:2000 | Системы менеджмента качества. Рекомендации по улучшению рабочих характеристик (Quality management systems. Guidelines for performance improvements) |
[5] | ИСО 10993-1 | Биологическая оценка медицинских изделий. Часть 1. Оценка и испытания (Biological evaluation of medical devices. Part 1: Evaluation and testing) |
[6] | ИСО 10993-17 | Биологическая оценка медицинских изделий. Часть 17. Создание допустимых пределов для выщелачиваемых веществ (Biological evaluation of medical devices. Part 17: Establishment of allowable limits for leachable substances) |
[7] | ИСО/ТС 11139 | Стерилизация медицинских изделий. Словарь (Sterilization of healthcare products. Vocabulary) |
[8] | ИСО 14001 | Системы управления окружающими условиями. Требования руководства по применению (Environmental management systems. Requirements with guidance for use) |
[9] | ИСО 14040 | Управление окружающими условиями. Оценка долговечности. Принципы и структура (Environmental management. Life cycle assessment. Principles and framework) |
[10] | ИСО 14161:2000 | Стерилизация медицинских изделий. Биологические индикаторы. Руководство по выбору, применению и интерпретации результатов (Sterilization of health care products. Biological indicators. Guidance for the selection, use and interpretation of results) |
[11] | ИСО 14937:2000 | Стерилизация медицинских изделий. Общие требования к описанию стерилизующего агента и разработке, валидации и текущему контролю процесса стерилизации медицинских изделий (Sterilization of health care products. General requirements for characterization of a sterilizing agent and the development, validation and routine control of a sterilization process for medical devices) |
[12] | ИСО 14971 | Медицинские изделия. Применение менеджмента риска к медицинским устройствам (Medical devices. Application of risk management to medical devices) |
[13] | ИСО 15882:2003 | Стерилизация медицинских изделий. Химические индикаторы. Руководство по выбору, применению и интерпретации результатов (Sterilization of health care products. Chemical indicators. Guidance for selection, use and interpretation of results) |
[14] | ИСО 15883-1 | Моющие дезинфекторы. Часть 1: Общие требования, термины, определения и испытания (Washer-disinfectors. Part 1: General requirements, terms, definitions and tests) |
[15] | ИСО 15883-2 | Аппараты для мойки и дезинфекции. Часть 2. Требования и испытания аппаратов для мойки и дезинфекции, применяемых для тепловой дезинфекции хирургических инструментов, наркозных установок, емкостей, лотков, колб, стеклянной посуды и т.д. (Washer-disinfectors. Part 2: Requirements and tests for washer disinfectors employing thermal disinfection for surgical instruments, anaesthetic equipment, bowls, dishes, receivers, utensils, glassware, etc.) |
[16] | ИСО 15883-4 | Аппараты для мойки и дезинфекции. Часть 4. Требования и испытания аппаратов для мойки и дезинфекции, применяемых для химической дезинфекции термолабильных эндоскопов (Washer-disinfectors. Part 4: Requirements and tests for washer-disinfectors employing chemical disinfection for thermolabile endoscopes) |
[17] | ANSI/AAMIST67:2003 | Стерилизация медицинских изделий. Требования к продуктам, обозначенным "СТЕРИЛЬНО" (Sterilization of health care products. Requirements for products labeled "STERILE") |
[18] | BLOCK, S.S., ed., Disinfection, sterilization, and preservation, Lippincott, Williams and Wilkins, Philadelphia, PA; 5th Edition, 2001 | |
[19] | BOWIE, J.H., KELSEY, J.C. and THOMSON, G.R. The Bowie and Dick autoclave tape test, Lancet 16, pp 586-587 (1963) | |
[20] | CHEN, J.H.S. Methods of testing virucides, Disinfection, Sterilization and Preservation, Block, S.S., ed., Lea and Febinger, Philadelphia, PA, 1983 | |
[21] | EN 285 | Стерилизация. Паровые стерилизаторы. Большие стерилизаторы (Sterilization. Steam sterilizers. Large sterilizers) |
[22] | EN 556-1 | Стерилизация медицинских изделий. Требования к медицинским устройствам, обозначенным "СТЕРИЛЬНО". Часть 1. Требования к окончательно стерилизуемым медицинским устройствам (Sterilization of medical devices. Requirements for medical devices to be designated "STERILE". Part 1: Requirements for terminally-sterilized medical devices) |
[23] | EN 868-1:1997 | Упаковочные материалы и системы для медицинских изделий, которые стерилизуются. Часть 1. Общие требования и методы испытания (Packaging materials and systems for medical devices which are to be sterilized. Part 1: General requirements and test methods) |
[24] | EN 868-2:1999 | Упаковочные материалы и системы для медицинских изделий, которые стерилизуются. Часть 2. Упаковка стерилизации. Требования и методы испытания (Packaging materials and systems for medical devices which are to be sterilized. Part 2: Sterilization wrap. Requirements and test methods) |
[25] | EN 868-3:1999 | Упаковочные материалы и системы для медицинских изделий, которые стерилизуются. Часть 3. Бумага, применяемая в производстве бумажных пакетов (определено в EN 868-4) и в производстве мешков и рулонов (определено в EN 868-5). Требования и методы испытания (Packaging materials and systems for medical devices which are to be sterilized. Part 3: Paper for use in the manufacture of paper bags (specified in EN 868-4) and in the manufacture of pouches and reels (specified in EN 868-5). Requirements and test methods) |
[26] | EN 868-4:1999 | Упаковочные материалы и системы для медицинских изделий, которые стерилизуются. Часть 4. Бумажные пакеты. Требования и методы испытания (Packaging materials and systems for medical devices which are to be sterilized. Part 4: Paper bags. Requirements and test methods) |
[27] | EN 868-5:1999 | Упаковочные материалы и системы для медицинских изделий, которые стерилизуются. Часть 5. Нагрев и самогерметизация мешков и рулонов из бумаги и структура пленки из пластмассы. Требования и методы испытания (Packaging materials and systems for medical devices which are to be sterilized. Part 5: Heat and self-sealable pouches and reels of paper and plastic film construction. Requirements and test methods) |
[28] | EN 868-8:1999 | Упаковочные материалы и системы для медицинских изделий, которые стерилизуются. Часть 8. Контейнеры многократной стерилизации для паровых стерилизаторов в соответствии с EN 285. Требования и методы испытания (Packaging materials and systems for medical devices which are to be sterilized. Part 8: Re-usable sterilization containers for steam sterilizers conforming to EN 285. Requirements and test methods) |
[29] | EN 868-9:2000 | Упаковочные материалы и системы для медицинских изделий, которые стерилизуются. Часть 9. Непокрытые нетканые материалы полиофелина, применяющиеся в производстве нагреваемых самогерметизирующихся мешков, рулонов и крышек. Требования и методы испытания (Packaging materials and systems for medical devices which are to be sterilized. Part 9: Uncoated nonwoven materials of polyolefines for use in the manufacture of heat sealable pouches, reels and lids. Requirements and test methods) |
[30] | EN 868-10:2000 | Упаковочные материалы и системы для медицинских изделий, которые стерилизуются. Часть 10. Покрытые клейким веществом нетканые материалы полиофелина, применяемые в производстве нагреваемых самогерметизирующихся мешков, рулонов и крышек. Требования и методы испытания (Packaging materials and systems for medical devices which are to be sterilized. Part 10: Adhesive coated nonwoven materials of polyolefines for use in the manufacture of heat sealable pouches, reels and lids. Requirements and test methods) |
[31] | EN 12442-1:2000 | Ткани животных и их производные, используемые в производстве медицинских изделий. Часть 1. Анализ и управление риском (Animal tissues and their derivatives utilized in the manufacture of medical devices. Part 1: Analysis and management of risk) |
[32] | EN 12442-2:2000 | Ткани животных и их производные, используемые в производстве медицинских изделий. Часть 2. Контроль источника, сбора и обработки (Animal tissues and their derivatives utilized in the manufacture of medical devices. Part 2: Controls on sourcing, collection and handling) |
[33] | EN 12442-3:2000 | Ткани животных и их производные, используемые в производстве медицинских изделий. Часть 3. Валидация уничтожения и/или инактивации вирусов и инфицирующих агентов (Animal tissues and their derivatives utilized in the manufacture of medical devices. Part 3: Validation of the elimination and/or inactivation of viruses and transmissible agents) |
[34] | EN 13060 | Малые паровые стерилизаторы (Small steam sterilizers) |
[35] | GAMP 4 The Good Automated Manufacturing Practice (GAMP) Guide for Validation of Automated Systems in Pharmaceutical Manufacture, December 2001, ISPE (International Society for Pharmaceutical Engineering), 3109 W.Dr.Martin Luther King, Jr.Blvd., Suite 250, Tampa, FL 33607 | |
[36] | Global Harmonization Task Force (GHTF). Study Group 1 (SG1), Document N029R15, dated 3 December, 2004 | |
[37] | Halvorson, H.O. and Ziegler, N.R. Applications of statistics to problems in bacteriology, Journal of Bacteriology, 25(2): pp.101-118, 1932 | |
[38] | IEC 61010-2-040, Safety requirements for electrical equipment for measurement, control, and laboratory use - Part 2-040: Particular requirements for sterilizers and washer-disinfectors used to treat medical materials | |
[39] | Irvine, Th.F. and Liley, P.E. Steam and Gas tables with computer equations, Academic Press, 1984 | |
[40] | Morrissey, R.F. and Phillips, G.B., eds. Sterilization technology: A practical guide for manufacturers and users of health care products, New York, Van Nostrand Reinhold, 1995 | |
[41] | National Canners Association, Manual for food Canners and Processors, Vol.1, AVI Publishing Co., Westport, CT, 1968 | |
[42] | PDA, Validation of steam sterilization cycles, Technical monograph No. 1, Parenteral Drug Association, 1978 | |
[43] | Pflug, I.J. Microbiology and Engineering of Sterilization Processes, 1999 Tenth Edition, Environmental Sterilization Laboratory, 1920 South First St, Minneapolis, Philadelphia, PA, 1978 | |
[44] | Pflug, I.J. and Holkomb, R.G. Principles of thermal destruction of microorganisms, Disinfection, Sterilization and Preservation, Block, S.S., ed., Lea and Febinger, Philadelphia, PA, 1983 | |
[45] | Pflug, I.J. and Kristen, D.E. Carrying out Biological Qualification, the Control Operation of Moist-Heat (Steam Sterilization) Processes for Producing Sterile Pharmaceuticals and Medical Devices. PDA, Journal of Pharmaceutical Science and Technology, 54 (2) 2000 | |
[46] | Sattar, S.A. and Springthorre, V.S. Methods under development for evaluating the antimicrobial activity of germicides, Proceedings of the International Symposium on Chemical Germicides in Health Care, Cincinnati, Ohio, May 1994, Polyscience Publications Inc, pp 237-254, 1995 | |
[47] | ИСО 18472 | Стерилизация продуктов здравоохранения. Биологические и химические индикаторы. Испытательное оборудование (Sterilization of health care products. Biological and chemical indicators. Test equipment) |
[48] | ИСО 22442-1 | Медицинские изделия, использующие животные ткани и их производные. Часть 1. Применение менеджмента риска (Medical devices utilizing animal tissues and their derivatives. Part 1: Application of risk management) |
[49] | ИСО 22442-2 | Медицинские изделия, использующие животные ткани и их производные. Часть 2. Контроль источника, сбора и обработки (Medical devices utilizing animal tissues and their derivatives. Part 2: Controls on sourcing, collection and handling) |
[50] | ИСО 22442-3 | Медицинские изделия, использующие медицинские изделия и их производные. Часть 3. Валидация уничтожения и/или инактивации вирусов и инфекционных агентов спонгиозной формы энцефалопатии (spongiform encephalopathy, TSE) (Medical devices utilizing animal tissues and their derivatives. Part 3: Validation of the elimination and/or inactivation of viruses and transmissible spongiform encephalopathy (TSE) agents) |
[51] | Международный словарь основных и общих терминов метрологии (VIM), BIPM, IEC, IFCC, ИСО, IUPAC, IUPAP, OIML, 2nd ed, Geneva, 1993 (International Vocabulary of Basic and General Terms in Metrology (VIM), BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, OIML, 2nd ed, Geneva, 1993) | |
УДК 615.478.73:006.354 | ОКС 11.080.01 | Р26 | ОКП 94 5120 |
Ключевые слова: стерилизация, влажное тепло, валидация, текущий контроль | |||
Электронный текст документа
и сверен по:
, 2016
{kind=link}