ГОСТ 3.1701-79
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ
Холодная штамповка
Unified system of technological documentation. Rules for writing down operations and manufacturing steps. Cold stamping
МКС 01.110
25.020
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31.10.79 N 4158
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.307-68 | 17 |
5. ИЗДАНИЕ (апрель 2003 г.) с Изменением N 1, утвержденным в декабре 1982 г. (ИУС 4-83)
1. Настоящий стандарт устанавливает правила записи технологических операций и переходов холодной штамповки. Допускается распространение требований настоящего стандарта на описание операций холодной штамповки древесины.
2. Наименование операций следует записывать в документы именем существительным в именительном падеже в соответствии с приложением 1.
Исключение составляет наименование операции "Вытяжка с утонением". Допускается запись краткой формы наименования операций, приведенная в приложении 1.
3. Допускается указывать код операций по "Классификатору технологических операций в машиностроении и приборостроении" без записи наименования операций.
4. Наименования операций, выполняемых на штампах совмещенного или последовательного (совмещенно-последовательного) действия, следует записывать сочетанием имени прилагательного и существительного в именительном падеже, например, "Совмещенная штамповка".
Допускается записывать наименования операций, выполняемых на указанных выше штампах, перечислением операций, например, "Вырубка", "Вытяжка", "Пробивка", "Надрезка", "Закатка".
5. При записи наименования операций допускается указывать технологическую последовательность выполнения операций, например, "Вытяжка 3-я", "Гибка 2-я".
6. При описании технологических процессов, включающих (кроме наименования операций холодной штамповки) наименования операций других видов обработки, следует применять нормативно-технические документы, устанавливающие наименования операций дополнительно применяемых видов обработки, например, слесарной, механической обработки резанием.
7. Запись содержания операций следует выполнять в виде маршрутного или операционного описания.
8. Маршрутное описание следует применять при разработке маршрутного технологического процесса (для всех операций) и маршрутно-операционного технологического процесса (для отдельных операций).
9. Операционное описание следует применять при разработке операционного технологического процесса (для всех операций) и маршрутно-операционного технологического процесса (для отдельных операций).
10. При разработке документов следует отражать все необходимые требования и средства безопасности труда, обеспечивающие безопасность труда при выполнении обработки.
Запись информации и оформление документов следует выполнять в соответствии с требованиями нормативно-технических документов системы стандартов безопасности труда (ССБТ).
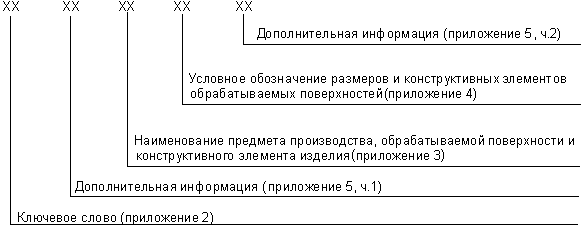
11. Содержание операции (перехода) должно состоять из:
- ключевого слова (определяющего применяемый метод обработки), выраженного глаголом в неопределенной форме, например, "Вырубить", "Проколоть", "Гнуть" и т.д.;
- наименования предмета производства, обрабатываемой поверхности и конструктивного элемента изделия, например, "Заготовка", "Плоскость", "Отверстие" и т.д.;
- информации по размерам или их условным обозначениям;
- дополнительной информации, определяющей количество одновременно обрабатываемых изделий, стадию обработки, например, "Предварительно", "Окончательно", "Одновременно" и т.д., вид применяемого конструкторского или технологического документа, метод базирования изделий (заготовок).
12. Порядок формирования записи содержания операции маршрутного описания следует условно выражать в виде следующего кода:
(Измененная редакция, Изм. N 1).
13. Допускается полная или сокращенная записи содержания операции.
14. Полную запись содержания операции следует выполнять при отсутствии графической иллюстрации и для указания всех действий, выполняемых исполнителем.
В данном случае следует указывать дополнительную информацию по приложению 5.
В тексте содержания операции следует указывать выполняемые размеры и их предельные отклонения, например, "Гнуть заготовку на 60°, выдерживая
полки 58±0,5".
15. Сокращенную запись содержания операции следует выполнять при наличии соответствующей графической иллюстрации, поясняющей выполнение операции, например, "Гнуть заготовку согласно эскизу, выдерживая размер 1" или "Гнуть заготовку согласно эскизу".
16. Допускается полная или сокращенная записи перехода.
17. Выполнение полной записи переходов производится при отсутствии графической иллюстрации, поясняющей выполнение перехода, и при необходимости перечисления всех выполняемых размеров, например, при разработке единичных технологических процессов на маршрутных картах и при необходимости указания всех действий исполнителя.
В данном случае формирование полной записи перехода следует производить в соответствии с условным кодом, приведенным в п.12, например, "Вырубить жалюзи, выдерживая размеры 30-0,5 и
10±2".
Примечания:
1. При рукописном заполнении документов указание предельных отклонений размеров следует выполнять по ГОСТ 2.307.
2. При машинописном (или с применением других печатающих устройств) заполнении документов предельные отклонения размеров записывают в одну строку после записи размера с заключением в скобки.
Например: 40 (-0,34); 100 (+0,6; -0,6).
(Измененная редакция, Изм. N 1).
18. Сокращенную запись содержания перехода следует выполнять при наличии графической иллюстрации и ссылок на условные обозначения конструктивных элементов обрабатываемого изделия.
Порядок формирования сокращенной записи содержания перехода следует условно выражать в виде следующего кода:
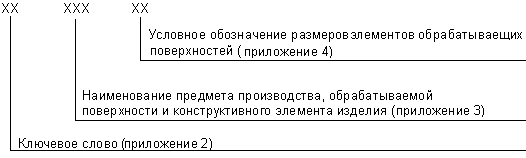
Например, "Вырубить паз, выдерживая размеры 1 и 2".
19. Допускается в записи содержания перехода применять дополнительную информацию по обязательному приложению 5, например, "Вырубить паз согласно эскизу".
20. Запись содержания вспомогательных переходов следует выполнять в соответствии с правилами записи технологических переходов.
Соответствующие ключевые слова следует выбирать по приложению 2, начиная с условного кода 81.
21. Запись вспомогательных переходов допускается не выполнять:
- при маршрутном описании операций;
- при операционном описании операций и наличии на карте эскизов или операционной карте графического изображения обрабатываемого изделия (заготовки) с указанием условных обозначений баз и опор, поясняющих установку и метод базирования, и если действия исполнителя не требуют специальных приемов, связанных с установкой и снятием изделия (заготовки).
22. Выбор полной или сокращенной формы записи содержания операции (перехода) для каждого случая определяется разработчиком документов.
23. Примеры записи полной и сокращенной формы содержания операции (перехода) приведены в приложении 6.
24. В текстовой записи содержания операции (перехода) следует применять допускаемые сокращения слов и словосочетаний в соответствии с приложениями 1, 2, 4-7 и установленные другими государственными стандартами.
25. При формировании записи содержания операции (переход) и при работе с приложением 5 следует руководствоваться следующим:
- дополнительная информация (ч.1) определяет количество одновременно обрабатываемых конструктивных элементов поверхностей и предварительное или окончательное выполнение операции (перехода);
- дополнительная информация (ч.2) определяет вид применяемого конструкторского или технологического документа, метод базирования изделий (заготовок), наладку технологического оборудования для выполнения определенной операции, число ходов ползуна для изготовления конструктивного элемента поверхности;
- дополнительную информацию "Согласно чертежу" или "Согласно эскизу" следует применять в тексте записи содержания операции (перехода) в случае, если имеющаяся информация в указанном документе дополняет или разъясняет текстовую запись операции (перехода).
26. Информацию, не вошедшую в приложения 3-7, допускается устанавливать в отраслевых стандартах.
(Измененная редакция, Изм. N 1).
27. Условные коды, приведенные в приложениях, следует применять только при формировании записи содержания операции или перехода. Запись условных кодов в технологические документы не требуется.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Обязательное
ПЕРЕЧЕНЬ НАИМЕНОВАНИЙ ОПЕРАЦИЙ
Наименование операции | Сокращенная форма наименования операции |
Выдавливание | - |
Высадка | - |
Вырубка | - |
Вытяжка | - |
Вытяжка с утонением | Вытяжка |
Гибка | - |
Зачистка | - |
Закатка | - |
Калибровка | - |
Керновка | - |
Надрезка | - |
Обрезка | - |
Обжим | - |
Отбортовка | - |
Отрезка | - |
Правка | - |
Пробивка | - |
Проколка | - |
Раздача | - |
Разрезка | - |
Рельефная формовка | Формовка |
Рельефная чеканка | Чеканка |
Ротационная вытяжка | Вытяжка |
Скручивание | - |
Совмещенная штамповка | - |
ПРИЛОЖЕНИЕ 2
Обязательное
КЛЮЧЕВЫЕ СЛОВА И ИХ УСЛОВНЫЕ КОДЫ
Условный код | Ключевое слово | Условный код предметов производства, обрабатываемых поверхностей и конструктивных элементов |
01 | Выдавить | 002, 008, 024 |
02 | Высадить | 003, 009 |
03 | Вырубить | 007, 009, 010 |
04 | Вытянуть | 009 |
05 | Гнуть | 007, 019 |
07 | Зачистить | 014, 020 |
08 | Закатать | 001, 012 |
09 | Калибровать | 007, 014 |
14 | Кернить | 026 |
15 | Надрезать | 010, 015 |
18 | Обрезать | 009, 014 |
19 | Обжать | 007, 023 |
20 | Отбортовать | 017, 018 |
16 | Отрезать | 019, 025 |
17 | Править | 009, 019 |
24 | Пробить | 016 |
22 | Проколоть | 018 |
23 | Раздать | 009 |
21 | Разрезать | 009, 022 |
25 | Скрутить | 009, 012 |
26 | Формовать | 010, 024 |
27 | Чеканить | 011 |
28 | Штамповать | 007 |
81 | Закрепить | 007, 009 |
82 | Заправить | 022 |
83 | Продвинуть | 007, 022 |
84 | Протереть | 009, 022 |
89 | Смазать | 008, 009 |
90 | Снять | 007 |
91 | Установить | 007 |
92 | Удалить | 007, 022 |
Примечание. Ключевое слово "штамповать" следует применять при записи содержания операций, выполняемых на штампах совмещенного или последовательного (совмещенно-последовательного) действия.
ПРИЛОЖЕНИЕ 3
Обязательное
НАИМЕНОВАНИЕ ПРЕДМЕТОВ ПРОИЗВОДСТВА, ГЕОМЕТРИЧЕСКИХ ХАРАКТЕРИСТИК ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ, КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ И ИХ УСЛОВНЫЕ КОДЫ
Условный код | Наименование | |
Полное | Сокращенное | |
001 | Борт | - |
002 | Выдавка | - |
003 | Головка (болта) | Гол. |
007 | Деталь | Дет. |
008 | Дно | - |
010 | Жалюзи | - |
009 | Заготовка | Загот. |
011 | Знак | - |
012 | Конец (пружины) | - |
014 | Контур | К-р |
015 | Надрез | - |
016 | Окно | - |
017 | Отбортовка | Отборт. |
018 | Отверстие | Отв. |
019 | Плоскость | Плоск. |
020 | Припуск | Прип. |
021 | Полка | - |
022 | Полоса | П-са |
023 | Раструб | Растр. |
024 | Ребро | - |
025 | Срез | - |
026 | Углубление | Углуб. |
ПРИЛОЖЕНИЕ 4
Рекомендуемое
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ РАЗМЕРОВ, КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ И ИХ УСЛОВНЫЕ КОДЫ
Услов- | Условное обозначение при проектировании | Условный код конструктивных элементов обрабатываемых поверхностей и предметов производства | Примечание | |
ручном | автоматизиро- | |||
01 | 1 | 1 | 019 | При проектировании операций с выполнением графической части |
02 | 1 и 2 | 1 и 2 | 016 | Допускается словосочетание: "Выдерживая размер (ы)" |
08 | 018 | Для маршрутного описания операции, при указании размеров с предельными отклонениями | ||
09 |
|
| 002 | |
10 | 009, 021 | |||
11 |
|
| 017 | Допускается применять совместно со словом "выдерживая" |
12 | УГОЛ | 021 | ||
13 | 009 | |||
14 |
|
| 016, 021 | |
ПРИЛОЖЕНИЕ 5
Рекомендуемое
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ И ЕЕ УСЛОВНЫЕ КОДЫ
Часть | Условный код | Наименование дополнительной информации | Условные коды: ключевого слова (для ч.1): предметов производства и конструктивных элементов обрабатываемых поверхностей (для ч.2) | |
полное | сокращенное | |||
1 | 01 |
| - | 01-27 |
| 02 | Предварительно | Предв. | 01, 02, 04, 19, 23 |
03 | Окончательно | Оконч. | 26 | |
04 | Одновременно | Одновр. | 01-27 | |
2 | 10 | Согласно чертежу | Согл. черт. | 01-026 |
11 | Согласно эскизу | Согл. эск. | 01-026 | |
12 | С базированием по упору | С базир. по упору | 009, 010, 014, 015, 021, 022, 025 | |
13 | С базированием по | С базир. по | ||
14 | С базированием на ловитель | С базир. на лов. | 01, 02, 007, 010, 011, 014, 015-019, 021, 022, 024, 026 | |
| 15 | С базированием на | С базир. на | |
16 | За ход ползуна | За ход полз. | 002, 008, 017, 021, 024 | |
17 | За | За | ||
18 | За настройку | За настр. | 001, 002, 017, 024 | |
19 | За | За | ||
20 | С прижимом | С приж. | 007, 008, 017 | |
ПРИЛОЖЕНИЯ 3-5. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 6
Рекомендуемое
ПРИМЕРЫ ПОЛНОЙ И СОКРАЩЕННОЙ ЗАПИСИ ОПЕРАЦИЙ (ПЕРЕХОДОВ)
Запись операции (перехода) | |
полная | сокращенная |
Выдавить заготовку, выдерживая толщину дна | Выдавить заготовку, выдерживая размеры 1-3 Выдавить заготовку согласно эскизу |
Высадить головку на длине | Высадить головку согласно эскизу |
Вырубить заготовку, выдерживая размеры | Вырубить заготовку, выдерживая размеры 1, 2 Вырубить заготовку согласно эскизу |
Вытянуть деталь, выдерживая | Вытянуть деталь согласно эскизу |
Гнуть борт на | Гнуть борт согласно эскизу |
Зачистить окно по контуру, выдерживая размеры | Зачистить окно, выдерживая размеры 1, 2 Зачистить окно согласно эскизу |
Калибровать отверстие, выдерживая размер | Калибровать отверстие согласно эскизу |
Кернить | Кернить |
Отбортовать окно, выдерживая размеры | Отбортовать окно, выдерживая размеры 1-3 Отбортовать окно согласно эскизу |
Отрезать заготовку, выдерживая размеры | Отрезать заготовку, выдерживая размеры 1 и 2 по упору Отрезать заготовку согласно эскизу |
Раздать заготовку с диаметра | Раздать заготовку согласно эскизу |
Чеканить на детали знаки, выдерживая размеры | Чеканить на детали знаки согласно эскизу |
ПРИЛОЖЕНИЕ 7
Рекомендуемое
СОКРАЩЕНИЯ НАИМЕНОВАНИЙ ОБОРУДОВАНИЯ И ШТАМПОВ
Полное наименование | Сокращенное наименование |
Автомат холодновысадочный | Авт. холодновыс. |
Машина кузнечно-прессовая ротационная | Маш. кузн.-прес. ротац. |
Пресс винтовой | Пресс винтов. |
Пресс чеканочный кривошипно-коленный | Пресс чекан. кривош.-колен. |
Пресс обрезной кривошипный | Пресс обрезн. кривош. |
Пресс гидравлический штамповочный | Пресс. гидр. штампов. |
Пресс гидравлический правильный | Пресс гидр. правил. |
Пресс листогибочный кривошипный | Пресс листогиб. кривош. |
Пресс-автомат кривошипный листоштамповочный | Пресс-авт. кривош. листоштампов. |
Пресс гибочно-штамповочный горизонтальный кривошипный | Пресс гиб.-штампов. гориз. кривош. |
Пресс штамповочный механический двойного действия | Пресс штампов. мех. двойн. действ. |
Пресс штамповочный механический | Пресс штампов. мех. |
Пресс штамповочный механический тройного действия | Пресс штампов. мех. тройн. действ. |
Штамп специальный | Штамп спец. |
Штамп специализированный | Штамп специализ. |
Штамп универсальный | Штамп универс. |
Штамп простого действия | Штамп прост. действ. |
Штамп последовательного действия | Штамп послед. действ. |
Электронный текст документа
и сверен по:
Единая система технологической
документации: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}