ГОСТ 3.1121-84
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ОБЩИЕ ТРЕБОВАНИЯ К КОМПЛЕКТНОСТИ И ОФОРМЛЕНИЮ КОМПЛЕКТОВ ДОКУМЕНТОВ НА ТИПОВЫЕ И ГРУППОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ (ОПЕРАЦИИ)
Unified system of technological documentation. General requirements for completeness and arrangement of sets of documents on typical and group technological processes (operations)
МКС 01.110
ОКСТУ 0003
Дата введения 1986-01-01
Постановлением Государственного комитета СССР по стандартам от 23 ноября 1984 г. N 3973 дата введения установлена 01.01.86
ПЕРЕИЗДАНИЕ. Февраль 2012 г.
Настоящий стандарт устанавливает общие требования к комплектности и оформлению комплектов документов на типовые и групповые технологические процессы (операции) изготовления, ремонта изделий и их составных частей, а также формы и правила оформления универсальных документов, применяемых при их разработке.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Комплектность технологических документов (далее - документов) на типовые (групповые) технологические процессы (далее - ТТП (ГТП) и типовые (групповые) технологические операции (далее - ТО (ГО) зависит от:
- типа производства по ГОСТ 14.004-83;
- стадии разработки документов по ГОСТ 3.1102-81*;
________________
* С 1 января 2012 г. действует ГОСТ 3.1102-2011 (здесь и далее).
- степени детализации описания технологических процессов, установленных по ГОСТ 3.1109-82;
- применяемых технологических методов изготовления и ремонта изделий.
1.2. Тип производства характеризуется коэффициентом закрепления операций ():
1=<10 - при массовом и крупносерийном производстве;
10<<20 - при среднесерийном производстве;
20<<40 - при мелкосерийном производстве;
не регламентируется - при единичном производстве.
Примечания:
1. Значение принимают для планового периода равным 1 мес.
2. ![]() , где
, где - число различных операций,
- число рабочих мест, на которых выполняются различные операции.
1.3. Комплекты документов, разрабатываемые и оформляемые на ТТП и ГТП изготовления и ремонта изделий (их составных частей), условно подразделяют на:
- основной;
- дополнительный;
- полный.
1.4. Под основным комплектом документов ТТП и ГТП следует понимать совокупность документов, необходимых и достаточных для выполнения процесса, без учета входимости технологических инструкций (ТИ), инструкций по охране труда (ИОТ), стандартов предприятий (СТП), карт типовых (групповых) операций перемещений, но содержащих ссылки на их обозначения.
Основной комплект документов ТТП и ГТП может включать документы (комплекты документов), отражающие требования по выполнению технологического процесса, включающего один или несколько технологических методов, с учетом сопутствующих операций.
Варианты основных комплектов документов ТТП (ГТП) в зависимости от типа производства, стадии разработки документов и степени детализации описания технологического процесса приведены в табл.1.
Таблица 1
Тип производства | Стадия разра- ботки техноло- гической доку- ментации | Степень детали- зации описания техноло- гического процесса | Номер варианта комп- лекта | Условное обозначение вида документа по ГОСТ 3.1102-81 | Указания по применению | |||||||||||
ТЛ | МК | КТТП | ВТД | ВТП | ВО | КК | КТИ | КТО | ВТО | КЭ | ТИ | |||||
Единичное, мелкосерийное | Предва- рительный проект. Разра- ботка доку- ментации опытного образца (опытной партии, опытного ремонта) | Марш- рутное | 1 | МК выполняет роль основного документа, где все операции одного или разных методов описываются в технологической последовательности без указания переходов. В содержании операции указывают общие действия, характерные для всей группы изделий (их составных частей) с указанием общих данных по средствам технологического оснащения, трудовым и материальным затратам. Переменные данные указывают в ВТП с привязкой к обозначениям изделий (их составных частей) и номерам операций, без указания данных по технологическим режимам | ||||||||||||
Марш- рутно- опера- ционное | 2 | МК выполняет роль основного документа, где для большей части операций одного или разных методов применяется маршрутное описание, а для отдельных - операционное в КТО совместно с ВТО. Выбор применения вида описания операций определяет разработчик документов. Переменные данные указывают в ВТП с привязкой к обозначению изделия (составной части) | ||||||||||||||
3 | КТТП выполняет роль основного документа, где для операций одного или разных технологических методов применяется операционное и маршрутное описание. Выбор применения соответствующего вида описания устанавливает разработчик документов. Переменные данные по каждому обозначению изделия (составной его части) указывают в ВТП | |||||||||||||||
4 | МК выполняет роль основного документа, где для операций одного или разных методов применяется маршрутное и операционное описание. Переменные данные указывают в КТИ с привязкой к обозначению изделия (составной его части) | |||||||||||||||
5 | МК выполняет роль основного документа, где для большей части операций одного или разных методов применяется маршрутное описание, а для других - операционное в ТИ. | |||||||||||||||
Средне-серийное, крупно-серийное | Разра- ботка доку- ментации серийного (массового) произ- водства, в том числе ремонтного | Опера- ционное | 6 | МК выполняет роль сводного документа, содержащего данные по порядку выполнения операций и по составу документов, применяемых при выполнении операций. Операционное описание выполняется в КТО совместно с ВТО. Сводные данные по трудозатратам с привязкой к изделию (составной его части) рекомендуется указывать в ВТП | ||||||||||||
7 | МК выполняет роль основного документа, где для всех операций одного или разных методов применено операционное описание. Переменные данные указывают в КТИ с привязкой к обозначению изделия (составной его части) | |||||||||||||||
8 | КТТП выполняет роль основного документа, где для всех операций одного или разных методов применено операционное описание. Переменную информацию, относящуюся к каждому обозначению изделия (составной его части), указывают в ВТП | |||||||||||||||
9 | КТТП выполняет роль основного документа, где для всех операций одного или разных методов применено операционное описание. Переменную информацию, относящуюся к обозначению изделия (составной его части), указывают в соответствующих КТИ | |||||||||||||||
10 | МК выполняет роль и основного, и сводного документа. Возможны случаи частичного описания операций и в МК, и в ТИ. Переменную информацию, относящуюся к каждому обозначению изделия (составной его части), указывают в ВТП или, при замене ее, в КТИ | |||||||||||||||
11 | Данный вариант следует применять для операций на отдельные технологические методы, формы и правила оформления которых не регламентированы стандартами ЕСТД | |||||||||||||||
Примечания:
1. - документ обязательный.
- документ, применяемый по усмотрению разработчика.
2. Применение дополнительных видов документов, не указанных в табл.1, устанавливается в отраслевых нормативно-технических документах (НТД) или в стандартах предприятий (организаций).
3. ТИ в данной таблице относятся к документам, выполняющим функции не технологических инструкций, а других видов документов, формы и правила оформления которых не предусмотрены стандартами ЕСТД и отраслевыми НТД. В данном случае они выполняют функции других документов. Например ТИ/КТО; ТИ/КТТП.
4. Допускается для всех вариантов комплектов документов взамен ВТП применять формы МК с указанием переменной информации только на изделия и их составные части одного обозначения, а также МК/ВТП или КТИ.
5. Для варианта 6 комплекта документов допускается взамен ВТО применять ВТП, которая будет содержать переменные данные по всему процессу, относящиеся к каждому обозначению изделия или его составной части.
1.5. Под дополнительным комплектом документов ТТП (ГТП) следует понимать совокупность ТИ, ИОТ, карты типовых (групповых) операций на перемещения, СТП, ссылки на обозначения которых имеются в основном комплекте документов, необходимых и достаточных для выполнения процесса вместе с основным комплектом документов.
1.6. Основной и дополнительный комплекты документов составляют полный комплект ТТП (ГТП).
|
1.7. Комплект документов ТТП (ГТП) может состоять из документов, разработанных:
- с применением средств автоматизации;
- с применением средств механизации;
- без применения средств механизации и автоматизации;
- с частичным применением средств механизации и автоматизации (смешанный вариант).
1.8. При оформлении документов, входящих в комплект ТТП (ГТП), следует руководствоваться общими требованиями ГОСТ 3.1129-93, ГОСТ 3.1130-93 и соответствующих стандартов ЕСТД, устанавливающих правила оформления документов, входящих в комплект, и правила записи технической информации.
1.9. При изготовлении (ремонте) деталей (изделий) из цветных металлов в состав технологических процессов следует включать операции по сбору и сдаче технологических отходов.
Оформление указанных операций следует выполнять на формах документов, используемых для описания технологических процессов. Допускается применять формы ТИ.
2. ТРЕБОВАНИЯ К КОМПЛЕКТНОСТИ ДОКУМЕНТОВ НА ТИПОВЫЕ И ГРУППОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ (ОПЕРАЦИИ)
2.1. Комплектность документов ТТП (ГТП) или ТО (ГО) устанавливает разработчик документов с учетом конкретных условий производства в соответствии с требованиями настоящего стандарта, отраслевых НТД и стандартов предприятий.
2.2. В комплектах документов ТТП (ГТП) следует выделять основные и сводные документы.
2.2.1. К основным документам следует относить формы маршрутных карт (МК) или карт типового (группового) технологического процесса (КТТП), в которых в зависимости от установленной разработчиком степени детализации описания процессов указывают все необходимые данные по выполнению всего процесса, с описанием всех операций (большей части операций) применительно к одному или разным методам.
Например, формы 2 и 1б; 4 и 3б МК по ГОСТ 3.1118-82, применяемые для описания ТТП (ГТП) сборки изделия (составных частей изделия.).
2.2.2. К сводным документам следует относить формы МК, применяемые в комплектах документов, для отражения состава и порядка выполнения всех операций, с указанием необходимых данных по составу документов, где описаны правила и требования по выполнению операций, применяемым рабочим местам и общим данным по трудозатратам.
Например, применение МК в составе комплекта документов ТТП (ГТП) для варианта 6 по табл.1.
2.3. Выбор состава основного комплекта документов для ТО и ГО устанавливает разработчик документов с учетом применяемых технологических методов, требований стандартов ЕСТД и удобства пользования документами на рабочих местах.
2.4. Комплекты документов на ТТП (ГТП) и ТО (ГО) следует разделять на:
- документы, предназначенные для применения на рабочих местах;
- документы, не предназначенные для применения на рабочих местах.
2.4.1. Документы, предназначенные для применения на рабочих местах, содержат все необходимые данные по отражению выполняемых действий по каждой операции с привязкой к конкретным средствам технологического оснащения, технологическим режимам, материальным и трудовым затратам.
2.4.2. Документы, не предназначенные для применения на рабочих местах (документы информационного назначения), носят общий характер по процессу в целом и отдельным операциям; их используют для разработки документов, применяемых на рабочих местах.
К числу указанных документов следует отнести отраслевые стандарты на технологические процессы, специализированные по технологическим методам изготовления и ремонта изделий и их составных частей.
Примечание. Указанные выше НТД, как правило, отражают действия по каждой операции и процессу в целом, но не отражают особенности каждого рабочего места в действующем техпроцессе. Содержащаяся в них информация содержит общие данные по возможным для применения при выполнении операций видам (типам, моделям) оборудования, технологической оснастке, интервалам данных по технологическим режимам и т.п.
Разработчик документов в каждом случае вводит уточнение и конкретизацию по данным с учетом особенностей каждого применяемого рабочего места в действующем технологическом процессе.
2.4.3. На основе документов информационного назначения следует разрабатывать:
- комплекты документов на ТТП (ГТП) или ТО (ГО);
- комплекты документов на единичный технологический процесс (ЕТП).
Комплекты документов на ЕТП могут разрабатываться с документов на машинных носителях. Например, применение автоматизированных методов проектирования с выводом постоянной информации ТТП (ГТП) или ТО (ГО) на видеотерминалы.
Комплекты документов на технологические процессы должны отражать специфику применяемых рабочих мест по всем выполненным действиям конкретного процесса или операции.
3. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ КОМПЛЕКТОВ ДОКУМЕНТОВ НА ТИПОВЫЕ (ГРУППОВЫЕ) ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ (ОПЕРАЦИИ)
3.1. При разработке ТТП (ГТП) следует применять маршрутное, маршрутно-операционное и операционное описание. Выбор соответствующего вида описания определяет разработчик документов в зависимости от типа производства и стадии разработки документов.
3.1.1. При применении маршрутного описания в содержании операции следует указывать:
- общие действия по изготовлению или ремонту, характерные для всей группы изделий (их составных частей);
- условное обозначение исполнительных размеров (имеющие не промежуточный, а окончательный характер для каждой операции);
- условные обозначения комплектующих составных частей изделий, например:
1. "Отрезать заготовку, выдерживая размер 1",
2. "Точить поверхности, выдерживая размеры 1, 4, 10, 12",
3. "Собрать детали 1 и 4".
3.1.2. Маршрутное описание ТТП (ГТП) следует применять для документов на слесарные, слесарно-сборочные работы, на процессы холодной штамповки.
Допускается применять маршрутное описание для документов ТТП (ГТП), специализированных по другим технологическим методам, при условии входимости в комплект документов соответствующих карт технологической информации (КТИ), разрабатываемых взамен ведомости деталей к ТТП (ГТП) - ВТП на каждое изделие (его составную часть), где содержится полная информация по технологическим режимам для данной операции (группы операций).
3.1.3. В МК следует указывать данные по средствам технологического оснащения (СТО) и трудозатратам общие для всей группы изделий (их составных частей).
Переменные данные по СТО и трудозатратам следует указывать в соответствующих документах на каждое изделие (его составную часть). Например, в ВТП или КТИ.
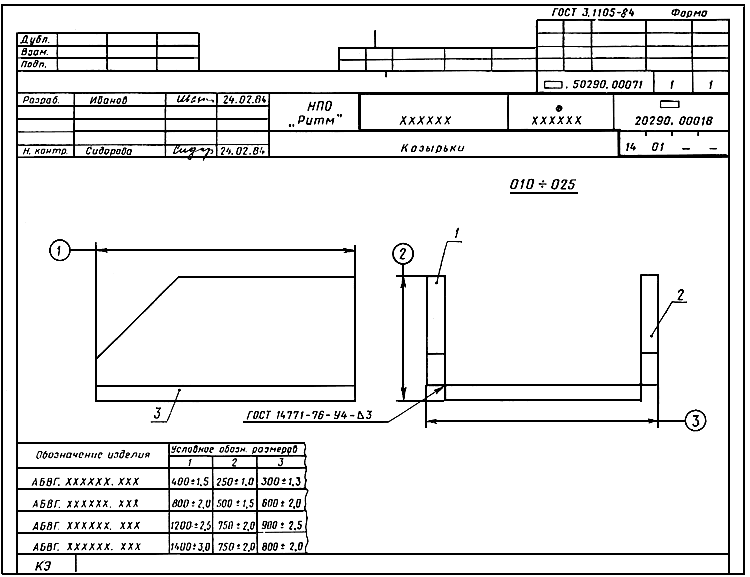
3.1.4. Переменную информацию (например, конкретные числовые значения исполнительных размеров с определенными отклонениями, указания шероховатости обрабатываемых поверхностей и т.п.), относящуюся к одному изделию (его составной части), следует указывать в соответствующих ВТП или КТИ, КЭ.
Для сокращения объема разрабатываемой документации допускается взамен КЭ применять на рабочих местах конструкторские документы (чертежи).
3.1.5. При условии применения соответствующей формы организации технологической подготовки и управления производством, обеспечивающих качество изготавливаемых или ремонтируемых изделий, допускается в МК не указывать данные по стандартизованной технологической оснастке.
Исключение составляет указание данных по специальной технологической оснастке, сборно-разборным приспособлениям, универсально-сборным приспособлениям и т.п.
3.2. При применении маршрутно-операционного описания выбор и определение состава операций, подлежащих операционному описанию, устанавливает разработчик документов исходя из следующих условий:
- сложности выполнения операций;
- сложности наладки и настройки применяемого оборудования;
- необходимости описания операций по переходам;
- необходимости указания данных по режимам и т.п.
3.3. Операционное описание следует выполнять на соответствующих формах документов с применением краткой или полной записи содержания по всем операциям в технологической последовательности их выполнения с указанием переходов и данных по технологическим режимам.
3.4. При описании операций следует указывать:
- общие действия по изготовлению или ремонту, характерные для всей группы изделий (их составных частей);
- условные обозначения исполнительных размеров, имеющих окончательный характер для каждого перехода;
- условные обозначения комплектующих составных частей изделий;
- общие данные по СТО, технологическим режимам, вспомогательным материалам и т.п. для всей группы изделий (их составных частей).
Примечание. При описании операций в МК и КТТП и применении соответствующих КТИ допускается всю информацию по технологической оснастке, материальным и трудовым затратам указывать в КТИ.
Переменную информацию по каждому изделию (его составной части), имеющих конкретное обозначение, следует указывать в ВТП, ВТО или в КТИ с привязкой данных к номерам соответствующих операций и переходов, установок и позиций.
3.5. При отражении данных по предельным отклонениям размеров следует руководствоваться требованиями ГОСТ 3.1119-83.
3.6. Правила оформления документов, входящих в комплекты ТТП (ГТП) или ТО (ГО), зависят:
- от применяемых технических средств для обработки данных;
- от применяемых методов проектирования документов.
3.6.1. В условиях применения средств механизации и автоматизации обработки данных оформление документов следует выполнять в соответствии с требованиями стандартов ЕСТД, применяемых классификаторов технико-экономической информации (ТЭИ) и отраслевых НТД, разрабатываемых в дополнение и развитие ЕСТД.
3.6.2. Состав применяемых классификаторов ТЭИ следует определять исходя из комплекса решаемых инженерно-технических задач.
3.6.3. Запись информации следует выполнять в соответствующих графах, обведенных линией толщиной 2 по ГОСТ 2.303-68, или на строках с простановкой соответствующих служебных символов.
3.6.4. В условиях отсутствия средств механизации и автоматизации для обработки данных оформление документов рекомендуется выполнять без учета требований соответствующих классификаторов ТЭИ.
Графы, предусматривающие внесение информации в виде кодов, допускается заполнять соответствующей информацией без ее кодирования при отражении соответствующих требований в отраслевых НТД.
Допускается не заполнять отдельные графы, например графу "Код материала" в МК.
3.7. Разработка документов, входящих в комплект ТТП (ГТП) или ТО (ГО), может осуществляться:
- с применением средств автоматизации;
- с применением средств механизации;
- без применения средств механизации и автоматизации.
3.7.1. Под разработкой документов с применением средств автоматизации следует понимать комплексную разработку типовых и групповых документов, входящих в комплект ТТП (ГТП) или ТО (ГО), выполняемых на основе имеющихся программ с применением ЭВМ или других технических средств специального назначения, например автоматизированное рабочее место технолога (APM-IT).
3.7.2. Под разработкой документов с применением средств механизации следует понимать разработку документов, где текст разбит на графы, входящих в комплект ТТП (ГТП) или ТО (ГО), выполняемых на основе имеющихся программ с применением печатающих автоматов специального назначения, например печатающий автомат "Оргтекст".
3.7.3. При применении средств механизации и автоматизации для разработки документов допускается:
- изменять ширину отдельных граф и самих форматов документов, с учетом применения максимальной значимости печатающих устройств, за счет граф, не обведенных линией 2
;
________________
Текст документа соответствует оригиналу. - .
- применять другие способы заполнения документов (рукописное или с применением печатающей машинки) для отдельных граф основной надписи по ГОСТ 3.1103-82* или отдельных видов документов, например:
________________
* С 1 января 2012 г. действунт ГОСТ 3.1103-2011 (здесь и далее).
1. Применение рукописного способа для заполнения граф ТЛ.
2. Разработка КЭ без применения средств механизации и автоматизации и т.п.
3.7.4. При разработке документов без применения средств механизации и автоматизации следует различать:
- документы, заполняемые рукописным способом;
- документы, заполняемые с применением печатающих машинок;
- документы, разрабатываемые на основе ТТП (ГТП) или ТО (ГО) информационного назначения с применением типографского способа заполнения для постоянной информации или других способов заполнения, указанных выше.
3.7.4.1. При заполнении переменной информации в документах, в которые внесена постоянная часть информации типографским или другим способом, допускается применять прочие способы записи.
3.7.4.2. При разработке документов, не предназначенных для микрофильмирования, допускается их двустороннее заполнение.
3.8. Информацию общего характера, например общие требования к выполнению процесса, общие требования по безопасности труда и т.п. следует указывать до начала описания операций (перед первой операцией) в графе "Наименование и содержание операции", а при наличии "плавающих граф" - по всей длине строки документа.
3.9. При указании в документах данных по технологическим режимам, СТО, трудозатратам, комплектующим составным частям изделий, основным и вспомогательным материалам следует руководствоваться следующим порядком:
- общие данные, характерные для всей группы изделий (их составных частей), следует указывать в документах, где описываются основные действия по выполнению технологического процесса (операции), например, в МК, КТТП, ТИ;
- переменные данные, относящиеся к конкретным изделиям (их составным частям), следует указывать в ВТП (ВТО); КТИ; КК; КЭ и других документах, приведенных в табл.1.
3.10. При участии исполнителей разных профессий в выполнении одной операции все их действия должны быть описаны в строгой последовательности. Информацию по трудозатратам в МК или КТТП следует указывать раздельно по каждой профессии и разряду исполнителей. Заполнение граф при этом следует выполнять следующим образом:
- для первого (одного) исполнителя заполняют все графы, необходимые для указания постоянной части информации;
- для других исполнителей на последующих строках или через одну свободную строку - только графы, содержащие переменную информацию, например данные по профессии, разряду работы и др.
При бригадном методе работы допускается указывать необходимые данные со ссылкой на номер (код) бригады. Номер (код) бригады следует указывать в графе "Проф.".
3.11. При ссылке на обозначения документов (комплектов документов), применяемых при выполнении ТТП (ГТП), очередность их записи следует выполнять по их видам в порядке, указанном в табл.2.
Таблица 2
Наименование (условное обозначение) вида документа | Дополнительные указания по записи обозначений документов ТТП (ГТП) | |
1. | Ведомость оснастки (ВО) | Ссылку на обозначение документа следует выполнять при указании всего состава технологической оснастки на ТТП (ГТП) по изделиям (их составным частям) - к первой операции |
2. | Карта типового (группового) технологического процесса (КТТП) | Ссылку на обозначение документа (комплекта документов) следует выполнять к операциям, где применяются данные документы. Запись наименования операции следует выполнять в соответствии с полным названием процесса или применением краткой или обобщенной формы его записи, например при ссылке в МК или в КТТП на ТТП (ГТП) процесса перемещения, в графе "Номер операции" проставить следующий порядковый номер операции, а в графе "Обозначение документа" указывать только обозначение ТТП (ГТП) перемещения. Остальной состав документов, указанный в КТТП перемещения, записывать в данном документе не следует |
3. | Ведомость технологических документов (ВТД) | Документ следует применять для указания состава изделий (составных их частей) и документов, применяемых при выполнении операции. Ссылку на обозначение документа следует применять к первой операции, после ВО |
4. | Ведомость деталей к типовому (групповому) технологическому процессу (ВТП) | Ссылку на обозначение документа следует применять в ВТД к каждому изделию (составной его части) |
5. | Карта технологической информации (КТИ) | Ссылку на обозначение документа следует применять в ВТД к каждому изделию (составной его части) |
6. | Карта типовой (групповой) операции (КТО) | Ссылку на обозначение документа следует применять к каждой операции, где данный документ применяется |
7. | Ведомость деталей к типовой (групповой) операции (ВТО) | Ссылку на обозначение документа следует применять к каждой операции, после указания обозначения КТО |
8. | Комплектовочная карта (КК) | Ссылку на обозначение документа следует применять в ВТД или в документах, где указывается переменная информация с привязкой к номерам операций по каждому изделию (составной его части) |
9. | Карта экскизов (КЭ) | Ссылку на обозначение документа следует применять к операциям, где данный документ применяется |
10. | Технологическая инструкция (ТИ) | То же |
11. | Инструкция по охране труда (ИОТ) | " |
3.12. В документах количество и место введения операций технического контроля на каждый ТТП (ГТП), независимо от применяемых видов описания, устанавливает разработчик документов в соответствии с порядком, установленным в отрасли или на предприятии (в организации).
3.13. При комплектовании документов ТТП (ГТП) расположение документов следует выполнять в соответствии с порядком ссылок на их обозначения.
3.14. Сквозную нумерацию листов в пределах комплекта документов ТТП (ГТП) следует выполнять в соответствии с требованиями ГОСТ 3.1119-83.
4. ПРАВИЛА ОФОРМЛЕНИЯ УНИВЕРСАЛЬНЫХ ФОРМ ДОКУМЕНТОВ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ, ПРИМЕНЯЕМЫХ ПРИ РАЗРАБОТКЕ КОМПЛЕКТОВ ДОКУМЕНТОВ НА ТТП (ГТП) И ТО (ГО)
4.1. В составе форм специального назначения, применяемых при разработке документов на ТТП (ГТП) и ТО (ГО), следует различать специализированные и универсальные формы документов.
4.1.1. Специализированные формы документов предназначены для разработки документов на ТТП (ГТП) и ТО (ГО) одного метода, например, карта типового (группового) технологического процесса КТТП термической обработки; ведомость деталей к групповому технологическому процессу (ВТП) гальванических покрытий.
4.1.2. Универсальные формы документов предназначены для разработки документов на ТТП (ГТП) и ТО (ГО) разных технологических методов и их видов.
4.2. К универсальным формам документов, применяемым при разработке ТТП (ГТП) и ТО (ГО), следует отнести:
- КТТП/У формы 1 и 1a;
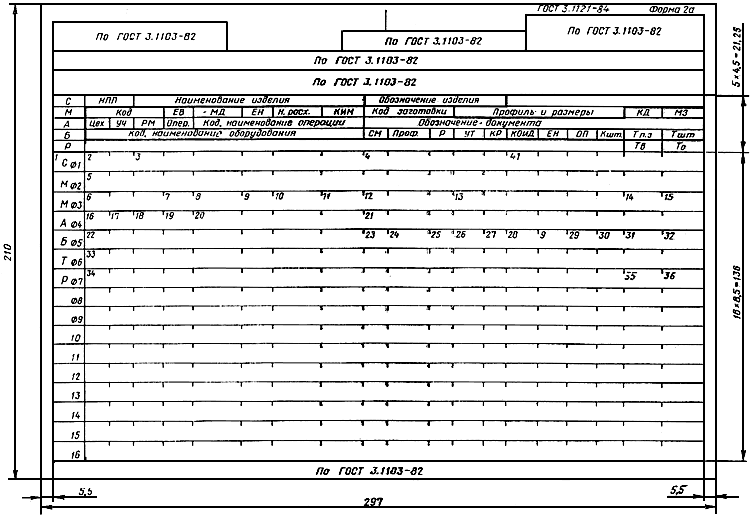
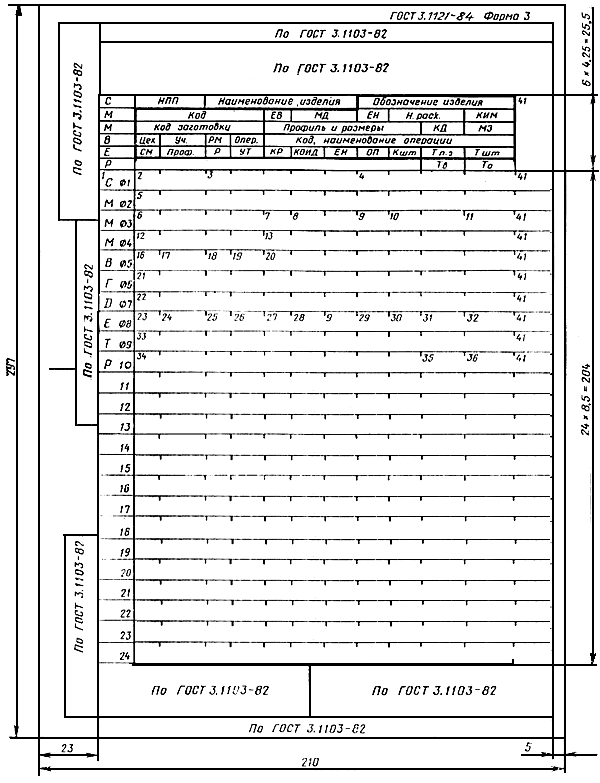
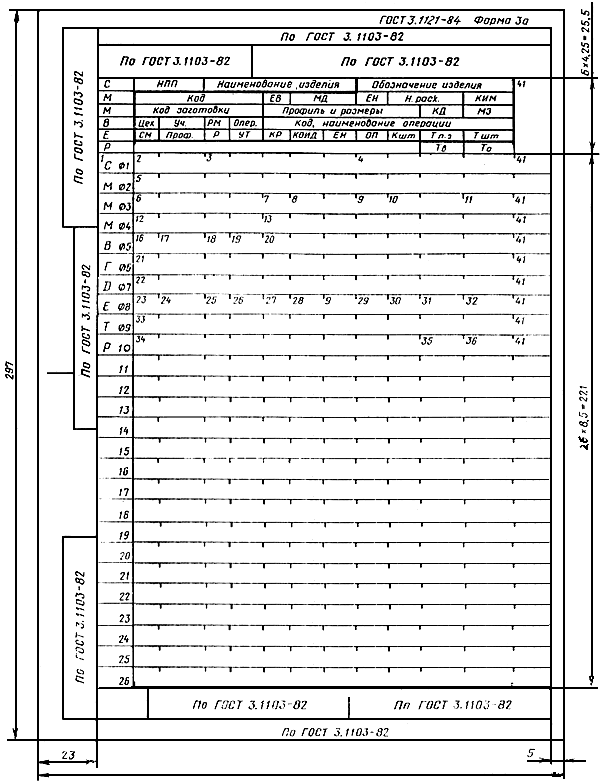
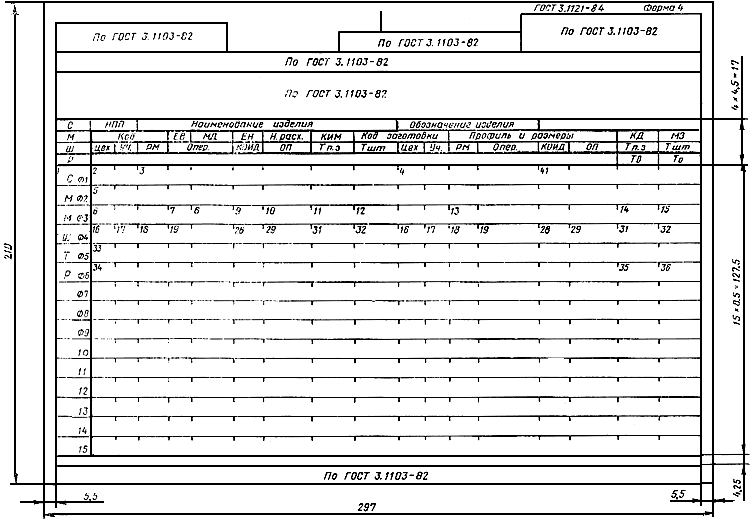
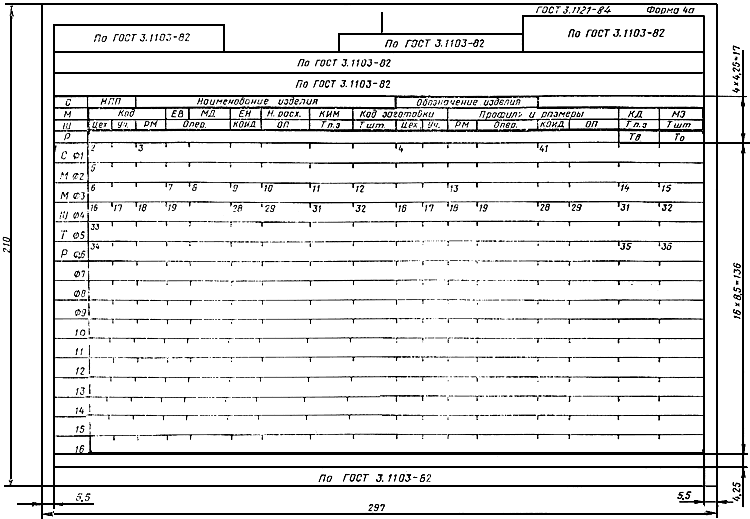
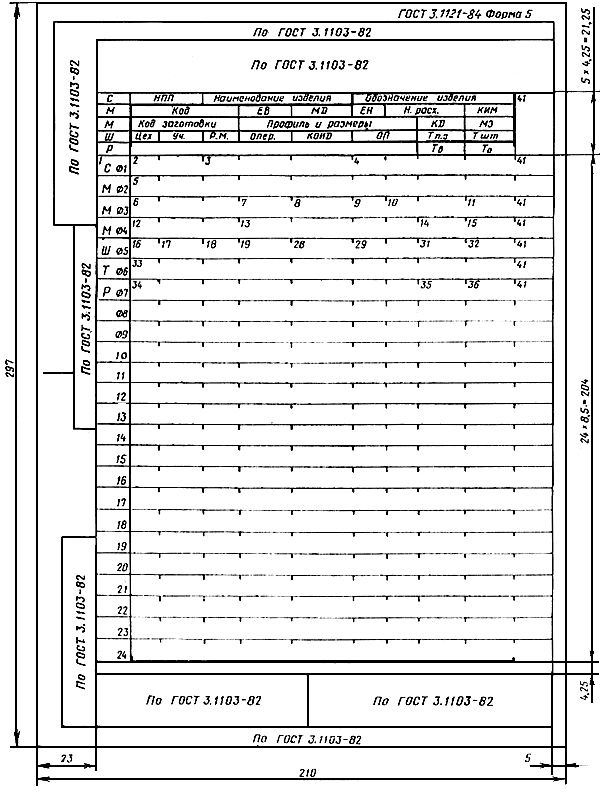
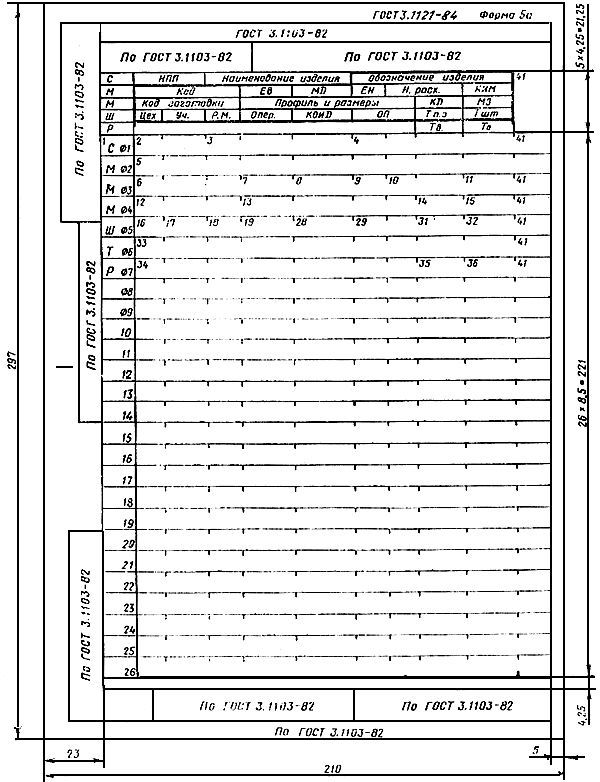
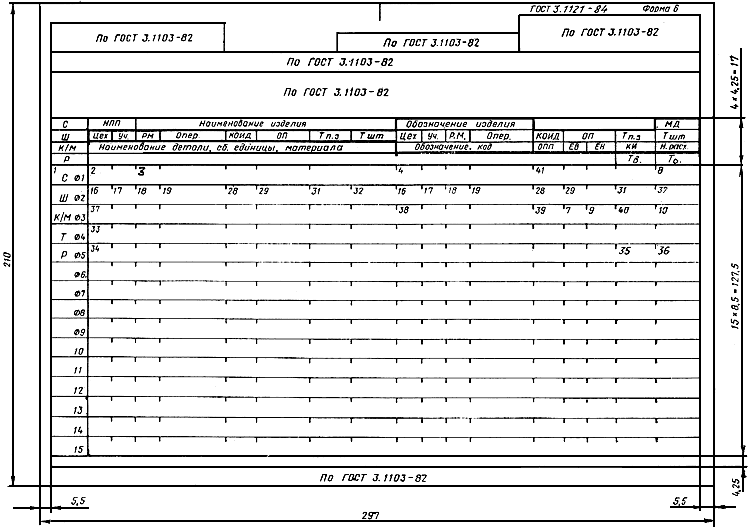
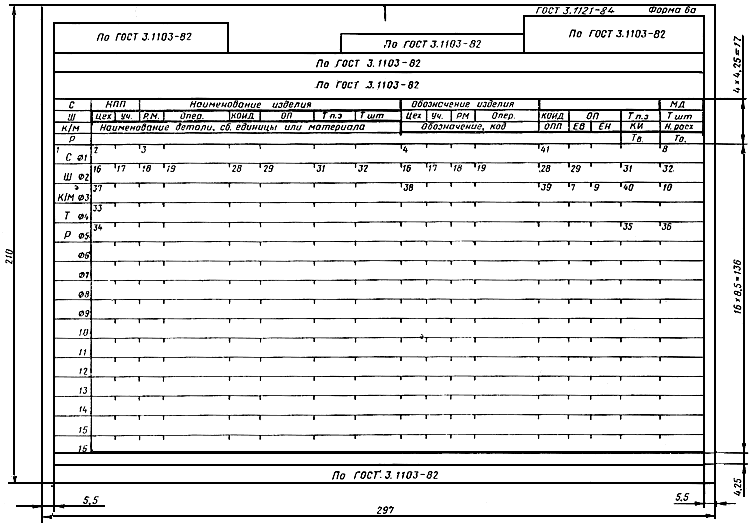
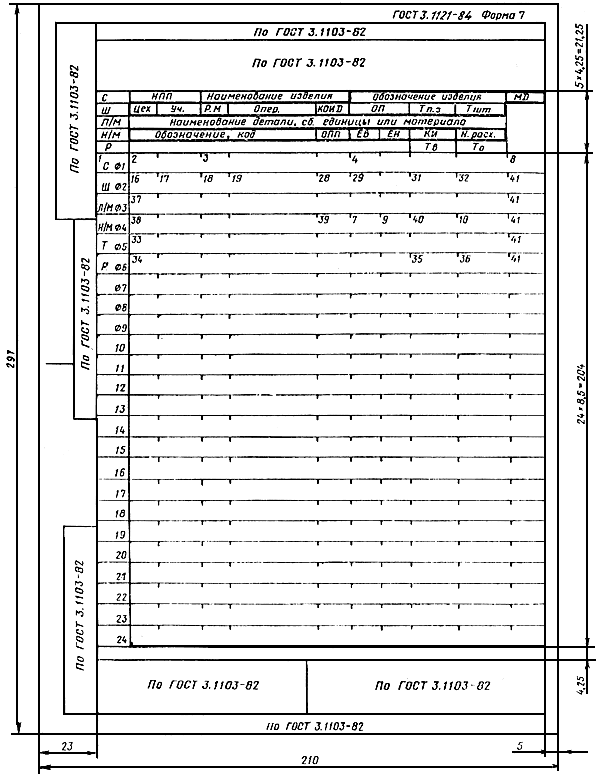
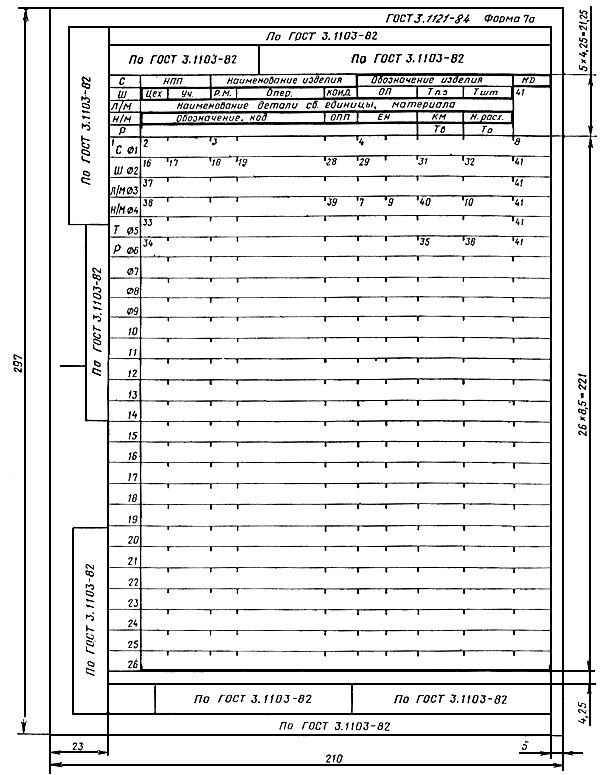
- ВТП/У (ВТО/У) формы 2 и 2а; 3 и 3а; 4 и 4а; 5 и 5а; 6 и 6а; 7 и 7а.
4.2.1. Выбор и необходимость применения универсальных форм специального назначения определяет разработчик документов.
4.2.2. Основными требованиями по выбору и применению универсальных форм документов являются:
- отсутствие необходимых форм документов в стандартах ЕСТД или в отраслевых стандартах;
- удобство применения на рабочих местах универсальных форм взамен действующих специализированных форм документов.
4.2.3. Универсальные формы документов следует применять независимо от типа производства.
4.2.4. Взамен КТТП/У допускается применять соответствующие формы МК по ГОСТ 3.1118-82 при условии:
- простановки необходимых данных по технологическим режимам в тексте описания содержания операции (перехода), например "Нагреть заготовки до 800°С и выдержать в течение 3 мин" или "Нагреть заготовки =800°С, выдержать
=3 мин";
- дополнительного введения в формы МК служебного символа "Р" и соответствующих граф.
4.2.4.1. При введении в формы МК дополнительного служебного символа "Р" и соответствующих граф разработчик документов обязан определить состав и виды технологических режимов, применяемых при выполнении процесса (операции).
4.2.4.2. Выбор состава и видов, применяемых технологических режимов, а также порядок их размещения устанавливает разработчик документов исходя из условий требований по охране труда для каждой операции и качества изготовления изделий (составных частей изделия).
4.2.4.3. В заголовке графы разработчиком документов на первом и последующих листах МК следует проставлять условные обозначения применяемых видов технологических режимов в соответствии с требованиями НТД на государственном или отраслевом уровнях.
4.2.4.4. Выбор ширины графы для каждого условного обозначения вида технологического режима определяет разработчик документов из условия значности вносимой информации и кратности размеров ширины имеющихся граф, заполняемых по служебным символам А, Б, К/М, В, Е, Л/М, Н/М.
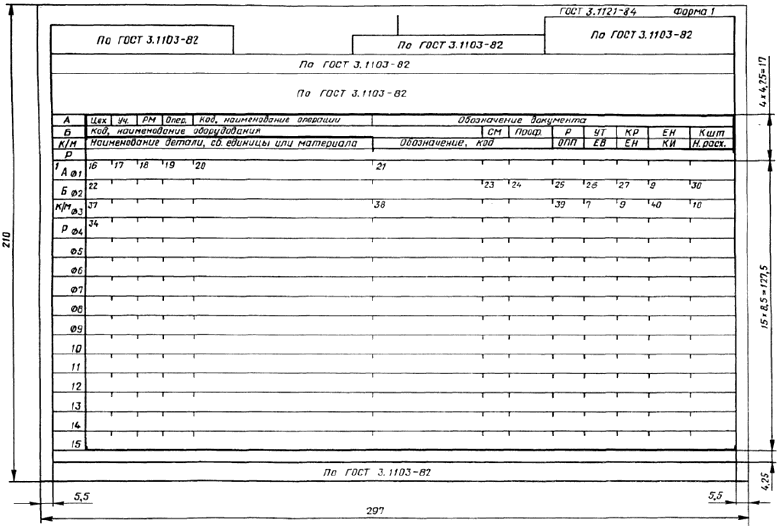
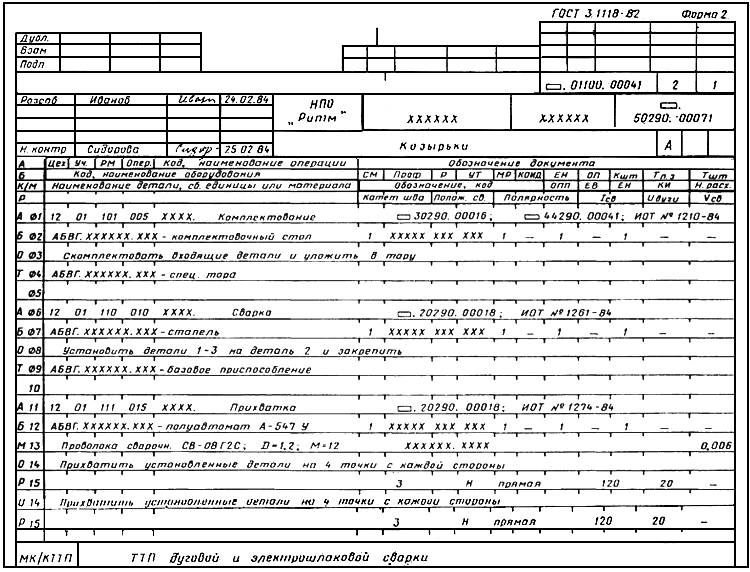
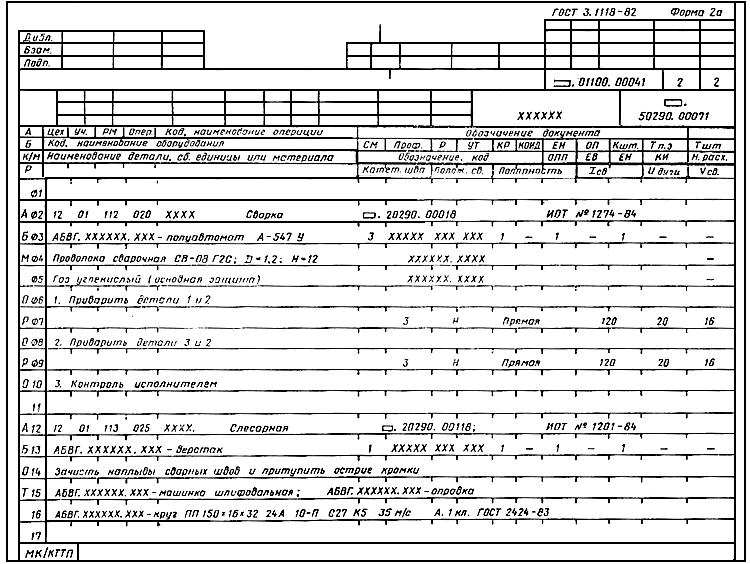
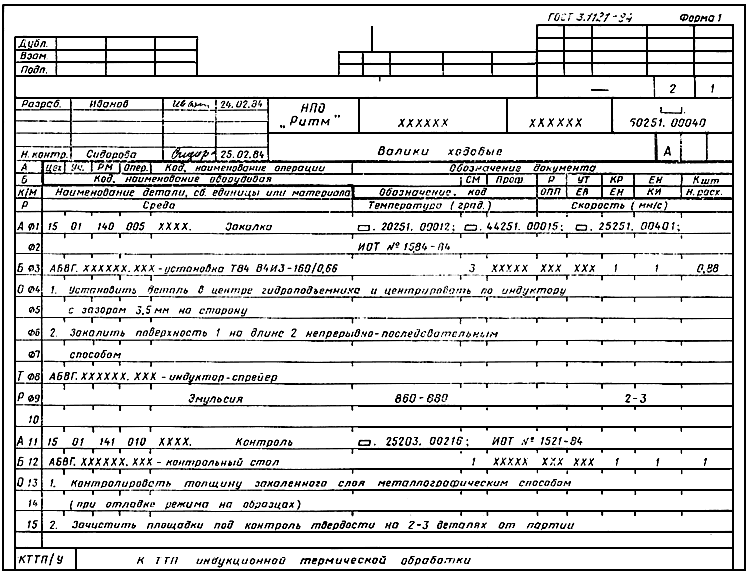
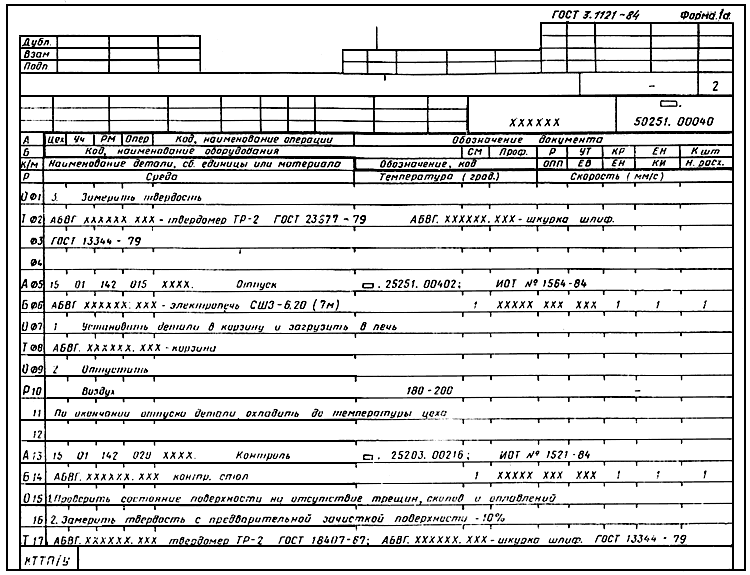
4.2.4.5. Простановка конкретных данных по выбранным значениям параметров технологических режимов осуществляется разработчиком документов после текстового описания содержания операции (перехода) с новой строки и привязкой к служебному символу "Р". Пример оформления МК с введенной дополнительной графой для указания данных по технологическим режимам приведен в приложении 1*.
________________
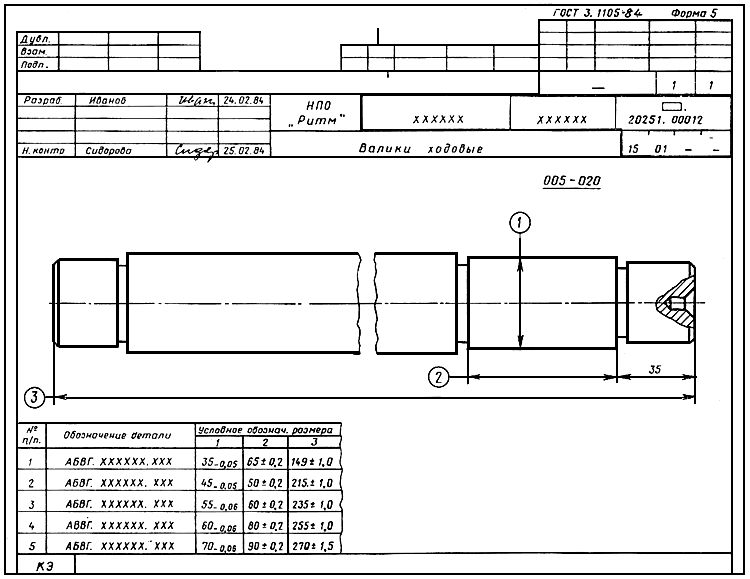
* Упоминаемый в приложении 1 ГОСТ 3.1105-84 с 1 января 2012 г. заменен на ГОСТ 3.1105-2011.
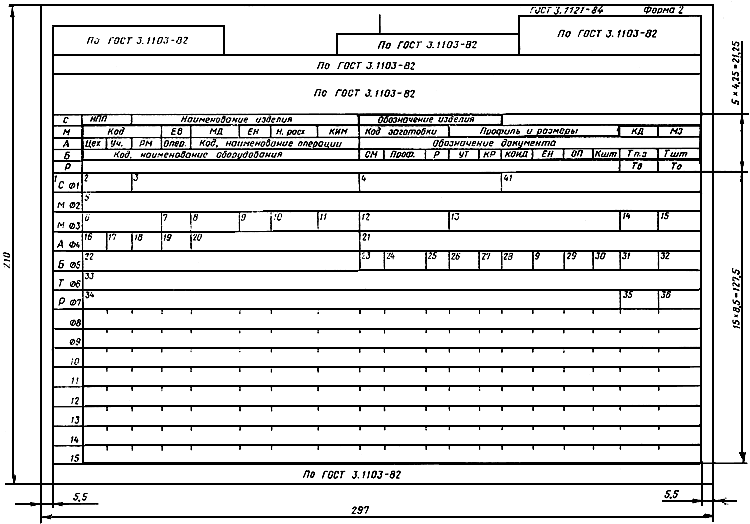
4.2.5. Графы форм 1 и 1а КТТП/У следует заполнять и оформлять в соответствии с требованиями ГОСТ 3.1118-82 и настоящего стандарта. Пример оформления КТТП/У приведен в приложении 2*.
________________
* Текст документа соответствует оригиналу. - .
4.2.6. ВТП/У (ВТО/У) следует применять совместно с формами МК по ГОСТ 3.1118-82, КТТП/У или с соответствующими специализированными формами КТТП и КТО по методам изготовления изделий (составных частей изделий).
4.2.6.1. В зависимости от объема вносимой в формы ВТП/У (ВТО/У) переменной информации следует различать:
- формы с полным объемом переменной информации;
- формы с неполным объемом переменной информации.
4.2.6.2. Формы ВТП/У (ВТО/У) с полным объемом переменной информации следует применять с документами (комплектом документов), где описан ТТП (ГТП) или ТО (ГО) без указания данных по применяемому виду (типу, модели) оборудования или с указанием группы видов (типов, моделей) оборудования, а также без указания постоянной общей части информации по трудозатратам.
4.2.6.3. Формы ВТП/У (ВТО/У) к каждой операции с неполным объемом переменной информации следует применять с документами (комплектом документов), где описан ТТП (ГТП) или ТО (ГО) с указанием конкретных данных по применяемому одному виду (типу, модели) оборудования и постоянной (общей части) информации по трудозатратам к каждой операции.
4.2.6.4. В зависимости от объема вносимой переменной информации, применения технологических методов и расположения поля подшивки для всего комплекта документов формы ВТП/У (ВТО/У) следует применять в соответствии с табл.3.
Таблица 3
Номер формы | Указания по объему вносимой переменной информации | Указания по применяемым технологическим методам | Расположение поля подшивки |
2 и 2а | Полный | Различные методы обработки для изготовления (ремонта) деталей | Горизонтальное |
3 и 3а | То же | То же | Вертикальное |
4 и 4а | Не полный | " | Горизонтальное |
5 и 5а | То же | " | Вертикальное |
6 и 6а | " | Различные методы (кроме обработки) для изготовления (ремонта) изделий и сборочных единиц | Горизонтальное |
7 и 7а | " | То же | Вертикальное |
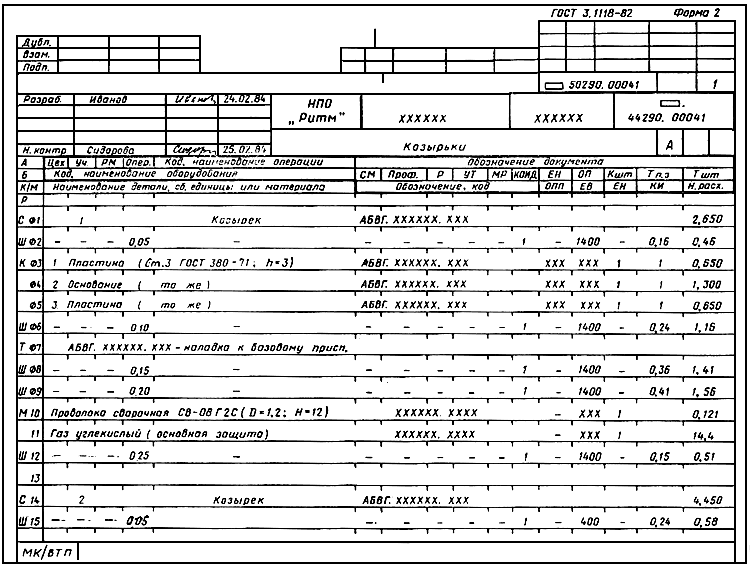
Примечание. Допускается взамен форм 2, 2а, 3 и 3а ВТП/У и ВТО/У применять соответственно формы 2, 1б, 4, 3б МК по ГОСТ 3.1118-82 с указанием данных, соответствующих наименованию граф, относящихся к строкам с символами "С" и "Ш".
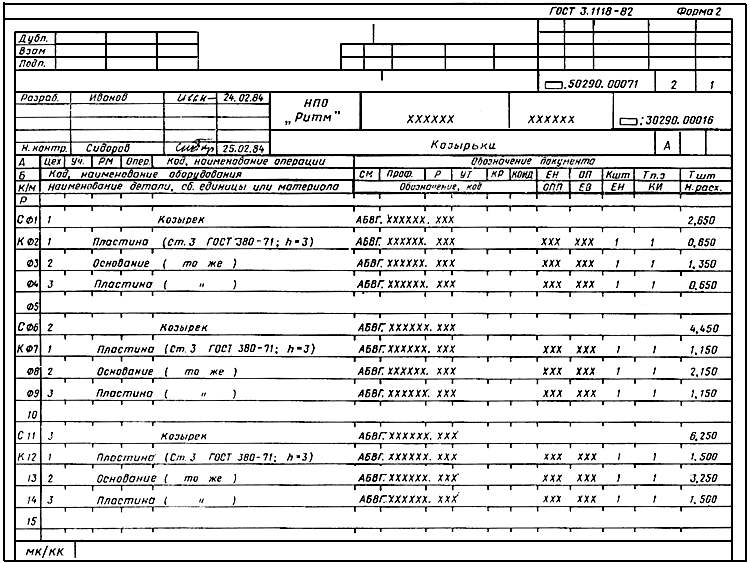
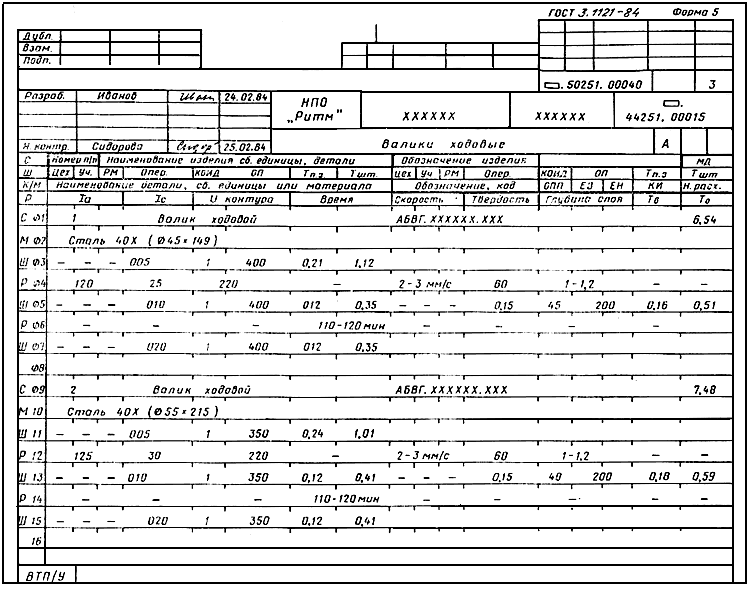
Пример заполнения формы МК/ВТП приведен в приложении 1.
4.2.6.5. Формы ВТП/У (ВТО/У) учитывают построчный (модульный) принцип внесения информации. Каждой начальной строке модуля соответствует свой служебный символ.
4.2.6.6. Служебные символы условно выражают состав информации, размещаемой в графах данного модуля, и предназначены для разделения информации (поиска информации с учетом применения средств механизации и автоматизации).
Простановка служебных символов производится допускаемыми способами заполнения информации по ГОСТ 3.1118-82, является обязательной и не зависит от применяемых методов проектирования документов.
Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию при описании одной операции на данном листе документа при условии заполнения документов рукописным способом или на печатающей машинке, а также для документов, не подлежащих обработке средствами механизации и автоматизации.
4.2.6.7. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки и выполняемые прописной буквой, например, "М 01; А 10" и т.д.
4.2.6.8. Состав информации, размещаемой на строках с привязкой к служебным символам М, А, Б, В, Г, Д, Е, К/М, Л/М, Н/М, Т, должен соответствовать требованиям ГОСТ 3.1118-82 и ГОСТ 3.1404-86.
Состав информации, размещаемой на строках с привязкой к служебным символам С, Р и Ш, указан в табл.4.
Таблица 4
Обозначение служебного символа | Содержание информации, вносимой в графы |
С | Номер по порядку изделий (составных их частей), изготовляемых (ремонтируемых по ТТП (ГТП) или ТО (ГО); наименования и обозначения по конструкторским документам, информация по массе изделий и сборочных единиц. |
Р | Переменные данные по технологическим режимам, расчетные данные по основному и вспомогательному времени. |
Ш | Переменные данные по номерам цеха, участка, рабочего места, операции и трудозатратам. |
4.2.6.9. Простановку служебных символов в заголовках граф, где указаны наименования граф, при рукописном способе заполнения информации, с применением печатающей машинки или при применении механизированного метода разработки документов следует предусматривать при размножении бланков.
4.2.6.10. Последовательность внесения переменной информации для каждого изделия (составной его части) по операциям с привязкой к служебным символам приведена в табл.5.
Таблица 5
Вид описания технологического процесса (операции) | Номер формы ВТП (ВТО) | Очередность заполнения служебных символов |
Маршрутное | 2 и 2а | С, М, М, А, Б, Т |
3 и 3а | С, М, М, М, В, Г, Д, Е, Т | |
4 и 4а | С, М, М, Ш, Т | |
5 и 5а | С, М, М, М, Ш, Т | |
6 и 6а | С, Ш, К/М, Т | |
7 и 7а | С, Ш, Л/М, Н/М, Т | |
Операционное | 2 и 2а | С, М, М, А, Б, Т, Р |
3 и 3а | С, М, М, М, В, Г, Д, Е, Т, Р | |
4 и 4а | С, М, М, Ш, Т, Р | |
5 и 5а | С, М, М, М, Ш, Т, Р | |
6 и 6а | С, Ш, К/М, Т, Р | |
7 и 7a | С, Ш, Л/М, Н/М, Т, Р |
Примечания:
1. При указании информации по основному материалу, применяемому для изготовления детали, запись данных в зависимости от расположения поля подшивки в формах документов следует выполнять в две или три строки. Первую строку с привязкой к служебному символу "М" следует заполнять в соответствии с правилами для графы 2 МК по ГОСТ 3.1118-82. Последующую строку (последующие строки) следует заполнять в соответствии с наименованием граф.
2. Для форм документов с вертикальным расположением поля подшивки допускается перечень изделий в строках с символом "С" указывать отдельно от переменной информации, относящейся к ним.
4.2.6.11. При заполнении информации в строках с привязкой к служебным символам следует выполнять общие правила - указывать только переменную информацию, не дублируя из МК или соответствующей КТТП данных, относящихся ко всей группе изделий (их составным частям).
4.2.6.12. Запись переменной информации в формах 4, 4а и 6, 6а, относящейся к графам на строках с символом "Ш", следует выполнять в технологической последовательности по каждой операции, используя для этого длину всей строки, рассчитанной на две операции.
При необходимости указания дополнительной информации к операции по технологическим режимам эти данные следует размещать на следующей строке с символом "Р".
Запись переменных для следующей операции необходимо проводить с начала последующей строки.
4.2.6.13. При операционном описании ТТП (ГТП) запись переменных данных о технологической оснастке следует выполнять с указанием номера перехода. Простановку номера перехода следует выполнять в левой части первой строки, перед указанием данных о технологической оснастке.
При заполнении данных о технологической оснастке следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки.
Последовательность записи информации о технологической оснастке - по ГОСТ 3.1118-82.
Запись следует выполнять по всей длине строки с возможностью (при необходимости) переноса информации на последующие строки.
Информацию по каждому средству технологического оснащения следует разделять знаком ";".
Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например:
АБВГ ХХХХХХ.ХХХ (2) - сверло 8,5 Р 18;
АБВГ ХХХХХХ.ХХХ (1) - резец проходной Т 15 К 6.
Допускается не указывать количество применяемых единиц технологической оснастки при указании данных в ведомости оснастки (ВО).
4.2.6.14. При операционном описании ТТП (ГТП) запись переменных данных по технологическим режимам следует выполнять после указания переменных данных по технологической оснастке, с новой строки и указанием служебного символа "Р".
Состав переменных данных по технологическим режимам устанавливает разработчик документов, в каждом случае, применительно к технологическим методам изготовления (ремонта) изделий (составных их частей).
При отсутствии указания переменных данных о технологической оснастке для каждого перехода перед указанием переменных данных по технологическим режимам следует проставлять номер перехода.
4.2.6.15. При необходимости отражения в ВТП (ВТО) дополнительных данных к содержанию операций в виде текстового описания по выполняемым действиям требованиям по изготовлению (ремонту) изделий (составных их частей) и т.п. соответствующую запись информации следует выполнять с новой строки с привязкой к служебному символу "О" после заполнения данных, относящихся к служебному символу "Б" или "Д".
4.2.6.16. Графы форм КТТП/У и ВТП (ВТО) следует заполнять в соответствии с табл.6.
Таблица 6
Номер графы | Наименование (условное обозначение) графы | Служеб- | Содержание информации |
1 | - | - | Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например С 01, М 02, А 03. |
В целях разделения информации при указании номеров строк от 01 до 09 при условии возможного применения служебного символа "О" допускается перед порядковым номером вместо нуля применять знак " | |||
2 | НПП | С | Номер по порядку изделия (составной его части), изготовляемого (ремонтируемого) по ТТП (ГТП) или ТО (ГО). Правила внесения информации могут быть установлены в соответствии с отраслевыми НТД |
3 | Наименование | С | Наименование изделия детали (сборочной единицы) по основному конструкторскому документу |
4 | Обозначение изделия | С | Обозначение (код) изделия (детали, сборочной единицы) по основному конструкторскому документу |
5 | - | М | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись данных следует выполнять всегда на второй строке, после служебного символа "С", с разделением информации через косую линию |
6 | Код | М | Код материала по классификатору |
7 | ЕВ | М, К, Н | Код единицы величины (массы, длины, площади и т.п.) детали (сборочной единицы, изделия) или заготовки по Классификатору СОЕИ |
8 | МД | С, М | Масса детали (сборочной единицы, изделия) по конструкторскому документу |
9 | ЕН | М, Б, К, Е, Н | Единица нормирования, на которую установлена норма расхода материала или норма времени, например 1; 10; 100 |
10 | H. pacx. | М, К, Н | Норма расхода |
11 | КИМ | М | Коэффициент использования материала по ГОСТ 14.004-83 |
12 | Код заготовки | М | Код заготовки по классификатору. Допускается указывать вид заготовки (отливка, поковка, прокат и т.п.) |
13 | Профиль и размеры | М | Профиль и размеры исходной заготовки. Информацию по размерам следует указывать из условия имеющихся габаритных размеров заготовки (высота или толщина, ширина или диаметр, длина), например 100х1000х2500 |
14 | КД | М | Количество деталей, изготовляемых из одной заготовки |
15 | МЗ | М | Масса заготовки |
16 | Цех | А, В, Ш | Номер (код) цеха, в котором выполняется операция |
17 | Уч. | А, В, Ш | Номер (код) участка, конвейера, поточной линии. Допускается графу не заполнять |
18 | РМ | А, В, Ш | Номер (код) рабочего места. Допускается графу не заполнять |
19 | Опер. | А, В, Ш | Номер операции в технологической последовательности изготовления (ремонта) изделия (составной его части), включая операции технического контроля и перемещений по КТТП или МК |
20 | Код, наименование операции | А, В | Код операции по технологическому классификатору, наименование операции. Допускается код операции не указывать |
21 | Обозначение документа | А, Г | Обозначение документов, инструкций по охране труда, применяемых при выполнении операции. В графе следует указывать только те обозначения документов, которые отсутствуют в МК или КТТП и привязаны к конкретному обозначению изделия (его составной части), например КЭ, в которой содержатся конкретные данные на изделие (его составную часть) одного обозначения |
22 | Код, наименование оборудования | Б, Д | Код оборудования по классификатору, краткое наименование оборудования. Информацию следует указывать через разделительный знак ";". |
Допускается: | |||
- не указывать инвентарный номер, код оборудования; | |||
- взамен краткого наименования указывать модель; | |||
- не заполнять графу при условии дублирования информации с МК или КТТП | |||
23 | СМ | Б, Е | В графе следует проставлять условное обозначение (код), выраженное числовым значением и характеризующее степень механизации, применяемой на данной операции, например: |
- обработка детали вручную - 1; | |||
- обработка детали на универсальном металлорежущем станке - 2; | |||
- обработка детали на металлорежущем станке с ЧПУ - 3; | |||
- обработка детали на агрегатном станке - 4; | |||
- обработка детали на автоматической линии - 5. | |||
Обязательность заполнения устанавливается на отраслевом уровне | |||
24 | Проф. | Б, Е | Код профессии по классификатору ОКПДТР |
25 | Р | Б, Е | Разряд работы, необходимой для выполнения операции |
26 | УТ | Б, Е | Код условий труда (форма и система оплаты труда и условия труда) по классификатору ОКПДТР и код вида нормы |
27 | КР | Б, Е | Количество исполнителей, занятых при выполнении операции |
28 | КОИД | Б, Е, Ш | Количество одновременно изготавливаемых деталей. |
29 | ОП | Б, Е, Ш | Объем производственной партии в штуках. |
30 | Б, Е | Коэффициент штучного времени при многостаночном обслуживании. При одностаночном обслуживании | |
31 | Б, Е, Ш | Норма подготовительно-заключительного времени на операцию. Допускается указывать норму штучно-калькуляционного времени ( | |
32 | Б, Е, Ш | Норма штучного времени на операцию. Допускается указывать расценки при указании в графе 31 | |
33 | - | Т | Данные о применяемой технологической оснастке |
34 | - | Р | Переменные данные по технологическим режимам |
35 | Р | Норма вспомогательного времени на переход | |
36 | Р | Норма основного времени на переход | |
37 | Наименование детали, сб. единицы или материала | К, М, Л | Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции |
38 | Обозначение, код | К, М, Н | Обозначение деталей, сборочных единиц по конструкторским документам или материалов по классификатору |
39 | ОПП | К, М, Н | Обозначение подразделения (склада, кладовой и т.п.), откуда поступают комплектующие детали, сборочные единицы или материалы; при разработке - куда поступают |
40 | КИ | К, М, Н | Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке - количество получаемых |
41 | - | С, М, В, Г, Д, Е, Т, Р, Ш, Л, Н | Графы для особых указаний. Порядок заполнения граф и обязательность заполнения устанавливаются в отраслевых НТД |
Примечания:
1. Графы 16-18 следует заполнять при наличии переменной информации.
2. Обязательность заполнения граф 29-32 и 38-40 устанавливается отраслевыми НТД.
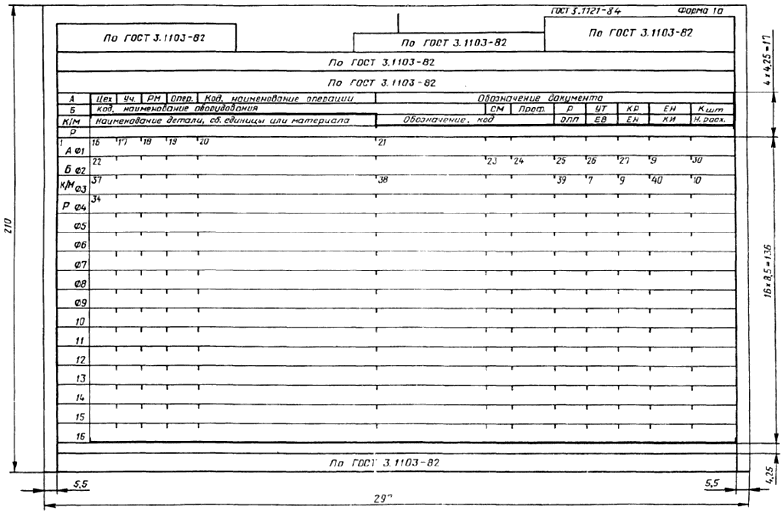
4.2.6.17. Размеры граф форм следует выбирать в соответствии с табл.7 исходя из шага печатающих устройств 2,6 мм.
Таблица 7
Номер графы | Формы документов | Наименование (условное обозначение) графы | Обозначение служебного символа | Размер графы, мм | Кол. знаков |
1 | 1, 1a | - | - | 13,0 | 5 |
2, 2a | 13,0 | 5 | |||
3, 3a | 13,0 | 5 | |||
4, 4a | 15,6 | 6 | |||
5, 5a | 13,0 | 5 | |||
6, 6a | 15,6 | 6 | |||
7, 7a | 13,0 | 5 | |||
2 | 2, 2a | НПП | С | 20,8 | 8 |
3, 3a | С | 28,6 | 11 | ||
4, 4a | С | 20,8 | 8 | ||
5, 5a | С | 28,6 | 11 | ||
6, 6a | С | 20,8 | 8 | ||
7, 7a | С | 26,0 | 10 | ||
3 | 2, 2a | Наименование изделия | С | 98,8 | 38 |
3, 3a | С | 59,8 | 23 | ||
4, 4a | С | 114,4 | 44 | ||
5, 5a | С | 59,8 | 23 | ||
6, 6a | С | 114,4 | 44 | ||
7, 7a | С | 59,8 | 23 | ||
4 | 2, 2a | Обозначение изделия | С | 62,4 | 24 |
3, 3a | С | 65,0 | 25 | ||
4, 4a | С | 62,4 | 24 | ||
5, 5a | С | 65,0 | 25 | ||
6, 6a | С | 59,8 | 23 | ||
7, 7a | С | 65,0 | 25 | ||
5 | 2, 2a | - | М | 273,0 | 105 |
3, 3a | М | 153,4 | 59 | ||
4, 4a | М | 270,4 | 104 | ||
5, 5a | М | 153,4 | 59 | ||
6 | 2, 2а | Код | М | 33,8 | 13 |
3, 3а | М | 52,0 | 20 | ||
4, 4а | М | 33,8 | 13 | ||
5, 5а | М | 39,0 | 15 | ||
7 | 1, 1a | ЕВ | К, М | 13,0 | 5 |
2, 2а | М | 13,0 | 5 | ||
3, 3а | М | 10,4 | 4 | ||
4, 4а | М | 10,4 | 4 | ||
5, 5а | М | 28,6 | 11 | ||
6, 6а | К, М | 10,4 | 4 | ||
7, 7а | Н, М | 13,0 | 5 | ||
8 | 2, 2а | МД | М | 20,8 | 8 |
3, 3а | М | 26,0 | 10 | ||
4, 4а | М | 18,2 | 7 | ||
5, 5а | М | 20,8 | 8 | ||
6, 6а | С | 20,8 | 8 | ||
7, 7а | С | 18,2 | 7 | ||
9 | 1, 1а | ЕН | Б | 18,2 | 7 |
1, 1а | К, М | 13,0 | 5 | ||
2, 2а | М, Б | 13,0 | 5 | ||
3, 3а | М, Е | 13,0 | 5 | ||
4, 4а | М | 13,0 | 5 | ||
5, 5а | М | 13,0 | 5 | ||
6, 6а | К, М | 13,0 | 5 | ||
7, 7а | Н, М | 13,0 | 5 | ||
10 | 1, 1а | Н. расх. | К, М | 20,8 | 8 |
2, 2а | М | 20,8 | 8 | ||
3, 3а | М | 31,2 | 12 | ||
4, 4а | М | 20,8 | 8 | ||
5, 5а | М | 31,2 | 12 | ||
6, 6а | К, М | 20,8 | 8 | ||
7, 7а | Н, М | 20,8 | 8 | ||
11 | 2, 2а | КИМ | М | 18,2 | 7 |
3, 3а | М | 20,8 | 8 | ||
4, 4а | М | 18,2 | 7 | ||
5, 5а | М | 20,8 | 8 | ||
12 | 2, 2а | Код заготовки | М | 39,0 | 15 |
3, 3а | М | 52,0 | 20 | ||
4, 4а | М | 41,6 | 16 | ||
5, 5а | М | 39,0 | 15 | ||
13 | 2, 2а | Профиль и размеры | М | 75,4 | 29 |
3, 3а | М | 62,4 | 24 | ||
4, 4а | М | 75,4 | 29 | ||
5, 5а | М | 75,4 | 29 | ||
14 | 2, 2а | КД | М | 18,2 | 7 |
3, 3а | М | 18,2 | 7 | ||
4, 4а | М | 18,2 | 7 | ||
5, 5а | М | 18,2 | 7 | ||
15 | 2, 2а | МЗ | М | 20,8 | 8 |
3, 3а | М | 20,8 | 8 | ||
4, 4а | М | 20,8 | 8 | ||
5, 5а | М | 20,8 | 8 | ||
16 | 1, 1а | Цех | А | 10,4 | 4 |
2, 2а | А | 10,4 | 4 | ||
3, 3а | В | 10,4 | 4 | ||
4, 4а | Ш | 10,4 | 4 | ||
5, 5а | Ш | 10,4 | 4 | ||
6, 6а | Ш | 10,4 | 4 | ||
7, 7а | Ш | 10,4 | 4 | ||
17 | 1, 1a | Уч. | А | 10,4 | 4 |
2, 2а | А | 10,4 | 4 | ||
3, 3а | В | 18,2 | 7 | ||
4, 4а | Ш | 10,4 | 4 | ||
5, 5а | Ш | 18,2 | 7 | ||
6, 6а | Ш | 10,4 | 4 | ||
7, 7а | Ш | 15,6 | 6 | ||
18 | 1, 1а | РМ | А | 10,4 | 4 |
2, 2а | А | 13,0 | 5 | ||
3, 3а | В | 10,4 | 4 | ||
4, 4а | Ш | 13,0 | 5 | ||
5, 5а | Ш | 10,4 | 4 | ||
6, 6а | Ш | 10,4 | 4 | ||
7, 7а | Ш | 10,4 | 4 | ||
19 | 1, 1а | Опер. | А | 13,0 | 5 |
2, 2а | А | 13,0 | 5 | ||
3, 3а | В | 13,0 | 5 | ||
4, 4а | Ш | 28,6 | 11 | ||
5, 5а | Ш | 28,6 | 11 | ||
6, 6а | Ш | 28,6 | 11 | ||
7, 7а | Ш | 28,6 | 11 | ||
20 | 1, 1а | Код, наименование | А | 75,4 | 29 |
2, 2а | А | 72,8 | 28 | ||
3, 3а | В | 101,4 | 39 | ||
21 | 1, 1а | Обозначение документа | А | 153,4 | 59 |
2, 2а | А | 153,4 | 59 | ||
3, 3а | Г | 153,4 | 59 | ||
22 | 1, 1а | Код, наименование | Б | 166,4 | 64 |
2, 2а | Б | 119,6 | 46 | ||
3, 3а | Д | 153,4 | 59 | ||
23 | 1, 1а | СМ | Б | 10,4 | 4 |
2, 2а | Б | 10,4 | 4 | ||
3, 3а | Е | 10,4 | 4 | ||
24 | 1, 1а | Проф. | Б | 18,2 | 7 |
2, 2а | Б | 18,2 | 7 | ||
3, 3а | Е | 18,2 | 7 | ||
25 | 1, 1а | Р | Б | 13,0 | 5 |
2, 2а | Б | 10,4 | 4 | ||
3, 3а | Е | 10,4 | 4 | ||
26 | 1, 1а | УТ | Б | 13,0 | 5 |
2, 2а | Б | 13,0 | 5 | ||
3, 3а | Е | 13,0 | 5 | ||
27 | 1, 1а | КР | Б | 13,0 | 5 |
2, 2а | Б | 10,4 | 4 | ||
3, 3а | Е | 10,4 | 4 | ||
28 | 2, 2а | КОИД | Б | 13,0 | 5 |
3, 3а | Е | 13,0 | 5 | ||
4, 4а | Ш | 13,0 | 5 | ||
5, 5а | Ш | 20,8 | 8 | ||
6, 6а | Ш | 13,0 | 5 | ||
7, 7а | Ш | 20,8 | 8 | ||
29 | 2, 2а | ОП | Б | 13,0 | 5 |
3, 3а | Е | 13,0 | 5 | ||
4, 4а | Ш | 20,8 | 8 | ||
5, 5а | Ш | 26,0 | 10 | ||
6, 6а | Ш | 23,4 | 9 | ||
7, 7а | Ш | 26,0 | 10 | ||
30 | 1, 1a | | Б | 20,8 | 8 |
2, 2a | Б | 13,0 | 5 | ||
3, 3a | Е | 13,0 | 5 | ||
31 | 2, 2a | | Б | 18,2 | 7 |
3, 3a | Е | 18,2 | 7 | ||
4, 4a | Ш | 18,2 | 7 | ||
5, 5a | Ш | 18,2 | 7 | ||
6, 6a | Ш | 18,2 | 7 | ||
7, 7a | Ш | 18,2 | 7 | ||
32 | 2, 2a | | Б | 20,8 | 8 |
3, 3a | Е | 20,8 | 8 | ||
4, 4a | Ш | 20,8 | 8 | ||
5, 5a | Ш | 20,8 | 8 | ||
6, 6a | Ш | 20,8 | 8 | ||
7, 7a | Ш | 20,8 | 8 | ||
33 | 2, 2a | - | Т | 273,0 | 105 |
3, 3a | Т | 153,4 | 59 | ||
4, 4a | Т | 270,4 | 104 | ||
5, 5a | Т | 153,4 | 59 | ||
6, 6a | Т | 270,4 | 104 | ||
7, 7a | Т | 150,8 | 58 | ||
34 | 1, 1a | - | Р | 273,0 | 105 |
2, 2a | Р | 234,0 | 90 | ||
3, 3a | Р | 114,4 | 44 | ||
4, 4a | Р | 231,4 | 89 | ||
5, 5a | Р | 114,4 | 44 | ||
6, 6a | Р | 231,4 | 89 | ||
7, 7a | Р | 111,8 | 43 | ||
35 | 2, 2а | | Р | 18,2 | 7 |
3, 3a | Р | 18,2 | 7 | ||
4, 4a | Р | 18,2 | 7 | ||
5, 5a | Р | 18,2 | 7 | ||
6, 6a | Р | 18,2 | 7 | ||
7, 7a | Р | 18,2 | 7 | ||
36 | 2, 2a | | Р | 20,8 | 8 |
3, 3а | Р | 20,8 | 8 | ||
4, 4a | Р | 20,8 | 8 | ||
5, 5a | Р | 20,8 | 8 | ||
6, 6а | Р | 20,8 | 8 | ||
7, 7a | Р | 20,8 | 8 | ||
37 | 1, 1a | Наименование детали, сб. единицы или материала | К, М | 119,6 | 46 |
6, 6a | К, М | 135,2 | 52 | ||
7, 7a | Л, М | 150,8 | 58 | ||
38 | 1, 1a | Обозначение, код | К, М | 75,4 | 29 |
6, 6a | К, М | 59,8 | 23 | ||
7, 7a | Н, М | 65,0 | 25 | ||
39 | 1, 1a | ОПП | К, М | 13,0 | 5 |
6, 6a | К, М | 13,0 | 5 | ||
7, 7a | Н, М | 20,8 | 8 | ||
40 | 1, 1a | КИ | К, М | 18,2 | 7 |
6, 6a | К, М | 18,2 | 7 | ||
7, 7a | Н, М | 18,2 | 7 | ||
41 | 2, 2a | - | С | 91,0 | 35 |
3, 3a | С, М, В, | 15,6 | 6 | ||
4, 4a | С | 72,8 | 28 | ||
5, 5a | С, М, Ш, Т, Р | 15,6 | 6 | ||
6, 6a | С | 54,6 | 21 | ||
7, 7a | Ш, Л, Н, М, Т, Р | 18,2 | 7 |
Примечания:
1. Возможное количество знаков вносимой информации на один знак меньше соответствующей ширины графы.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
4.2.6.18. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5-1,5 мм.
При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
Примечания:
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение граф производить не на каждой строке.
3. При применении автоматизированных методов проектирования документов допускается выполнять формы с учетом максимальной возможности размещения печатающих символов на одной строке для различных устройств АЦПУ ЭВМ без разделения строк. Увеличение ширины формата формы документа выполнять за счет изменения размеров граф, не обведенных утолщенной линией 2.
При автоматизированной разработке с применением максимальной значности печатающих устройств АЦПУ ЭВМ (128 символов) допускается в документах не выполнять крайние вертикальные линии, ограничивающие ширину формата. В этом случае допускается увеличивать отдельную(ные) графу(ы), не предусматривающую(ие) внесение закодированной информации, на два знака.
КАРТА ТИПОВОГО (ГРУППОВОГО) ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
(первый или заглавный лист)
|
КАРТА ТИПОВОГО (ГРУППОВОГО) ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
(последующие листы)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(первый или заглавный лист)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(последующие листы)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(первый или заглавный лист)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(последующие листы)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(первый или заглавный лист)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(последующие листы)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(первый или заглавный лист)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(последующие листы)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(первый или заглавный лист)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(последующие листы)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(первый или заглавный лист)
|
ВЕДОМОСТЬ ДЕТАЛЕЙ К ТИПОВОМУ (ГРУППОВОМУ) ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ (ОПЕРАЦИИ)
(последующие листы)
|
ПРИЛОЖЕНИЕ 1
Рекомендуемое
|
|
|
|
|
|
|
|
|
Электронный текст документа
и сверен по:
Единая система технологической
документации: Сб. ГОСТов. -
, 2012
{kind=link}