ГОСТ 3.1408-2022
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПОЛУЧЕНИЯ ПОКРЫТИЙ, В ТОМ ЧИСЛЕ С ИСПОЛЬЗОВАНИЕМ АДДИТИВНОГО ПРОИЗВОДСТВА
Unified system for technological documentation. Forms and rules for paperwork on the technological processes of obtaining coatings, including using additive production
____________________________________________________________________
МКС 01.110
Дата введения 2023-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 182 "Аддитивные технологии", Межгосударственным техническим комитетом по стандартизации (МТК 051 "Система конструкторской документации")
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по результатам голосования в АИС МГС (протокол от 31 октября 2022 г. N 155-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 9-2023).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 ноября 2022 г. N 1297-ст межгосударственный стандарт ГОСТ 3.1408-2022 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2023 г.
5 ВЗАМЕН ГОСТ 3.1408-85
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 9, 2023 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт устанавливает виды, комплектность, формы и правила оформления технологических документов, применяемых при проектировании технологических процессов получения защитных, защитно-декоративных и других видов покрытий с использованием различных методов, включая методы аддитивного производства.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.001 Единая система конструкторской документации. Общие положения
ГОСТ 2.004 Единая система конструкторской документации. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ
ГОСТ 2.051 Единая система конструкторской документации. Электронные документы. Общие положения
ГОСТ 3.1102 Единая система технологической документации. Стадии разработки и виды документов. Общие положения
ГОСТ 3.1103 Единая система технологической документации. Основные надписи. Общие положения
ГОСТ 3.1105 Единая система технологической документации. Формы и правила оформления документов общего назначения
ГОСТ 3.1118 Единая система технологической документации. Формы и правила оформления маршрутных карт
ГОСТ 3.1119 Единая система технологической документации. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы
ГОСТ 3.1121 Единая система технологической документации. Общие требования к комплектности и оформлению комплектов документов на типовые и групповые технологические процессы (операции)
ГОСТ 3.1122 Единая система технологической документации. Формы и правила оформления документов специального назначения. Ведомости технологические
ГОСТ 3.1123 Единая система технологической документации. Формы и правила оформления технологических документов, применяемых при нормировании расхода материалов
ГОСТ 3.1129 Единая система технологической документации. Общие правила записи технологической информации в технологических документах на технологические процессы и операции
ГОСТ 3.1130 Единая система технологической документации. Общие требования к формам и бланкам документов
ГОСТ 14.004 Технологическая подготовка производства. Термины и определения основных понятий
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1
реквизит документа: Элемент оформления документа, содержащий о нем сведения. Примечание - Как правило, реквизит состоит из атрибутов (составной реквизит). [ГОСТ 2.104-2006, статья 3.1.1] |
3.1.2
атрибут документа: Идентифицированная (именованная) характеристика части реквизита. [ГОСТ 2.104-2006, статья 3.1.2] |
3.1.3
оформление технологического документа: Комплекс процедур, необходимых для подготовки и утверждения технологического документа в соответствии с порядком, установленным на предприятии. Примечание - К подготовке документа относится его подписание, согласование и т.д. [ГОСТ 3.1109-82, статья 7] |
3.1.4
подпись: Реквизит документа, представляющий собой собственноручную подпись полномочного должностного лица. Примечание - Для электронных документов используется аналог собственноручной подписи - электронная цифровая подпись. [ГОСТ 2.104-2006, статья 3.1.4] |
3.1.5
электронный технологический документ: Документ, выполненный как структурированный набор данных, создаваемых программно-техническим средством, и имеющий содержательную и реквизитную части, в том числе установленные подписи. Примечание - Установленные подписи в электронном документе выполняют в виде электронной цифровой подписи. [ГОСТ 3.1001-2011, статья 3.1.5] |
3.1.6 термический процесс нанесения покрытия: Метод теплового воздействия на металлический материал изделия и присадочный материал.
3.1.7 термомеханический процесс нанесения покрытия: Сочетание нагрева и механического воздействия при формировании поверхностного слоя.
3.1.8 адгезионный процесс нанесения покрытия: Метод, при котором взаимодействие присадочного материала с поверхностью детали протекает в результате реализации процессов физической и химической адсорбции.
3.1.9 аддитивные технологии нанесения покрытия: Нанесение покрытия путем добавления материала слой за слоем различными термическими, термомеханическими и механическими методами на поверхность детали.
3.2 В настоящем стандарте применены следующие сокращения:
ВМ - ведомость материалов;
ВТД - ведомость технологических документов;
ВТМ - ведомость технологических маршрутов;
ВТП - ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу;
ВУН - ведомость удельных норм расхода материалов;
ГТП - групповой технологический процесс;
ЕСТД - единая система технологической документации;
ЕТП - единичный технологический процесс;
КТТП - карты типового (группового) технологического процесса;
КЭ - карта эскизов;
МК - маршрутная карта;
НД - нормативная документация;
ТД - технологический документ (технологическая документация);
ТИ - технологическая инструкция;
ТТП - типовой технологический процесс.
4 Виды и комплектность технологических документов
4.1 Виды и назначение технологических документов, разрабатываемых с применением методов проектирования по ГОСТ 3.1119, приведены в таблице 1.
Таблица 1 - Виды и назначение технологических документов
Условное обозначение вида документа по ГОСТ 3.1102 | Обозначение формы | Применение документа на стадии разработки | Назначение документа | ||
предвари- тельного проекта | опытного образца (опытной партии) | серийного (массового) производства | |||
КТТП | Формы 1 и 1а, приложение А | Применяют при разработке ГТП или ТТП различных технологических процессов нанесения покрытий для описания операций в технологической последовательности с указанием общих данных для всей группы деталей | |||
ВТП | Формы 3 и 3а, приложение Б | Применяют при разработке ГТП и ТТП различных технологических процессов нанесения покрытий, дополнительно к КТТП для указания переменных данных по каждой детали с привязкой к выполняемым операциям. Разрабатывают на всю группу деталей соответствующего ГТП и ТТП | |||
ВТД | Формы 4 и 4а, 5 и 5а по ГОСТ 3.1122 | Применяют для указания перечня документов к каждому ГТП или ТТП различных видов получения покрытий с указанием обозначений документов и нумерации листов, в которых отражаются переменные данные по каждой детали | |||
ВУН | Формы 4 и 4а, 5 и 5а по ГОСТ 3.1123 | Применяют при разработке ГТП и ТТП различных видов получения покрытий, дополнительно к КТТП, для указания данных об удельных нормах расхода материалов, используемых при получении покрытий, с привязкой к выполняемым операциям. Предназначена для решения задач по нормированию расхода материалов | |||
МК | Формы 2 и 1б, 4 и 3б по ГОСТ 3.1118 | Применяют при разработке ЕТП различных видов получения покрытий | |||
ТИ | Формы 5 и 5а по ГОСТ 3.1105 | Применяют при разработке ЕТП различных видов получения покрытий, а также при описании действий, связанных с приготовлением растворов и наладкой оборудования | |||
КЭ | Формы 6 и 6а, 7 и 7а по ГОСТ 3.1105 | Применяют в различных комплектах документов на технологические процессы различных видов получения покрытий, для графических изображений обрабатываемых поверхностей деталей и т.п. | |||
ВМ | Формы 1 и 1а, 2 и 2а, 3 и 3а по ГОСТ 3.1123 | Документ предназначен для указания данных о подетальных нормах расхода материалов, о заготовках, технологическом маршруте прохождения изготовляемого или ремонтируемого изделия (составных частей изделия). Применяют для решения задач по нормированию материалов | |||
ВТМ | Формы 1 и 1а по ГОСТ 3.1122 | Документ предназначен для указания технологического маршрута изготовления или ремонта изделия (составных частей изделия) по подразделениям предприятия. Применяют для решения технологических и производственных задач | |||
Примечания 1 2 Применение дополнительных видов документов, не указанных в таблице 1, устанавливают в стандартах организаций. | |||||
4.2 Комплектность и правила оформления комплектов документов на ЕТП - по ГОСТ 3.1119.
4.3 Комплектность зависит:
- от типа производства по ГОСТ 14.004;
- стадии разработки документов по ГОСТ 3.1102;
- степени детализации описания технологических процессов, установленных по ГОСТ 3.1119 и ГОСТ 3.1121;
- применяемых технологических методов изготовления.
4.4 Комплектность документов на процессы получения покрытий, включая аддитивное производство, следует устанавливать применительно к условиям каждого предприятия (организации) с учетом требований ГОСТ 3.1119 и ГОСТ 3.1121.
5 Правила оформления документов
5.1 КТТП следует составлять по формам 1, 1a, ВТП - по формам 2, 2а, 3, 3а (таблица 1). Формы электронной технологической документации состоят из двух частей: реквизитной и содержательной по ГОСТ 2.001, ГОСТ 2.051, ГОСТ 3.1103.
5.2 Реквизитная часть (основная надпись) в формах по 5.1 предназначена для оформления блока адресной информации в электронном технологическом документе по процессу нанесения покрытия.
5.3 Основные надписи форм 1 и 1а КТТП, 2 и 2а, 3 и 3а ВТП следует оформлять по ГОСТ 3.1103, 3.1129, 3.1130 и в соответствии с таблицей 2.
Таблица 2 - Номенклатура реквизитов и атрибутов основной надписи
Рекви- зит | Атри- бут | Наименование реквизита или атрибута (полей реквизита или атрибута) | Обяза- тельность | Номер графы, блока 1 форм 1, 1а КТТП, 2, 2а, 3, 3а ВТП | |
рекви- зита | атри- бута | ||||
1 | 2 | 3 | 4 | 5 | 6 |
1 | Код операции по технологическому классификатору, наименование операции | Графа 3 | |||
2 | Единица нормирования |
| Графа 7 | ||
3 | Номер операции | Графа 8 | |||
4 | Номер рабочего места | Графа 9 | |||
5 | Номер участка | Графа 10 | |||
6 | Номер цеха | Графа 11 | |||
7 | Сведения о подписании документа |
| |||
8 | Технологические процессы получения покрытий | - | |||
8.1 | Термические процессы нанесения покрытий | Графа 6 | |||
8.2 | Термомеханические процессы нанесения покрытий | Графа 6 | |||
8.3 | Адгезионные процессы нанесения покрытий | Графа 6 | |||
8.4 | Аддитивные технологии нанесения покрытия | Графа 6 | |||
Условные обозначения:
| |||||
5.4 Графы содержательной части по формам 1, 1а КТТП, 2, 2а, 3, 3а ВТП следует заполнять в соответствии с таблицей 3 и стандартами организаций с привязкой к соответствующим служебным символам строк в соответствии с таблицей 4.
Таблица 3 - Графы содержательной части
Номер графы | Наименование (условное обозначение) графы | Служебный символ строки | Содержание информации |
1 | - | - | Обозначение служебного символа и порядковый номер строки |
2 | Цех | А | Номер (код) цеха, в котором выполняют операцию |
3 | Уч. | А | Номер (код) участка, конвейера, поточной линии и т.д. |
4 | РМ | А | Номер (код) рабочего места |
5 | Опер. | А | Номер операции (процесса) в технологической последовательности обработки изделия (включая контроль и перемещение) |
6 | Код опер. | А | Код операции по классификатору технологических операций машиностроения и приборостроения |
________________ | |||
7 | Обозначение документа | А | Обозначения документов, инструкций по охране труда, применяемых при выполнении данной операции |
8 | Код, наименование оборудования | Б | Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер. Допускается взамен краткого наименования оборудования указывать его модель. Допускается не указывать инвентарный номер |
9 | КУО | Б | Коэффициент, учитывающий вид оборудования для покрытия. Используют для корректировки норм расхода химикатов. Принимают в соответствии с отраслевым НД |
10 | Проф. | Б | Код профессии по классификатору ОКПДТР |
11 | СМ | Б | Степень механизации (код степени механизации). Заполняют в соответствии с отраслевой НД |
12 | Р | Б | Разряд работы, необходимый для выполнения операции |
13 | УТ | Б | Код условий труда по классификатору ОКПДТР и код вида нормы |
14 | КР | Б | Количество исполнителей, занятых при выполнении операций |
15 | Вспомога- тельный материал | М | Обозначение марки вспомогательных материалов, применяемых при выполнении операции |
16 | Код | М | Код материала по классификатору |
17 | Конц. | М | Концентрация растворов и электролитов |
18 | Вязкость | М | Условная вязкость лакокрасочных материалов по вискозиметру при 20°С |
19 | Фракция | М | Размер помола стеклоэмалевых материалов или размер фракции полимерных материалов |
20 | Плотность | М | Плотность стеклоэмалевых или полимерных материалов |
21 | Давление | Р1 | Давление воздуха, лакокрасочного материала. Величина остаточного давления в вакуумной камере установки |
22 | t | Р1 | Температура раствора, лакокрасочного материала, сушки. Температура нагрева подложки в установке |
23 | рН | Р1 | Показатель концентрации ионов в растворе |
24 | ОП А/К | Р1 | Отношение площадей поверхности анодной к катодной |
25 | I | Р1 | Сила тока, расходуемая на обработку, или сила тока, необходимая на загрузку. На установке для получения износостойких покрытий указывают силу тока дуги |
26 | D тока | Р1 | Плотность тока на единицу покрываемой поверхности |
27 | U | Р1 | Напряжение на ванне, потребляющей постоянный или переменный ток. На установке для получения износостойких покрытий на переходе "очистка" указывают величину высокого напряжения, на переходе "покрытие" - величину опорного напряжения |
28 | Магн. поле | Р1 | Напряженность магнитного поля фокусирующей катушки |
29 | Время | Р1 | Время выдержки на определенном режиме |
30 | D ствола | Р2 | Диаметр ствола |
31 | Н. расх. на выст. | Р2 | Норма расхода материала на один выстрел |
32 | КВ в сек. | Р2 | Количество выстрелов в секунду |
33 | Толщ. напыл. | Р2 | Толщина напыления за один выстрел |
34 | НПП | С | Номер по порядку |
35 | Обозначение дет. (ГТП) | С | Обозначение детали или группового технологического процесса |
36 | Наименование дет. (ГТП) | С | Наименование детали или группового технологического процесса |
37 | Основной материал | С | Обозначение марки основного материала |
38 | ЕВ | С | Код единицы величины (массы, длины, площади и т.п.) детали, заготовки материала по классификатору СОЕИ. Допускается указывать единицы измерения величины |
39 | МД | С | Масса детали |
40 | ГС | С | Группа сложности детали (изделия) в соответствии с отраслевым НД |
41 | КОИД | А | Количество одновременно обрабатываемых (изготавливаемых) деталей (сборочных единиц) |
42 | ЕН | А | Единица нормирования, на которую установлена норма времени |
43 | ОП | А | Объем производственной партии в штуках |
44 | К шт. | А | Коэффициент штучного времени при многостаночном обслуживании. Допускается не указывать |
45 | Т п.з. | А | Норма подготовительно-заключительного времени на операцию |
46 | Т шт. | А | Норма штучного времени на операцию |
47 | КУП | И | Коэффициент, учитывающий шероховатость поверхности заготовки. Используют для определения норм расхода материалов. Принимают в соответствии с отраслевыми НД. Допускается не указывать |
48 | ПППД | И | Площадь поверхности покрытия детали |
49 | ОППП дет. на пр. | И | Общая площадь поверхности покрытий деталей на приспособлении |
50 | КДП | И | Количество деталей (сборочных единиц), обрабатываемых на одном приспособлении |
51 | КДА | И | Количество деталей (сборочных единиц), обрабатываемых в агрегате |
52 | К сл. | И | Количество слоев покрытия |
53 | Толщина | И | Толщина покрытия |
54 | - | И | Графа для указания (при необходимости) одной из следующих информаций:
|
55 | Цвет | И | Цвет покрытия. Допускается не указывать |
56 | А, Р1, Р2 | Графа для указания дополнительных данных. Заполняют при необходимости по усмотрению организации, предприятия | |
Примечания 1 Графы 17-28 допускается заполнять только при выполнении соответствующих методов получения покрытий. 2 Допускается записывать единицы измерения в графах с числовым значением величин второй строкой. | |||
5.5 Графы содержательной части по формам 1, 1а КТТП, 3, 3а ВТП следует заполнять и оформлять в соответствии с таблицами 3, 4 и требованиями стандартов организации. Допускается вводить дополнительные реквизиты и информацию, не предусмотренные формами ЕСТД, согласно требованиям стандартов организации. Номенклатуру таких реквизитов и правила выполнения устанавливают в стандартах организации. Для документации на изделия, разрабатываемые по заказу Министерства обороны, номенклатуру дополнительных реквизитов и документов согласуют с заказчиком (представителем заказчика). Графы форм КТТП и ВТП следует заполнять построчно с привязкой к соответствующим служебным символам строк, указанным в таблице 4.
Таблица 4 - Графы форм КТТП и ВТП
Служебный символ строки | Содержание информации, вносимой в графы, расположенные в строке |
А | Номер цеха, участка, рабочего места, где выполняют операцию, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяют только для форм с горизонтальным расположением поля подшивки) |
Б | Код, наименование оборудования, информация по трудозатратам (применяют только для форм с горизонтальным расположением поля подшивки) |
И | Характеристики покрытия и информация об обрабатываемых деталях и технологических режимах |
М | Информация о применяемом вспомогательном материале с указанием наименования и кода материала, концентрации, вязкости, размера помола, плотности |
О | Содержание операции (перехода) |
Р | Переменные данные по технологическим режимам |
С | Номер по порядку, обозначение детали или ГТП, наименование детали или ГТП; наименование, марка основного материала, масса детали, группа сложности, код единицы величины |
Т | Информация о применяемой при выполнении операции технологической оснастке |
Ш | Переменные данные по номерам цеха, участка, рабочего места, операции, трудозатратам |
5.6 Допускается вводить в формы 1, 1а, 2, 2а, 3, 3а дополнительные строки для указания информации о содержании операции (перехода) и применяемой при выполнении операции технологической оснастке с привязкой к служебным символам "О" и "Т" соответственно.
5.7 Допускается указывать технические требования в виде текстовой информации в строках с привязкой к служебному символу "О".
5.8 В форме КТТП получения покрытий установлена строка со служебным символом "Р", в графы которой записывают информацию о режимах получения покрытий.
5.8.1 В зависимости от вида покрытий или метода их получения в форму КТТП необходимо включать следующие строки:
- P1 (рисунок 1) - для электрохимических, химических, лакокрасочных, полимерных, стеклоэмалевых покрытий, а также износостойких покрытий, получаемых ионно-плазменным методом;
|

Рисунок 1 - Информация о режимах получения покрытий для электрохимических, химических, лакокрасочных, полимерных, стеклоэмалевых покрытий, а также износостойких покрытий, получаемых ионно-плазменным методом
- Р2 (рисунок 2) - для износостойких покрытий, получаемых детонационным напылением.
|

Рисунок 2 - Информация о режимах получения покрытий для износостойких покрытий получаемых детонационным напылением
5.8.2 При включении строки Р1 форме КТТП следует присваивать номера 1, 1а и наименование: "КТТП электрохимических, химических, лакокрасочных, полимерных, стеклоэмалевых покрытий и износостойких покрытий, получаемых ионно-плазменным методом". Допускается указывать один вид покрытия, например "КТТП полимерного покрытия".
5.8.3 При включении строки Р2 форме КТТП следует присваивать номера 2, 2а и наименование: "КТТП износостойких покрытий, получаемых детонационным напылением".
5.9 В формах ВТП получения покрытий установлена графа 54, в которой записывают информацию о режимах получения покрытий в соответствии с таблицей 3, например "/", "Время". При этом ВТП присваивают соответствующее наименование, например "ВТП получения лакокрасочных покрытий".
5.10 При оформлении форм документов на износостойкие покрытия, получаемые другими методами (кроме ионно-плазменного и детонационного напыления), а также на другие виды покрытий допускается вводить в строку "Р" КТТП и графу 54 ВТП соответствующую информацию, устанавливаемую отраслевыми НД.
5.11 При разработке ЕТП на формах МК оформление выполняют по ГОСТ 3.1118. Допускается вводить в формы МК дополнительные графы для указания обозначений данных, используемых при выполнении операций получения покрытий, по технологическим режимам с привязкой к служебному символу "Р", по характеристикам покрытий и по обрабатываемым деталям с привязкой к служебному символу "И" в соответствии с формами КТТП, ВТП, например "/", "Давление", "КУП", "КДА", "К сл.", вносить дополнительные графы для указания "Вязкости", "Фракции", "Конц." и "Плотности" после текста описания содержания операции (перехода), не внося соответствующую информацию, относящуюся к графам "ОПП"; "ЕН"; "КИ".
5.12 Допускается применять формы ВТП/КТИ при условии их разработки на деталь одного обозначения, подвергаемую одному или нескольким видам покрытий по одному ТТП (ГТП). В этом случае переменные данные записывают в технологической последовательности выполнения процесса и видов получения покрытий на одной форме ВТП/КТИ на отдельных строках. При применении формы ВТП/КТИ допускается взамен карты эскизов выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установок непосредственно в нижней зоне поля документа.
5.13 Примеры оформления форм КТТП и ВТП приведены в приложениях А и Б.
6 Порядок заполнения основной надписи
6.1 При визуализации (отображении) ТД на электронном устройстве (например, экране дисплея) или печати его на бумажном носителе с элементами оформления в соответствии с требованиями стандартов ЕСТД в графах форм блоков (номера граф показаны в круглых скобках приложения В) указывают значения реквизитов или атрибутов в соответствии с таблицей 2 и ГОСТ 3.1103.
6.2 В графе (6) блоки Б1 по ГОСТ 3.1103:
6.2.1 Наименование изделия по основному конструкторскому документу (для документов, разрабатываемых на единичный технологический процесс (операцию) или отдельные виды документов (МК, ВМ, ВТД, ВТМ, ВТП, ВУН, ТИ).
Примечание - Пример использования ВТД приведен в приложении Г.
6.2.2 Наименование группы изделий (деталей, сборочных единиц), характеризующихся общностью конструктивных признаков, например "валы", "втулки", "зубчатые колеса" и т.д. (для типового технологического процесса (операции).
6.2.3 Наименования применяемого технологического процесса нанесения покрытий: термические (наплавка: электродуговая, плазменно-дуговая, газопламенная, электрошлаковая, индукционная, лазерная, электронно-лучевая); термомеханические (напыление - газопламенное, плазменно-дуговое, индукционное, детонационное, металлизация - электродуговая, газопламенная, плазменно-дуговая, электроконтактная наварка, механо-термическое формирование - фрикционное, электроконтактное); адгезионные (гальваника - хромирование, никелирование, железнение, цинкование, меднение, алюминирование, свинцевание, оловянирование, кобальтирование, фосфатирование (операция технологического процесса); покрытия драгоценными и редкими металлами, покрытия сплавами металлов, оксидные покрытия.
Приложение А
(обязательное)
Пример оформления КТТП и ГТП получения электрохимического покрытия
А.1 Карта типового (группового) технологического процесса получения защитных, защитно-декоративных покрытий и износостойких покрытий, получаемых ионноплазменным методом (первый или заглавный лист), представлена на рисунке А.1.
|
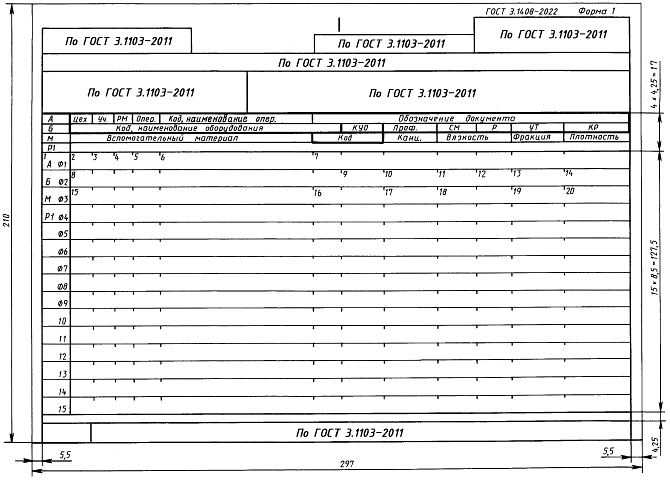
Рисунок А.1
А.2 Карта типового (группового) технологического процесса получения защитных, защитно-декоративных покрытий и износостойких покрытий, получаемых ионноплазменным методом (последующие листы), представлена на рисунке А.2.
|
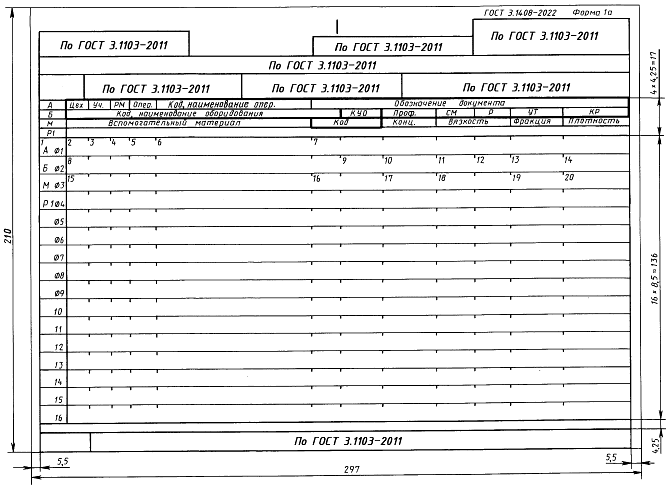
Рисунок А.2
А.3 Пример оформления КТТП и ГТП получения электрохимического покрытия представлен на рисунке А.3
|
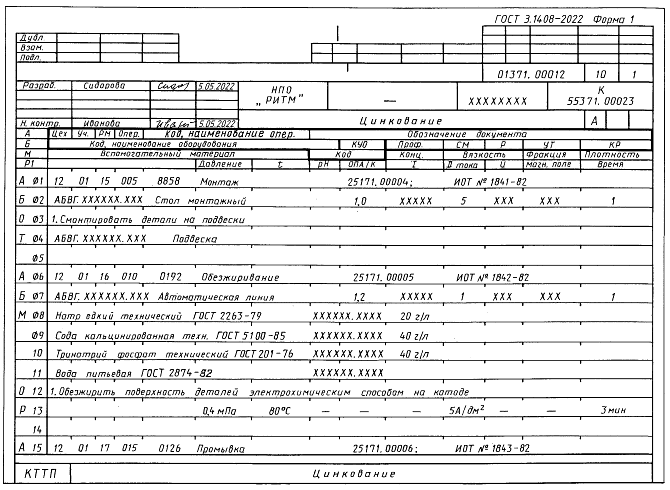
Рисунок А.3
Приложение Б
(обязательное)
Пример оформления ВТП и ГТП получения электрохимического покрытия
Б.1 Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу получения покрытий (первый или заглавный лист) представлена на рисунке Б.1.
|
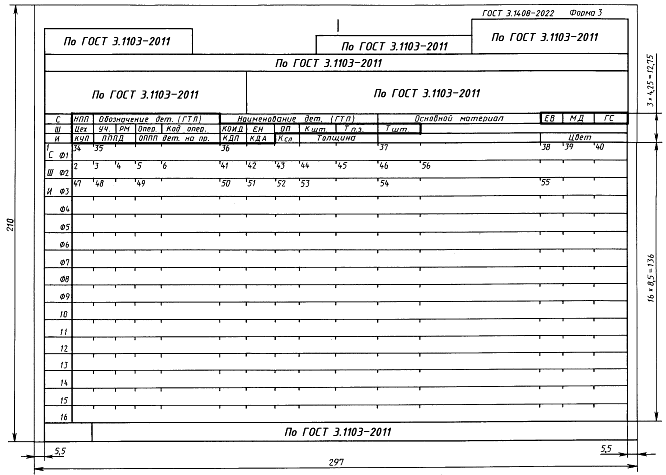
Рисунок Б.1
Б.2 Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу получения покрытий (последующие листы) представлена на рисунке Б.2.
|
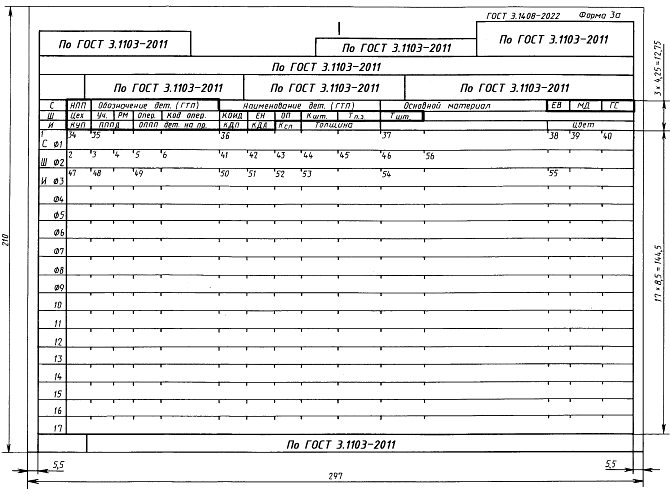
Рисунок Б.2
Б.3 Пример оформления ВТП и ГТП получения электрохимического покрытия представлен на рисунке Б.3
|
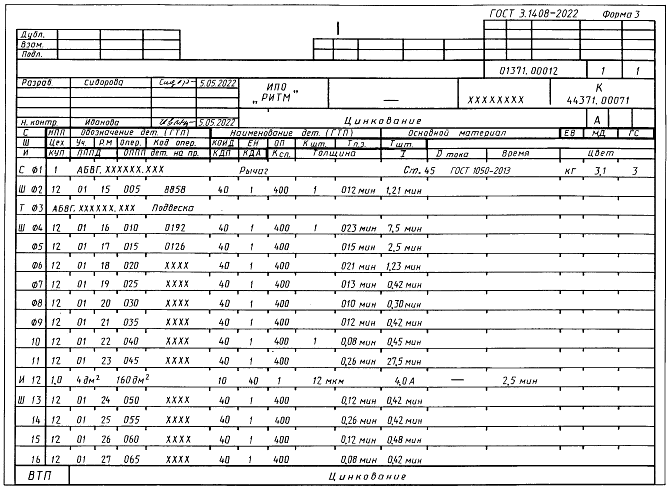
Рисунок Б.3
Приложение В
(рекомендуемое)
Графическое изображение блоков основной надписи
В.1 Блоки основной надписи, применяемые при использовании графических печатающих устройств вывода ЭВМ (ГОСТ 2.004, ГОСТ 3.1103), указаны на рисунках В.1, В.2.
Блок Б1 - Блок адресной (поисковой) информации
|
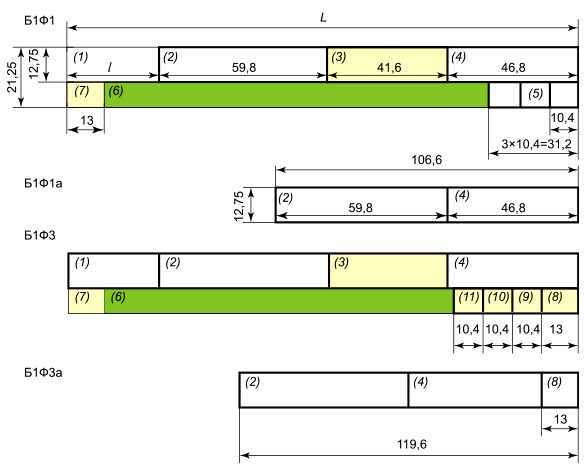
Рисунок В.1
Блок Б1 - Блок адресной (поисковой) информации
|
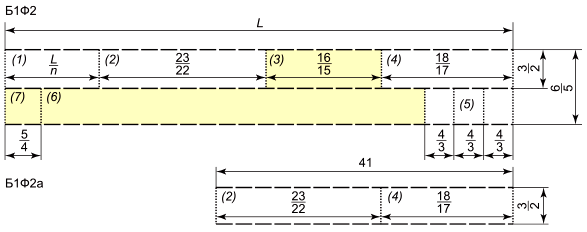
Рисунок В.2
Приложение Г
(справочное)
Пример использования ВТД в комплекте документов
Г.1 При разработке ГТП и ТТП в целях оптимизации поиска необходимой информации по каждой обрабатываемой детали рекомендуется применять ВТД в условиях входимости большой группы обрабатываемых деталей. В этом случае рекомендуется разрабатывать ВТД на каждое изделие. Порядок расположения документов в комплекте ГТП (ТТП) показан на рисунке Г.1.
|
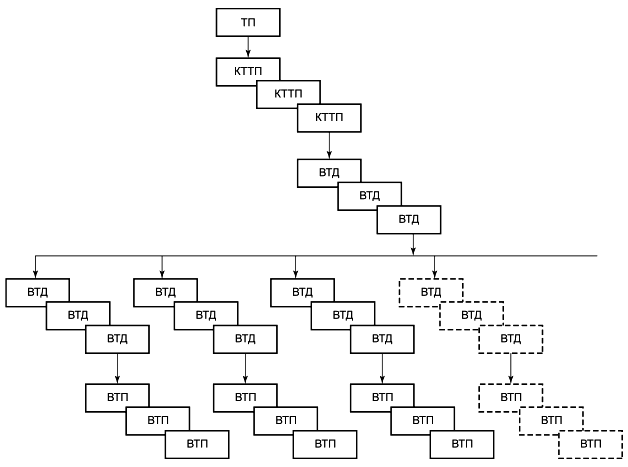
Примечание - На первом уровне ВТД выполняет роль указателя ВТД, специализированных по каждому изделию, на втором - роль указателя состава деталей, входящих в изделие одного обозначения. Порядок поиска информации и хранения документов осуществляют в указанной последовательности.
Рисунок Г.1
УДК 658.512.6:002:006.354 | МКС 01.110 | ||
Ключевые слова: технологическая документация, нанесение покрытия, аддитивное производство | |||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}