ГОСТ 3.1407-86
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ И ОФОРМЛЕНИЮ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ (ОПЕРАЦИИ), СПЕЦИАЛИЗИРОВАННЫЕ ПО МЕТОДАМ СБОРКИ
Unified system for technological documentation. Forms and requirements for filling and arrangement of documents on technological processes (operations) specialized in assembling methods
МКС 01.110
ОКСТУ 0003
Дата введения 1988-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.11.86 г. N 3542
3. ВЗАМЕН ГОСТ 3.1406-74, ГОСТ 3.1407-74, ГОСТ 3.1411-74, ГОСТ 3.1413-73, ГОСТ 3.1417-74, ГОСТ 3.1419-74, ГОСТ 3.1422-75, ГОСТ 3.1426-76, ГОСТ 3.1427-77, ГОСТ 3.1430-78
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 2.004-88 | 2.1 |
ГОСТ 2.312-72 | 2.9.4 |
ГОСТ 3.1103-82 | 2.6 |
ГОСТ 3.1105-84 | 1.1, приложение 1 |
ГОСТ 3.1107-81 | 1.5, 2.4 |
ГОСТ 3.1118-82 | 1.1, 1.3.3, 2.8.1, 2.11.1, приложение 1 |
ГОСТ 3.1119-83 | 2.4, 2.13 |
ГОСТ 3.1120-83 | 2.5 |
ГОСТ 3.1121-84 | 1.1, 2.4, 2.13, приложение 1 |
ГОСТ 3.1122-84 | 1.1, приложение 1 |
ГОСТ 3.1123-84 | 1.1 |
ГОСТ 3.1129-93 | 2.1 |
ГОСТ 3.1130-93 | 2.1 |
ГОСТ 3.1502-85 | 1.1 |
ГОСТ 3.1702-79 | 1.4 |
ГОСТ 3.1703-79 | 2.3 |
ГОСТ 3.1704-81 | 2.3 |
ГОСТ 3.1705-81 | 2.3 |
ГОСТ 11969-93 | Приложение 1 |
ГОСТ 19249-73 | 2.9.4, приложение 1 |
5. ПЕРЕИЗДАНИЕ. Апрель 2003 г.
Настоящий стандарт устанавливает формы и требования к заполнению и оформлению технологических документов, проектируемых различными методами, на основные и сопутствующие процессы и операции, специализированные по методам сборки (включая сварку, пайку, клепку, монтаж, склеивание, обмотку и изолирование, а также промывку, пропитку, сушку, настройку, регулировку, выполнение слесарных и прочих операций) отдельно или комплексно применяемых при изготовлении изделий (составных частей изделий) машиностроения и приборостроения.
1. ФОРМЫ И ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ ДОКУМЕНТОВ
1.1. В зависимости от типа и характера производства, стадии разработки технологической документации (далее - документации), степени детализации описания и применяемых методов сборки, выбор документов соответствующих видов устанавливает разработчик документов по табл.1.
Таблица 1
Тип произ- | Стадии разра- | Степень детали- | Наименование метода (процесса, операции) | Наиме- | Условное обозна- | Указания по применению |
Единичное, мелко- серийное | Предвари- тельный проект. Разработка докумен- тации опытного образца (опытной партии) | Маршрутное, маршрутно- операци- онное | Все методы сборки, а также сопутствующие операции (процессы) | Маршрутная карта (МК) формы 2, 1б, 4, 3б по ГОСТ 3.1118 | КТП, КТТП | Для описания операций сборки и указания сопутствующих операций (процессов) в технологической последовательности выполнения. Для указания данных по технологическим режимам в тексте содержания перехода или на отдельной строке с привязкой к служебному символу Р |
То же | КТИ | Для указания переменной информации к типовому (групповому) технологическому процессу (ТТП, ГТП), к типовой (групповой) технологической операции (ТО, ГО) на ДСЕ одного обозначения | ||||
" | ВТП (ВТО) | То же | ||||
" | ОК | Для описания отдельных операций по переходам с указанием соответствующих технологических режимов в тексте содержания перехода или на отдельной строке с привязкой к служебному символу Р | ||||
" | КТО | Для описания отдельных типовых (групповых) операций по переходам с указанием постоянной информации для всей группы изделий (сборочных единиц) | ||||
" | КН | Для указания соответствующей информации по наладке оборудования (для сварки, пайки, клепки и т.п.) | ||||
" | КК | Для указания данных по комплектующим составным частям изделия или сборочной единицы, а также для указания данных по основным и вспомогательным материалам на технологический процесс (операцию) | ||||
Ведомость деталей (сборочных единиц) к типовому (групповому) техноло- гическому процессу или операции (ВТП или ВТО) формы 6, 6а, 7, 7а по ГОСТ 3.1121 | ВТП (ВТО) | Для указания переменной информации к ТТП (ГТП) или ТО (ГО) с привязкой к соответствующему обозначению ДСЕ | ||||
Ведомость техноло- гических документов (ВТД) формы 4, 4а, 5, 5а по ГОСТ 3.1122 | ВТД | Для указания состава сборочных единиц (изделий) к ТТП (ГТП) с целью оптимизации поиска и нахождения соответствующих документов и данных, относящихся к ДСЕ | ||||
Комплек- товочная карта (КК) формы 6, 6а, 7, 7а по ГОСТ 3.1123 | КК | См. указания по применению МК/КК. Применяют по усмотрению разработчика | ||||
Настройка и регулировка | Техноло- гическая инструкция (ТИ) формы 5, 5а по ГОСТ 3.1105 | КТП | Для нормирования трудозатрат. Применяют совместно с МК (формы 2, 1б или 4, 3б) по ГОСТ 3.1118, выполняющую функции сводного документа на процесс | |||
Средне- серийное, крупно- серийное | Разработка докумен- тации серийного (массового) произ- водства | Операци- онное | Все методы сборки, а также сопутствующие операции (процессы) | МК формы 2, 1б, 4, 3б по ГОСТ 3.1118 | КТП, КТТП, КТИ, ВТП (ВТО), ОК, КТО, КН, КК | См. указания по применению для единичного, мелкосерийного производства с учетом степени детализации описания |
Карта типового (группового) техноло- гического процесса (КТТП) формы 1, 1а по ГОСТ 3.1121 | КТТП | Для разработки типовых (групповых) технологических процессов | ||||
ВТП (ВТО) формы 6, 6а, 7, 7а по ГОСТ 3.1121 | ВТП (ВТО) | Для указания переменной информации к ТТП (ГТП) или ТО (ГО) с привязкой к соответствующему обозначению ДСЕ | ||||
Карта эскизов (КЭ) формы 6, 6а, 7, 7а, 8, 8а по ГОСТ 3.1105 | КЭ | Для графических иллюстраций к документам на процессы и операции. Выбор соответствующих форм КЭ устанавливает разработчик документов. Допускается применять КЭ других форматов | ||||
ВТД формы 4, 4а, 5, 5а по ГОСТ 3.1122 | ВТД | Для указания состава сборочных единиц (изделий) к ТТП (ГТП) с целью оптимизации поиска и нахождения соответствующих документов и данных, относящихся к ДСЕ | ||||
Разработка докумен- тации серийного (массового) произ- водства | Операци- онное | Все методы сборки, а также сопутствующие операции (процессы) | КК формы 6, 6а, 7, 7а по ГОСТ 3.1123 | КК | См. указания по применению для единичного, мелкосерийного производства с учетом степени детализации описания | |
Операцион- ная карта (OК) формы 1, 1а, 2, 2а настоящего стандарта | ОК | Для разработки ОК на сборку, а также на операции, сопутствующие сборке, с указанием данных по технологическим режимам в тексте содержания перехода или на отдельной строке с привязкой к служебному символу Р. В формах ОК допускается оставлять зоны для графических иллюстраций | ||||
ОК формы 3, 3а настоящего стандарта | ОК | Для разработки ОК на операции, выполняемые с применением конвейера (автоматической линии) без применения средств механизации и автоматизации для их проектирования | ||||
ОК формы 1, 1а, 2, 2а, 3, 3а настоящего стандарта | КТО, КТИ | Для указания переменной информации к типовой (групповой) операции на ДСЕ одного обозначения в КТИ и постоянной информации в КТО | ||||
Настройка и регулировка | ТИ, формы 5, 5а по ГОСТ 3.1105 | КТП | См. указания по применению ТИ/КТП для единичного, мелкосерийного производства с учетом степени детализации описания | |||
ОК формы 2, 2а по ГОСТ 3.1502 | ОК | Для разработки ОК на настройку и регулировку. | ||||
КТО | Для указания постоянной информации к ТО (ГО) настройки и регулировки | |||||
Ведомость операций (ВОП), формы 1, 1а по ГОСТ 3.1502 | ВОП | Для указания состава операций настройки и регулировки, входящих в технологический процесс |
Примечание. Применение документов других видов, не указанных в табл.1, устанавливается в отраслевых нормативно-технических документах (НТД) или в документах на уровне предприятия (организации).
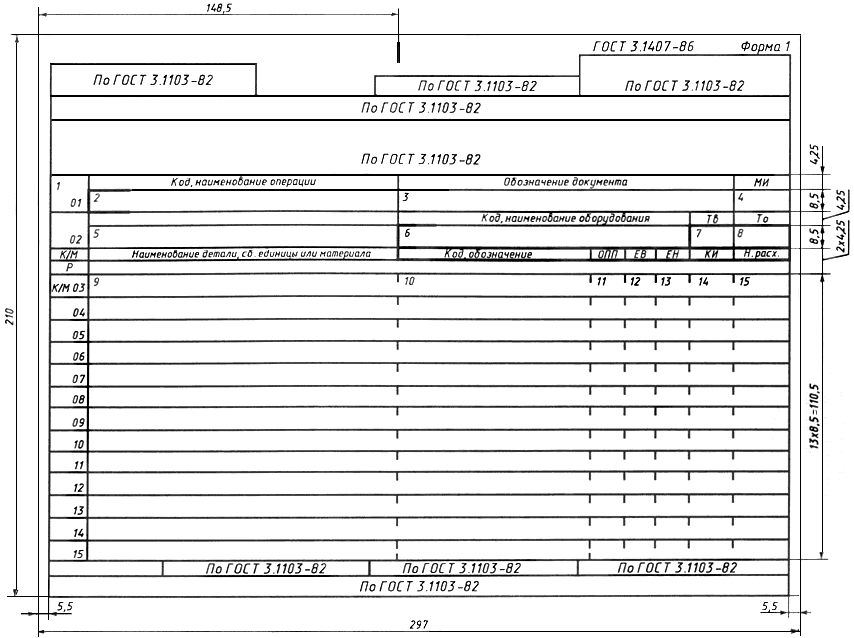
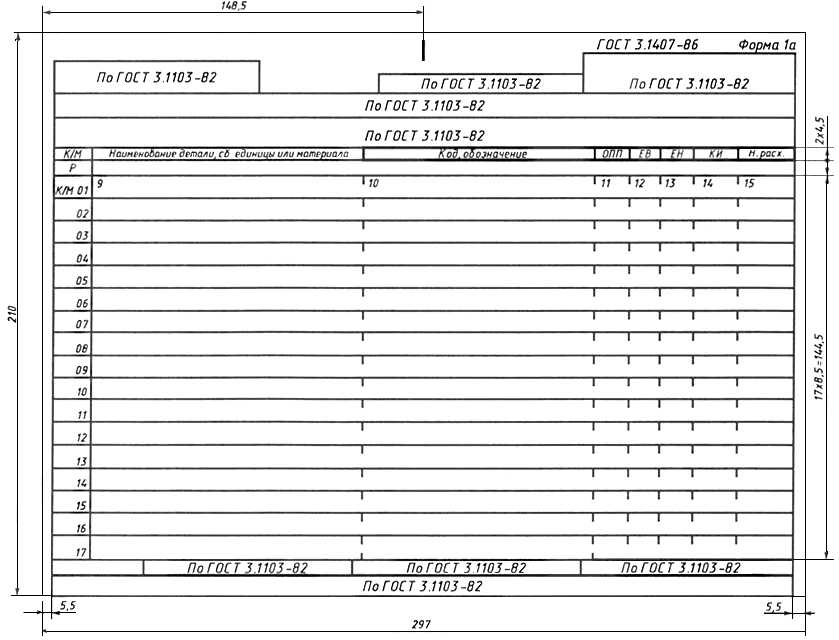
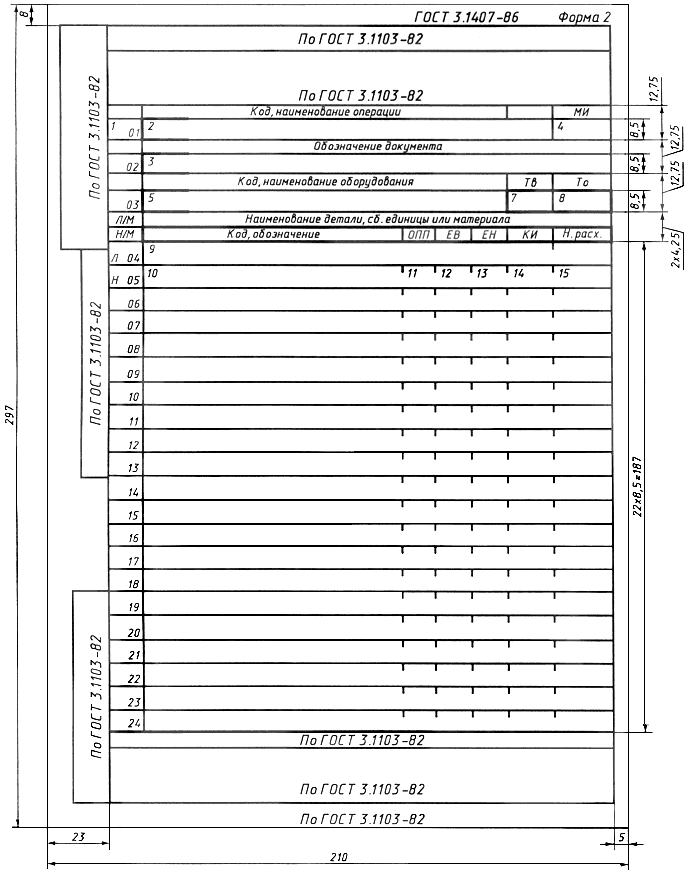
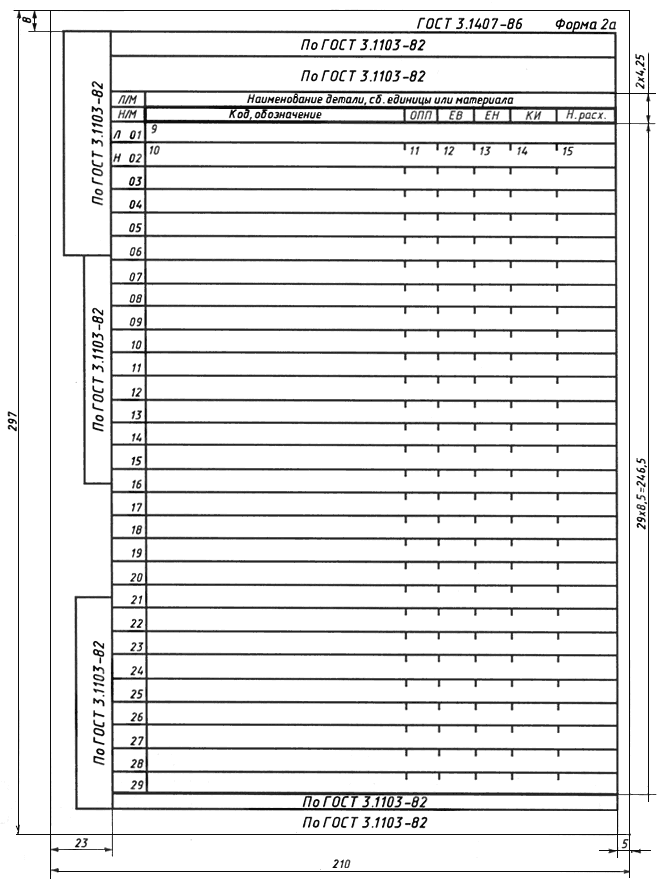
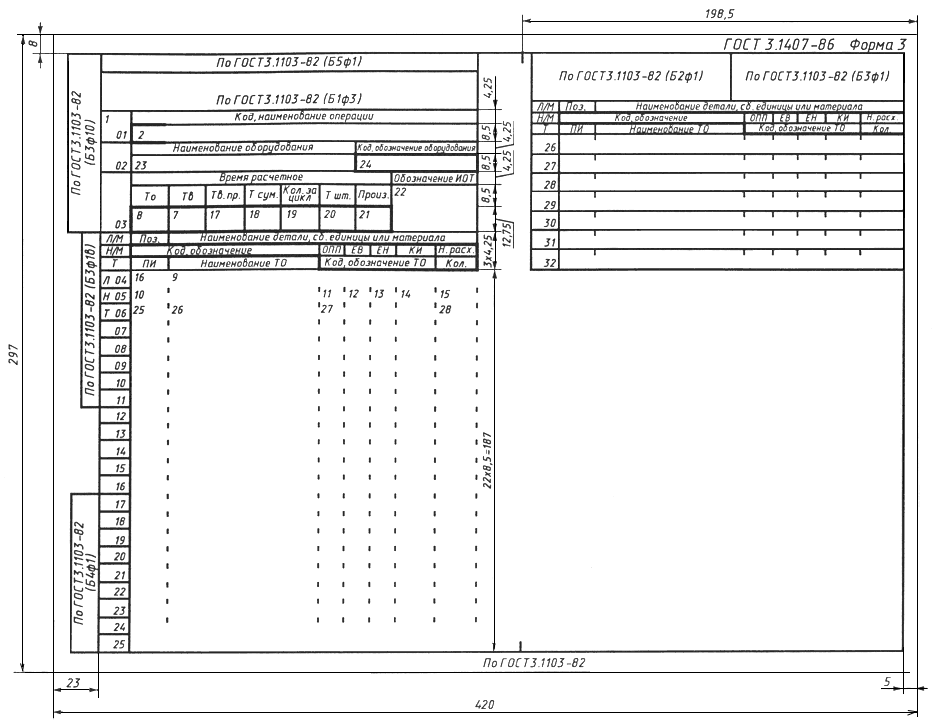
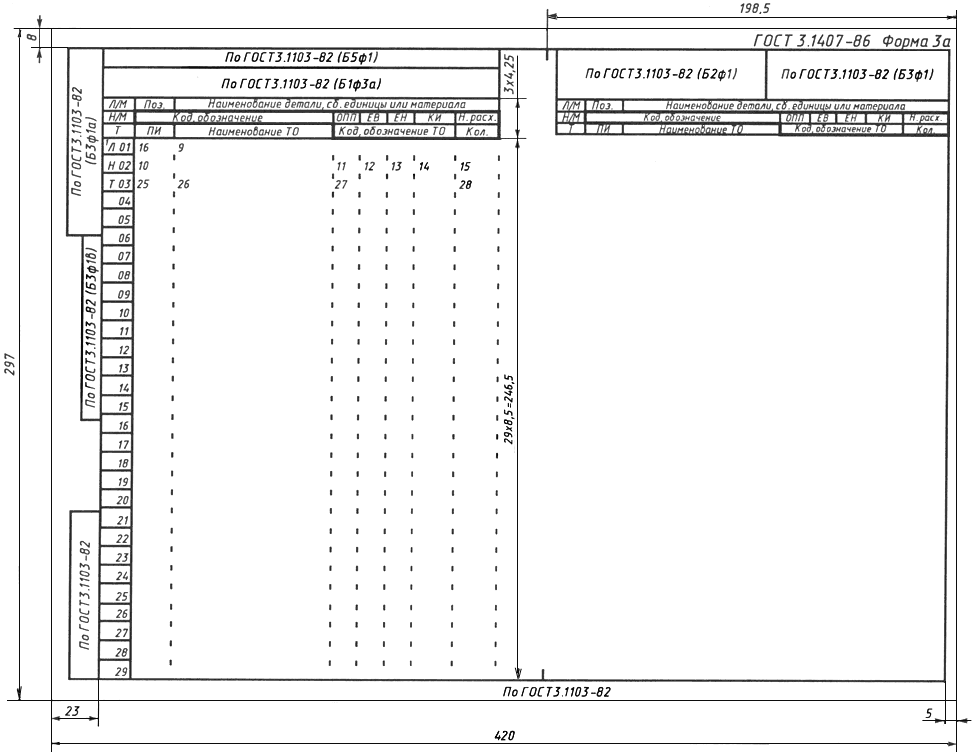
1.2. Требования к построению и заполнению операционных карт (ОК), устанавливаемых настоящим стандартом, (формы 1 и 1а, 2 и 2а, 3 и 3а) - по табл.2.
Таблица 2
Но- | Номер формы OK | Размер графы | Наименование (условное обозначение) графы | Содержание графы | |
| мм | коли- |
| ||
1 | 1, 1a, 2, 2a, 3 ,3a | 13,0 | 5 | - | Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например К06, М04. Допускается при указании номера строки от 01 до 09 применять вместо знака "0" знак " |
2 | 1 | 119,6 | 46 | Код, наименование операции | Код операции по технологическому классификатору операций, наименование операции. Допускается код операции не указывать |
2, 3 | 148,2 | 57 | |||
3 | 1 | 132,6 | 51 | Обозначение документа | Обозначение документов, применяемых при выполнении данной операции, например технологическая инструкция. Состав документов следует указывать через разделительный знак ";" |
2 | 148,2 | 65 | |||
4 | 1, 2 | 20,8 | 8 | МИ | Масса изделия по конструкторскому документу |
5 | 1 | 119,6 | 46 | - | Резервная графа. Заполняется по усмотрению разработчика. Графу можно использовать для записи информации об оборудовании |
6 | 1 | 114,4 | 44 | Код, наименования оборудования | Код, краткое наименование оборудования, его инвентарный номер. Информацию следует указывать через разделительный знак ";". Допускается взамен краткого наименования оборудования указывать модель, не указывать инвентарный номер |
2 | 130,0 | 50 | |||
7 | 1, 2, 3 | 18,2 | 7 | Тв | Вспомогательное время на операцию |
8 | 1, 2 | 20,8 | 8 | То | Основное время на операцию |
3 | 18,2 | 7 | |||
9 | 1, 1a | 119,6 | 46 | Наименование | Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции. Допускается вносить в графу информацию о толщине материала |
2, 2a | 169,0 | 65 | |||
3, 3a | 169,0 | 65 | |||
10 | 1, 1a | 75,4 | 29 | Код, обозначение | Обозначение (код) деталей, сборочных единиц по конструкторскому документу или материала по классификатору |
2, 2a | 72,8 | 28 | |||
3, 3a | 72,8 | 28 | |||
11 | 1, 1a, 2, 2a, 3, 3a | 13,0 | 5 | ОПП | Обозначение подразделения (склада, кладовой и т.п.) откуда поступают комплектующие детали, сборочные единицы или материалы; при разработке - куда поступают |
12 | 1, 1a, 2, 2a, 3, 3a | 13,0 | 5 | ЕВ | Код единицы величины (массы, длины и т. п.) детали, заготовки, материала по Классификатору СОЕИ. Допускается указывать единицы измерения величины |
13 | 1, 1a, 2, 2a, 3, 3a | 13,0 | 5 | ЕН | Единица нормирования, на которую установлена норма расхода материала, например 1, 10, 100 |
14 | 1, 1a, 2, 2a, 3, 3a | 18,2 | 7 | КИ | Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке - получаемых |
15 | 1, 1a, 2, 2a, 3, 3а | 20,8 | 8 | Н. расх. | Норма расхода материала |
16 | 3, 3a | 18,2 | 7 | Поз. | Номер позиции детали, сборочной единицы по эскизу или конструкторскому документу |
17 | 3 | 18,2 | 7 | Т в. пр. | Время вынужденного простоя в ожидании обслуживания за время обработки одной детали, мин |
18 | 3 | 18,2 | 7 | Т сум. | Суммарная норма времени на операцию |
19 | 3 | 18,2 | 7 | Кол. за цикл | Количество сборочных единиц (изделий) за цикл |
20 | 3 | 18,2 | 7 | Тшт. | Норма штучного времени на операцию |
21 | 3 | 18,2 | 7 | Произв. | Расчетно-часовая производительность оборудования |
22 | 3 | 41,6 | 16 | Обозначение ИОТ | Обозначение инструкций по охране труда, требования которых необходимо соблюдать при выполнении операции |
23 | 3 | 109,2 | 42 | Наименование оборудования | Наименование оборудования |
24 | 3 | 59,8 | 23 | Код, обознач. оборудования | Код, обозначение оборудования по классификатору |
25 | 3, 3а | 18,2 | 7 | ПИ | Номер позиции инструментальной наладки. Применяется по усмотрению разработчика |
26 | 3, 3а | 78,2 | 28 | Наименование ТО | Наименование технологической оснастки |
27 | 3, 3а | 57,2 | 22 | Код, обозначение ТО | Код, обозначение технологической оснастки по классификатору |
28 | 3, 3а | 20,8 | 8 | Кол. | Количество единиц технологической оснастки одного обозначения, одновременно применяемой при выполнении перехода |
Примечания:
1. В графе "количество знаков" указано число знаков, соответствующее ширине данной графы. Максимальное количество знаков, вносимых в графу, на один знак меньше числа знаков, указанных в табл.2.
2. Размеры граф даны исходя из шага печатающих устройств, равного 2,6 мм.
3. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
1.3. При описании технологического процесса сварки и пайки, независимо от типа и характера производства, документы на основные операции должны предусматривать операционное описание с обязательным указанием технологических режимов.
1.3.1. Параметры технологических режимов, в зависимости от вида (способа) сварки и пайки, следует указывать в последовательности, предусмотренной в типовых блоках режимов.
Типовые блоки режимов приведены в приложении 1.
1.3.2. Выбор соответствующего блока режимов и простановку параметров режимов осуществляет разработчик документов.
1.3.3. Типовые блоки режимов могут быть внесены в бланки документов после строки со служебным символом К/М с привязкой к служебному символу Р. В этом случае формы документов будут иметь специальное назначение и распространяться только на сварку или пайку конкретных видов (способов). Обозначение таких форм документов следует выполнять в соответствии с требованиями, изложенными в приложении 1.
Примечания:
1. Наиболее удобными формами документов для внесения типовых блоков технологических режимов в головку таблицы являются формы 2 и 1б МК по ГОСТ 3.1118 и ОК формы 1 и 1а настоящего стандарта.
2. При наличии большого количества параметров режимов допускается размещать часть информации в строке со служебным символом О после текста содержания перехода.
1.3.4. При использовании сварки или пайки различных видов (способов) в одном технологическом процессе, а также для документов формата А4 с вертикальным расположением поля подшивки следует применять построчную запись информации по технологическим режимам с привязкой к служебному символу Р. В этом случае информацию следует записывать после записи содержания операции (перехода) и данных по технологической оснастке с указанием наименований или условных обозначений параметров режимов и единиц величины. Отсутствующие в блоке режимов параметры допускается записывать таким же образом. Запись информации следует выполнять по всей длине строки с возможностью переноса информации на последующие строки.
1.3.5. Обозначения единиц величин параметров технологических режимов следует указывать в заголовке графы (если позволяет место) или непосредственно при записи параметров.
1.4. Для документов, проектируемых на прочие методы сборки, включая основные и сопутствующие процессы и операции, необходимость указания соответствующих режимов, их состав и оформление устанавливает разработчик документов.
2. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ДОКУМЕНТОВ
2.1. Общие требования к формам и бланкам документов при проектировании документов и общие требования к их оформлению:
- по ГОСТ 3.1129 и ГОСТ 3.1130 - без применения средств механизации и автоматизации;
- по ГОСТ 2.004 - с применением средств механизации и автоматизации.
2.2. При подготовке форм МК и форм 1, 1а ОК к размножению допускается предусматривать в формах документов зоны для внесения графических иллюстраций к процессам и операциям.
Зоны следует располагать в нижней части форм документов. Размеры зон устанавливает разработчик документов исходя из кратности интервалу печатающих устройств.
При использовании зон для внесения текстовой информации в формах документов следует применять линии, выполненные знаками "-" или ".", обозначающие границу строк и граф. Интервалы пунктирных линий устанавливает разработчик документов, исходя из обеспечения четкости выполнения графических иллюстраций. Допускается не указывать пунктирные линии.
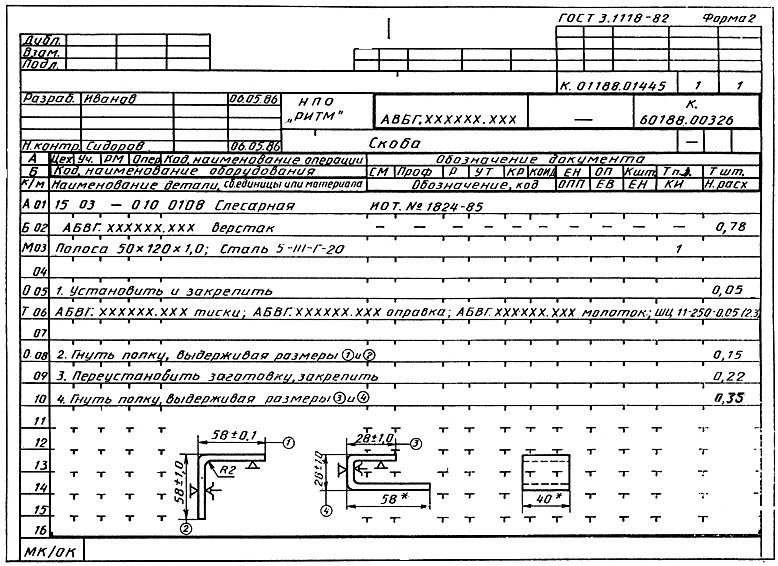
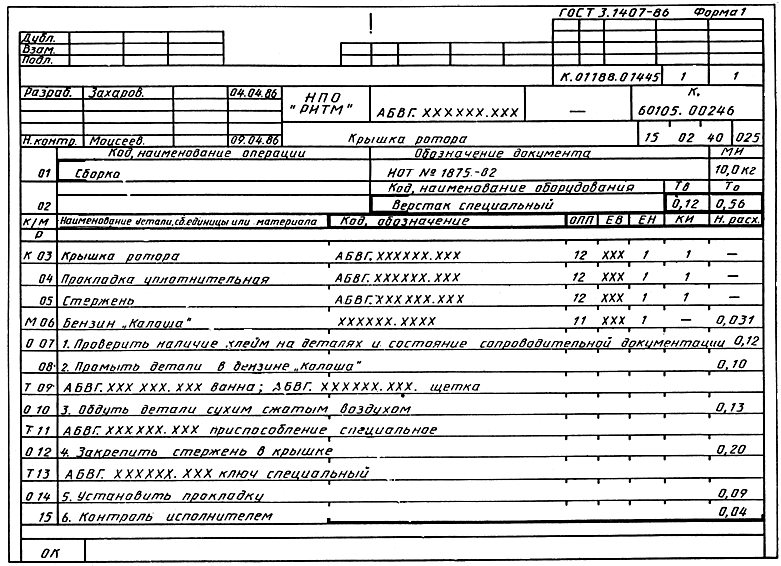
Пример оформления МК/ОК для слесарных работ приведен в приложении 2.
2.3. Запись операций и переходов в документах следует выполнять:
- по ГОСТ 3.1703 - для слесарных, слесарно-сборочных работ;
- по ГОСТ 3.1704 - для пайки и лужения;
- по ГОСТ 3.1705 - для сварки.
Примечание. Запись наименования операций для сборки, включая сопутствующие процессы и операции, выполняют по классификатору технологических операций (КТО), а запись содержания соответствующих операций и переходов - в соответствии с требованиями, установленными на уровне отрасли или предприятия (организации).
2.4. Общие требования к комплектности и оформлению комплектов документов:
- по ГОСТ 3.1119 - для единичных технологических процессов;
- по ГОСТ 3.1121 - для типовых (групповых) технологических процессов (операций).
2.5. Отражение и оформление общих требований безопасности труда в технологической документации - по ГОСТ 3.1120.
2.6. При применении форм МК, выполняющих функции документов других видов, их оформление следует выполнять в соответствии с правилами для документов применяемых видов, предусмотренными стандартами ЕСТД. При этом в графе 28 блока Б6 основной надписи по ГОСТ 3.1103 следует проставлять через дробь условное обозначение соответствующего вида документа, функции которого выполняет МК, например МК/КТП, МК/ОК и т.д.
2.7. При маршрутно-операционном описании выбор состава операций, подлежащих операционному и маршрутному описанию, устанавливает разработчик документов с учетом требований п.1.3.
2.8. При описании операций запись информации следует выполнять в следующем порядке с привязкой к служебным символам:
- А, Б, К/М, О, Т, Р - для форм МК с горизонтальным расположением поля подшивки;
- В, Г, Д, Л/М, Н/М, О, Т, Р - для форм МК с вертикальным расположением поля подшивки;
- К/М, О, Т, Р - для форм ОК с горизонтальным расположением поля подшивки;
- Л/М, Н/М, О, Т, Р - для форм ОК с вертикальным расположением поля подшивки.
2.8.1. При применении форм МК/ОК запись информации в графах, относящихся к служебным символам А, Б или В, Г, Д и Е, следует выполнять по ГОСТ 3.1118 с учетом дополнений:
- в графе "Обозначение документа" следует приводить ссылки на применяемые ТИ и инструкции по охране труда (ИОТ);
- в графе "Код, наименование оборудования" дополнительно для сварочных операций, при необходимости, указывать род сварочного тока;
- не заполнять графы по трудозатратам, кроме граф "Тп.з" и "Тшт.", в которые следует вносить данные по суммарному вспомогательному и основному времени соответственно.
2.8.2. Запись информации в графах, относящихся к служебным символам К/М, Л/М, Н/М, независимо от применяемых форм документов, следует выполнять в следующем порядке: вначале следует указывать информацию о комплектующих составных частях изделия (сборочной единицы), затем о применяемых основных и вспомогательных материалах на операцию.
Для внесения изменений следует оставлять незаполненными одну-две строки между информацией о комплектующих составных частях изделия и данных об основных и вспомогательных материалах, а также перед описанием содержания первого перехода.
2.8.3. При указании данных в графах, относящихся к служебным символам К/М или Л/М, Н/М для операций сварки и пайки, дополнительно допускается указывать после наименования деталей, сборочных единиц (ДСЕ) марку и толщину материала, а в графах, предусматривающих внесение информации по основным и вспомогательным материалам, следует указывать данные о материалах для сварки и пайки, включая присадочный материал, припои, газы, флюсы и т.п.
Допускается записывать информацию по всей длине строки с возможностью переноса информации на последующие строки и указывать номер позиции перед наименованием ДСЕ.
2.9. Описание содержания переходов в операциях следует выполнять с привязкой к служебному символу 0 по всей длине строки с возможностью переноса информации на последующие строки.
2.9.1. При описании содержания основного и вспомогательного переходов необходимо соответственно указывать данные по То и Тв .
Указание данных следует выполнять на уровне строки, где заканчивается описание содержания перехода.
Примечание. Простановку данных по То и Тв в формах ОК следует выполнять соответственно в графах 14 и 15, в формах МК/ОК - соответственно в графах Тп.з. и Тшт.
2.9.2. При разработке графических иллюстраций и указании на них графических обозначений опор, зажимов и зажимных устройств допускается описание содержания вспомогательных переходов не выполнять.
2.9.3. В содержание основных переходов допускается включать дополнительную информацию:
- данные по технологическим режимам, для которых типовые блоки технологических режимов не разработаны, например склеивание, пропитка, сушка, настройка и т.п.;
- размеры сварных или паяных соединений (не приведенные на КЭ), например длину сварного шва, толщину и ширину паяного шва и т.п. Необходимость и целесообразность отражения дополнительной информации устанавливает разработчик документов.
2.9.4. Для указания формы и размеров сварных или паяных соединений следует применять вспомогательные знаки и обозначения:
- по ГОСТ 2.312 - для сварных соединений;
- по ГОСТ 19249 - для паяных соединений, а также по соответствующим государственным и отраслевым стандартам на типы, конструктивные элементы и размеры сварных (паяных) соединений.
2.10. Указание данных по технологической оснастке следует выполнять с привязкой к служебному символу Т в следующей последовательности: стапели, приспособления, вспомогательный инструмент, слесарный и слесарно-монтажный инструмент, режущий инструмент, специальный инструмент, средства измерений.
2.10.1. Запись информации по технологической оснастке следует выполнять по всей длине строки с возможностью переноса информации на последующие строки.
Допускается:
- выполнять раздельную запись информации по видам технологической оснастки с применением условных обозначений ее видов:
стапели - СТ,
приспособления - ПР,
вспомогательный инструмент - ВИ,
слесарный и слесарно-монтажный инструмент - СЛ,
режущий инструмент - РИ,
специальный инструмент - СП,
средств измерений - СИ;
-выполнять на каждой строке запись кода (обозначения) и наименования одного вида технологической оснастки.
2.10.2. В целях исключения дублирования информации данные по общей технологической оснастке, применяемой на всей операции, следует указывать после описания содержания первого перехода.
2.10.3. При записи информации по технологической оснастке, применяемой для сварки и пайки, допускается указывать дополнительную информацию, например материал и размеры электродов для контактной сварки, размеры канавок для формирования сварного шва, диаметр сопла, номер мундштука для газовой горелки и т.п.
2.11. При разработке процессов (операций), выполняемых с применением специальных средств технологического оснащения (конвейеров для сборки, автоматизированных линий и т.п.) следует применять ОК формы 3 и 3а совместно с МК.
Порядок внесения и расположения текстовой и графической информации в формах устанавливает разработчик документов с учетом следующих требований:
- на первом листе следует указывать общую информацию на весь процесс. Графы, относящиеся к служебным символам Л/М, Н/М, О и Т, допускается не заполнять. В качестве графических иллюстраций рекомендуется указывать общую схему компоновки линии с привязкой к рабочим местам;
- описание операций следует выполнять в технологической последовательности с указанием всех необходимых данных, включая графические иллюстрации;
- запись информации в графах, относящихся к служебным символам Л/М, Н/М и Т, следует выполнять с таким расчетом, чтобы оставить необходимую зону (место) для соответствующих графических иллюстраций. При необходимости графическая или текстовая информация может быть приведена на последующем листе (листах);
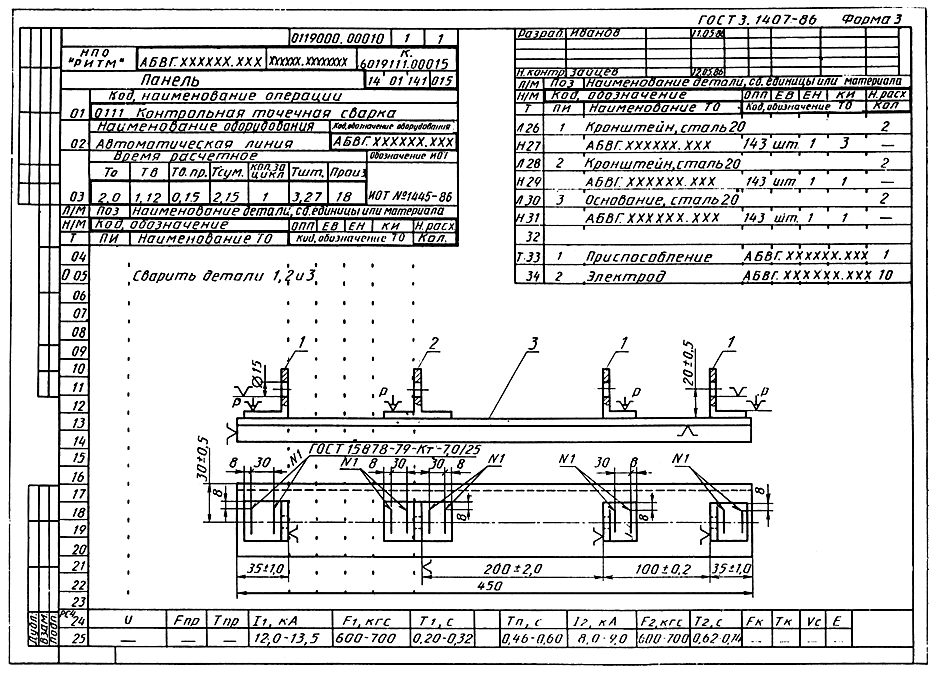
- при подробной графической иллюстрации к операции допускается краткое описание содержания операции, например "Собрать детали 1, 2 и 3. Прихватить, а затем сварить детали 2 и 3".
Для операций сварки и пайки в целях удобства указания данных по технологическим режимам следует выделять две-три строки в нижней части формы документа. Длину строки следует устанавливать исходя из состава включаемой информации (в соответствии с рекомендациями по использованию типовых блоков режимов), а количество строк - от числа вводимых блоков.
2.11.1. Допускается применять формы 3б МК по ГОСТ 3.1118 или 2а ОК настоящего стандарта взамен формы 3а.
2.11.2. Пример оформления ОК приведен в приложении 2.
2.12. При разработке документов для специализированных рабочих мест с целью переналадки оборудования в зависимости от марки и толщины материала допускается применять МК/КН.
2.12.1. Формы МК/КН допускается применять в виде самостоятельных документов или в составе документов на типовые и групповые операции.
2.12.2. При применении форм МК/КН в качестве самостоятельных документов в них следует приводить данные о применяемых средствах технологического оснащения, о материалах и их толщинах с привязкой к конкретному блоку режимов. Запись информации следует выполнять с привязкой к служебным символам М и Р. При применении материалов одной марки, но разной толщины запись информации следует выполнять в последовательности: на первой строке указать толщину материала, на второй - соответствующий блок режимов. Рекомендуется оставлять незаполненными одну-две строки между данными, относящимися к конкретному материалу и блоку режимов.
2.13. Примеры оформления МК/КТП приведены в ГОСТ 3.1119, МК/КТТП и МК/ВТП - в ГОСТ 3.1121.
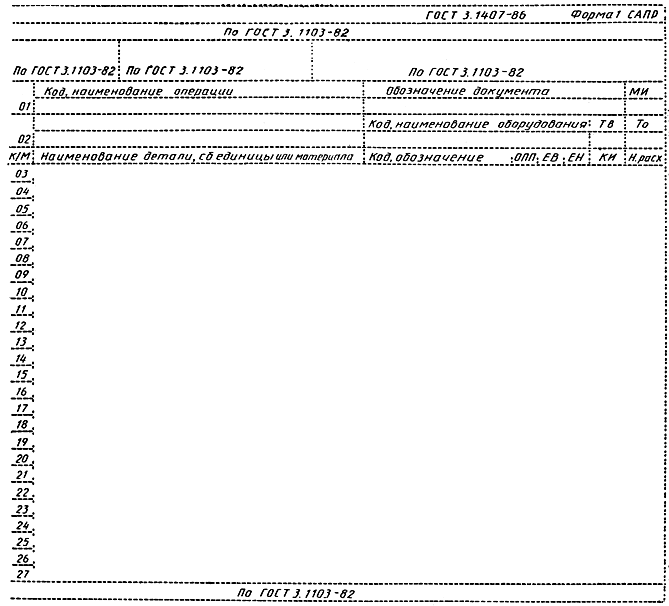
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
|
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
|
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
|
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
|
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
|
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
|
ПРИЛОЖЕНИЕ 1
Обязательное
ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ И ОФОРМЛЕНИЮ ТИПОВЫХ БЛОКОВ РЕЖИМОВ, ПРИМЕНЯЕМЫХ В ДОКУМЕНТАХ НА СВАРКУ И ПАЙКУ
1. При описании операций сварки и пайки следует применять типовые блоки режимов, указанные соответственно на черт.1 и 2. Другие блоки режимов допускается устанавливать на уровне отрасли или предприятия (организации).
2. Размеры граф, входящих в блоки режимов, устанавливает разработчик документов, исходя из:
- максимальной длины строки - 286 мм (110 знаков) (минус размер графы для обозначения служебных символов и порядкового номера строки);
- необходимости размещения граф таким образом, чтобы вертикальные линии, разделяющие графы строки со служебным символом К/М и графы блока режимов, по возможности совпадали;
- требуемого количества знаков для записи параметров режимов с учетом единиц величины;
- возможности дополнения информацией, отсутствующей в блоках режимов, приведенных на черт.1 и 2.
3. При введении в формы документов блоков режимов в строке со служебным символом Р следует указывать сокращенное обозначение блока режимов по черт.1 и 2, например РС3 - блок режимов газовой сварки, РП2 - блок режимов пайки в печи.
На последующих строках форм документов следует указывать только служебный символ Р.
4. Графы блоков режимов сварки (РС1-РС8) следует заполнять в соответствии с табл.3.
Таблица 3
Но- | Условное обозначение графы при | Номер блока режимов сварки | Содержание графы | ||
ручном способе запол- | автомати- |
| |||
1 | ПС | ПС | РС1, РС3 | Обозначение положения сварки по ГОСТ 11969-93* | |
______________ * На территории Российской Федерации действует ГОСТ 11969-79. - . - . | |||||
2 | НП | НП | РС1, РС3 | Номер прохода для многослойных сварных швов | |
3 | DC | DC | РС1 | Диаметр сопла для сварки в защитных газах со струйной защитой | |
4 | lс | LC | РС1 | Расстояние от торца сопла до поверхности свариваемых деталей для дуговой сварки в защитных газах со струйной защитой | |
5 | lэ | LЭ | РС1 | Вылет электрода (расстояние от точки токоподвода до конца электрода, на котором горит дуга) | |
6 | Пл | ПЛ | РС1 | Обозначение полярности (П - прямая, О - обратная) | |
7 | U | U | РС1 | Напряжение при электрошлаковой сварке. | |
Напряжение дуги при остальных способах сварки | |||||
PС2 | Ускоряющее напряжение | ||||
РС4, РС5 | Вторичное напряжение холостого хода или ступень регулирования контактной машины. | ||||
Зарядное напряжение при сварке на конденсаторной машине | |||||
8 | I | I | РС1, РС2 | Сила сварочного тока (при сварке трехфазной дугой - в цепи электрод-изделие) | |
9 | vc | VC | РС1, РС2, PС4, РС8 | Скорость сварки | |
10 | vп | VП | РС1, РС2 | Скорость подачи присадочного металла | |
11 | qoз | QO3 | РС1, РС8 | Расход защитного (плазмообразующего) газа для основной защиты в единицу времени | |
12 | qдз | QДЗ | РС1, РС8 | Расход защитного (плазмообразующего) газа для дополнительной защиты в единицу времени | |
13 | qк | QK | РС1 | Расход защитного газа для защиты корня шва в единицу времени | |
14 | Ти | ТИ | РС1, РС2 | Длительность импульса сварочного тока | |
15 | Тп | ТП | РС1, РС4 | Длительность паузы между импульсами сварочного тока | |
16 | - | - | РС1-РС8 | Резервная графа для указания дополнительной информации по режимам сварки. Заполняется по усмотрению разработчика | |
17 | lп | LП | РС2 | Расстояние от среза электронной пушки до поверхности свариваемых деталей | |
18 | Iф | IФ | РС2 | Сила тока фокусирующей катушки | |
19 | f | Ч | РС2 | Частота импульсов | |
20 | HM | НМ | РС3 | Номер мундштука | |
21 | Рк | PK | РС3 | Давление кислорода | |
22 | Рг | РГ | РС3 | Давление горючего газа | |
23 | Fпp | FПР | РС4, РС7 | Предварительное усилие сжатия | |
24 | Tпр | ТПР | РС4 | Длительность приложения предварительного усилия сжатия | |
25 | I | I1 | РС4, РС5 | Сила тока первого импульса (подогрева) | |
26 | F | F1 | РС4, РС5 | Сварочное усилие сжатия при первом импульсе (подогреве) | |
| РС6 | Усилие сжатия в стадии нагрева заготовок | |||
27 | T | T1 | РС4, РС5 | Длительность первого импульса (подогрева) | |
|
|
| РС6 | Длительность нагрева заготовок | |
28 | I | I2 | РС4, РС5 | Сила тока второго импульса (сварки) | |
29 | F | F2 | РС4, РС5 | Сварочное усилие сжатия при втором импульсе тока | |
РС6 | Усилие сжатия в стадии осадки | ||||
РС7 | Рабочее усилие сжатия | ||||
30 | Т | Т2 | РС4, РС5 | Длительность второго импульса | |
РС6 | Длительность осадки | ||||
РС7 | Длительность приложения рабочего усилия сжатия | ||||
31 | Fк | FК | РС4, РС5 | Ковочное усилие сжатия | |
32 | Тк | ТК | РС4, РС5 | Длительность приложения ковочного усилия | |
33 | Е | Е | РС4 | Электрическая емкость конденсаторов (для конденсаторной сварки) | |
34 | lус | LУС | РС5, РС6 | Установочная длина заготовки. Если установочные длины для двух заготовок различны, то следует записывать через запятую оба их значения с указанием в скобках номера позиции по конструкторскому документу или эскизу | |
35 | Пр | ПР | РС5, РС6 | Общий припуск | |
36 | Пр | ПР1 | РС5 | Припуск на оплавление | |
РС6 | Припуск на осадку при нагреве заготовок | ||||
37 | Fзаж | FЗАЖ | РС5 | Усилие зажатия стыковой машины | |
38 | vо | VO | РС5 | Скорость оплавления | |
39 | n | ЧВ | РС6 | Частота или угловая скорость относительного вращения заготовок | |
40 | Рв | РВ | РС7 | Давление в камере после вакуумирования | |
41 | Т-ра | Т-РА | РС7 | Температура сварки | |
42 | vн | VН | РС7 | Скорость нагрева | |
43 | vox | VOX | РС7 | Скорость охлаждения | |
44 | N | N | РС8 | Мощность излучения | |
45 | Расходим. | РАСХОДИМ. | РС8 | Расходимость луча | |
46 | Dл | DЛ | РС8 | Диаметр луча | |
47 | lф | LФ | РС8 | Фокусное расстояние | |
48 | lз | L3 | РС8 | Заглубление фокуса относительно поверхности свариваемого изделия | |
5. Графы блоков режимов пайки (РП1-РП8) следует заполнять в соответствии с табл.4.
Таблица 4
Но- | Условное обозначение графы при | Номер блока режимов пайки | Содержание графы | |
ручном способе заполнения | автомати- | |||
1 | ПС | ПС | РП1-РП8 | Условное обозначение паяного шва по ГОСТ 19249 |
2 | v | v | РП1, РП4, РП7, РП8 | Скорость перемещения источника нагрева или изделия |
3 | vп | vП | РП1 | Скорость подачи припоя |
4 | Т-ра пп | Т-РА ПП | РП1 | Температура предварительного подогрева детали (сборочной единицы) |
5 | Т-ра ж | Т-РА Ж | РП1 | Температура жала паяльника |
6 | Пл | ПЛ | РП1 | Вид пламени (нормальное, окислительное, науглероживающее). При заполнении графы применяют сокращения: норм., окисл., наугл. |
7 | qг | QГ | РП1, РП2, РП5 | Расход газа в единицу времени |
8 | НМ | НМ | РП1, РП5 | Номер наконечника (мундштука) |
9 | Тн | ТН | РП1-РП8 | Время нагрева при пайке |
10 | Тох | ТОХ | РП1-РП8 | Время охлаждения при пайке |
11 | - | - | РП1-РП8 | Резервная графа для указания дополнительной информации по режимам пайки. Заполняется по усмотрению разработчика |
12 | vк | VК | РП2, РП3 | Скорость движения конвейера (манипулятора) |
13 | vн | VH | РП2, РП4 | Скорость нагрева при пайке |
14 | Т-ра ив | Т-РА ИВ | РП2, РП6 | Температура изотермической выдержки |
15 | Т-ра п | Т-РА П | РП2, РП4 | Температура пайки |
РП3 | Температура припоя в ванне | |||
16 | Тив | ТИВ | РП2, РП6 | Время изотермической выдержки |
17 | Тв | ТВ | РП2, РП3 | Время выдержки при пайке |
18 | Fд | FД | РП2, РП6 | Усилие сжатия паяемых деталей |
19 | Ср | СР | РП2 | Вид среды в печах (воздушная, защитная, восстановительная, окислительная, вакуумная). При заполнении графы применяют сокращения: возд., защит., восст., окисл., вак. |
20 | Т-ра р | Т-РА Р | РП2 | Точки росы газа |
21 | Ро | РО | РП2, РП7 | Значение остаточного давления в рабочей вакуумной камере |
22 | qвф | QВФ | РП3 | Расход воздуха при пенном флюсовании |
23 | Рф | РФ | РП3 | Давление струи флюса |
24 | Ук | УК | РП3 | Угол наклона конвейера при пайке волной припоя |
25 | vпи | VПИ | РП3 | Скорость подъема изделия из расплавленного припоя при пайке погружением |
26 | fв | ЧВ | РП3 | Частота вибрации изделия при подъеме из расплавленного припоя |
27 | А | А | РП3 | Амплитуда вибрации изделия |
28 | lи | LИ | РП4 | Зазор между индуктором и изделием или приспособлением |
29 | Nг | NГ | РП4 | Мощность генератора |
30 | Iи | IИ | РП4 | Сила тока индуктора |
31 | Iг | IГ | РП4 | Сила тока генератора |
32 | Uг | UГ | РП4 | Напряжение генератора |
33 | Uи | UИ | РП4 | Напряжение индуктора |
34 | DЭ | DЭ | РП5 | Диаметр электрода |
35 | DC | DC | РП5 | Диаметр сопла |
36 | П | П | РП5 | Обозначение полярности (П - прямая, О - обратная) |
37 | l | L | РП5 | Расстояние от торца электрода или сопла до поверхности паяемых деталей |
38 | Uд | UД | РП5 | Напряжение дуги |
39 | Iд | IД | РП5 | Сила тока дуги |
40 | У | У | РП5 | Угол наклона горелки или электрода |
41 | F | F | РП5 | Сжимающее усилие на электродах при электродуговой пайке |
42 | Fпp | FПP | РП6 | Предварительное усилие сжатия |
43 | Тпр | ТПР | РП6 | Время приложения предварительного усилия сжатия |
44 | l | I1 | РП6 | Сила тока первого импульса (подогрева) |
45 | Fc | FC | РП6 | Усилие сжатия при пайке |
46 | lп | IП | РП6 | Сила тока при пайке |
47 | Fив | FИВ | РП6 | Усилие сжатия при изотермической выдержке |
48 | Iив | IИВ | РП6 | Сила тока при изотермической выдержке |
49 | lп | LП | РП7, РП8 | Расстояние от источника энергии до поверхности паяемых деталей |
50 | Uy | UУ | РП7 | Ускоряющее напряжение |
51 | Iф | IФ | РП7 | Сила тока фокусирующей катушки |
52 | Iэ | IЭ | РП7 | Сила тока эмиссии |
53 | s | S | РП7, РП8 | Площадь облучаемой зоны |
54 | f | Ч | РП8 | Частота импульсов |
55 | Uил | UИЛ | РП8 | Напряжение излучателя |
56 | ПМ | ПМ | РП8 | Максимальная плотность лучистого потока в облучаемой зоне |
57 | Плс | ПЛС | РП8 | Средняя плотность лучистого потока в облучаемой зоне |
58 | W | W | РП8 | Вид концентрированной энергии (инфракрасное излучение, излучение лазера, сфокусированный световой луч). |
|
| При заполнении графы применяются сокращения: инфр. и., изл. лаз., сф. св. л. | ||
Типовые блоки технологических режимов сварки
|
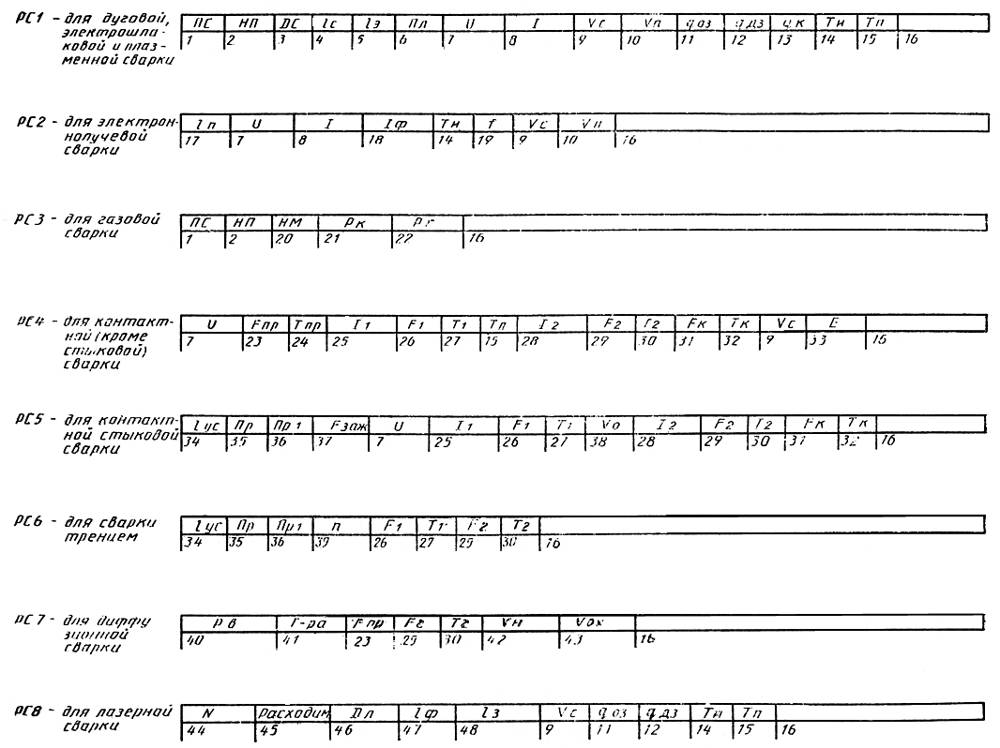
Черт.1
Типовые блоки технологических режимов пайки
|
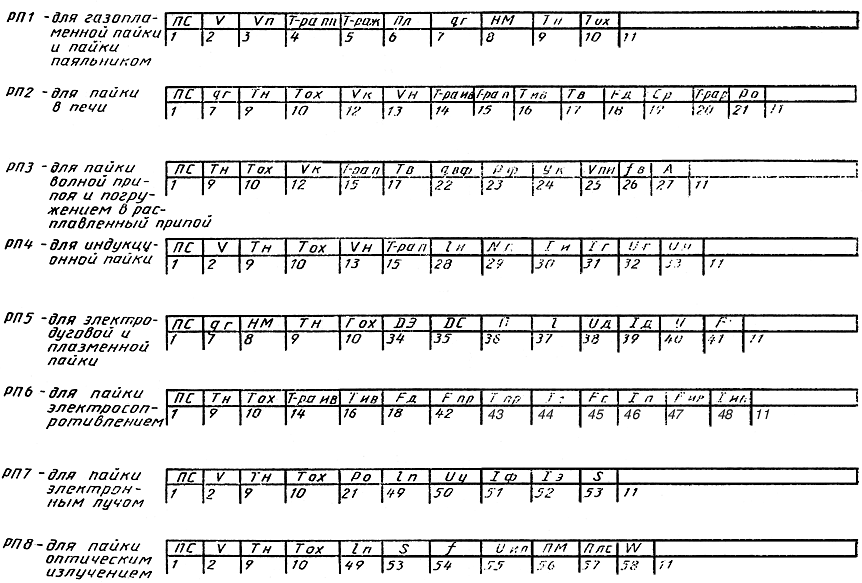
Черт.2
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ ОФОРМЛЕНИЯ ДОКУМЕНТОВ, ВЫПОЛНЕННЫХ НА МК И ОК
Пример распечатки формы ОК на АЦПУ ЭВМ
|
Оформление ОК, выполненной на МК, на слесарную операцию
|
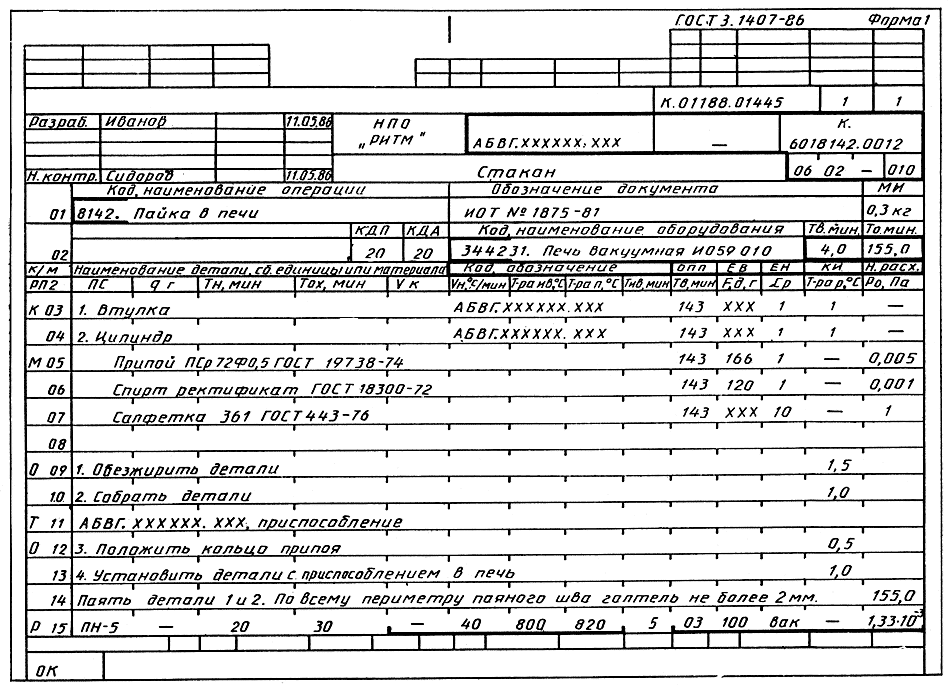
Оформление ОК на пайку в печи
|
Оформление ОК на контактную точечную сварку, выполняемую на автоматической линии
|
Оформление ОК на сборку
|
Электронный текст документа
и сверен по:
Единая система технологической
документации: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}