ГОСТ 3.1118-82
Группа T53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ
Unified system for technological documentation. Forms and rules for filling in the technological process cards
МКС 01.110
Дата введения 1984-01-01
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1982 г. N 5311 дата введения установлена 01.01.84
ПЕРЕИЗДАНИЕ. Февраль 2012 г.
Настоящий стандарт устанавливает формы и правила оформления маршрутных карт, применяемых при разработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Маршрутная карта (МК) является составной и неотъемлемой частью комплекта технологических документов (далее - документов), разрабатываемых на технологические процессы изготовления или ремонта изделий и их составных частей.
1.2. Формы МК, установленные настоящим стандартом, являются унифицированными и их следует применять независимо от типа и характера производства и степени детализации описания технологических процессов.
2. ПРАВИЛА ПРИМЕНЕНИЯ
2.1. Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Выбор и установление области применения форм МК осуществляет разработчик документов в соответствии с порядком, установленным в отрасли или на предприятии (в организации) по табл.1.
Таблица 1
Вид технологического процесса | Номер формы МК | Назначение формы МК | Применяемый метод проектирования | Применение |
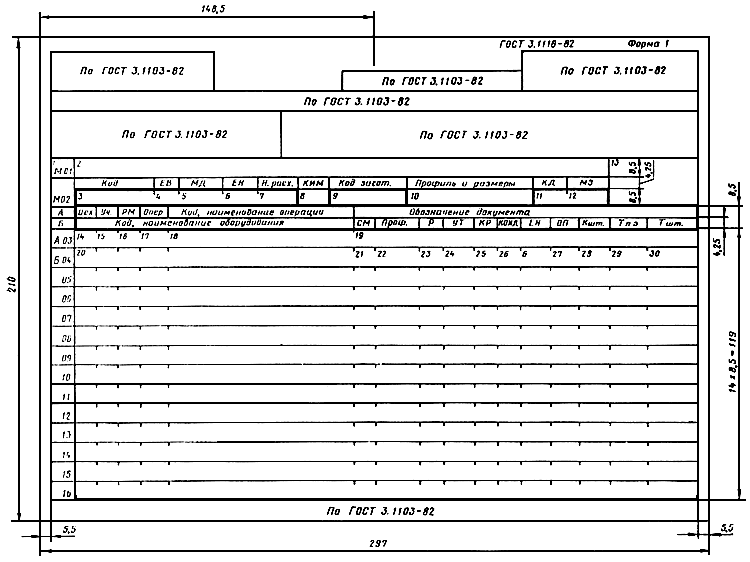
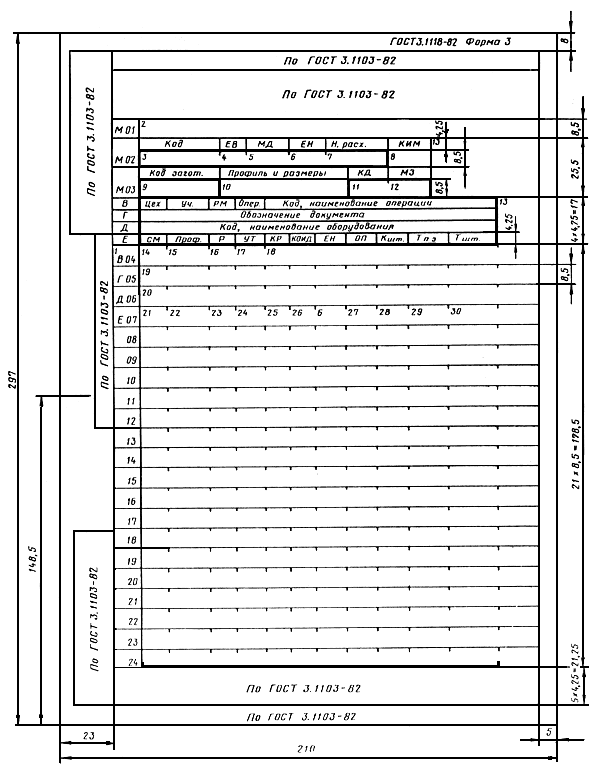
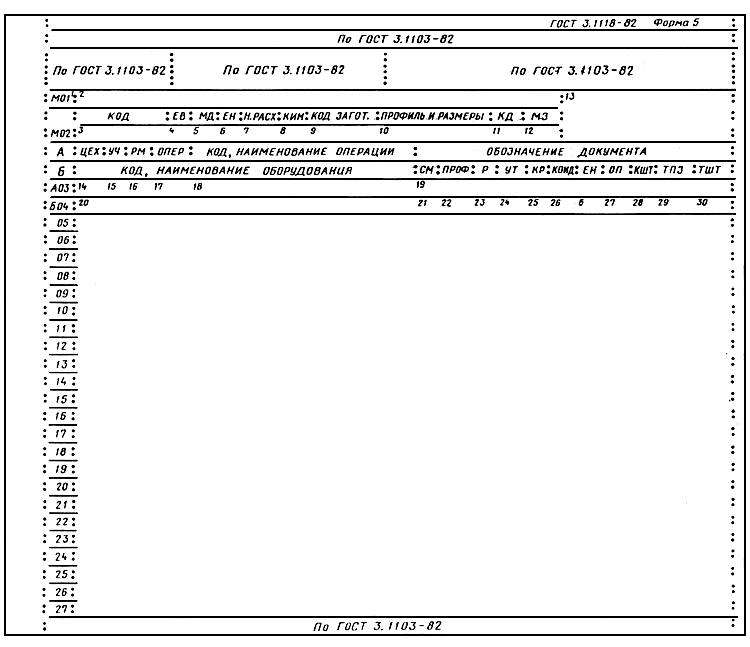
Единичные технологические процессы, выполняемые с применением различных методов обработки | 1 | Первый или заглавный лист | Все методы | При автоматизированной распечатке форм на АЦПУ размеры высоты граф следует увеличить до 8,5 мм за счет уменьшения количества основных строк, предназначенных для описания операций (см. форму 5) |
3 | То же | То же | ||
5 | " | Автоматизированное | Форма предусматривает вертикальное расположение поля подшивки с нанесением блока дополнительной информации основной надписи резиновым штампом. Форма рассчитана на размещение 128 символов в строке | |
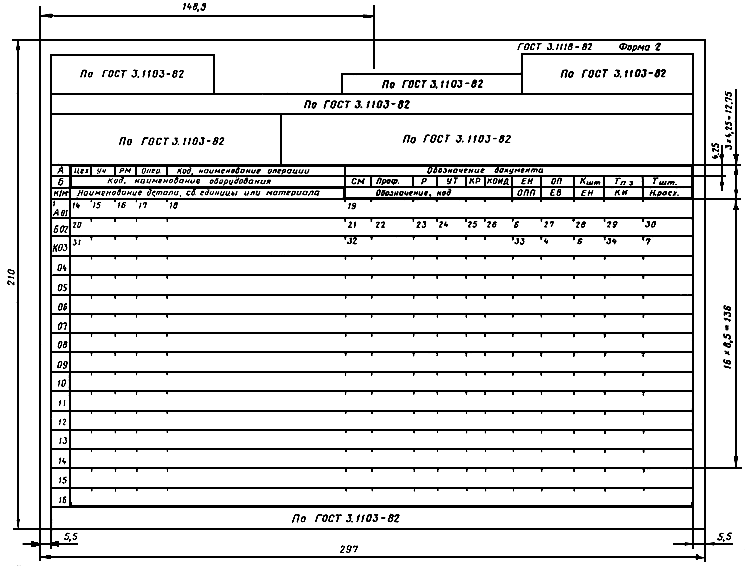
Единичные технологические процессы сборки (разъемные и неразъемные соединения) | 2 | " | Все методы | См. применение форм 1 и 3 |
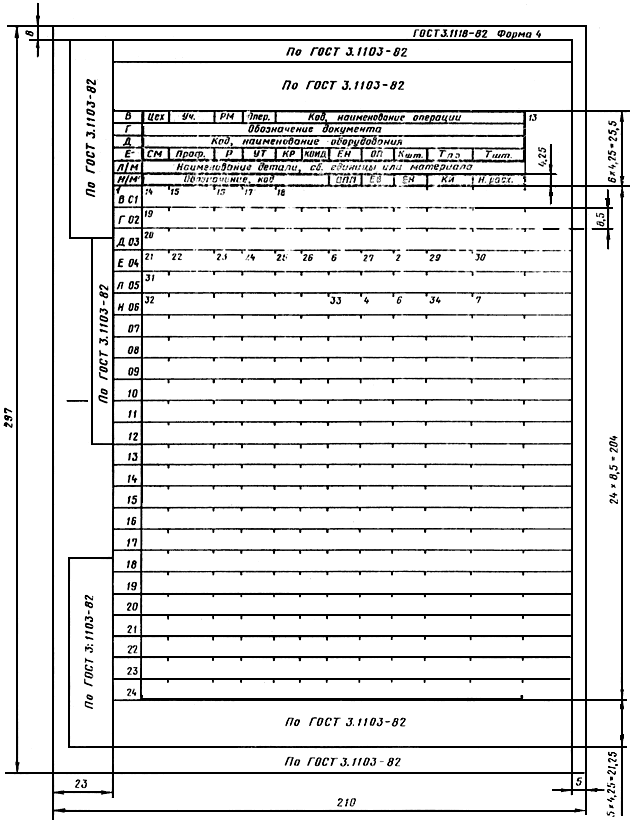
4 | " | То же | То же | |
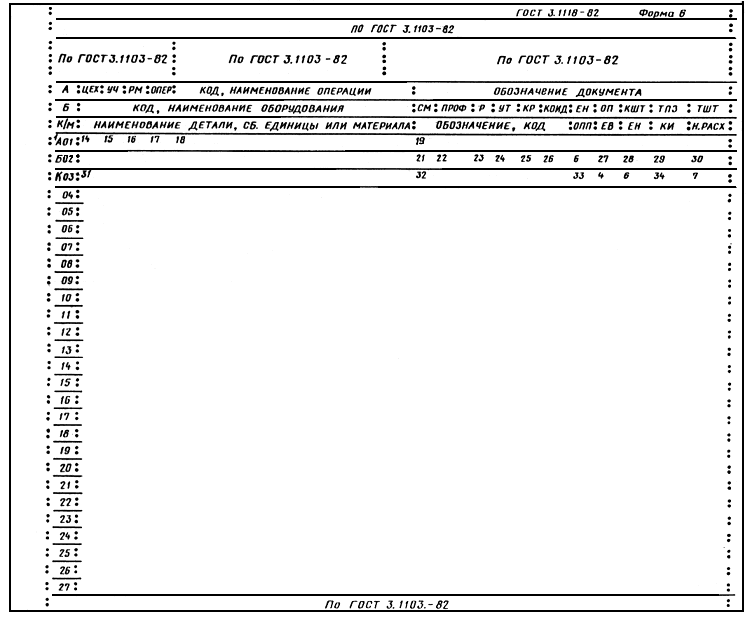
6 | " | Автоматизированное | См. применение формы 5 | |
Типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта | 2 | " | Все методы | См. применение форм 1 и 3 |
4 | " | То же | То же | |
6 | " | Автоматизированное | См. применение формы 5 | |
Единичные технологические процессы, выполняемые с применением различных методов изготовления и ремонта | 2 | Первый или заглавный лист | Все методы | В случае применения МК, взамен соответствующих КТП, совместно с соответствующей КТИ, содержащей переменную информацию |
4 | То же | То же | ||
6 | " | Автоматизированное | ||
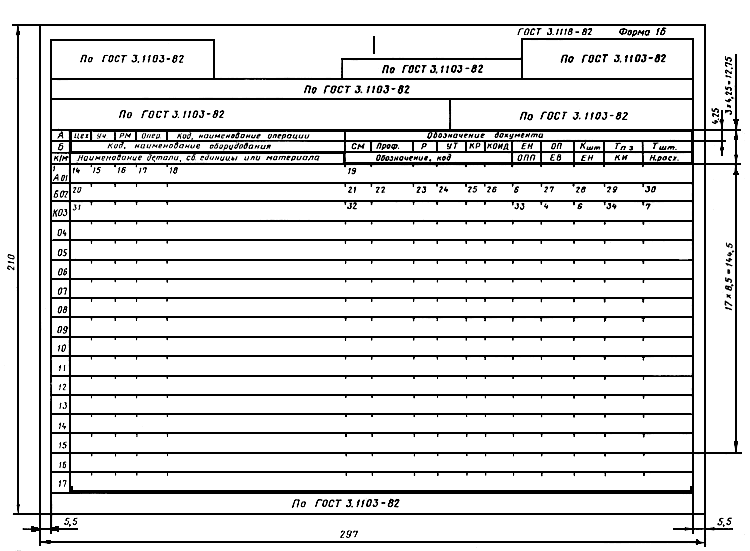
Единичные, типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта | 1б | Последующие листы | Все методы | См. применение форм 1 и 3 |
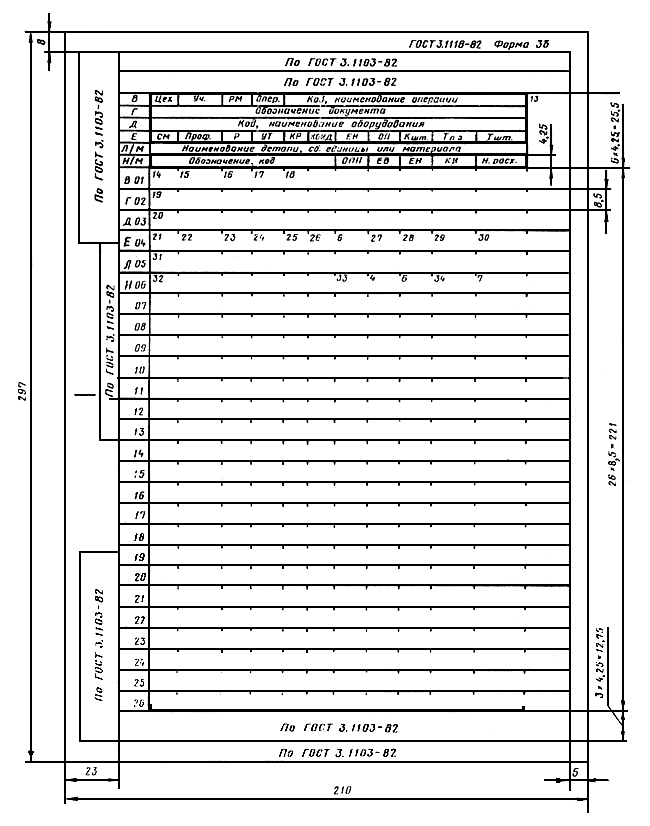
3б | То же | То же | То же | |
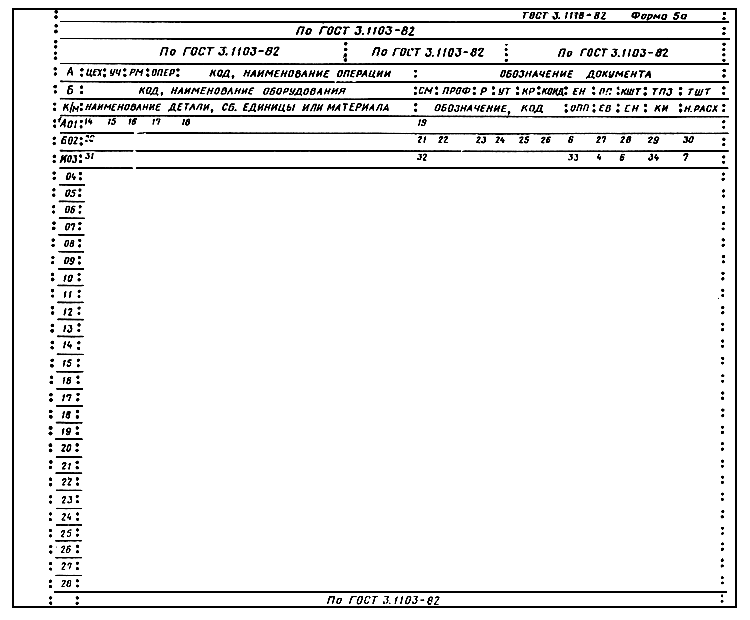
5а | " | Автоматизированное | См. применение формы 5 | |
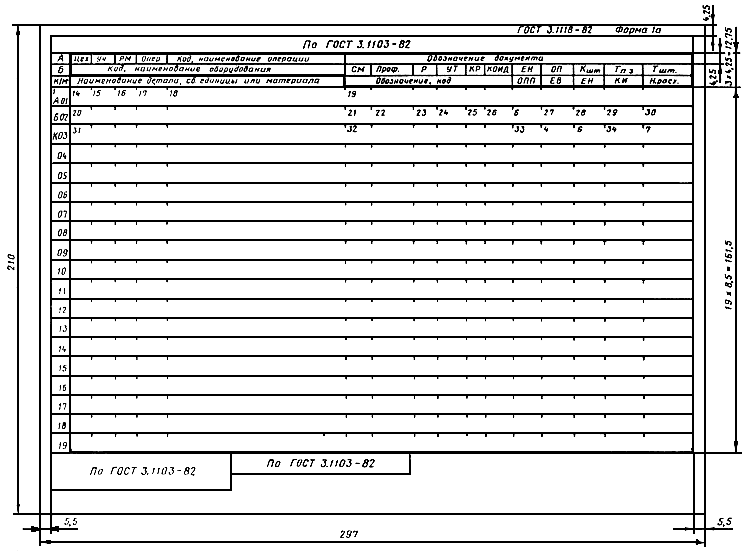
1а | Оборотная сторона | Не механизированное и не автоматизированное | Рекомендуется применять для документов маршрутного описания и не подлежащих микрофильмированию | |
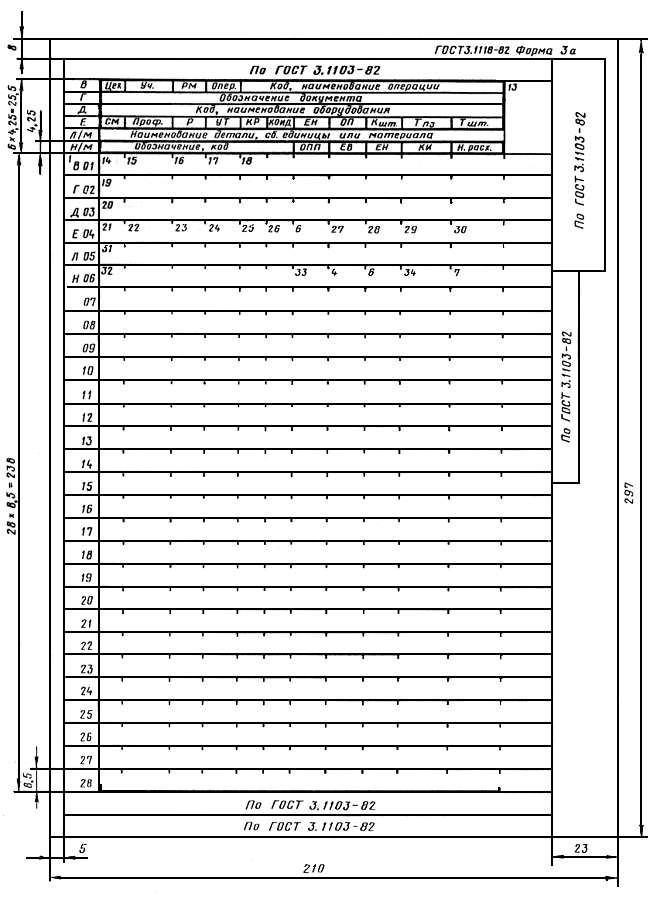
3а | То же | То же |
2.2. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, на котором описывается весь процесс в технологической последовательности выполнения операций.
2.3. При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
3. ПРАВИЛА ОФОРМЛЕНИЯ
3.1. Оформление форм, бланков и документов - по ГОСТ 3.1129-93 и ГОСТ 3.1130-93.
3.2. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
3.3. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Примечание. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
3.4. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки и выполняемые прописной буквой, например, М01, A12 и т.д.
3.5. Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять согласно табл.2.
Таблица 2
Обозначение служебного символа | Содержание информации, вносимой в графы, расположенные на строке |
А | Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки) |
Б | Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки) |
В | Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки) |
Г | Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки) |
Д | Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки) |
Е | Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки) |
К | Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки) |
М | Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода |
О | Содержание операции (перехода) |
Т | Информация о применяемой при выполнении операции технологической оснастке |
Л | Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц (применяется только для форм с вертикальным расположением поля подшивки) |
Н | Информация по комплектации изделия (сборочной единицы) составными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с вертикальным расположением поля подшивки) |
3.6. Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
3.7. На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик документов с учетом выбранного им способа заполнения документов.
3.8. При заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н, следует руководствоваться правилами по заполнению соответствующих граф, расположенных на этих строках.
3.9. При заполнении информации на строках, имеющих служебный символ О, следует руководствоваться требованиями государственных стандартов ЕСТД седьмой классификационной группы, устанавливающих правила записи операций и переходов. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
3.10. При заполнении информации на строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности:
- приспособления;
- вспомогательный инструмент;
- режущий инструмент;
- слесарно-монтажный инструмент;
- специальный инструмент, применяемый при выполнении специфических технологических процессов (операций), например при сварке, штамповке и т.п.;
- средства измерения.
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак ";". Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
Примечания:
1. В случае применения какой-либо технологической оснастки записывают оснастку, следующую по порядку очередности.
2. Допускается не указывать количество применяемых единиц технологической оснастки.
3.11. Последовательность заполнения информации для каждой операции по типам строк приведена в табл.3.
Примечание. В случае отсутствия информации с каким-либо служебным символом записывается информация со следующим служебным символом по порядку.
Таблица 3
Вид технологического процесса | Вид описания технологического процесса (операции) | Номер формы МК | Очередность заполнения служебных символов |
Единичные технологические процессы, выполняемые с применением различных методов обработки | Маршрутное | 1, 5 | М01, М02, А, Б, О, Т |
1а, 1б, 5а | А, Б, О, Т | ||
3 | М01, М02, М03, В, Г, Д, Е, О, Т | ||
Операционное | 3а, 3б | В, Г, Д, Е, О, Т | |
1, 5 | М01, М02, А, Б | ||
1а, 1б, 5а | А, Б | ||
3 | М01, М02, М03, В, Г, Д, Е | ||
Единичные технологические процессы сборки | Маршрутное | 3а, 3б | В, Г, Д, Е |
2, 6 | А, Б, К, М, О, Т | ||
| 1а, 1б, 5а | А, Б, К, М, О, Т | |
4 | В, Г, Д, Е, Л, Н, М, О, Т | ||
3а, 3б | В, Г, Д, Е, Л, Н, М, О, Т | ||
Единичные технологические процессы сборки | Операционное | 2, 6 | А, Б, К, М |
1а, 1б, 5а | А, Б, К, М | ||
4 | В, Г, Д, Е, Л, Н, М | ||
3а, 3б | В, Г, Д, Е, Л, Н, М | ||
Типовые и групповые технологические процессы, | Маршрутное | 2, 6 | А, Б, К, М, Т |
выполняемые с применением различных методов изготовления и | 1а, 1б, 5а | А, Б, К, М, Т | |
ремонта | 4 | В, Г, Д, Е, Л, Н, М, Т | |
3а, 3б | В, Г, Д, Е, Л, Н, М, Т | ||
Операционное | 2, 6 | А, Б, К, М, Т | |
1а, 1б, 5а | А, Б, К, М, Т | ||
4 | В, Г, Д, Е, Л, Н, М, Т | ||
3а, 3б | В, Г, Д, Е, Л, Н, М, Т |
Примечание. При маршрутно-операционном описании технологического процесса очередность заполнения служебных символов производится в зависимости от вида описания данной операции.
3.12. Графы форм следует заполнять в соответствии с табл.4.
Таблица 4
Номер графы | Наименование (условное обозначение) графы | Служебный символ | Содержание информации |
1 | - | - | Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например, М02, Б04. Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак |
2 | - | М01 | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби "/", например, лист БОН-2,5х1000х2500 ГОСТ 19903-74 / III-IV В ст.3 ГОСТ 14637-89 |
3 | Код | М02 | Код материала по классификатору |
4 | ЕВ | М02, К, Н, М | Код единицы величины (массы, длины, площади и т.п.) детали, заготовки, материала по Классификатору СОЕВС. |
5 | МД | М02 | Масса детали по конструкторскому документу |
6 | ЕН | М02, Б, К, Е, Н, М | Единица нормирования, на которую установлена норма расхода материала или норма времени, например 1, 10, 100 |
7 | Н. расх. | М02, К, Н, М | Норма расхода материала |
8 | КИМ | М02 | Коэффициент использования материала |
9 | Код заготовки | М02, М03 | Код заготовки по классификатору. Допускается указывать вид заготовки (отливки, прокат, поковка и т.п.) |
10 | Профиль и размеры | М02, М03 | Профиль и размеры исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся габаритов, например, лист 1,0x710х1420, 115х270х390 (для отливки). Допускается профиль не указывать |
11 | КД | М02, М03 | Количество деталей, изготавливаемых из одной заготовки |
12 | МЗ | М02, М03 | Масса заготовки |
13 | - | - | Графа для особых указаний. Порядок заполнения графы и обязательность заполнения устанавливаются в отраслевых нормативно-технических документах |
14 | Цех | А, В | Номер (код) цеха, в котором выполняется операция |
15 | Уч. | А, В | Номер (код) участка, конвейера, поточной линии и т.п. |
16 | РМ | А, В | Номер (код) рабочего места |
17 | Опер. | А, В | Номер операции (процесса) в технологической последовательности изготовления или ремонта изделия (включая контроль и перемещение) |
18 | Код, наименование операции | А, В | Код операции по технологическому классификатору, наименование операции. |
19 | Обозначение документа | А, Г | Обозначение документов, инструкций по охране труда, применяемых при выполнении данной операции. Состав документов следует указывать через разделительный знак ";" с возможностью, при необходимости, переноса информации на последующие строки |
20 | Код, наименование оборудования | Б, Д | Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер |
21 | СМ | Б, Е | Степень механизации (код степени механизации). Обязательность заполнения графы устанавливается в отраслевых нормативно-технических документах |
22 | Проф. | Б, Е | Код профессии по классификатору ОКПДТР |
23 | Р | Б, Е | Разряд работы, необходимый для выполнения операции |
24 | УТ | Б, Е | Код условий труда по классификатору ОКПДТР и код вида нормы |
25 | КР | Б, Е | Количество исполнителей, занятых при выполнении операции |
26 | КОИД | Б, Е | Количество одновременно изготавливаемых (обрабатываемых, ремонтируемых) деталей (сборочных единиц) при выполнении одной операции |
27 | ОП | Б, Е | Объем производственной партии в штуках. На стадиях разработки предварительного проекта и опытного образца допускается графу не заполнять. |
28 | Кшт. | Б, Е | Коэффициент штучного времени при многостаночном обслуживании |
29 | Тпз | Б, Е | Норма подготовительно-заключительного времени на операцию |
30 | Тшт. | Б, Е | Норма штучного времени на операцию |
31 | Наименование детали, сб. единицы или материала | К, Л, М | Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции Примечание. Допускается не заполнять строку |
32 | Обозначение, код | К, Н, М | Обозначение деталей, сборочных единиц по конструкторскому документу или материалов по классификатору |
33 | ОПП | К, Н, М | Обозначение подразделения (склада, кладовой и т.п.), откуда поступают комплектующие детали, сборочные единицы или материалы; при разборке - куда поступают |
34 | КИ | К, Н, М | Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке - количество получаемых |
3.13. Размеры граф форм следует выбирать в соответствии с табл.5, исходя из шага печатающих устройств 2,6 мм.
Таблица 5
Номер графы | Формы МК | Наименование (условное обозначение) графы | Обозначение служебного символа | Размер графы, мм | Количество знаков |
1 | 1, 1а, 1б, 2, | - | - | 13,0 | 5 (4) |
2 | 1, 5 | - | М01 | 231,4 | 89 (88) |
3 | М01 | 169,0 | 65 (64) | ||
3 | 1, 3, 5 | Код | М02 | 33,8 | 13 (12) |
4 | 1, 3, 5 | ЕВ | М02 | 10,4 | 4 (3) |
1а, 1б, 2, | К, М | 13,0 | 5 (4) | ||
3а, 3б, 4 | Н, М | 13,0 | 5 (4) | ||
5 | 1, 3, 5 | МД | М02 | 18,2 | 7 (6) |
6 | 1, 3, 5 | ЕН | М02 | 15,6 | 6 (5) |
1, 5 | Б | 13,0 | 5 (4) | ||
1а, 1б, 2, | Б, К, М | 13,0 | 5 (4) | ||
3 | Е | 13,0 | 5 (4) | ||
3а, 3б, 4 | Е, Н, М | 13,0 | 5 (4) | ||
7 | 1, 5 | Н. расх. | М02 | 18,2 | 7 (6) |
3 | М02 | 26,0 | 10 (9) | ||
1а, 1б, 2, | К, М | 20,8 | 8 (7) | ||
3а, 3б, 4 | Н, М | 20,8 | 8 (7) | ||
8 | 1, 5 | КИМ | М02 | 13,0 | 5 (4) |
3 | М02 | 18,2 | 7 (6) | ||
9 | 1, 5 | Код заготовки | М02 | 33,8 | 13 (12) |
3 | М03 | 33,8 | 13 (12) | ||
10 | 1, 5 | Профиль и размеры | М02 | 54,6 | 21 (20) |
3 | М03 | 54,6 | 21 (20) | ||
11 | 1, 5 | КД | М02 | 15,6 | 6 (5) |
3 | М03 | 15,6 | 6 (5) | ||
12 | 1, 5 | МЗ | М02 | 18,2 | 7 (6) |
3 | М03 | 18,2 | 7 (6) | ||
13 | 1 | - | М01, М02 | 41,6 | 16 (15) |
3 | М02, М03 | 46,8 | 18 (17) | ||
3, 3а, 3б, 4 | В, Г, Д, Е | 15,6 | 6 (5) | ||
3а, 3б, 4 | Л, Н, М | 15,6 | 6 (5) | ||
5 | M01, M02 | 88,4 | 34 (33) | ||
14 | 1, 1а, 1б, 2, | Цех | А | 10,4 | 4 (3) |
3, 3а, 3б, 4 | В | 10,4 | 4 (3) | ||
15 | 1, 1а, 1б, 2, | Уч. | А | 10,4 | 4 (3) |
3, 3а, 3б, 4 | В | 18,2 | 7 (6) | ||
16 | 1, 1а, 1б, 2, | РМ | А | 10,4 | 4 (3) |
3, 3а, 3б, 4 | В | 10,4 | 4 (3) | ||
17 | 1, 1а, 1б, 2, | Опер. | А | 13,0 | 5 (4) |
3, 3а, 3б, 4 | В | 13,0 | 5 (4) | ||
18 | 1, 1а, 1б, 2 | Код, наименование операции | А | 75,4 | 29 (28) |
5, 5а, 6 | А | 122,2 | 47 (46) | ||
3, 3а, 3б, 4 | В | 101,4 | 39 (38) | ||
19 | 1, 1а, 1б, 2, | Обозначение документа | А | 153,4 | 59 (58) |
3, 3а, 3б, 4 | Г | 153,4 | 59 (58) | ||
20 | 1, 1а, 1б, 2, | Код, наименование оборудования | Б | 119,6 | 46 (45) |
5, 5а, 6 | Б | 166,4 | 64 (63) | ||
3, 3а, 3б, 4 | Д | 153,4 | 59 (58) | ||
21 | 1, 1а, 1б, 2, | СМ | Б | 10,4 | 4 (3) |
3, 3а, 3б, 4 | Е | 10,4 | 4 (3) | ||
22 | 1, 1a, 1б, 2, | Проф. | Б | 18,2 | 7 (6) |
3, 3а, 3б, 4 | Е | 18,2 | 7 (6) | ||
23 | 1, 1а, 1б, 2, | Р | Б | 10,4 | 4 (3) |
3, 3а, 3б, 4 | Е | 10,4 | 4 (3) | ||
24 | 1, 1а, 1б, 2, | УТ | Б | 13,0 | 5 (4) |
3, 3а, 3б, 4 | Е | 13,0 | 5 (4) | ||
25 | 1, 1а, 1б, 2, | КР | Б | 10,4 | 4 (3) |
3, 3а, 3б, 4 | Е | 10,4 | 4 (3) | ||
26 | 1, 1а, 1б, 2, | КОИД | Б | 13,0 | 5 (4) |
3, 3а, 3б, 4 | Е | 13,0 | 5 (4) | ||
27 | 1, 1а, 1б, 2, | ОП | Б | 13,0 | 5 (4) |
3, 3а, 3б, 4 | Е | 13,0 | 5 (4) | ||
28 | 1, 1а, 1б, 2, | Кшт. | Б | 13,0 | 5 (4) |
3, 3а, 3б, 4 | Е | 13,0 | 5 (4) | ||
29 | 1, 1а, 1б, 2, | Тпз (Тшт.к) | Б | 18,2 | 7 (6) |
3, 3а, 3б, 4 | Е | 18,2 | 7 (6) | ||
30 | 1, 1а, 1б, 2, | Тшт. (Расц.) | Б | 20,8 | 8 (7) |
3, 3а, 3б, 4 | Е | 20,8 | 8 (7) | ||
31 | 1а, 1б, 2 | Наименование детали, сб. единицы или материала | К, М | 119,6 | 46 (45) |
5а, 6 | К, М | 166,4 | 64 (63) | ||
3а, 3б, 4 | Л, М | 153,4 | 59 (58) | ||
32 | 1а, 1б, 2, | Обозначение, код | К, М | 75,4 | 29 (28) |
3а, 3б, 4 | Н, М | 75,4 | 29 (28) | ||
33 | 1а, 1б, 2, | ОПП | К, М | 13,0 | 5 (4) |
3а, 3б, 4 | Н, М | 13,0 | 5 (4) | ||
34 | 1а, 1б, 2, | КИ | К, М | 18,2 | 7 (6) |
3а, 3б, 4 | Н, М | 18,2 | 7 (6) |
Примечания:
1. В графе "Количество знаков" дано число знаков размера графы, в скобках указано количество знаков вносимой информации.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
3.14. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5-1,5 мм.
При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
Примечания:
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение граф производить не на каждой строке.
3. При автоматизированном проектировании допускается разделение строк по горизонтали не производить.
3.15. При разработке типовых и групповых технологических процессов в МК следует указывать только постоянную информацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
3.16. Оформление основных надписей в формах - по ГОСТ 3.1103-82*.
________________
* С 1 января 2012 г. действует ГОСТ 3.1103-2011 (здесь и далее).
3.17. При применении форм МК для разработки технологических процессов при производстве опытного образца (опытной партии) допускается выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установов непосредственно на поле документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятым графическим изображением, будет присваиваться служебный символ О.
Маршрутная карта
(первый или заглавный лист)
Маршрутная карта
(оборотная сторона)
Маршрутная карта
(последующие листы)
Маршрутная карта
(первый или заглавный лист)
Маршрутная карта
(первый или заглавный лист)
Маршрутная карта
(оборотная сторона)
Маршрутная карта
(последующие листы)
Маршрутная карта
(первый или заглавный лист)
Маршрутная карта
(первый или заглавный лист)
Маршрутная карта
(последующие листы)
Маршрутная карта
(первый или заглавный лист)
Оформление графических изображений - по ГОСТ 3.1129-93 и ГОСТ 3.1130-93.
3.18. При проектировании технологических процессов на форме 3, в случае применения средств механизации (оргавтоматов и т.п.), в строке со служебным символом М02 допускается обозначения граф располагать под вносимой в них информацией.
3.19. Примеры оформления МК приведены в приложении*.
________________
* Упоминаемый в приложении ГОСТ 2590-88 с 1 июля 2009 г. заменен на ГОСТ 2590-2006.
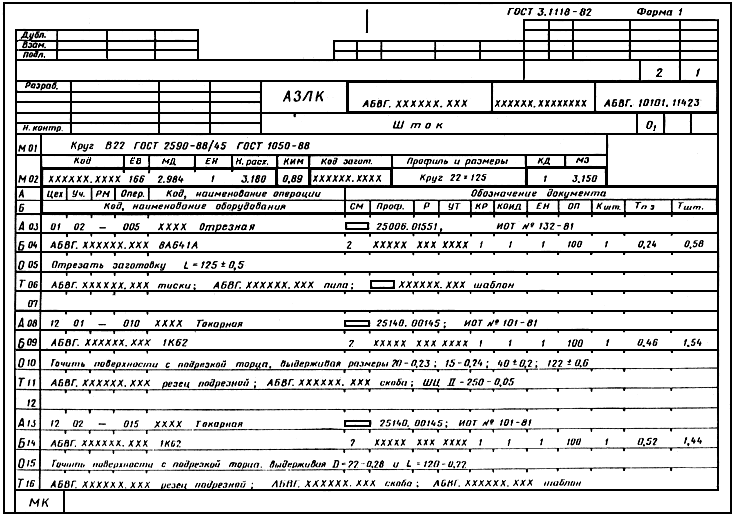
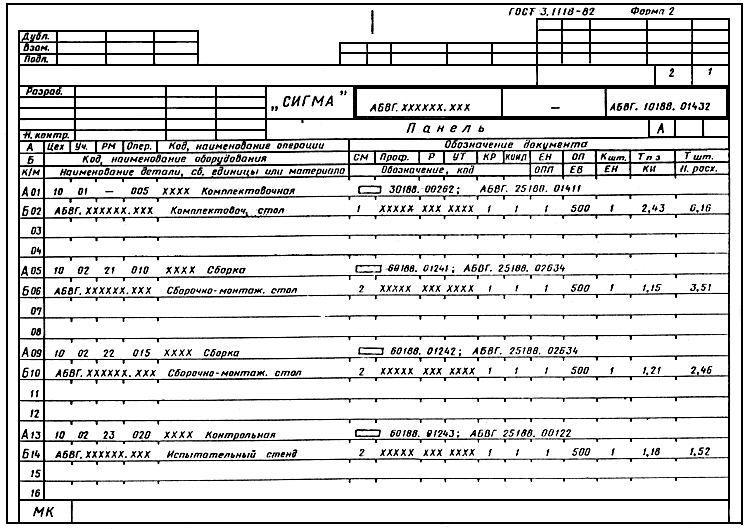
ПРИЛОЖЕНИЕ
Рекомендуемое
Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резанием
Пример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки
Электронный текст документа
и сверен по:
Единая система технологической
документации: Сб. ГОСТов. -
, 2012
{kind=link}