ГОСТ 3.1428-91
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ (ОПЕРАЦИИ) ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
Unified system for technological documentation. Rules of making documents on technological processes (operations) for production of printing plates
МКС 01.110
31.180
ОКСТУ 0003
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Комитетом стандартизации и метрологии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 29.12.91 N 2378
3. ВЗАМЕН ГОСТ 3.1428-77
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.004-88 | 1 |
ГОСТ 3.1102-81 | 2, 3 |
ГОСТ 3.1103-82 | 7 |
ГОСТ 3.1105-84 | 3 |
ГОСТ 3.1118-82 | 3, 7, 8, 10, 12.1, 13 |
ГОСТ 3.1119-83 | 4 |
ГОСТ 3.1120-83 | 5 |
ГОСТ 3.1121-84 | 3, 4, 8 |
ГОСТ 3.1123-84 | 3 |
ГОСТ 3.1129-93 | 1 |
ГОСТ 3.1130-93 | 1 |
ГОСТ 3.1404-86 | 3 |
ГОСТ 3.1408-85 | 3 |
Классификатор 1 85 151 | 6 |
Классификатор 1 89 187 | 6 |
5. ПЕРЕИЗДАНИЕ. Апрель 2003 г.
Настоящий стандарт устанавливает правила оформления технологических документов, применяемых при выполнении технологических процессов (операций) изготовления печатных плат.
Требования настоящего стандарта являются рекомендуемыми.
1. Общие требования к формам и бланкам документов и их оформлению при проектировании:
- без применения средств механизации и автоматизации - по ГОСТ 3.1129 и ГОСТ 3.1130;
- с применением средств механизации и автоматизации - по ГОСТ 2.004.
2. Виды документов и их условные обозначения - по ГОСТ 3.1102.
3. Виды документов, используемых при разработке технологических процессов изготовления печатных плат, и их применение приведены в табл.1.
Таблица 1
Наименование вида и условное обозначение документа | Условное обозначение вида документа, функции которого выполняет документ | Указания по применению |
Маршрутная карта (МК) по ГОСТ 3.1118, формы 1, 1a, 1б, 3, 3а, 3б, 5, 5а | МК | Описание единичного технологического процесса (ЕТП) или указание полного состава технологических операций изготовления фотошаблонов, односторонних печатных плат (ОПП) и двусторонних печатных плат (ДПП) |
МК по ГОСТ 3.1118, формы 2, 1a, 1б, 4, 3а, 3б, 6, 5а | МК | Описание ЕТП или указание полного состава технологических операций изготовления многослойных печатных плат (МПП) |
МК по ГОСТ 3.1118, формы 1, 1a, 1б, 3, 3а, 3б, 5, 5а | КТП | Описание ЕТП изготовления фотошаблонов, ОПП и ДПП |
МК по ГОСТ 3.1118, формы 2, 1a, 1б, 4, 3а, 3б, 6, 5а | КТП | Описание ЕТП изготовления МПП |
МК по ГОСТ 3.1118, формы 2, 1a, 1б, 4, 3а, 3б, 6, 5а | КТТП | Описание типового технологического процесса (ТТП) изготовления фотошаблонов, ОПП, ДПП и МПП |
Карта типового (группового) технологического процесса (КТТП) по ГОСТ 3.1121, формы 1, 1a | ||
КТТП по ГОСТ 3.1408, формы 1, 1a | КТТП | Описание ТТП химической и гальванической металлизации |
МК по ГОСТ 3.1118, формы 2, 1a, 1б, 4, 3а, 3б, 6, 5а | ОК | Описание операций ЕТП изготовления фотошаблонов, ОПП, ДПП и МПП |
Операционная карта (OK) по ГОСТ 3.1404, формы 2, 2а, 3 | ОК | Описание операций обработки контура печатных плат и обработки отверстий ЕТП изготовления ОПП, ДПП и МПП |
МК по ГОСТ 3.1118, формы 2, 1a, 1б, 4, 3а, 3б, 6, 5а | КТО | Описание операций ТТП изготовления фотошаблонов ОПП, ДПП и МПП |
КТТП по ГОСТ 3.1121, формы 1, 1a | ||
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу (операции) (ВТП или ВТО) по ГОСТ 3.1121, формы 2, 2а, 3, 3а, 4, 4а, 5, 5а, 6, 6а, 7, 7а | ВТП, ВТО | Указание переменной информации к типовому технологическому процессу (операции) изготовления фотошаблонов, ОПП, ДПП и МПП по каждому изделию |
ВТП или ВТО по ГОСТ 3.1408, формы 3, 3а | ВТП, ВТО | Указание переменной информации к типовому (групповому) технологическому процессу (операции) химической или гальванической металлизации по каждому изделию |
Технологическая инструкция (ТИ) по ГОСТ 3.1105, формы 5, 5а | ТИ | Описание технологических процессов (операций) изготовления фотошаблонов, ОПП, ДПП и МПП при условии применения МК или КТП (КТТП) в качестве сводного документа, в котором указан полный состав технологических операций, описанных в ТИ Описание технологических процессов (операций) приготовления различных смесей, растворов, применяемых при изготовлении фотошаблонов, ОПП, ДПП и МПП Описание действий, связанных с наладкой оборудования, применяемого при изготовлении фотошаблонов, ОПП, ДПП и МПП |
МК по ГОСТ 3.1118, формы 2, 1a, 1б, 4, 3а, 3б, 6, 5а | КТИ | Указание дополнительной информации, необходимой для выполнения технологических процессов или отдельных операций изготовления фотошаблонов, ОПП, ДПП и МПП по каждому изделию. Допускается указывать в КТИ переменную информацию к типовому (групповому) технологическому процессу (операции). В этом случае ВТП (ВТО) не разрабатывается |
Ведомость удельных норм расхода материалов (ВУН) по ГОСТ 3.1123, формы 4, 4а, 5, 5а | ВУН | Запись удельных норм расхода материалов на единицу поверхности основного материала |
Карта эскизов (КЭ) по ГОСТ 3.1105, формы 6, 6а, 7, 7а, 8, 8а | КЭ | Для графических изображений фотошаблонов, ОПП, ДПП и МПП (их фрагментов), поясняющих выполнение технологического процесса (операции) их изготовления. Допускается применение других форм КЭ |
Комплектовочная карта (КК) по ГОСТ 3.1123, формы 6, 6а, 7, 7а | КК | Указание применяемых при изготовлении фотошаблонов, ОПП, ДПП вспомогательных материалов. Указание комплектующих печатных плат (ПП), имеющих самостоятельное обозначение, входящих в МПП, применяемой арматуры переходов. Указание применяемых при изготовлении МПП основных, прокладочных и вспомогательных материалов |
Примечания:
1. Применение документов других видов, установленных ГОСТ 3.1102, определяется на уровне отрасли или предприятием (организацией) - разработчиком технологической документации.
2. Выбор соответствующих видов и форм документов осуществляет разработчик технологической документации.
4. Общие требования к комплектности документов и правила оформления комплектов документов в зависимости от организации производства:
- на единичные технологические процессы - по ГОСТ 3.1119;
- на типовые и групповые технологические процессы - по ГОСТ 3.1121.
5. Общие правила отражения и оформления требований безопасности труда - по ГОСТ 3.1120.
6. Наименования операций технологических процессов следует выполнять в соответствии с Классификатором технологических операций машиностроения и приборостроения 1 85 151.
Содержание технологических переходов следует записывать в соответствии с Классификатором технологических переходов машиностроения и приборостроения 1 89 187.
Примечание. При отсутствии в классификаторах необходимой информации по записи наименований операций и содержания переходов, следует использовать терминологию, установленную в государственных стандартах и другой нормативно-технической документации, утвержденной в установленном порядке.
7. При использовании форм МК по ГОСТ 3.1118 в качестве документов других видов, в графе 28 блока Б6 основной надписи по ГОСТ 3.1103 проставляют через дробь условное обозначение документа соответствующего вида, функции которого выполняет МК, например, МК/КТП, МК/КТТП, МК/ОК и т.п.
8. Состав информации, размещаемой на строках со служебными символами, и порядок расположения символов - по ГОСТ 3.1118 и ГОСТ 3.1121.
9. Запись содержания операции (перехода) с привязкой к служебному символу "О" выполняют по всей длине строки, учитывая возможность переноса информации на последующие строки.
В содержание операции (перехода) допускается включать дополнительную информацию, связанную с выполнением данной операции (перехода). Необходимость и целесообразность включения этой информации определяет разработчик документации.
10. Последовательность и порядок записи информации о технологической оснастке с привязкой к служебному символу "Т" по ГОСТ 3.1118.
10.1. При записи данных о применяемой при изготовлении МПП пресс-форме после кода (обозначения) и наименования допускается указывать в скобках необходимую информацию о ее конструктивных особенностях: тип, число мест, массу и т.д. Состав необходимой информации определяет разработчик документации.
11. Запись информации по вспомогательным материалам, применяемым при изготовлении фотошаблонов, ОПП, ДПП, информации по комплектующим ПП, арматуре переходов, входящих в МПП, и применяемым при изготовлении МПП основным, прокладочным и вспомогательным материалам следует выполнять в формах МК (КТТП) или в КК в строках со служебными символами "К/М" или "Л/М" и "Н/М". Допускается вводить строки с данными служебными символами в формы 1 и 5 или 3 МК соответственно.
Форму документа для внесения указанной информации выбирает разработчик документации.
11.1. При изготовлении МПП запись информации выполняют в следующей последовательности:
- информация о комплектующих ПП, входящих в слои МПП и имеющих самостоятельное обозначение (символы "К" или "Л" и "Н");
- информация о применяемой арматуре переходов (символы "К" или "Л" и "Н");
- информация об основных материалах (символ "М");
- информация о прокладочных материалах при прессовании (символ "М");
- информация о вспомогательных материалах (символ "М").
Запись каждой информации проводят в порядке перечисления по тексту операции на отдельных строках.
Примечания:
1. ПП, входящие в слои МПП и не имеющие самостоятельного обозначения, указывают как основные материалы.
2. Прокладочные материалы между слоями МПП указывают как основные материалы.
12. Параметры технологических режимов указывают в строке со служебным символом "Р". Количество наименований параметров режимов и последовательность их записи устанавливается на уровне отрасли или предприятием (организацией) - разработчиком технологической документации.
12.1. Внесение строки со служебным символом "Р" в бланки форм МК следует выполнять после имеющихся в формах строк по ГОСТ 3.1118.
12.2. Размеры граф, входящих в строки со служебным символом "Р", устанавливают, по возможности, таким образом, чтобы вертикальные линии, разделяющие графы, совпадали с имеющимися в строках с другими служебными символами.
12.3. Запись информации по режимам с привязкой к служебному символу "Р" проводят после записи содержания операции (перехода) и записи информации о применяемой в операции (переходе) технологической оснастке.
12.4. Размерность параметров режимов указывают в заголовке графы или непосредственно при записи параметров режимов. Допускается при записи общепринятых параметров режимов их размерность не указывать, если это не вызывает разночтений.
12.5. Допускается указывать технологические режимы в тексте содержания операции (перехода) без привязки к служебному символу "Р".
13. При применении форм МК/ОК запись информации в графах со служебными символами "А", "Б", "К/М" или "В", "Г", "Д", "Е", "Л/М", "Н/М" следует выполнять по ГОСТ 3.1118 с учетом следующих дополнений.
13.1. Графы 6 и 21-30 в строках со служебными символами "Б" или "Е" не заполнять.
13.2. Допускается вместо граф "Тп.з." и " Тшт." вносить информацию по вспомогательному времени "Тв" и основному времени "То" соответственно. Данную информацию вносят в строку со служебным символом "О" в каждом переходе после описания содержания перехода.
14. При описании технологических процессов изготовления фотошаблонов в формах МК или КТП для ЕТП и в формах КТТП или ВТП (ВТО) для ТТП следует вносить информацию, специфичную для изготовления фотошаблонов. Данную информацию вносят в виде блока информации со служебным символом "И" в заголовок формы документа последними строками или в виде текстовой записи. Текстовую запись вносят перед строкой с наименованием первой выполняемой операции.
Примерный состав блока информации приведен в табл.2 приложения 1.
15. Примеры заполнения форм документов приведены в приложении 2.
Данные примеры не следует рассматривать как техническое решение.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ПРИМЕРНЫЙ СОСТАВ БЛОКА ИНФОРМАЦИИ
Таблица 2
И | Мет. изг. | Кол. сл. | Сл. | Н. наб. д-м | Код прог. | Изобр. | Вр. пр. |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Графы блока информации заполняются в соответствии с табл.3.
Таблица 3
Номер графы | Наименование графы | Содержание графы |
1 | - | Обозначение служебного символа и порядковый номер строки |
2 | Мет изг. | Метод изготовления фотошаблона |
3 | Кол. сл. | Количество слоев (для многослойных печатных плат) |
4 | Сл. | Номер слоя многослойной печатной платы |
5 | Н. наб. д-м | Номер набора диафрагм |
6 | Код прог. | Код программы |
7 | Изобр. | Вид изображения (прямое, зеркальное) |
8 | Вр. пр. | Время прогона программы |
Примечание. Сокращения наименований граф даны исходя из размеров граф формы 3 МК. В зависимости от выбранных форм документов и размеров имеющихся в них граф предприятие (организация) - разработчик технологической документации может применять другие сокращения наименований граф.
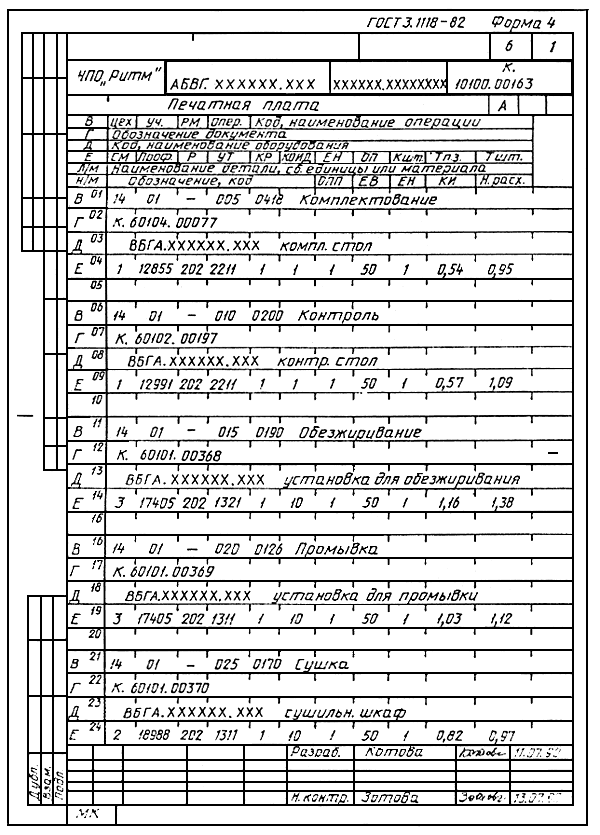
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ ОФОРМЛЕНИЯ ДОКУМЕНТОВ
Пример оформления МК, выполняющей роль сводного документа, технологического процесса изготовления ОПП
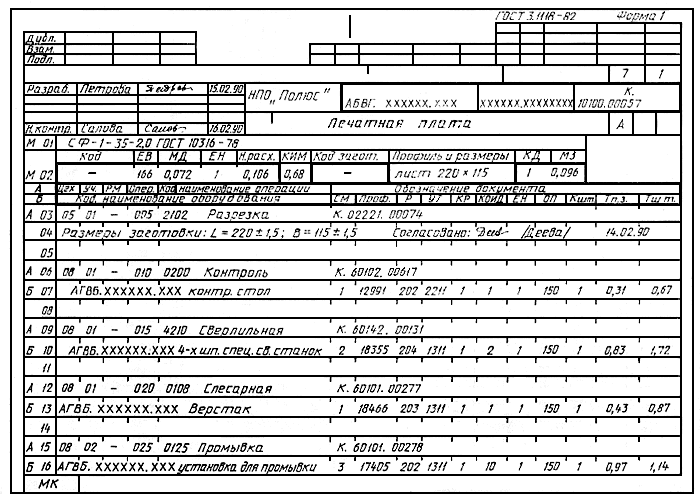
Пример оформления МК, выполняющей роль сводного документа, единичного технологического процесса изготовления ОПП
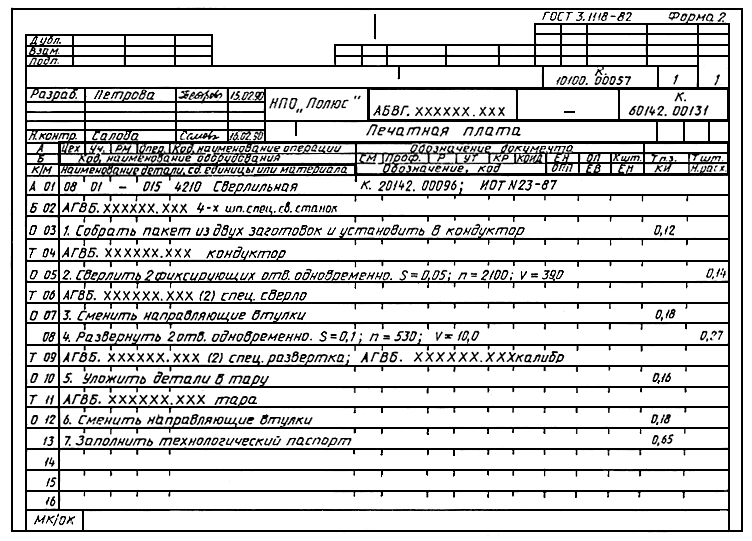
Пример оформления МК/ОК
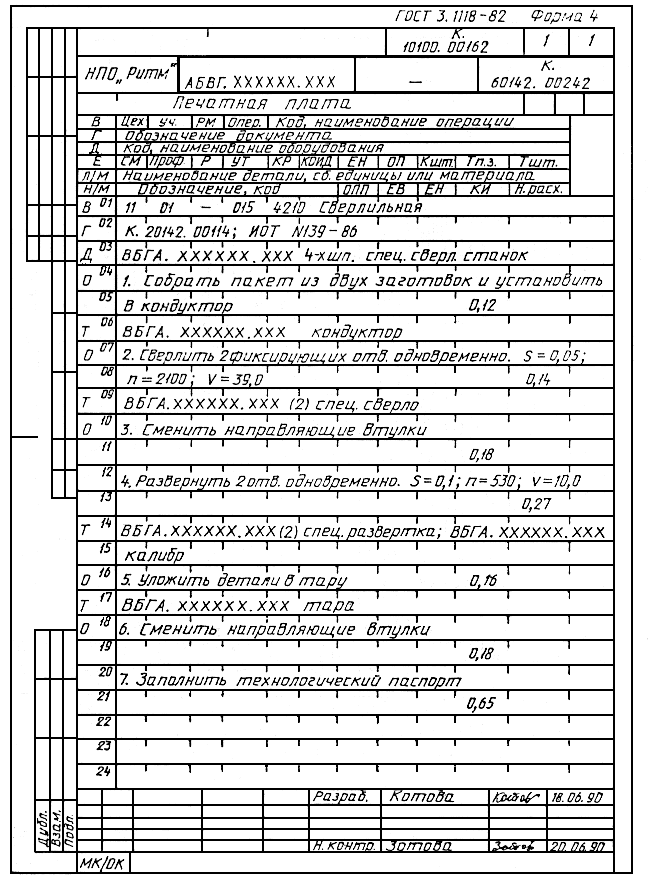
Пример оформления МК/ОК
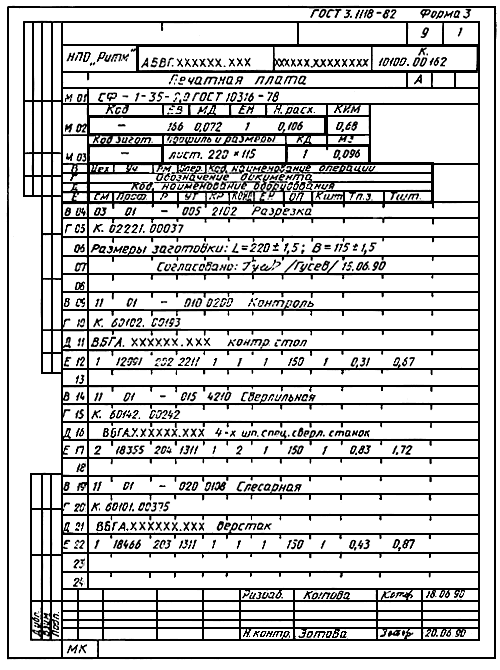
Пример оформления МК, выполняющей роль сводного документа, единичного технологического процесса изготовления МПП
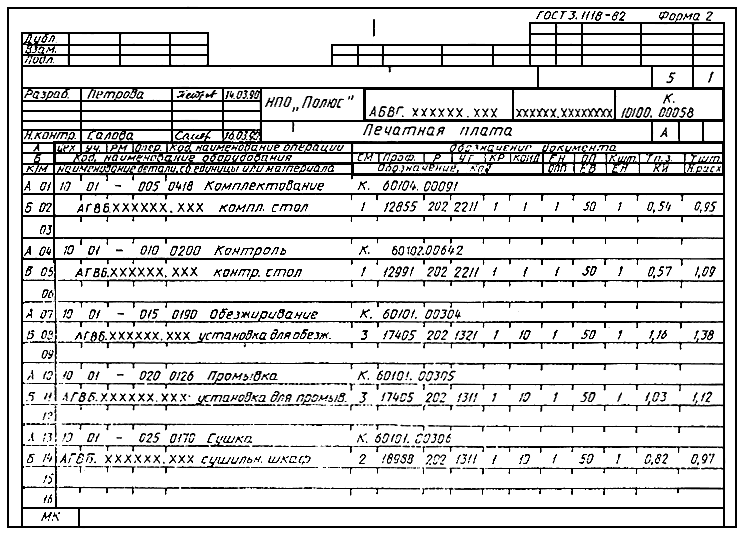
Пример оформления МК, выполняющей роль сводного документа, единичного технологического процесса изготовления МПП
Электронный текст документа
и сверен по:
Единая система технологической
документации: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}