ГОСТ 31993-2013
(ISO 2808:2007)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЕРИАЛЫ ЛАКОКРАСОЧНЫЕ
Определение толщины покрытия
Paint materials. Determination of film thickness
МКС 87.040
Дата введения 2014-08-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 195 "Материалы лакокрасочные", ОАО "Научно-производственная фирма "Спектр ЛК"
2 ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 7 июня 2013 г. N 43-2013)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка*. ИУС N 3-2016).
_________________________
* См. ярлык "Примечания".
4 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 2808:2007* Paints, and varnishes - Determination of film thickness (Краски и лаки. Определение толщины пленки). В стандарт включены только наиболее часто используемые методы определения толщины высушенного покрытия: механический метод (по разности в толщине) 4А; магнитные методы 7А, 7С, 7D.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Дополнительные слова, фразы, включенные в текст настоящего стандарта для учета потребностей национальной экономики и особенностей национальной стандартизации, выделены курсивом*.
________________
* В оригинале обозначения и номера стандартов и нормативных документов приводятся обычным шрифтом. - .
В стандарт внесены раздел 3 и дополнительные приложения ДА и ДБ, которые выделены одиночной вертикальной полужирной линией на полях слева (четные страницы) и справа (нечетные страницы).
Настоящий стандарт подготовлен на основе ГОСТ Р 51694-2000 (ИСО 2808:1997) с учетом требований ИСО 2808:2007.
Международный стандарт разработан Комитетом по стандартизации ТС 35 "Paints and vanishes".
Перевод с английского языка (en).
Степень соответствия - модифицированная (MOD)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 13 августа 2013 г. N 484-ст* межгосударственный стандарт ГОСТ 31993-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 августа 2014 г.
________________
* Вероятно, ошибка оригинала. Следует читать: Приказом Федерального агентства по техническому регулированию и метрологии от 14 августа 2013 г. N 484-ст. - .
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Июль 2014 г.
ВНЕСЕНА поправка, опубликованная в ИУС N 3, 2016 год
Поправка внесена изготовителем базы данных
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
1 Область применения
Настоящий стандарт устанавливает методы определения толщины высушенных лакокрасочных покрытий (далее - покрытий), нанесенных на окрашиваемую поверхность.
Настоящий стандарт применяется для определения толщины покрытий следующими методами:
механический метод: 4А - по разности в толщине;
магнитные методы:
7А - метод отрыва постоянного магнита,
7С - метод магнитной индукции,
7D - метод вихревых токов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 8832-76 (ИСО 1514-84) Материалы лакокрасочные. Методы получения лакокрасочного покрытия для испытания
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальный стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяют в части, не затрагивающей эту ссылку.
3 Необходимая дополнительная информация Для каждого конкретного метода измерений, указанного в настоящем стандарте, необходима следующая дополнительная информация: a) окрашиваемая поверхность - материал, толщина, предварительная обработка; b) метод нанесения лакокрасочного материала на окрашиваемую поверхность и указание количества слоев - однослойное покрытие или многослойная лакокрасочная система; c) продолжительность и условия сушки (естественная или горячая), старение покрытия (если имеет место) перед измерением; d) количество измерений, при необходимости; f) метод измерения. Примечание - Необходимая информация может быть предметом согласования между заинтересованными сторонами, может быть получена частично или полностью из настоящего стандарта, международного стандарта, межгосударственного или национального стандарта или других документов, относящихся к лакокрасочному материалу, подвергаемому испытанию. |
4 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
4.1 толщина покрытия: Расстояние между поверхностью покрытия и окрашиваемой поверхностью.
4.2 площадь испытания: Часть площади окрашенной поверхности, в пределах которой проводят согласованное число однократных измерений.
4.3 точка измерения: Место, в котором проводят однократное измерение.
4.4 средняя толщина: Среднеарифметическое значение результатов определенного количества однократных измерений толщины, равномерно распределенных на площади испытания.
5 Измерение толщины покрытия приборами, использующими механический контакт
5.1 Область применения
Метод измерения толщины покрытия приборами, использующими механический контакт, пригодны для всех сочетаний покрытие-подложка.
Настоящий метод пригоден для измерения толщины покрытия на плоских окрашенных поверхностях и плоских изделиях, а также изделиях круглого сечения (например, проволоке, трубах).
5.2 Общие положения
Измерения проводят на покрытиях, которые могут выдержать действие зажимных элементов микрометра или наконечника датчика индикатора с круговой шкалой без образования видимых повреждений, чтобы исключить ошибки.
Микрометр или индикатор с круговой шкалой используют для измерения толщины покрытия по разности между суммарной толщиной (окрашиваемая поверхность + покрытие) и толщиной окрашиваемой поверхности.
Существуют два способа определения толщины покрытия:
а) метод разрушающего контроля - измерения проводят до и после удаления покрытия с окрашиваемой поверхности.
Сначала на определенной площади испытания измеряют суммарную толщину, затем, после того как покрытие на данной площади удалено с помощью растворителя, смывки или механически (только для определения толщины покрытия, нанесенного на стекло), измеряют толщину окрашиваемой поверхности;
б) метод неразрушающего контроля - измерения проводят до и после нанесения покрытия.
Сначала измеряют толщину окрашиваемой поверхности, а затем суммарную толщину окрашиваемой поверхности с покрытием на той же площади.
Примечание - Метод неразрушающего контроля является предпочтительным при использовании в качестве окрашиваемой поверхности пластмассы.
Используют микрометр и индикатор с круговой шкалой таким образом, чтобы сторона образца с покрытием или сторона окрашиваемой поверхности до нанесения на нее покрытия была обращена к измерительному стержню микрометра или наконечнику датчика индикатора.
Все поверхности (покрытие, окрашиваемая поверхность с обеих сторон), которые контактируют с измерительным прибором, должны быть чистыми.
5.3 Метод 4А
5.3.1 Измерение толщины покрытия с помощью микрометра
5.3.1.1 Аппаратура
Любой микрометр с точностью измерения до 5 мкм. Он должен быть оснащен храповым механизмом (трещеткой) для ограничения усилия, оказываемого измерительным стержнем на поверхность покрытия во время испытания.
Микрометр может быть "ручным" или закрепленным на стойке, в этом случае головка микрометра с плоской измерительной поверхностью крепится на жесткой подставке с плоской опорной плитой таким образом, чтобы можно было регулировать ее высоту. Измерительная поверхность должна располагаться параллельно верхней части опорной плиты.
5.3.1.2 Проведение испытаний
5.3.1.2.1 Выбирают точки, в которых должны быть проведены измерения. Точки измерения не должны иметь дефектов поверхности и должны быть расположены на расстоянии не менее 20 мм от края покрытия и приблизительно 50 мм друг от друга, если нет других указаний.
При работе с большими окрашенными поверхностями количество точек измерения и их расположение на поверхности должно быть таким, чтобы получить достоверные данные, характеризующие толщину покрытия на всей окрашенной площади.
Вокруг каждой точки измерения легким нажимом мягкого карандаша очерчивают окружность диаметром приблизительно 10 мм и ставят рядом порядковый номер.
5.3.1.2.2 Окрашенный образец (далее - образец) закрепляют так, чтобы все испытуемые точки были доступны для измерения микрометром (5.3.1.1).
5.3.1.2.3 Микрометр располагают так, чтобы пятка микрометра находилась в соприкосновении с обратной стороной измеряемого образца непосредственно под первой точкой измерения. Медленно вращая барабан винта микрометра, перемещают измерительный стержень к точке измерения до отказа, при этом измерительный стержень далее не двигается при повороте трещетки.
Отмечают показания микрометра. Записывают результаты измерений в протокол вместе с номером точки измерения.
Ослабляют зажимы, снимают микрометр и повторяют процедуру в следующей точке измерения.
5.3.1.2.4 Осторожно удаляют покрытие в пределах очерченной окружности в каждой точке измерения с помощью соответствующего растворителя, смывки или механическим способом (если покрытие нанесено на стекло), стараясь при этом не стереть номер. Для этого испытуемый участок закрывают круглым кусочком фильтровальной бумаги, на который наносят несколько капель растворителя или смывки.
Измеряют толщину окрашиваемой поверхности, повторив процедуры по 5.3.1.2.2 и 5.3.1.2.3 для каждой точки измерения (метод разрушающего контроля).
Примечание - Толщину окрашиваемой поверхности можно измерить до окрашивания, чтобы потом не нарушать целостности покрытия.
Затем после получения покрытия измеряют толщину (окрашиваемой поверхности с покрытием) в соответствии с 5.3.1.2.2 и 5.3.1.2.3 для каждой точки измерения (метод неразрушающего контроля).
5.3.1.3 Обработка результатов
5.3.1.3.1 Определяют толщину покрытия в каждой точке измерения путем вычитания значений, полученных при измерении толщины окрашиваемой поверхности, из значений, полученных при измерении толщины окрашиваемой поверхности с покрытием.
5.3.1.3.2 Вычисляют среднеарифметическое значение толщины покрытия испытуемого образца с точностью не более 5 мкм (в зависимости от точности микрометра).
5.3.2 Определение толщины покрытия с помощью многооборотного индикатора с круговой шкалой
5.3.2.1 Аппаратура
Механические индикаторы с круговой шкалой с точностью измерения до 5 мкм, электронные индикаторы с круговой шкалой - до 1 мкм или выше.
Индикатор должен быть оснащен устройством подъема измерительного наконечника.
Конфигурацию наконечника датчика выбирают в зависимости от твердости покрытия, толщина которого подлежит измерению (сферическая - для твердых покрытий, плоская - для мягких).
Индикатор с круговой шкалой может быть прикреплен к стойке (рисунок 1). При использовании плоского датчика поверхность измерения должна располагаться параллельно верхней части опорной плиты.
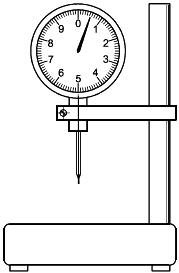
Рисунок 1 - Индикатор с круговой шкалой, фиксированный на стойке
"Ручной" индикатор с круговой шкалой должен иметь ручной захват. Устройство для подъема плунжера должно иметь конфигурацию, обеспечивающую работу с индикатором одной рукой. Сменный наконечник упора должен располагаться напротив измерительного наконечника датчика.
5.3.2.2 Проведение испытаний
Выбирают точки, в которых должны быть проведены измерения.
Точки измерения не должны иметь дефектов поверхности и должны быть расположены на расстоянии не менее 20 мм от края покрытия и приблизительно 50 мм друг от друга, если нет других указаний.
При работе с большими окрашенными поверхностями количество точек измерения и их расположение на поверхности должно быть таким, чтобы получить достоверные данные, характеризующие толщину покрытия на всей окрашенной площади.
Вокруг каждой точки измерения легким нажимом мягкого карандаша очерчивают окружность диаметром приблизительно 10 мм и ставят рядом порядковый номер.
5.3.2.3 Устанавливают индикатор вертикально на образец так, чтобы измерительный стержень оказался над центром первой точки измерения.
В случае использования прибора, закрепленного на стойке, образец помещают на опорную плиту.
Осторожно опускают измерительный стержень до плотного соприкосновения с покрытием. Записывают в протокол испытаний показания индикатора и номер точки измерения. Повторяют процедуру в следующей точке измерения.
5.3.2.4 Осторожно удаляют покрытие в пределах очерченной окружности в каждой точке измерения с помощью соответствующего растворителя, смывки или механическим способом (в случае покрытий, нанесенных на стекло), стараясь при этом не стереть номер. Для этого испытуемый участок закрывают круглым кусочком фильтровальной бумаги, на который наносят несколько капель растворителя или смывки.
Измеряют толщину окрашиваемой поверхности, повторив процедуру по 5.3.2.3 для каждой точки измерения (метод разрушающего контроля).
Примечание - Толщину окрашиваемой поверхности можно измерить до окрашивания, чтобы потом не нарушать целостность покрытия.
Затем после получения покрытия измеряют его толщину (окрашиваемая поверхность с покрытием) в соответствии с 5.3.2.3 для каждой точки измерения (метод неразрушающего контроля).
Обработка результатов
5.3.2.5 Определяют толщину покрытия в каждой точке измерения путем вычитания значений, полученных при измерении толщины окрашиваемой поверхности, из значений, полученных при измерении толщины окрашиваемой поверхности с покрытием.
5.3.2.6 Вычисляют среднеарифметическое значение толщины покрытия испытуемого образца с точностью 2-5 мкм в зависимости от используемого прибора.
6 Магнитные методы
6.1 Область применения
Магнитные методы относятся к разряду методов неразрушающего контроля и используются для определения толщины немагнитных покрытий на металлических окрашиваемых поверхностях (пластинках для испытаний и изделиях).
Толщина покрытия определяется взаимодействием магнитного поля с металлической окрашиваемой поверхностью.
Толщина покрытия определяется усилием, необходимым для отрыва магнита от покрытия (метод 7А), или изменением магнитного поля (методы 7С и 7D).
Пластинки для испытаний для методов 7А и 7С должны быть из ферромагнитного металла, для метода 7D - из неферромагнитного.
6.2 Общие положения
На магнитное поле, создаваемое прибором, могут влиять следующие факторы:
- геометрия окрашиваемой поверхности (размеры, кривизна и толщина);
- свойства материала окрашиваемой поверхности, например, проницаемость, проводимость и свойства, обусловленные какой-либо предварительной обработкой;
- шероховатость окрашиваемой поверхности;
- другие магнитные поля (остаточный магнетизм подложки и внешние магнитные поля) (приложения ДА и ДБ).
6.3 Магнитные методы 7А и 7С
Методы 7А и 7С используют для измерения немагнитных покрытий, нанесенных на металлические окрашиваемые поверхности, обладающие магнитными свойствами.
6.3.1 Аппаратура
6.3.1.1 Метод 7А - метод отрыва постоянного магнита
Приборы, используемые в этом методе, измеряют магнитное притяжение между постоянным магнитом и окрашиваемой поверхностью, при этом толщина покрытия влияет на величину магнитного притяжения (рисунок 2а, b).
Примечание - Прибор, показанный на рисунке 2а, может быть использован в любом положении. Прибор, показанный на рисунке 2b, предназначен для использования в вертикальном положении из-за влияния силы тяжести на результат измерения
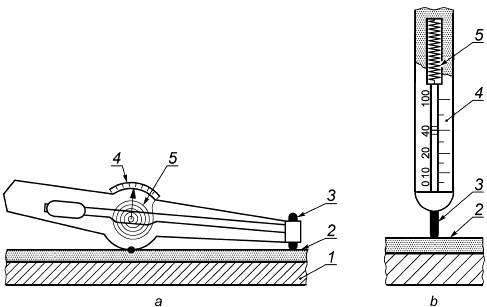
1 - окрашиваемая поверхность; 2 - покрытие; 3 - магнит; 4 - шкала; 5 - пружина
Рисунок 2 - Приборы для определения толщины покрытия методом отрыва постоянного магнита
6.3.1.2 Метод 7С - метод магнитной индукции
Приборы, используемые в этом методе, измеряют изменение магнитного потока, проходящего через покрытие и окрашиваемую поверхность (рисунок 3). Низкочастотное (НЧ, например, от 60 до 400 Гц) переменное электромагнитное поле генерируется электромагнитом.
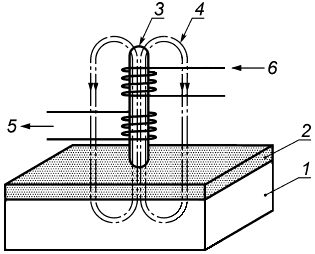
1 - окрашиваемая поверхность; 2 - покрытие; 3 - ферромагнитный сердечник; 4 - переменное магнитное поле (НЧ); 5 - сигнал измерения; 6 - ток
Рисунок 3 - Принцип индикатора магнитной индукции
6.3.2 Калибровка приборов
6.3.2.1 Перед работой каждый прибор должен быть откалиброван в соответствии с инструкцией по применению с использованием калибровочных эталонов.
Для приборов, которые не могут быть откалиброваны, определяют отклонение от номинального значения путем сравнения с калибровочными эталонами и учитывают это отклонение для всех измерений.
В процессе проведения измерений калибровку следует проводить через короткие промежутки времени.
6.3.2.2 Калибровочные эталоны
Используют калибровочные эталоны известной и одинаковой толщины в виде пленки или пластинок или окрашенные эталоны с указанными на них значениями толщины, поверенными в соответствии с действующими государственными эталонами.
Калибровочную пленку обычно изготовляют из полимерных материалов, подходящих для этого назначения. Во время измерений такие эталоны подвергаются деформации, и поэтому их следует часто менять.
Поверхностные и магнитные характеристики металла окрашенных калибровочных эталонов должны быть аналогичными показателям металлических пластинок для испытаний.
Толщина пластинки для испытаний и калибровочного эталона должна быть одинаковой, если не превышено критическое значение, указанное в 6.4.2.
6.4 Проведение испытаний
6.4.1 Общие положения
При эксплуатации приборов необходимо следовать инструкциям предприятий-изготовителей. Проверяют калибровку прибора (6.3) перед каждым его использованием и через короткие интервалы (не менее одного раза в час) для обеспечения точности измерений.
6.4.2 Толщина пластинки для испытаний
Для каждого прибора существует критическое значение толщины пластинки для испытаний, выше которого увеличение ее толщины уже не влияет на результат измерений.
Проверяют, превышает ли толщина пластинки для испытаний критическое значение. Если результат отрицательный, калибруют прибор с помощью калибровочного эталона такой же толщины и с такими же магнитными свойствами, как у пластинки для испытаний.
6.4.3 Количество измерений
Учитывая обычный разброс показаний, необходимо проводить несколько измерений на каждой площади испытания (например, три измерения), чтобы получить толщину как среднеарифметическое значение ряда измерений. Количество и распределение площадей испытаний должны быть согласованы заинтересованными сторонами.
6.4.4 Методы испытаний
6.4.4.1 Метод 7А
Помещают прибор магнитом на покрытие. Отрывают магнит от покрытия в направлении перпендикулярном к поверхности покрытия.
Толщину покрытия вычисляют по силе, требуемой для отрыва магнита от образца.
6.4.4.2 Метод 7С
Помещают прибор на покрытие таким образом, чтобы он располагался перпендикулярно к поверхности покрытия.
6.4.5 Обработка результатов
Записывают показания прибора в каждой точке измерения (согласованного количества однократных измерений).
Вычисляют среднеарифметическое значение толщины покрытия испытуемого образца.
6.4.6 Метод 7D - метод вихревых токов (токи Фуко)
6.4.6.1 Общие положения
С помощью этого метода, относящегося к разряду методов неразрушающего контроля, можно определять толщину непроводящих покрытий на немагнитных металлических окрашиваемых поверхностях.
6.4.6.2 Аппаратура
Прибор содержит электромагнит для определения толщины покрытия по изменению магнитного поля, вызванного вихревыми токами в электропроводящей окрашиваемой поверхности (рисунок 4). Высокочастотное (ВЧ, например от 0,1 до 30 Гц) переменное электромагнитное поле генерируется электромагнитом.
Приборы с токами Фуко работают по принципу образования в системе датчика прибора высокочастотного электромагнитного поля, вызванного вихревыми токами в электропроводящей окрашиваемой поверхности, на которой расположен датчик. Амплитуда и фаза этих токов соответствует толщине токонепроводящего покрытия, расположенного между проводником и датчиком.
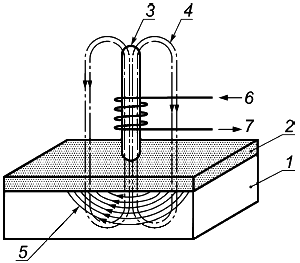
1 - окрашиваемая поверхность; 2 - покрытие; 3 - ферритный сердечник; 4 - переменное магнитное поле (ВЧ); 5 - вихревые токи; 6 - ток; 7 - сигнал измерения
Рисунок 4 - Принцип индикатора вихревых токов
6.4.6.3 Калибровка приборов
6.4.6.3.1 Общие положения
Перед работой каждый прибор должен быть откалиброван в соответствии с инструкцией по применению предприятия-изготовителя с использованием калибровочных эталонов.
В процессе измерений калибровку проверяют через короткие интервалы.
6.4.6.3.2 Калибровочные эталоны
Используют калибровочные эталоны известной и одинаковой толщины в виде пленки или пластинок или окрашенные эталоны с указанными на них значениями толщины, поверенными в соответствии с действующими государственными эталонами.
Калибровочную пленку обычно изготовляют из подходящих для этого назначения полимерных материалов. Поскольку во время измерений такие эталоны подвергаются деформации, их следует часто менять.
Окрашенные эталоны состоят из токонепроводящих покрытий известной и одинаковой толщины с хорошей адгезией к окрашиваемой поверхности.
6.4.6.4 Проведение испытаний
6.4.6.4.1 Общие положения
При эксплуатации приборов необходимо следовать инструкциям предприятий-изготовителей. Проверяют калибровку прибора (6.4.6.3) перед каждым использованием и через короткие интервалы (не менее одного раза в час), чтобы обеспечить точность измерений.
6.4.6.4.2 Количество измерений
Учитывая обычный разброс показаний, необходимо проводить несколько измерений на каждой площади испытаний. Количество измерений и площади испытаний должны быть согласованы заинтересованными сторонами.
6.4.6.5 Обработка результатов
Записывают показания прибора в каждой точке измерения (согласованного количества однократных измерений).
Вычисляют среднеарифметическое значение толщины покрытия испытуемого образца.
7 Прецизионность
Прецизионность методов настоящего стандарта представлена в приложении А.
8 Протокол испытаний
Протокол испытаний должен содержать:
а) сведения о лакокрасочном материале, из которого изготовлено покрытие, подлежащее измерению;
b) ссылку на настоящий стандарт или другой документ, содержащий информацию по разделу 3;
c) используемый метод;
d) результат измерения (отдельные значения толщины и ее среднее значение со стандартным отклонением; можно указать отдельные значения толщины вместе с минимальными и максимальными значениями);
e) любое отклонение от стандартной процедуры;
f) любые необычные явления (аномалии), наблюдаемые во время испытания;
g) дату проведения испытаний.
Приложение А
(справочное)
Характеристика методов определения толщины покрытия
Таблица А.1 - Определение толщины высушенного покрытия
Принцип | Метод | Окраши- | Область применения | Стандарт | Точность/ прецизионность | ||
Механический | 4А - измерение толщины микрометром/ индикатором с круговой шкалой | nd/d | с | l | ASTM D 1005, | Механический: нижний предел - 5 мкм. | |
Магнитный | 7А - метод отрыва магнита | nd | с | l/p/f | ISO 2178 | Систематическая погрешность - ±5 мкм. | |
7В - метод магнитной индукции | nd | с | l/p/f | ISO 2178 | Систематическая погрешность - ±2 мкм. | ||
7D - метод вихревых токов | nd | с | l/p/f | ISO 2360 | Систематическая погрешность - ±2 мкм. | ||
| |||||||
| |||||||
l/p/f - применим в лаборатораторных, производственный и полевых условиях. | |||||||
| |||||||
| |||||||
| |||||||
Приложение ДА
(справочное)
Факторы, влияющие на точность измерения толщины немагнитного покрытия, нанесенного на металлические окрашиваемые поверхности, обладающие магнитными свойствами. Магнитный метод ДА.1 Факторы, влияющие на точность измерения ДА.1.1 Толщина покрытия Точность измерения изменяется с толщиной покрытия и зависит от конструкции прибора. Для тонких покрытий - точность постоянная и не зависит от толщины. Для толстых покрытий - точность приблизительно постоянная. ДА.1.2 Краевой эффект Чувствительность методов зависит от изменения контура поверхности покрытия. Измерения необходимо проводить на расстоянии не менее 20 мм от края образца. ДА.1.3 Толщина пластинок Для каждого прибора существует толщина пластинок, выше которой увеличение толщины не влияет на точность измерения. Так как критическая толщина зависит от датчика прибора и природы пластинки, ее значение определяют экспериментально с помощью калибровочного эталона такой же толщины и с такими же магнитными свойствами, как у пластинки для испытаний, если она не оговорена в рекомендации по использованию данного прибора. ДА.1.4 Кривизна На результат измерения оказывает влияние кривизна поверхности испытуемого образца. Влияние кривизны поверхности на точность измерения зависит в большей степени от модели и типа прибора, но всегда увеличивается с уменьшением радиуса кривизны. Приборы с двухполюсными датчиками могут давать разные показания, если их полюса в плоскостях параллельны или перпендикулярны к оси цилиндрической поверхности. Подобный эффект можно получить и с однополюсным датчиком с неравномерно стертым наконечником. Измерения, проводимые на изогнутых испытуемых образцах, требуют специальной калибровки прибора, которая указана в рекомендациях по использованию данного прибора. ДА.1.5 Шероховатость поверхности Если результаты параллельных измерений на шероховатой поверхности по ГОСТ 2789 в пределах стандартного образца существенно различаются, необходимо число измерений увеличить до 5. ДА.1.6 Направление механической обработки поверхности (МОП) На измерения, проводимые на приборах, имеющих двухполюсный датчик или неравномерно изношенный однополюсный датчик, может оказывать влияние направление МОП (например, проката), при этом показания прибора меняются в зависимости от ориентации датчика на поверхности. ДА.1.7 Магнитные свойства пластинок (остаточный магнетизм) Магнитные свойства пластинок влияют на точность измерения толщины покрытия магнитным методом. При наличии остаточного магнетизма в основном металле необходимо при использовании двухполюсного прибора с постоянным магнитным полем проводить измерения в двух направлениях, отличающихся на 180°. Для того чтобы получить достоверные результаты, необходимо размагнитить испытуемый образец. ДА.1.8 Проводимость покрытия На показания магнитных приборов, работающих в частотах 200-2000 Гц, могут влиять вихревые токи, возникающие в толстых хорошо проводящих покрытиях. ДА.1.9 Давление датчика Так как датчик прибора оказывает постоянное, но довольно высокое давление на покрытие, но при этом не должна происходить деформация покрытия, даже если покрытие мягкое, то при испытании мягкого покрытия под датчик можно подкладывать фольгу известной толщины, толщину которой вычитают из результатов испытания. Фольгу необходимо использовать также при измерении толщины фосфатных покрытий. ДА.1.10 Направление датчика На показания приборов, работающих по принципу магнитного притяжения, влияет направление магнита по отношению к гравиметрическому полю земли. Работа датчика прибора с горизонтальной или вертикальной ориентацией требует дифференцированной калибровки. Без калибровки работа невозможна. ДА.1.11 Посторонние частицы Датчики приборов должны обеспечивать физический контакт с испытуемой поверхностью. Так как приборы чувствительны к инородным частицам, мешающим непосредственному контакту между датчиком и поверхностью покрытия, наконечник датчика следует проверять на чистоту. |
Приложение ДБ
(справочное)
Факторы, влияющие на точность измерения толщины покрытия, нанесенного на металлические окрашиваемые поверхности, не обладающие магнитными свойствами. Метод вихревых токов (токи Фуко) ДБ.1 Факторы, влияющие на точность измерения толщины покрытия ДБ.1.1 Толщина покрытия Точность измерения изменяется с толщиной покрытия и зависит от конструкции прибора. Для тонких покрытий - точность постоянная и не зависит от толщины. Для толстых покрытий - точность приблизительно постоянная. ДБ.1.2 Краевой эффект Приборы для измерения толщины токами Фуко чувствительны к резким изменениям конфигурации испытуемого образца. Поэтому измерения, проводимые близко к краю или выступу, требуют специальной калибровки прибора. ДБ.1.3 Толщина пластинки Для каждого прибора существует критическая толщина пластинки, выше которой увеличение толщины не влияет на измерения. Так как толщина пластинки и электропроводность влияют на точность измерения, значение критической толщины следует определять экспериментально, если она не указана изготовителем прибора. Для данной измеряемой частоты чем выше электропроводность пластинки, тем меньше ее критическая толщина. Чем выше измеряемая частота, тем меньше критическая толщина пластинки. ДБ.1.4 Кривизна На измерения влияет кривизна испытуемого образца. Влияние кривизны зависит от конструкции и типа прибора, всегда становится более четко выраженным с уменьшением радиуса кривизны на искривленных образцах и требует специальной калибровки прибора. ДБ.1.5 Шероховатость поверхности На измерения влияет шероховатость поверхности пластинки и покрытия. Шероховатость поверхности могут вызывать как систематические, так и случайные неточности, связанные с неоднородностью шероховатости. Неточности можно уменьшить проведением большого числа измерений. Каждое измерение проводят на различных участках. Если пластинка шероховатая, необходимо установить нулевое значение прибора в различных точках пластинки без покрытия. Если нет пластинки без покрытия, то покрытие с испытуемого образца следует снять растворителем (смывкой), который не повредит поверхность пластинки. ДБ.1.6 Электрические свойства пластинки На измерение толщины с помощью токов Фуко влияет электропроводность пластинки, которая зависит от химического состава и термической обработки. Влияние электропроводности на измерение зависит также от конструкции и типа прибора. ДБ.1.7 Давление датчика Давление, с которым накладывают датчик на испытуемый образец, влияет на показания прибора и поэтому его следует поддерживать постоянным. Этого можно достичь применением соответствующего зажимного приспособления. ДБ.1.8 Положение датчика Чувствительность прибора меняется с наклоном датчика, поэтому датчик всегда должен быть установлен перпендикулярно к испытуемой поверхности в точке измерения. Этого можно достичь применением соответствующего зажимного приспособления. ДБ.1.9 Температура датчика Так как колебания температуры влияют на характеристики датчика, то необходимо проводить измерения при температуре, при которой датчик был калиброван. ДБ.1.10 Посторонние частицы Измерение с помощью токов Фуко требует непосредственного контакта с измеряемой поверхностью, поэтому приборы чувствительны к посторонним частицам, которые препятствуют установлению прочного контакта между датчиком и поверхностью покрытия. Наконечник датчика следует проверять на чистоту. |
____________________________________________________________________________
УДК 667.64.001.4:006.354 МКС 87.040 MOD
Ключевые слова: лакокрасочные материалы, толщина лакокрасочных покрытий
_____________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}