ГОСТ Р 50.05.14-2019
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Система оценки соответствия в области использования атомной энергии
СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ОСНОВНЫХ МАТЕРИАЛОВ, СВАРНЫХ СОЕДИНЕНИЙ И НАПЛАВЛЕННЫХ ПОВЕРХНОСТЕЙ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АТОМНЫХ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК
Общие требования
Conformity assessment system for the use of nuclear energy. Accessories for ultrasonic testing of base materials (semiproducts), welded joints and cladded surfaces of equipment and piping of nuclear power installations. General requirements
ОКС 27.120.99
Дата введения 2019-08-01
Предисловие
1 РАЗРАБОТАН Государственной корпорацией по атомной энергии "Росатом" и Обществом с ограниченной ответственностью "Центр Аналитики и Консалтинга" (ООО "ЦАК")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 322 "Атомная техника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 мая 2019 г. N 187-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
1.1 Настоящий стандарт распространяется на средства контроля, используемые при оценке соответствия в форме ультразвукового контроля основных материалов (полуфабрикатов), сварных соединений и наплавленных поверхностей оборудования и трубопроводов атомных энергетических установок (АЭУ) и других элементов атомных станций (АС), выполненных в соответствии с требованиями федеральных норм и правил в области использования атомной энергии, устанавливающих:
- требования к устройству безопасной эксплуатации оборудования и трубопроводов АЭУ;
- требования к устройству и эксплуатации локализующих систем безопасности АС;
- требования к сварке и наплавке оборудования и трубопроводов АЭУ;
- правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже;
- правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов АС.
1.2 Настоящий стандарт устанавливает общие требования к средствам контроля, используемым при проведении ультразвукового контроля.
1.3 Настоящий стандарт предназначен для применения специалистами и организациями, непосредственно осуществляющими оценку соответствия металла оборудования и трубопроводов АЭУ и других элементов АС в форме ультразвукового контроля.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 17410 Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии
ГОСТ 21397 Контроль неразрушающий. Комплект стандартных образцов для ультразвукового контроля полуфабрикатов и изделий из алюминиевых сплавов. Технические условия
ГОСТ Р 50.05.15 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Термины и определения
ГОСТ Р 50.05.16 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Метрологическое обеспечение
ГОСТ Р 55614 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
ГОСТ Р 55725 Контроль неразрушающий. Преобразователи ультразвуковые пьезоэлектрические. Общие технические требования
ГОСТ Р 55809 Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы измерений основных параметров
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения. Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 50.05.15, а также следующие термины с соответствующими определениями:
3.1
средство измерений: Техническое средство, предназначенное для измерений и имеющее нормированные (установленные) метрологические характеристики. |
3.2
измерительный прибор: Средство измерений, предназначенное для выработки сигнала измерительной информации в форме, доступной для непосредственного восприятия. |
3.3 установка ультразвукового контроля: Совокупность средств для проведения ручного, механизированного, автоматизированного, автоматического ультразвукового контроля, включающая ультразвуковые приборы, комплект преобразователей, устройства перемещения преобразователей или объект контроля, программное обеспечение.
3.4
тип средства измерений: Совокупность средств измерений одного и того же назначения, основанных на одном и том же принципе действия, имеющих одинаковую конструкцию и изготовленных по одной и той же технической документации. |
3.5
мертвая зона: Область, прилегающая к поверхности ввода, в пределах которой не регистрируются эхо-сигналы от несплошностей. |
3.6
метрологическая характеристика (средства измерений); МХ: Характеристика одного из свойств средства измерений, влияющая на результат измерений. |
3.7
погрешность (результата измерения): Разность между измеренным значением величины и опорным значением величины. |
3.8
доверительные границы (погрешности измерения): Верхняя и нижняя границы интервала, внутри которого с заданной вероятностью находится значение погрешности измерений. |
3.9 протяженный угловой отражатель: Искусственный угловой отражатель, у которого отношение глубины к протяженности равно или более 1/5.
4 Сокращения
В настоящем стандарте применены следующие сокращения:
АкО - акустическая ось;
АСС - аустенитное сварное соединение;
АЧХ - амплитудно-частотная характеристика;
БЦО - боковое цилиндрическое отверстие;
ВРЧ - временная регулировка чувствительности;
ВЦО - вертикальное цилиндрическое отверстие;
ГФ - глубина фокуса;
КД - конструкционная документация;
КнО - контрольный образец;
ЛРС - лучевая разрешающая способность;
МХ - метрологическая характеристика;
НО - настроечный образец;
НП - наклонный преобразователь;
ОК - объект контроля;
ПЭП - пьезоэлектрический преобразователь;
РС - раздельно совмещенный;
СИ - средство измерений;
СП - совмещенный преобразователь;
СС - сварное соединение;
УЗ - ультразвуковой;
УЗК - ультразвуковой контроль;
ФР - фазированные решетки;
ЭМА - электромагнитно-акустический.
5 Средства ультразвукового контроля и их составные части
5.1 При проведении УЗК применяют приведенные в 5.1.1, 5.1.2 средства
5.1.1 Основные средства УЗК:
1) УЗ-приборы:
- УЗ-дефектоскопы для проведения ручного УЗК,
- УЗ-дефектоскопы в составе механизированных установок УЗК,
- УЗ-дефектоскопы в составе автоматизированных установок УЗК,
- автоматические установки УЗК,
- УЗ-толщиномеры;
2) образцы (калибровочные, контрольные, настроечные);
3) УЗ-преобразователи;
4) программное обеспечение.
5.1.2 Вспомогательные средства УЗК:
- механизированные и автоматизированные устройства перемещения;
- устройства позиционирования УЗ-преобразователя (ручные датчики пути);
- стенды для настройки параметров механизированных, автоматизированных средств и автоматических установок УЗК;
- АРД-диаграммы.
5.2 Применяемые при выполнении УЗК-средства (включая СИ из числа или из состава средств УЗК, измерительные приборы, измерительные преобразователи, измерительные каналы и системы, образцы УЗК) должны соответствовать метрологическим требованиям по ГОСТ Р 50.05.16.
5.3 Применяемые в УЗК-дефектоскопы должны иметь:
- паспорт;
- руководство (инструкцию) по эксплуатации.
5.4 УЗ-дефектоскопы вместе с УЗ-преобразователями и программным обеспечением, осуществляющим измерительные преобразования, могут подвергаться калибровке для целей определения действительных значений характеристик (метрологических). Калибровку дефектоскопов осуществляют с учетом требований [2] и ГОСТ Р 50.05.16.
5.5 Автоматическая установка УЗК должна быть утвержденного типа и иметь действующее свидетельство о поверке.
5.6 УЗ-преобразователи должны соответствовать ГОСТ Р 55725.
5.7 Образцы должны иметь:
- паспорт;
- маркировку;
- идентификационный номер.
5.8 Механизированные и автоматизированные устройства перемещения УЗ-преобразователей (сканеры, манипуляторы), не являющиеся СИ и не входящие в состав установки УЗК, должны иметь:
- паспорт;
- маркировку;
- идентификационный номер;
- методику проверки технологической точности.
5.9 Устройства позиционирования УЗ-преобразователя должны иметь маркировку, идентификационный номер, шкалу.
5.10 Измерения основных параметров УЗ дефектоскопов при поверке проводят в соответствии ГОСТ Р 55809.
5.11 УЗ-дефектоскоп и автоматическая установка УЗК должны иметь аттенюатор с ценой деления не более 2 дБ и диапазоном не менее 80 дБ.
5.12 Среди нормируемых характеристик ПЭП должны быть приведены частота и как дополнительные характеристики геометрические размеры пьезоэлементов и габариты ПЭП.
5.13 Среди нормируемых характеристик ЭМА-преобразователя должны быть приведены частота и как дополнительные характеристики геометрические размеры корпуса ЭМА-преобразователя.
5.14 Основные параметры УЗ-толщиномеров должны соответствовать ГОСТ Р 55614.
5.15 Механизированные и автоматизированные устройства перемещения УЗ-преобразователей (сканеры, манипуляторы) должны иметь погрешность перемещения не более:
- +1% при сканировании вдоль оси СС длиной не более 1,0 м;
- +15,0 мм вдоль оси СС длиной более 1,0 м;
-±0,1 мм поперечно оси СС.
5.16 Программное обеспечение, не входящее в состав УЗ-дефектоскопа, поставляемое в составе системы или отдельно, должно обеспечивать:
- настройку параметров УЗ-дефектоскопа для проведения УЗК;
- настройку параметров сканирования;
- управление сканированием автоматизированных устройств перемещения УЗ-преобразователей;
- сохранение файлов настройки и результатов УЗК;
- проведение предварительной настройки параметров УЗК;
- представление результатов контроля для последующего анализа;
- функцию внесения идентификационных данных ОК.
5.17 АРД-диаграмму строят по результатам экспериментальных исследований и/или с использованием специализированного программного обеспечения.
АРД-диаграмма представляется в виде аналитической функции, графика, таблицы, компьютерного файла, программного алгоритма.
6 Конструкция образцов
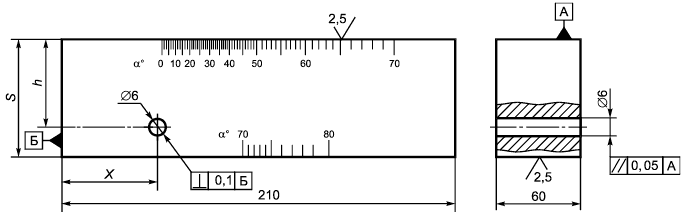
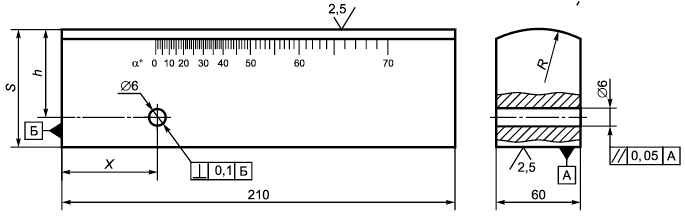
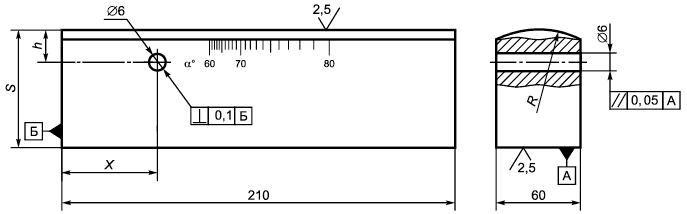
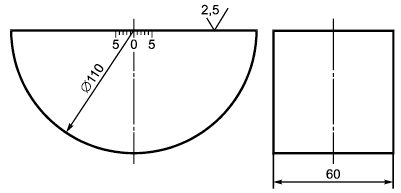
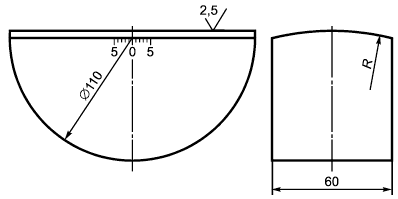
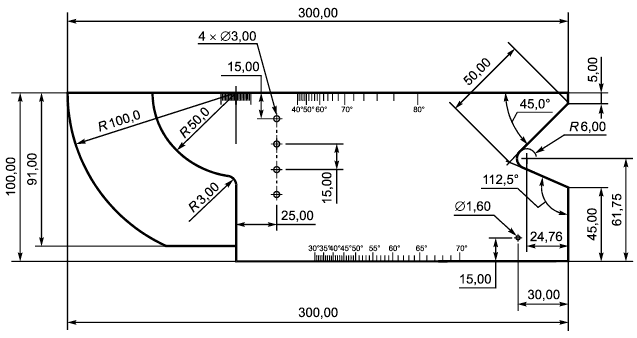
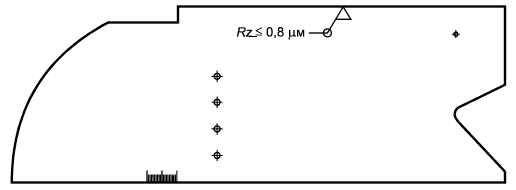
6.1 Определение основных параметров УЗ-дефектоскопа и УЗ-преобразователя проводят на образцах СО-2 (рисунок 1), СО-3 (рисунок 2) или V1 (рисунок 3) и V2 (рисунок 4), а также КнО: КнО-ГФ-РС (рисунок 5); КнО-ЛРС-СП (рисунок 6); КнО-ЛРС-РС (рисунок 7); КнО-АкО (рисунок 8) и КнО-ЛРС-НП (рисунок 9).
Образец СО-2 применяют для определения условной чувствительности, мертвой зоны, погрешности глубиномера, угла ввода луча, ширины основного лепестка диаграммы направленности, импульсного коэффициента преобразования при контроле ОК из малоуглеродистой и низколегированной сталей, а также для определения предельной чувствительности.
Образец СО-3 следует применять для определения точки выхода УЗ-луча, стрелы преобразователя.
|
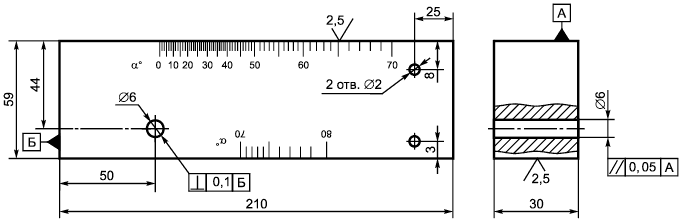
Рисунок 1 - Образец СО-2 (материал - Ст.20 или Ст.3)
|
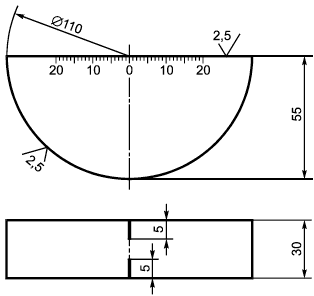
Рисунок 2 - Образец СО-3 (материал - Ст.20 или Ст.3)
|
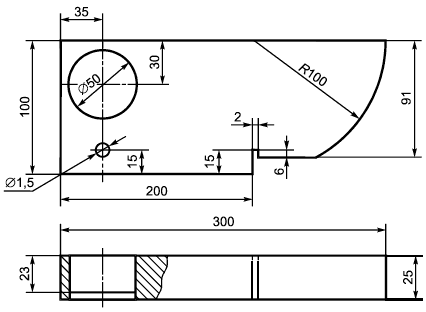
Рисунок 3 - Образец V1
|
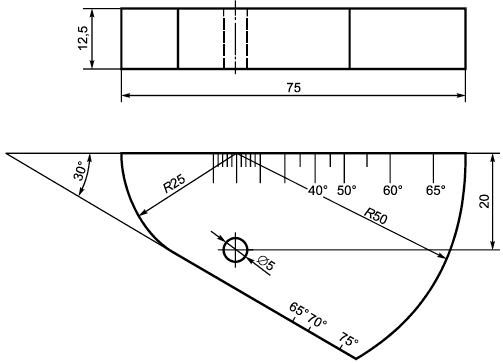
Рисунок 4 - Образец V2
|
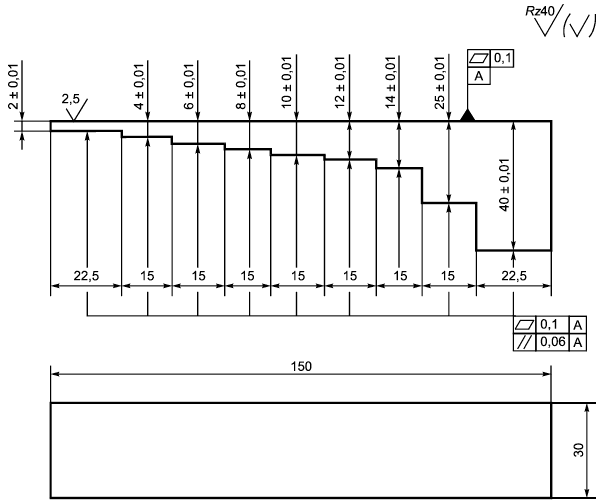
Рисунок 5 - Контрольный образец для определения глубины фокуса прямых раздельно-совмещенных преобразователей [КнО-ГФ-РС (материал - Ст.20 или Ст.3)]
|
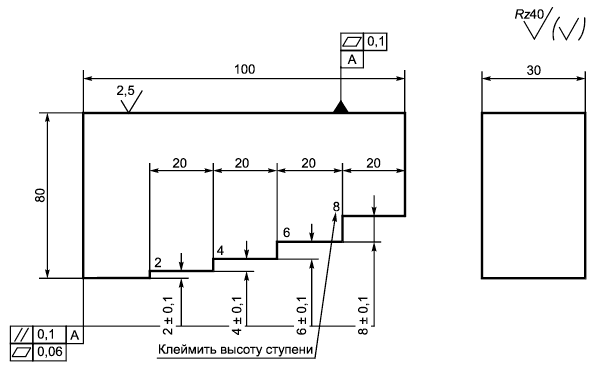
Рисунок 6 - Контрольный образец для определения лучевой разрешающей способности прямых совмещенных преобразователей [КнО-ЛРС-СП (материал - Ст.20 или Ст.3)]
|
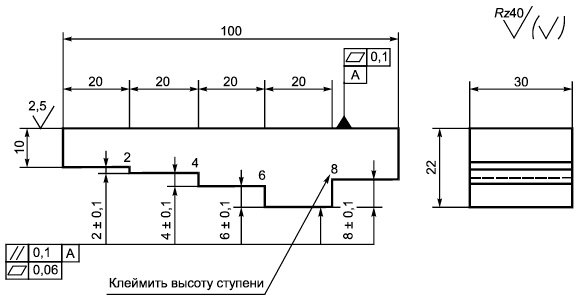
Рисунок 7 - Контрольный образец для определения лучевой разрешающей способности прямых раздельно совмещенных преобразователей [КнО-ЛРС-РС (материал - Ст.20 или Ст.3)]
|
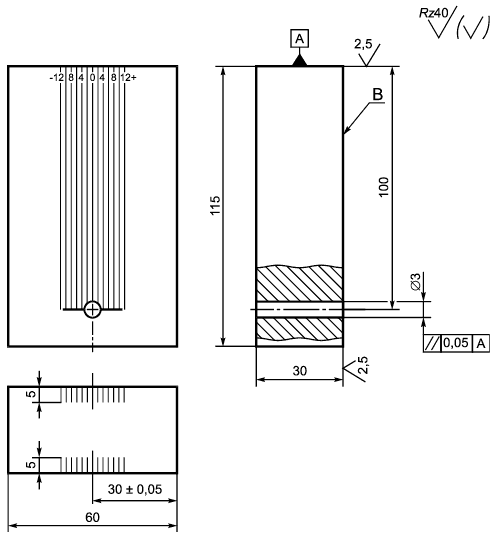
Рисунок 8 - Контрольный образец для определения отклонения акустической оси прямых и наклонных преобразователей (КнО-АкО)
|
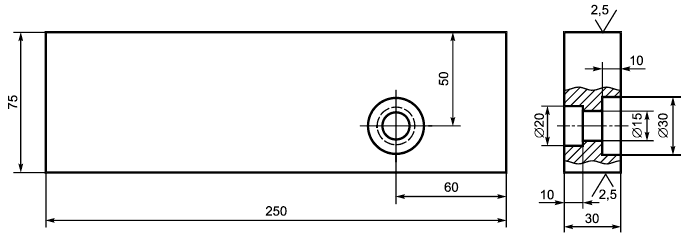
Рисунок 9 - Контрольный образец для определения лучевой разрешающей способности наклонных преобразователей [КнО-ЛРС-НП (материал - органическое стекло)]
6.2 При УЗК полуфабрикатов и изделий из алюминиевых сплавов для настройки УЗ-дефектоскопов следует использовать комплект образцов по ГОСТ 21397.
6.3 Для настройки основных параметров и проведения УЗК применяют НО:
- с угловыми отражателями;
- плоскодонными отверстиями;
- БЦО;
- ВЦО.
6.4 НО должны быть изготовлены из материала с такими же акустическими свойствами, как и у ОК. В заготовках для образцов должны отсутствовать не предусмотренные конструкцией НО несплошности, обнаруживаемые УЗК. НО должен иметь шероховатость не более Ra 6,3.
Допускаются следующие отличия по акустическим свойствам НО и ОК:
- по скорости звука | ±5%; |
- характеристическому импедансу | ±5%; |
- коэффициенту затухания | ±20%; |
- параметру шероховатости Rа поверхности ввода, не более | 2,5 мкм; |
- скорости звука при проведении толщинометрии | ±1%; |
- донным сигналам при одинаковой толщине, не более | 4 дБ. |
При выполнении последнего требования затухание не проверяют.
На НО с выполненным СС и после снятия валика усиления волнистость поверхности (отношение максимальной стрелы прогиба к периоду волнистости) не более 0,015.
6.5 Ширина НО должна быть больше размера преобразователя и обеспечивать отсутствие влияния отражения от боковых поверхностей на амплитуду эхо-сигнала от искусственного отражателя.
6.6 НО проходят подтверждение в качестве аттестованных объектов и должны иметь сертификат калибровки, подтверждающий аттестованные характеристики и их погрешность.
6.7 Паспорт на НО, как минимум, должен содержать:
- марку металла;
- геометрические размеры;
- шероховатость поверхности;
- чертеж;
- назначение;
- скорость распространения УЗ-волн;
- схему хода лучей.
6.8 НО с угловыми отражателями используют для УЗК:
- основных материалов (полуфабрикатов);
- гибов и отводов трубопроводов;
- СС.
6.8.1 Угловые отражатели в НО могут быть выполнены в виде:
- пазов прямоугольного и сегментного сечения;
- зарубок;
- рисок.
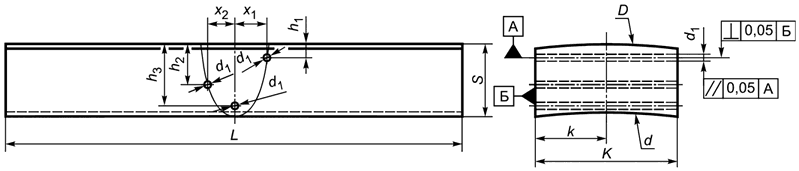
6.8.2 На рисунках 10-16 приведены эскизы НО с типами угловых отражателей для плоскопараллельных ОК (листы, пластины), на которых приведены следующие обозначения:
- - длина образца, мм;
- ![]() - ширина образца, мм;
- ширина образца, мм;
- ![]() - номинальная толщина, мм;
- номинальная толщина, мм;
- ![]() ,
, ![]() ,
, ![]() и
и ![]() - расстояние до отражающей поверхности выполненного углового отражателя от торца образца, мм;
- расстояние до отражающей поверхности выполненного углового отражателя от торца образца, мм;
- ![]() - расстояние до середины выполненного углового отражателя, мм;
- расстояние до середины выполненного углового отражателя, мм;
- ![]() - глубина выполненного углового отражателя, мм;
- глубина выполненного углового отражателя, мм;
- ![]() - протяженность выполненного углового отражателя, мм;
- протяженность выполненного углового отражателя, мм;
- ![]() - диаметр сегментного углового отражателя, мм;
- диаметр сегментного углового отражателя, мм;
- ![]() - радиус сегментного углового отражателя, мм;
- радиус сегментного углового отражателя, мм;
- и
![]() - ширина выполненного углового отражателя, мм.
- ширина выполненного углового отражателя, мм.
6.8.2.1 Длина и ширина и
![]() НО выполнены с отклонением (допуском) ±1,0 мм, а номинальная толщина
НО выполнены с отклонением (допуском) ±1,0 мм, а номинальная толщина ![]() - в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
- в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
6.8.2.2 Допускаемые отклонения по глубине и протяженности угловых отражателей ![]() и
и ![]() , а также расстояние до середины
, а также расстояние до середины ![]() - не более ±0,05 мм.
- не более ±0,05 мм.
6.8.2.3 Расстояние от торца образца до отражающей поверхности углового отражателя ![]() должны быть выполнены с отклонением (допуском) ±1,0 мм. При этом расстояние
должны быть выполнены с отклонением (допуском) ±1,0 мм. При этом расстояние ![]() и
и ![]() - не менее 50,0 мм, а
- не менее 50,0 мм, а ![]() и
и ![]() - не менее 25,0 мм.
- не менее 25,0 мм.
6.8.2.4 Допускаемое отклонение по перпендикулярности между поверхностью углового отражателя и внутренней или наружной поверхностей образца - не более ±1°.
6.8.2.5 Допускаемое отклонение по параллельности между поверхностью ввода и донной поверхностью для плоскопараллельных НО - не более ±0,05 мм.
6.8.2.6 Допускаемое отклонение по ширине выполненного углового отражателя и
![]() - не более ±0,3 мм в зависимости от способа изготовления.
- не более ±0,3 мм в зависимости от способа изготовления.
6.8.2.7 Допускаемое отклонение по диаметру ![]() или радиусу
или радиусу ![]() - не более ±0,05 мм.
- не более ±0,05 мм.
6.8.2.8 Допускаемое отклонение расстояния до середины выполненного углового отражателя ![]() - не более ±0,05 мм.
- не более ±0,05 мм.
6.8.2.9 После изготовления угловых отражателей ударным способом (зарубка) необходимо восстановить наружную и внутреннюю поверхность с использованием механического инструмента.
6.8.2.10 Размеры непротяженного углового отражателя (протяженность ![]() и глубина
и глубина ![]() ) должны быть больше длины УЗ-волны, а отношение
) должны быть больше длины УЗ-волны, а отношение ![]() - в диапазоне 0,5-4,0.
- в диапазоне 0,5-4,0.
|
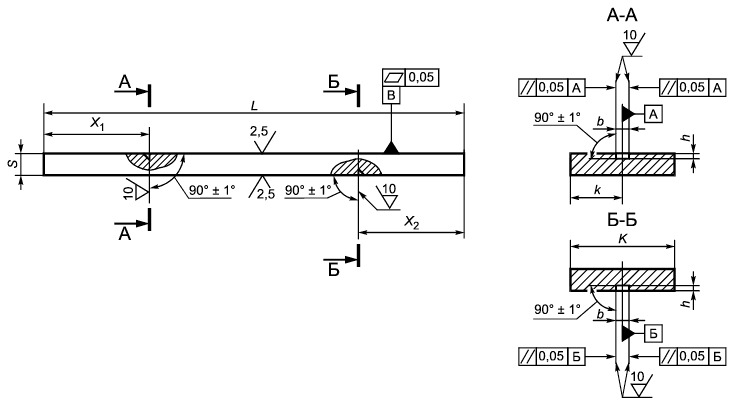
Рисунок 10 - Настроечный образец с зарубками
|
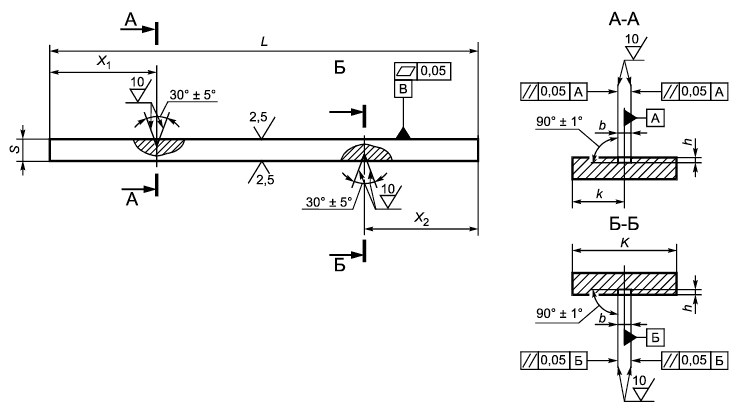
Рисунок 11 - Настроечный образец с рисками
|
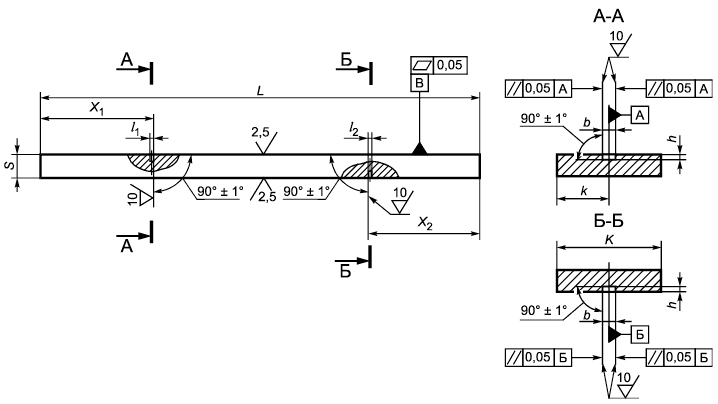
Рисунок 12 - Настроечный образец с непротяженными прямоугольными пазами
|
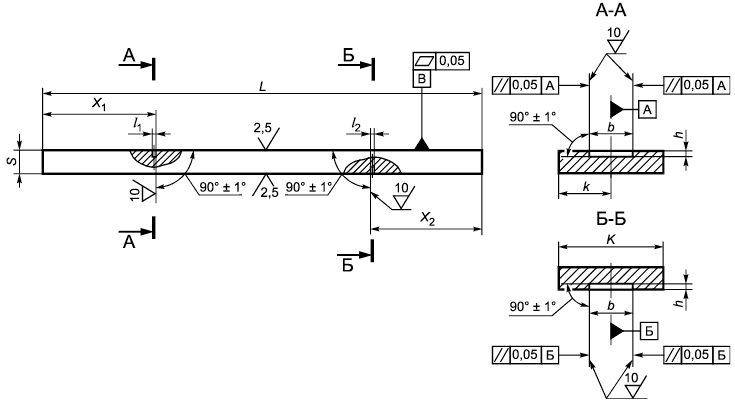
Рисунок 13 - Настроечный образец с протяженными прямоугольными пазами
|
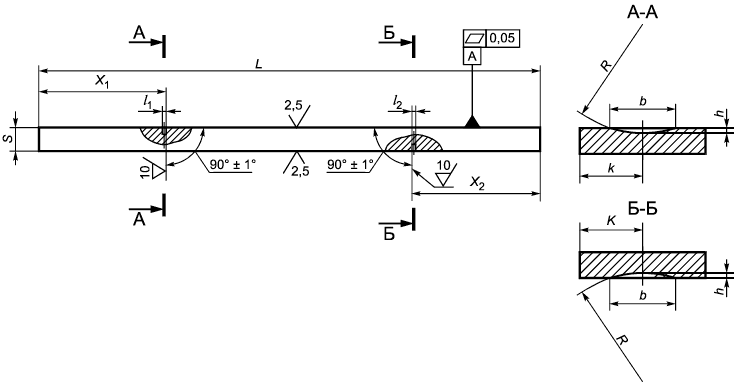
Рисунок 14 - Настроечный образец с сегментными пазами
|
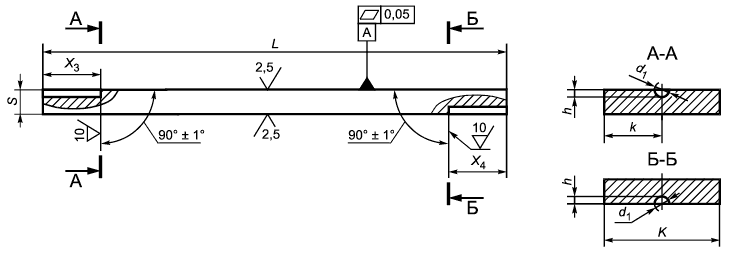
Рисунок 15 - Настроечный образец с сегментными пазами, выполненными с торца образца
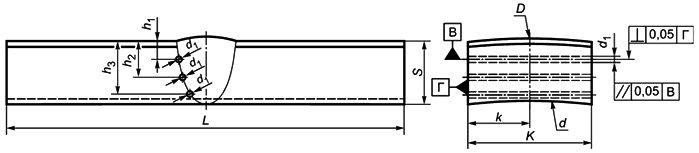
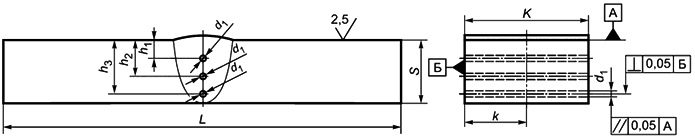
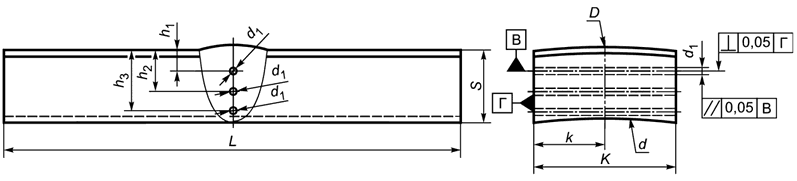
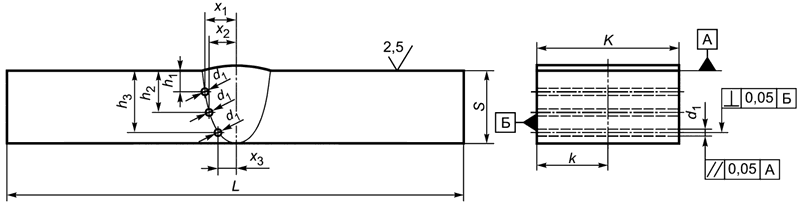
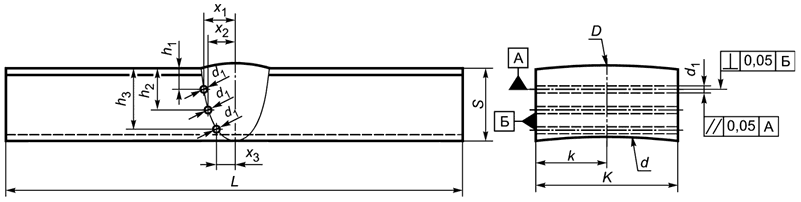
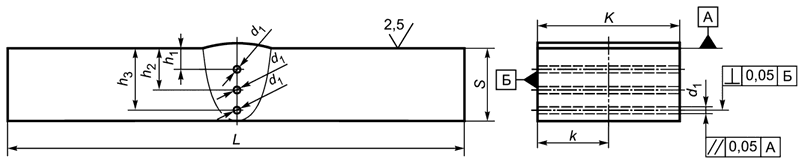
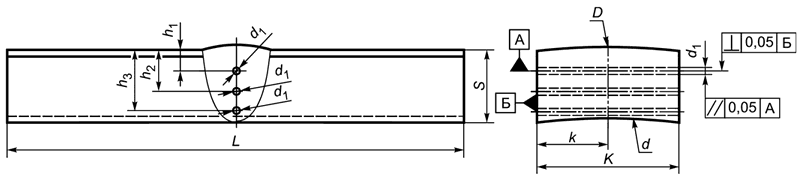
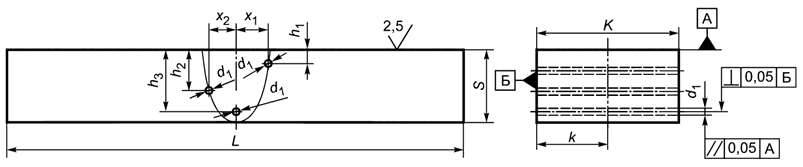
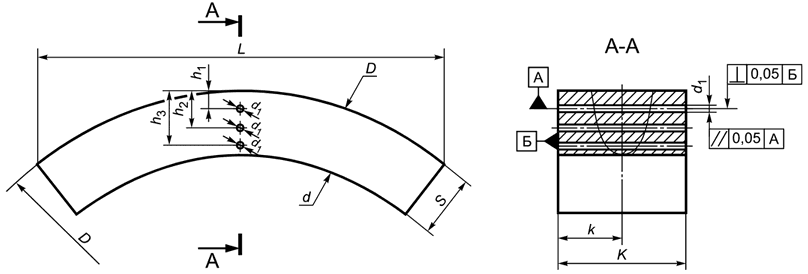
6.8.3 На рисунках 16-31 приведены эскизы НО с типами угловых отражателей для цилиндрических ОК, на которых приведены следующие обозначения:
- - длина образца, мм;
- ![]() - ширина образца, мм;
- ширина образца, мм;
- ![]() - номинальная толщина, мм;
- номинальная толщина, мм;
- ![]() - расстояние до отражающей поверхности выполненного углового отражателя от торца образца, мм;
- расстояние до отражающей поверхности выполненного углового отражателя от торца образца, мм;
- ![]() - угол, градус;
- угол, градус;
- ![]() - расстояние до середины выполненного углового отражателя, мм;
- расстояние до середины выполненного углового отражателя, мм;
- ![]() - глубина выполненного углового отражателя, мм;
- глубина выполненного углового отражателя, мм;
- ![]() - протяженность выполненного углового отражателя, мм;
- протяженность выполненного углового отражателя, мм;
- ![]() - наружный диаметр образца, мм;
- наружный диаметр образца, мм;
- ![]() - внутренний диаметр образца, мм;
- внутренний диаметр образца, мм;
- ![]() - диаметр сегментного углового отражателя, мм;
- диаметр сегментного углового отражателя, мм;
- ![]() - радиус сегментного углового отражателя, мм;
- радиус сегментного углового отражателя, мм;
- ![]() - расстояние до середины выполненного углового отражателя, мм;
- расстояние до середины выполненного углового отражателя, мм;
- и
![]() - ширина выполненного углового отражателя, мм.
- ширина выполненного углового отражателя, мм.
6.8.3.1 Длина и ширина и
![]() НО выполнены с отклонением (допуском) ±1,0 мм, а номинальная толщина
НО выполнены с отклонением (допуском) ±1,0 мм, а номинальная толщина ![]() - в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
- в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
6.8.3.2 Допускаемые отклонения по глубине и протяженности угловых отражателей ![]() и
и ![]() , а также расстояние до середины
, а также расстояние до середины ![]() - не более ±0,05 мм.
- не более ±0,05 мм.
6.8.3.3 Расстояние от торца образца до отражающей поверхности углового отражателя ![]() должны быть выполнены с отклонением (допуском) ±1,0 мм. При этом расстояние
должны быть выполнены с отклонением (допуском) ±1,0 мм. При этом расстояние ![]() и
и ![]() - не менее 50,0 мм, а
- не менее 50,0 мм, а ![]() и
и ![]() - не менее 25,0 мм.
- не менее 25,0 мм.
6.8.3.4 Допускаемое отклонение по перпендикулярности между поверхностью углового отражателя и внутренней или наружной поверхностей образца - не более ±1°.
6.8.3.5 Допускаемое отклонение по ширине и
![]() выполненного углового отражателя - не более ±0,3 мм в зависимости от способа изготовления.
выполненного углового отражателя - не более ±0,3 мм в зависимости от способа изготовления.
6.8.3.6 Допускаемое отклонение по диаметру ![]() или радиусу
или радиусу ![]() - не более ±0,05 мм.
- не более ±0,05 мм.
6.8.3.7 После изготовления угловых отражателей ударным способом (зарубка) необходимо восстановить наружную и внутреннюю поверхность с использованием механического инструмента.
6.8.3.8 Отклонение от номинальных значений наружному и внутреннему диаметрам ![]() и
и ![]() - в соответствии с допусками на изготовление, но не более ±10%.
- в соответствии с допусками на изготовление, но не более ±10%.
6.8.3.9 Допускаемое отклонение расстояния до середины выполненного углового отражателя ![]() - не более ±0,05 мм.
- не более ±0,05 мм.
|
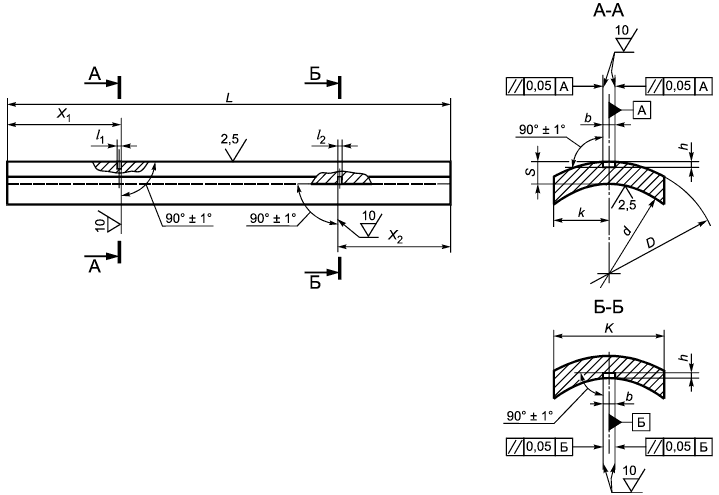
Рисунок 16 - Настроечный образец с пазами
|
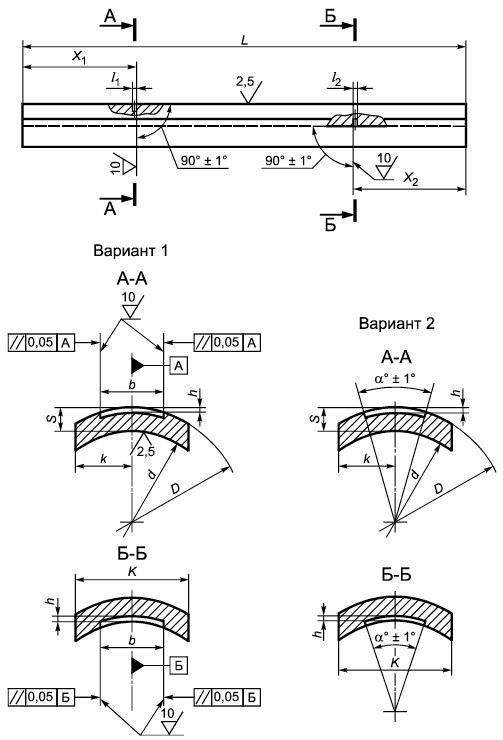
Рисунок 17 - Настроечный образец с протяженными пазами
|
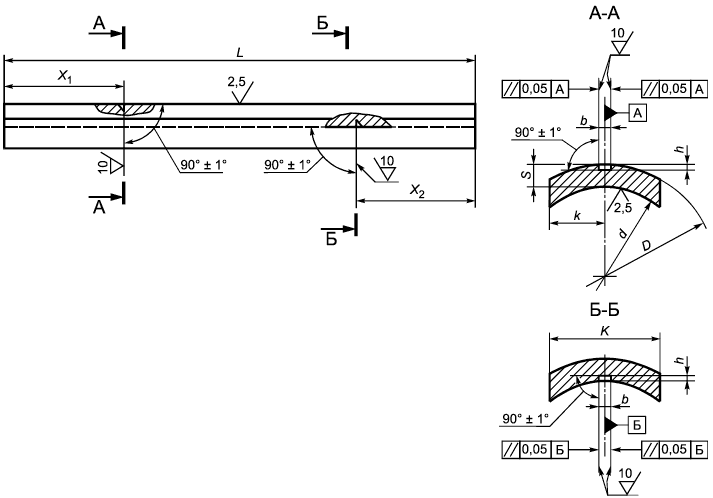
Рисунок 18 - Настроечный образец с зарубками
|
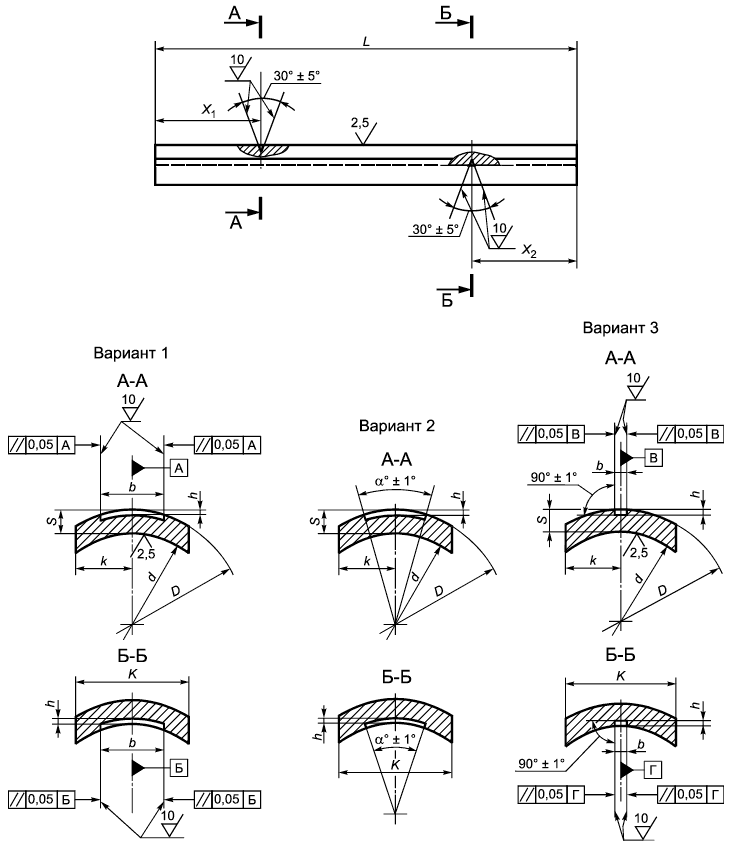
Рисунок 19 - Настроечный образец с рисками
|
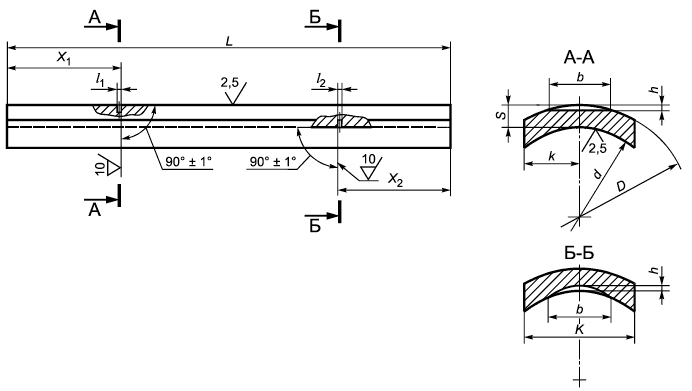
Рисунок 20 - Настроечный образец с сегментными пазами
|
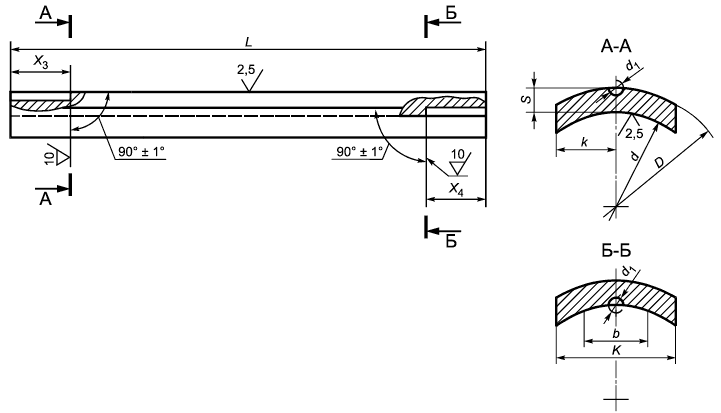
Рисунок 21 - Настроечный образец с сегментными пазами, выполненными с торца образца
|
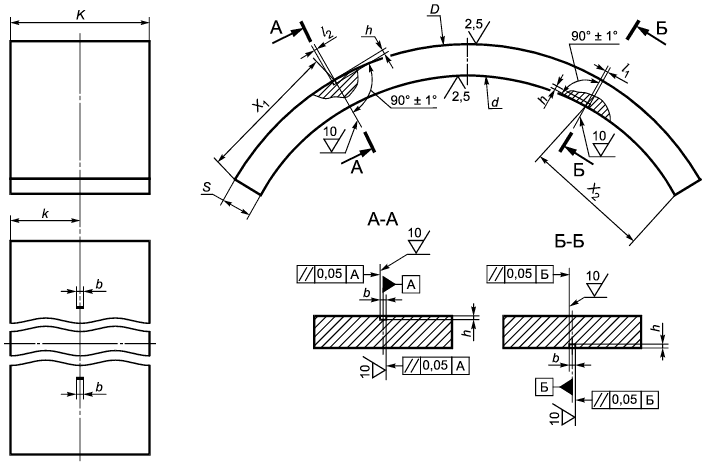
Рисунок 22 - Настроечный образец с непротяженными пазами, выполненными вдоль оси трубы (гиба)
|
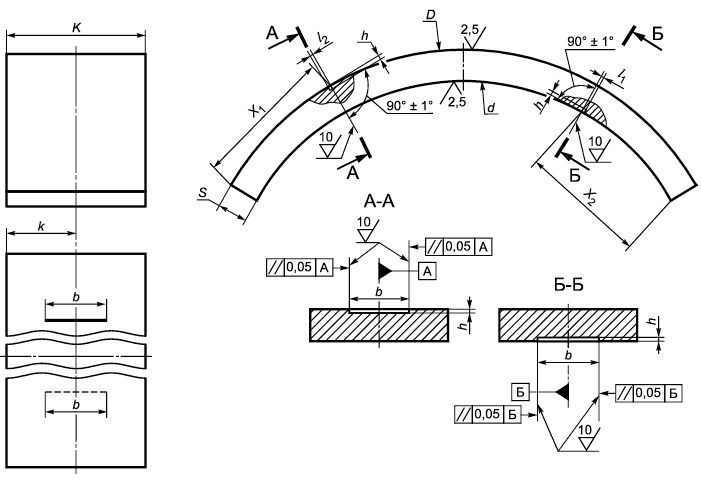
Рисунок 23 - Настроечный образец с протяженными пазами, выполненными вдоль оси трубы (гиба)
|
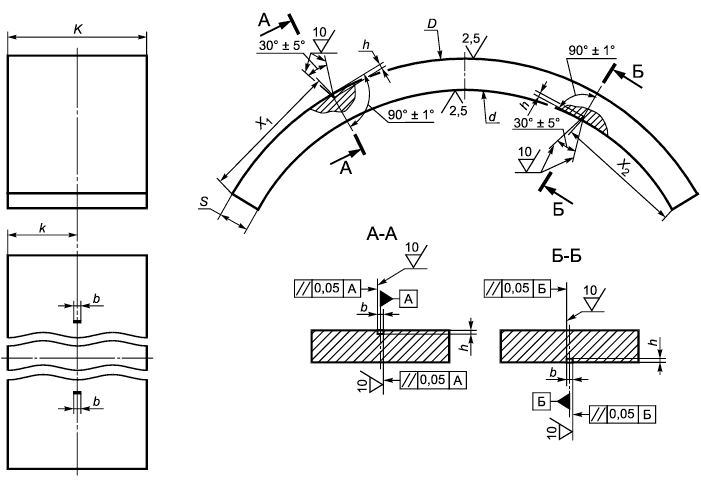
Рисунок 24 - Настроечный образец с непротяженными рисками, выполненными вдоль оси трубы (гиба)
|
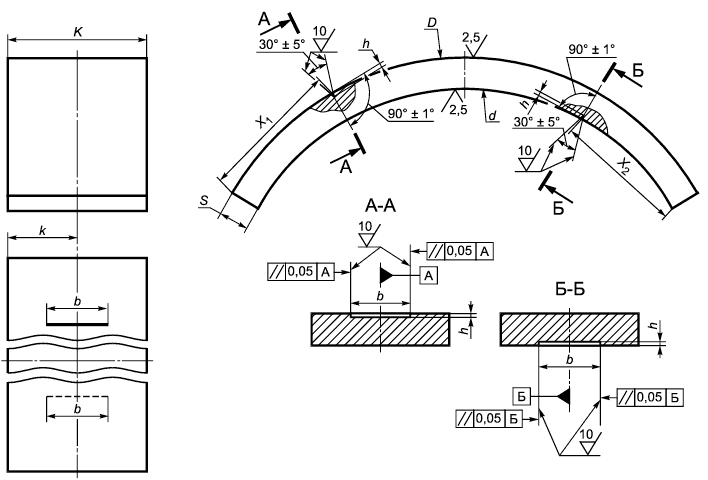
Рисунок 25 - Настроечный образец с протяженными рисками, выполненными вдоль оси трубы (гиба)
|
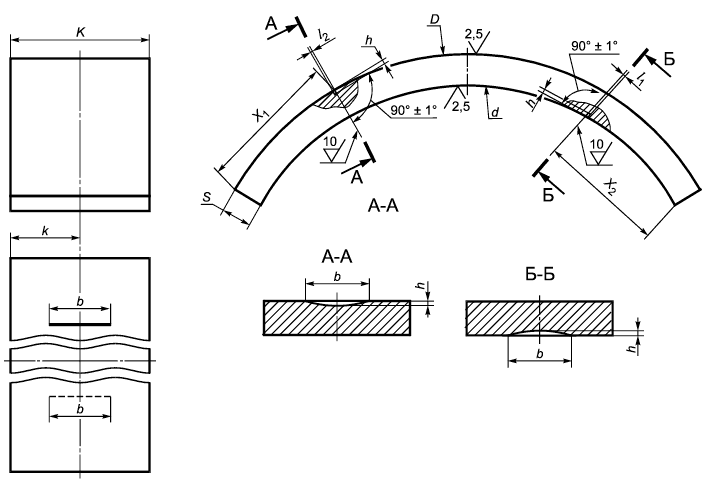
Рисунок 26 - Настроечный образец с сегментными пазами, выполненными вдоль оси трубы (гиба)
|
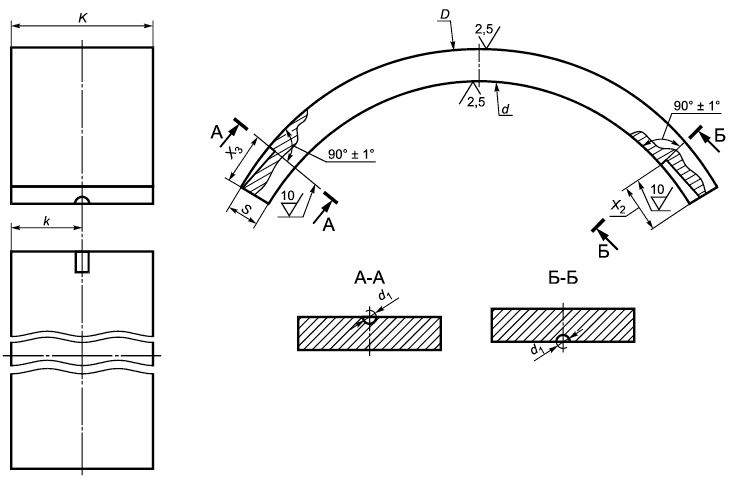
Рисунок 27 - Настроечный образец с сегментными пазами с торца, выполненными вдоль оси трубы (гиба)
|
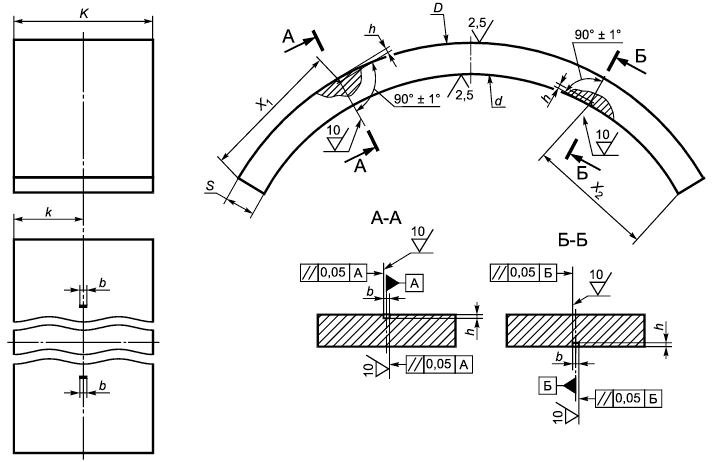
Рисунок 28 - Настроечный образец с зарубками, выполненными вдоль оси трубы (гиба)
6.8.3.10 Для УЗК АСС в НО должно быть выполнено СС (рисунок 29).
|
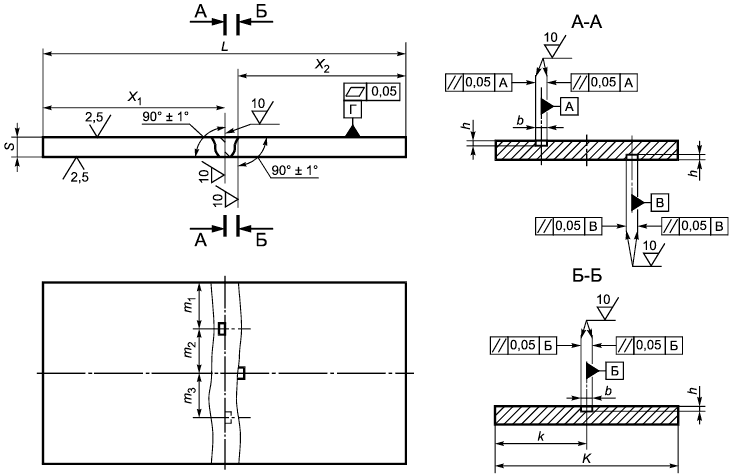
Рисунок 29 - Настроечный образец с зарубками для ультразвукового контроля аустенитных сварных соединений
|
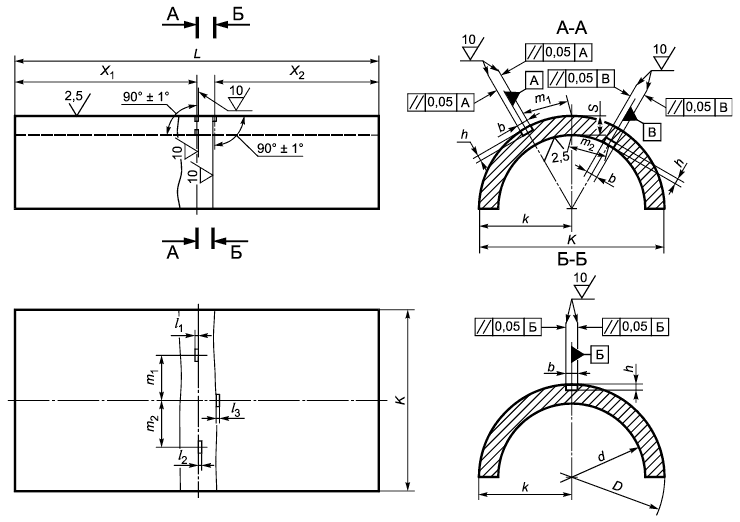
Рисунок 30 - Настроечный образец с пазами для ультразвукового контроля аустенитных сварных соединений
|
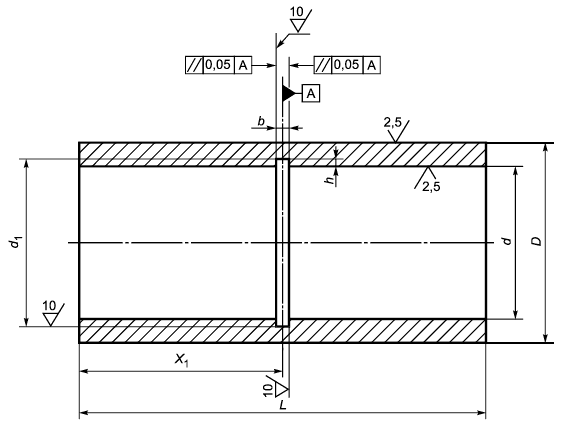
Рисунок 31 - Настроечный образец с кольцевым пазом для ультразвукового контроля на расслоение
6.8.3.11 НО с угловыми отражателями для УЗК труб изготавливают из участка трубы согласно ГОСТ 17410.
6.8.3.12 Для УЗК труб в НО искусственные отражатели выполняют в виде:
- треугольных рисок - при глубине отражателя менее 0,5 мм;
- прямоугольных пазов - при глубине 0,5 и выше в НО.
6.9 НО с плоскодонными отверстиями используют для УЗК:
- основных материалов (полуфабрикатов);
- СС и наплавок;
- на отслоение антикоррозионной наплавки.
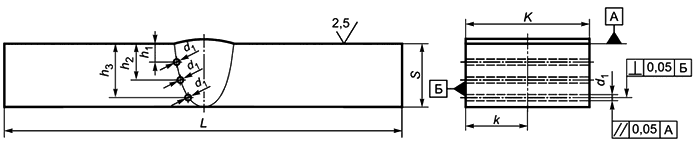
6.9.1 На рисунках 32-39 приведены эскизы НО с плоскодонными отверстиями, на которых приведены следующие обозначения:
- - длина образца, мм;
- ![]() - ширина образца, мм;
- ширина образца, мм;
- ![]() - номинальная толщина, мм;
- номинальная толщина, мм;
- ![]() - расстояние до центра плоскодонного отверстия, мм;
- расстояние до центра плоскодонного отверстия, мм;
- ![]() - угол, градус;
- угол, градус;
- ![]() - расстояние до центра плоскодонного отверстия от боковой поверхности образца мм;
- расстояние до центра плоскодонного отверстия от боковой поверхности образца мм;
- ![]() - глубина до отражающей поверхности плоскодонного отверстия, мм;
- глубина до отражающей поверхности плоскодонного отверстия, мм;
- ![]() - расстояние до отражающей поверхности плоскодонного отверстия, мм;
- расстояние до отражающей поверхности плоскодонного отверстия, мм;
- ![]() - наружный диаметр образца, мм;
- наружный диаметр образца, мм;
- ![]() - внутренний диаметр образца, мм;
- внутренний диаметр образца, мм;
- ![]() - диаметр плоскодонного отверстия, мм;
- диаметр плоскодонного отверстия, мм;
- - глубина выполненного плоскодонного отверстия, мм;
- - расстояние до центра плоскодонного отверстия по длине образца, мм;
- ![]() - высота наплавленного антикоррозионного покрытия, мм;
- высота наплавленного антикоррозионного покрытия, мм;
- - высота ступени образца, мм;
- ![]() - ширина ступени по длине образца, мм.
- ширина ступени по длине образца, мм.
6.9.1.1 Длина и ширина и
![]() НО выполнены с допускаемым отклонением ±1,0 мм, номинальная толщина
НО выполнены с допускаемым отклонением ±1,0 мм, номинальная толщина ![]() - в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
- в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
6.9.1.2 Допускаемое отклонение по глубине плоскодонного отверстия , расстояние до центра плоскодонного отверстия
, а также расстояние до центра плоскодонного отверстия от боковой поверхности образца
![]() - не более ±0,05 мм.
- не более ±0,05 мм.
6.9.1.3 Допускаемое отклонение по диаметру ![]() плоскодонного отверстия - не более ±0,05 мм.
плоскодонного отверстия - не более ±0,05 мм.
6.9.1.4 Отклонение от номинальных значений по наружному диаметру ![]() - в соответствии с допусками на изготовление, но не более ±10,0%.
- в соответствии с допусками на изготовление, но не более ±10,0%.
6.9.1.5 Допускаемое отклонение по углу ![]() - не более ±1 5'.
- не более ±1 5'.
6.9.1.6 Глубина c выполненного плоскодонного отверстия составляет не менее 20,0 мм с допускаемым отклонением не более ±0,2 мм.
6.9.1.7 Допускается выполнять плоскодонное отверстие меньшей глубины при условии, что эхо-сигналы от донной поверхности и плоскодонным отверстием не сливаются по ширине экрана УЗ-прибора.
6.9.1.8 Высота наплавленного антикоррозионного покрытия ![]() должна находиться в пределах допуска на изготовление.
должна находиться в пределах допуска на изготовление.
6.9.1.9 Не рекомендуется изготавливать НО прямоугольной формы с плоскодонными отверстиями для настройки параметров УЗК НП.
|
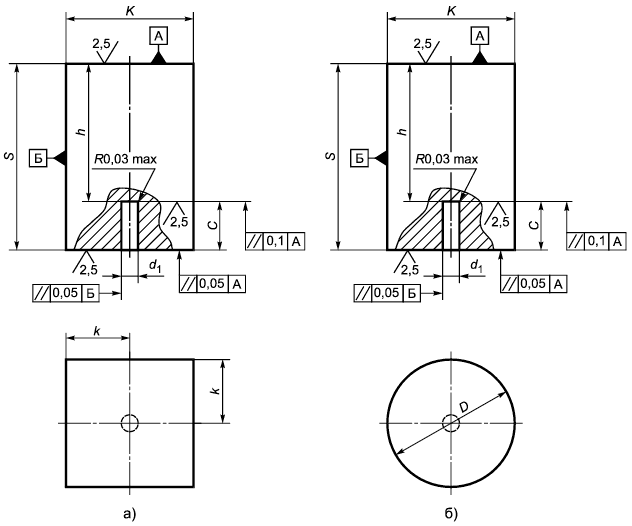
Рисунок 32 - Настроечный образец с плоскодонными отверстиями для ультразвукового контроля прямыми ультразвуковыми преобразователями
|
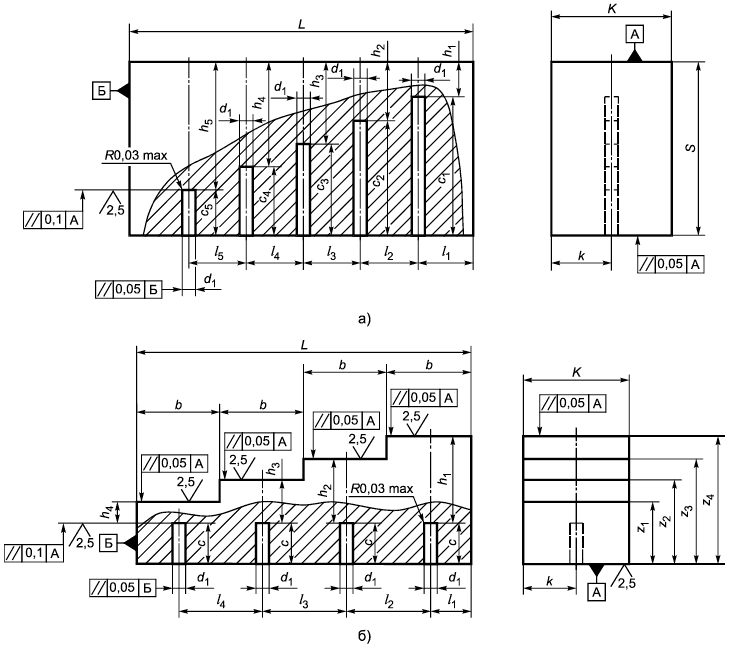
Рисунок 33 - Настроечный образец с плоскодонными отверстиями для ультразвукового контроля прямыми ультразвуковыми преобразователями
|
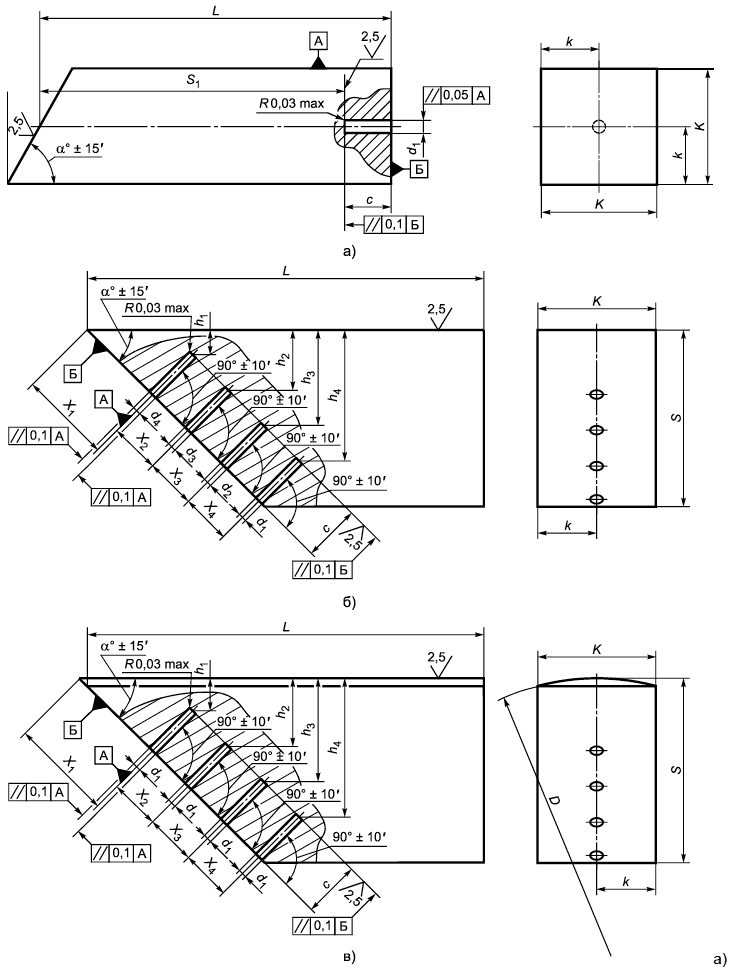
Рисунок 34 - Настроечный образец с плоскодонными отверстиями для ультразвукового контроля наклонными ультразвуковыми преобразователями
|
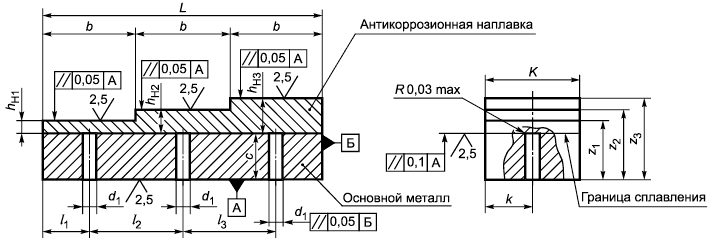
Рисунок 35 - Настроечный образец на отслоение антикоррозионной наплавки при ультразвуковом контроле со стороны наплавки
|
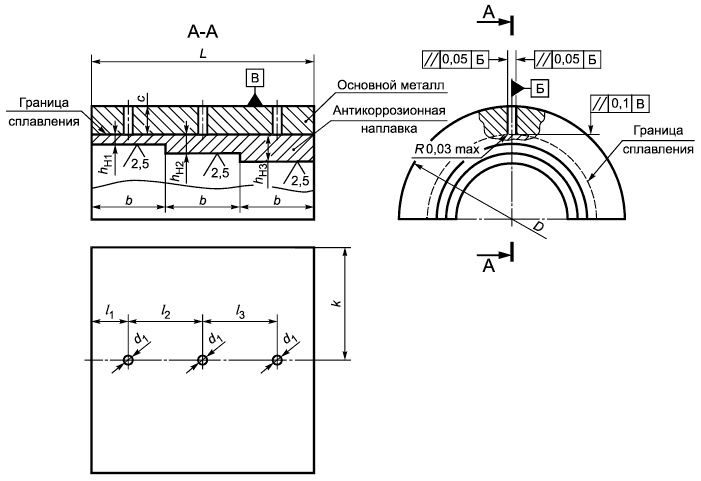
Рисунок 36 - Настроечный образец на отслоение антикоррозионной наплавки при ультразвуковом контроле цилиндрических объектов контроля со стороны наплавки
|
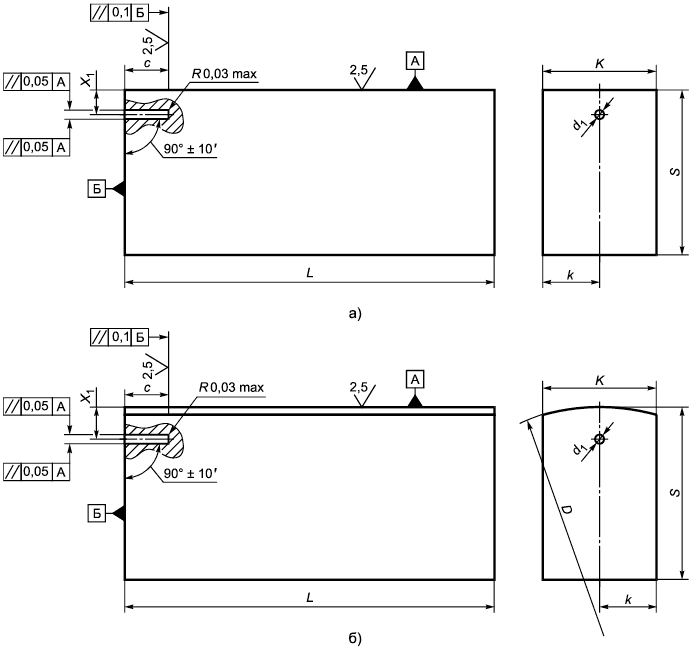
Рисунок 37 - Настроечный образец с плоскодонным отверстием для ультразвукового контроля пьезоэлектрическим преобразователем головной волны
|
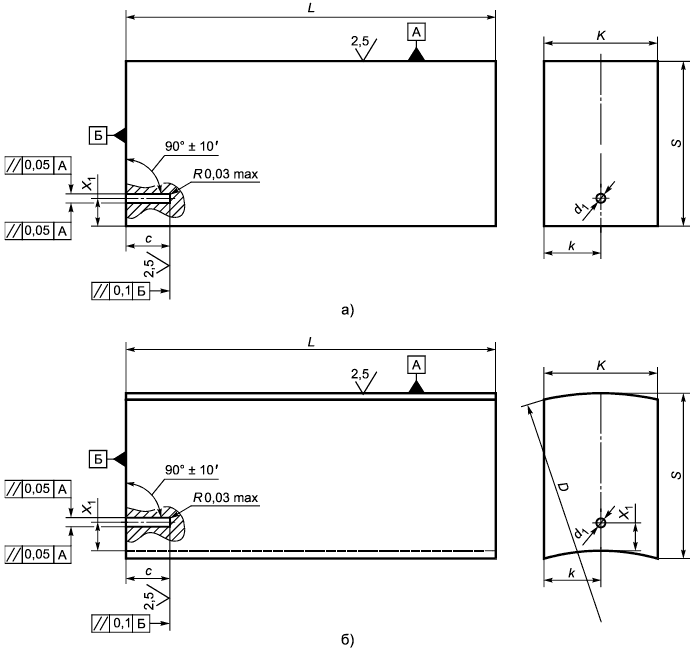
Рисунок 38 - Настроечный образец с плоскодонным отверстием для ультразвукового контроля пьезоэлектрическим преобразователем "корневой тандем"
|
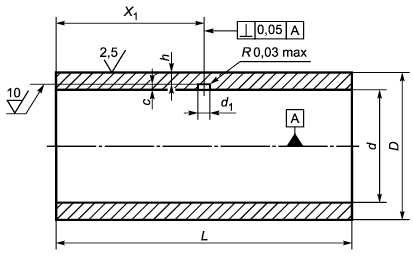
Рисунок 39 - Настроечный образец с плоскодонным отверстием для ультразвукового контроля на расслоение
6.10 НО с БЦО используют для УЗК СС аустенитного класса и разнородных СС. Виды образцов представлены для настройки параметров УЗК АСС на рисунке 40, на котором приведены следующие обозначения:
- - длина образца, мм;
- ![]() - ширина образца, мм;
- ширина образца, мм;
- ![]() - номинальная толщина, мм;
- номинальная толщина, мм;
- - расстояние до центра БЦО от центра АСС, мм;
- ![]() - расстояние от боковой поверхности образца, на котором должен быть расположен УЗ преобразователей, мм;
- расстояние от боковой поверхности образца, на котором должен быть расположен УЗ преобразователей, мм;
- ![]() - глубина до центра БЦО отверстия, мм;
- глубина до центра БЦО отверстия, мм;
- ![]() - наружный диаметр образца, мм;
- наружный диаметр образца, мм;
- ![]() - внутренний диаметр образца, мм;
- внутренний диаметр образца, мм;
- ![]() - диаметр БЦО, мм.
- диаметр БЦО, мм.
6.10.1 Длина и ширина и
![]() НО выполнены с допускаемым отклонением (допуском) ±1,0 мм, номинальная толщина
НО выполнены с допускаемым отклонением (допуском) ±1,0 мм, номинальная толщина ![]() - в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
- в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
6.10.2 Допускаемое отклонение по глубине до центра БЦО ![]() , расстояние до центра плоскодонного отверстия
, расстояние до центра плоскодонного отверстия - не более ±0,05 мм.
6.10.3 Допускаемое отклонение по диаметру ![]() - не более ±0,05 мм.
- не более ±0,05 мм.
6.10.4 Отклонение от номинальных значений по наружному и внутреннему диаметрам ![]() и
и ![]() - в соответствии с допусками на изготовление, но не более ±10,0%.
- в соответствии с допусками на изготовление, но не более ±10,0%.
|
а) НО для УЗК АСС плоскопараллельных ОК с усилением и расположением БЦО по границе сплавления
|
б) НО для УЗК АСС цилиндрических ОК с усилением и расположением БЦО по границе сплавления
|
в) НО для УЗК АСС плоскопараллельных ОК с усилением и расположением БЦО по центру СС
Рисунок 40, лист 1 - Настроечные образцы для ультразвукового контроля аустенитных сварных соединений с боковым цилиндрическим отверстием
|
г) НО для УЗК АСС цилиндрических ОК с усилением и расположением БЦО по центру СС
|
д) НО для УЗК АСС плоскопараллельных ОК со снятым усилением и расположением БЦО по границе сплавления
|
е) НО для УЗК АСС цилиндрических ОК со снятым усилением и расположением БЦО по границе сплавления
|
ж) НО для УЗК АСС плоскопараллельных ОК со снятым усилением и расположением БЦО по центру СС
Рисунок 40, лист 2
|
и) НО для УЗК АСС цилиндрических ОК со снятым усилением и расположением БЦО по центру СС
|
к) НО для УЗК АСС плоскопараллельных ОК со снятым усилением и различным расположением БЦО в СС
|
л) НО для УЗК АСС цилиндрических ОК со снятым усилением и различным расположением БЦО в СС
|
м) НО для УЗК АСС на поперечные несплошности ОК цилиндрической формы
Рисунок 40, лист 3
6.11 НО для проведения УЗ измерения толщины приведены на рисунках 41-51, на которых приведены следующие обозначения:
- - длина образца, мм;
- ![]() - ширина образца, мм;
- ширина образца, мм;
- ![]() - номинальная толщина, мм;
- номинальная толщина, мм;
- ![]() - расстояние от боковой поверхности образца, на котором должен быть расположен УЗ-преобразователь, мм;
- расстояние от боковой поверхности образца, на котором должен быть расположен УЗ-преобразователь, мм;
- ![]() - толщина, соответствующая измеряемому ОК, мм;
- толщина, соответствующая измеряемому ОК, мм;
- ![]() - наружный диаметр образца, мм;
- наружный диаметр образца, мм;
- ![]() - внутренний диаметр образца, мм;
- внутренний диаметр образца, мм;
- ![]() - высота наплавленного антикоррозионного покрытия, мм;
- высота наплавленного антикоррозионного покрытия, мм;
- c - глубина выполненного паза, мм;
- ![]() - ширина выполненного паза, мм;
- ширина выполненного паза, мм;
- - расстояние до центра расположения преобразователя по длине образца, мм;
- ![]() - ширина ступени по длине образца, мм;
- ширина ступени по длине образца, мм;
- ![]() - радиус гиба, мм.
- радиус гиба, мм.
6.11.1 Длина и ширина и
![]() НО выполняются с допускаемым отклонением ±1,0 мм, а номинальная толщина
НО выполняются с допускаемым отклонением ±1,0 мм, а номинальная толщина ![]() - в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
- в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
6.11.2 Допускаемые отклонения по наружному и внутреннему диаметрам ![]() и
и ![]() - в соответствии с допусками на изготовление, но не более ±10,0%.
- в соответствии с допусками на изготовление, но не более ±10,0%.
6.11.3 Высота наплавленного антикоррозионного покрытия ![]() должна находиться в пределах допуска на изготовление.
должна находиться в пределах допуска на изготовление.
6.11.4 Допускаемое отклонение по толщине ![]() образца - не более ±0,02 мм.
образца - не более ±0,02 мм.
6.11.5 Допускаемое отклонение ширины ступени ![]() образца - не более ±1,0 мм.
образца - не более ±1,0 мм.
6.11.6 Глубина паза в НО выполнена с допускаемым отклонением ±0,05 мм.
6.11.7 Ширина паза ![]() в НО выполнена с допускаемым отклонением ±1,0 мм.
в НО выполнена с допускаемым отклонением ±1,0 мм.
|
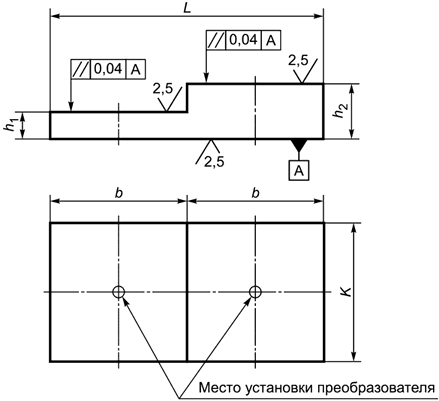
Рисунок 41 - Настроечный образец для настройки скорости развертки ультразвукового прибора (тип Т1)
|
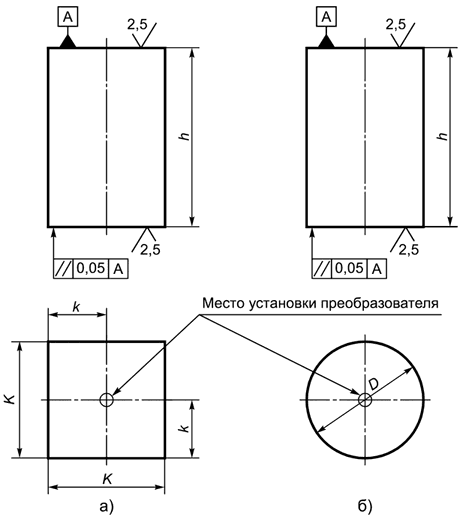
Рисунок 42 - Настроечные образцы для измерения толщины монометаллов (тип Т2)
|
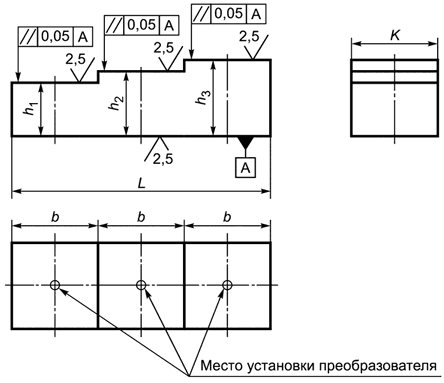
Рисунок 43 - Настроечный образец для измерения толщины монометаллов (тип НОТ-1)
|
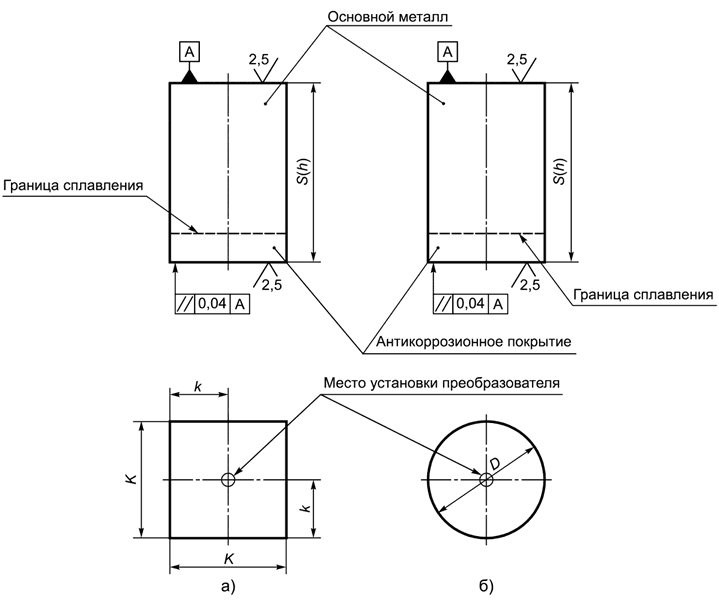
Рисунок 44 - Настроечный образец для измерения толщины биметаллов (тип ТБ-1)
|
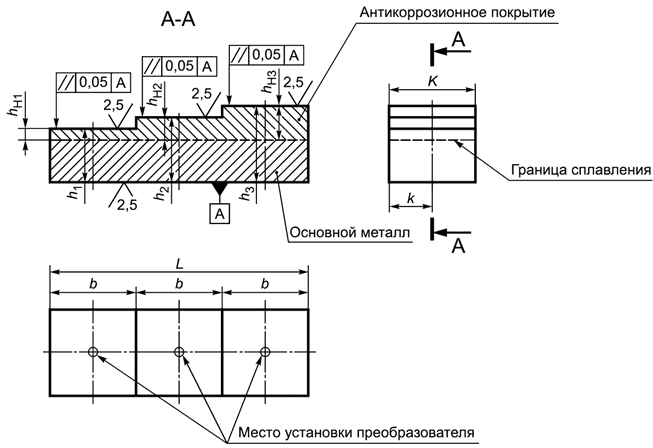
Рисунок 45 - Настроечный образец для измерения толщины биметаллов
|
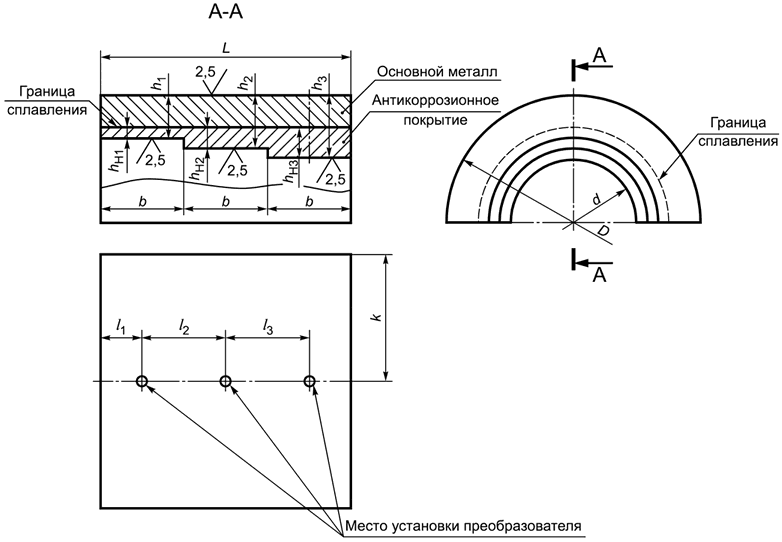
Рисунок 46 - Настроечный образец для измерения толщины биметаллов цилиндрических объектов контроля
|
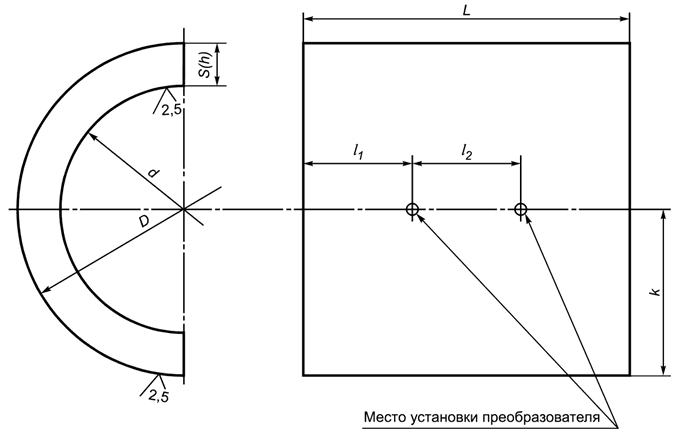
Рисунок 47 - Настроечный образец для измерения толщины трубопроводов и прямых участков гибов
|
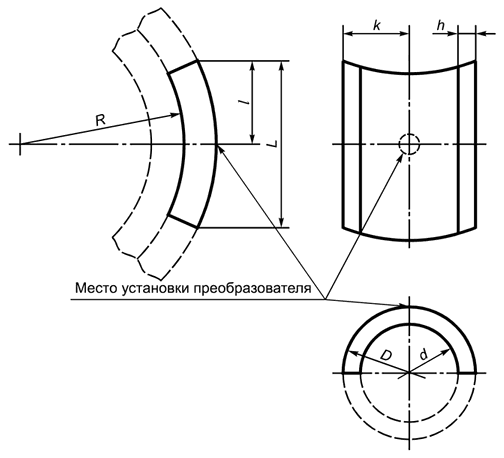
Рисунок 48 - Настроечный образец для измерения толщины гибов
|
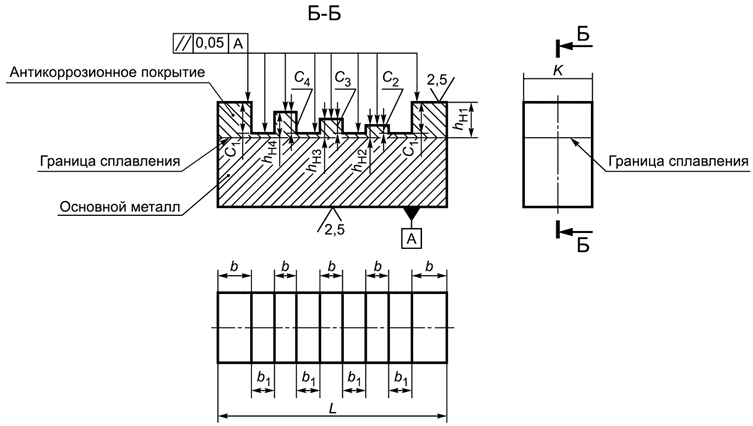
Рисунок 49 - Настроечный образец для измерения толщины антикоррозионного покрытия со стороны основного металла (тип ТН1)
|
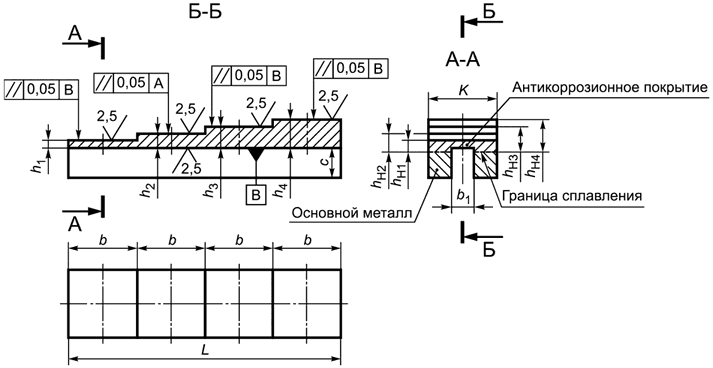
Рисунок 50 - Настроечный образец для измерения толщины антикоррозионного покрытия со стороны покрытия (тип ТН2)
|
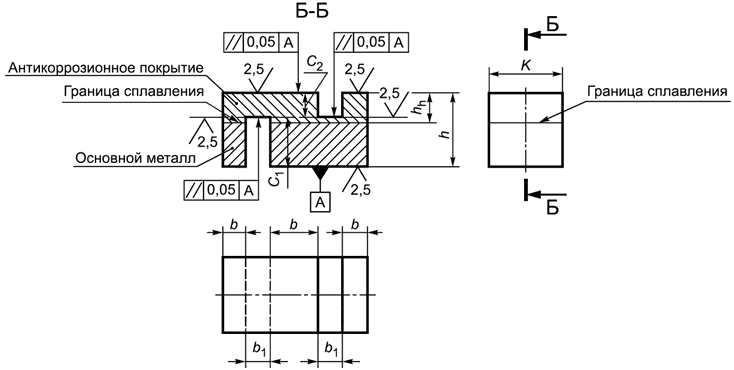
Рисунок 51 - Настроечный образец для измерения толщины антикоррозионного покрытия со стороны покрытия или основного металла (тип ТН3)
6.12 Для настройки основных параметров УЗК (угла ввода, ширины основного лепестка диаграммы направленности, "мертвой зоны", предельной чувствительности) ОК из металлов, отличающихся по акустическим характеристикам от малоуглеродистой и низколегированной сталей, следует применять НО-СО-2А (рисунок 52). Требования к металлу образца, числу и расположению отверстий в НО-СО-2А должны быть указаны в технической документации на контроль.
На рисунке 52 приняты следующие обозначения:
- ![]() - номинальная толщина, мм;
- номинальная толщина, мм;
- ![]() - глубина центра БЦО, мм;
- глубина центра БЦО, мм;
- ![]() - расстояние до центра БЦО от торца образца, мм.
- расстояние до центра БЦО от торца образца, мм.
При контроле СС из металла, скорость распространения поперечной волны в котором меньше скорости распространения поперечной волны из стали марки 20 или 3, и при использовании преобразователя с углом падения волны, близким ко второму критическому углу в стали марки 20 или 3, для определения точки выхода и стрелы преобразователя следует применять НО-СО-3А (рисунок 53), изготовленный из контролируемого металла. Требования к металлу НО-СО-3А должны быть указаны в технической документации на контроль.
|
а) С плоской поверхностью
|
б) С радиусом наружной поверхности
|
в) С радиусом наружной поверхности для НП с углом ввода более 60 градусов
Рисунок 52 - Эскиз НО-СО-2А
|
а) С плоской поверхностью
|
б) С радиусом наружной поверхности
Рисунок 53 - Эскиз НО-СО-3А
6.13 Для настройки основных параметров УЗК для проведения контроля по технологии ФР могут применять НО, приведенные на рисунках 54-56.
|
а) Вид спереди
|

б) Вид снизу
|
в) Вид сзади
Рисунок 54 - Эскиз настроечного образца для настройки параметров ультразвукового контроля по технологии фазированных решеток
|
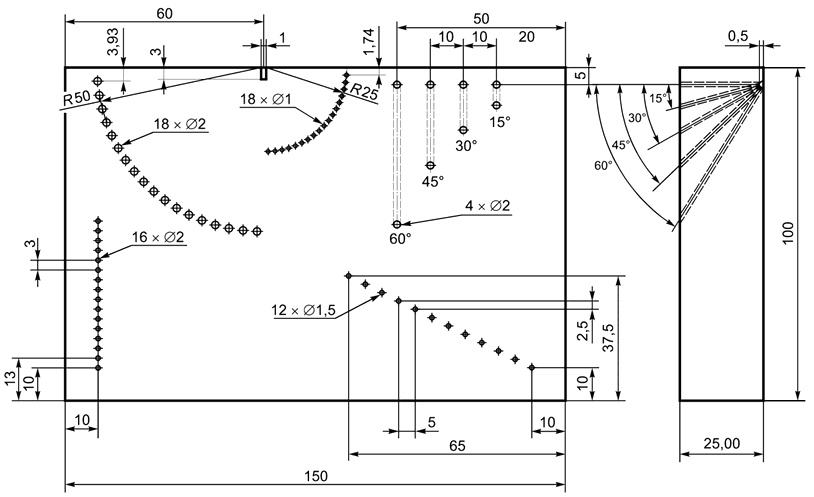
Рисунок 55 - Эскиз настроечного образца для настройки параметров ультразвукового контроля по технологии фазированных решеток
|
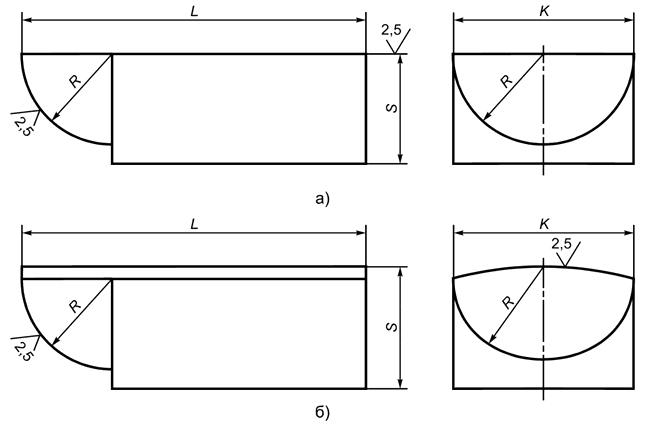
Рисунок 56 - Эскиз настроечного образца для настройки параметров пьезоэлектрического преобразователя по технологии фазированных решеток
6.14 Для настройки ВРЧ для проведения УЗК по технологии ФР применяют НО (рисунок 57), на котором приведены следующие обозначения:
- - длина образца, мм;
- ![]() - ширина образца, мм;
- ширина образца, мм;
- ![]() - номинальная толщина, мм;
- номинальная толщина, мм;
- ![]() - глубина центра БЦО, мм;
- глубина центра БЦО, мм;
- ![]() - наружный диаметр образца, мм;
- наружный диаметр образца, мм;
- ![]() - диаметр БЦО, мм;
- диаметр БЦО, мм;
- - расстояние до центра БЦО по длине образца, мм.
6.14.1 Глубину и расстояние до центра БЦО выбирают в зависимости от диапазона углов таким образом, чтобы эхо-сигналы от минимального и максимального угла ввода ПЭП ФР при сканировании не накладывались.
6.14.2 Толщину образца устанавливают таким образом, чтобы при настройке ВРЧ не появлялись "ложные" эхо-сигналы.
|
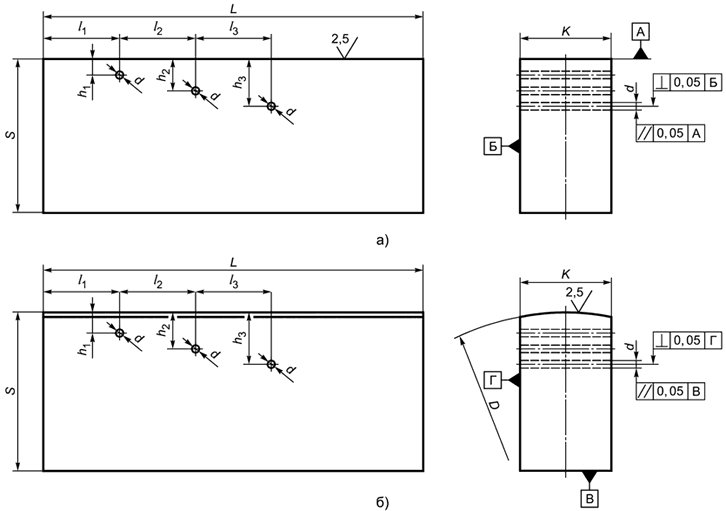
Рисунок 57 - Эскиз настроечного образца для настройки временной регулировки чувствительности по технологии фазированных решеток
6.15 НО с ВЦО, которые используют для настройки параметров УЗК, представлены на рисунках 58-59, на которых приведены следующие обозначения:
- - длина образца, мм;
- ![]() - ширина образца, мм;
- ширина образца, мм;
- ![]() - номинальная толщина, мм;
- номинальная толщина, мм;
- ![]() - расстояние до центра плоскодонного отверстия, мм;
- расстояние до центра плоскодонного отверстия, мм;
- ![]() - расстояние до центра ВЦО от боковой поверхности образца, мм;
- расстояние до центра ВЦО от боковой поверхности образца, мм;
- ![]() - наружный диаметр образца, мм;
- наружный диаметр образца, мм;
- ![]() - внутренний диаметр образца, мм;
- внутренний диаметр образца, мм;
- ![]() - диаметр ВЦО, мм.
- диаметр ВЦО, мм.
6.15.1 Длина и ширина и
![]() НО выполнены с допускаемым отклонением ±1,0 мм, номинальная толщина
НО выполнены с допускаемым отклонением ±1,0 мм, номинальная толщина ![]() - в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
- в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
6.15.2 Допускаемое отклонение расстояния до центра ВЦО , а также расстояние до центра отверстия от боковой поверхности образца
![]() - не более ±0,05 мм.
- не более ±0,05 мм.
6.15.3 Допускаемое отклонение по диаметру ![]() отверстия - не более ±0,05 мм.
отверстия - не более ±0,05 мм.
6.15.4 Отклонение от номинальных значений по наружному ![]() и внутреннему
и внутреннему ![]() диаметру - в соответствии с допусками на изготовление, но не более ±10,0%.
диаметру - в соответствии с допусками на изготовление, но не более ±10,0%.
|
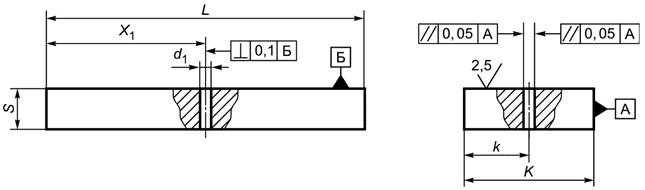
Рисунок 58 - Эскиз настроечного образца с вертикальным цилиндрическим отверстием для настройки параметров ультразвукового контроля
|
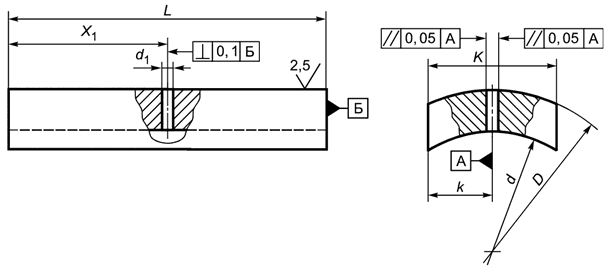
Рисунок 59 - Эскиз настроечного образца с вертикальным цилиндрическим отверстием для настройки параметров ультразвукового контроля цилиндрических объектов контроля
6.16 Для настройки параметров УЗК и ВРЧ НП применяют НО, представленные на рисунке 60, на котором приведены следующие обозначения:
- - длина образца, мм;
- ![]() - ширина образца, мм;
- ширина образца, мм;
- ![]() - номинальная толщина, мм;
- номинальная толщина, мм;
- ![]() - глубина центра БЦО, мм;
- глубина центра БЦО, мм;
- ![]() - наружный диаметр образца, мм;
- наружный диаметр образца, мм;
- ![]() - диаметр БЦО, мм;
- диаметр БЦО, мм;
- ![]() - угол, градус;
- угол, градус;
- - расстояние до центра БЦО по длине образца, мм.
6.16.1 Длина и ширина и
![]() НО выполнены с допускаемым отклонением (допуском) ±1,0 мм, номинальная толщина
НО выполнены с допускаемым отклонением (допуском) ±1,0 мм, номинальная толщина ![]() - в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
- в соответствии с допусками на изготовление, но не более ±10,0% от толщины.
6.16.2 Допускаемое отклонение по глубине до центра БЦО ![]() , расстояние до центра плоскодонного отверстия
, расстояние до центра плоскодонного отверстия - не более ±0,05 мм.
6.16.3 Допускаемое отклонение по диаметру ![]() - не более ±0,05 мм.
- не более ±0,05 мм.
6.16.4 Допуск по наружному диаметру ![]() - в соответствии с допусками на изготовление, но не более ±10,0%.
- в соответствии с допусками на изготовление, но не более ±10,0%.
|
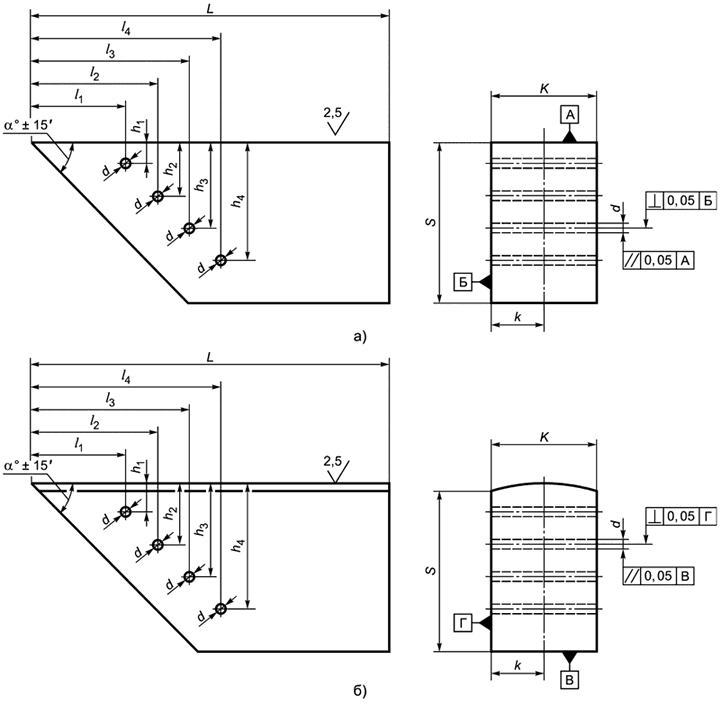
Рисунок 60 - Эскиз настроечного образца для настройки параметров ультразвукового контроля и временной регулировки чувствительности наклонного преобразователя
Библиография
[1] | РМГ 29-2013 | Государственная система обеспечения единства измерений. Метрология. Основные термины и определения |
[2] | Приказ Госкорпорации "Росатом" от 31 октября 2013 г. N 1/10-НПА "Об утверждении метрологических требований к измерениям, эталонам единиц величин, стандартным образцам, средствам измерений, их составным частям, программному обеспечению, методикам (методам) измерений, применяемым в области использования атомной энергии" | |
УДК 62-1/-9:006.354 | ОКС 27.120.99 | |
Ключевые слова: система оценки соответствия в области использования атомной энергии, ультразвуковой контроль, средства контроля | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}