ГОСТ Р 50.05.06-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Система оценки соответствия в области использования атомной энергии
ОЦЕНКА СООТВЕТСТВИЯ В ФОРМЕ КОНТРОЛЯ
Унифицированные методики. Магнитопорошковый контроль
Conformity assessment system for the use of nuclear energy. Conformity assessment in the form of examination. Unified procedures. Magnetic particles examination
ОКС 27.120
Дата введения 2018-03-01
Предисловие
1 РАЗРАБОТАН Государственной корпорацией по атомной энергии "Росатом"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 322 "Атомная техника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 2 февраля 2018 г. N 40-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
1.1 Настоящий стандарт устанавливает требования к проведению неразрушающего контроля магнитопорошковым методом, виды и способы намагничивания, требования к средствам (в том числе измерений) и организации контроля, оценке и оформлению результатов контроля, размагничиванию объектов и выполнению заключительных операций.
1.2 Настоящий стандарт распространяется на магнитопорошковый контроль (МПК) сварных соединений и наплавленных покрытий оборудования и трубопроводов атомных энергетических установок (АЭУ) и других элементов атомных станций (АС), выполненных в соответствии с требованиями федеральных норм и правил в области использования атомной энергии, устанавливающих:
- требования к устройству и безопасной эксплуатации оборудования и трубопроводов АЭУ;
- требования к устройству и эксплуатации локализующих систем безопасности АС;
- требования к сварке и наплавке оборудования и трубопроводов АЭУ;
- правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже;
- правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов АС.
1.3 Настоящий стандарт распространяется на МПК состояния металла оборудования, трубопроводов и других элементов АЭУ и устанавливает требования к порядку проведения контроля, средствам контроля, персоналу, обработке и оформлению результатов контроля, а также требования безопасности.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.030 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.13 Система стандартов безопасности труда. Лампы электрические. Требования безопасности
ГОСТ 12.2.032 Система стандартов безопасности труда. Рабочее место при выполнении работ сидя. Общие эргономические требования
ГОСТ 12.2.033 Система стандартов безопасности труда. Рабочее место при выполнении работ стоя. Общие эргономические требования
ГОСТ 12.2.049 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования
ГОСТ 12.2.061 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 12.2.064 Система стандартов безопасности труда. Органы управления производственным оборудованием. Общие требования безопасности
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.005 Система стандартов безопасности труда. Работы окрасочные. Общие требования безопасности
ГОСТ 12.3.020 Система стандартов безопасности труда. Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 12.4.011 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.023 Система стандартов безопасности труда. Щитки защитные лицевые. Общетехнические требования и методы контроля
ГОСТ 12.4.068 Система стандартов безопасности труда. Средства индивидуальной защиты дерматологические. Классификация и общие требования
ГОСТ 12.4.103 Система стандартов безопасности труда. Одежда специальная защитная, средства индивидуальной защиты ног и рук. Классификация
ГОСТ 12.4.238 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Аппараты изолирующие автономные со сжатым воздухом. Технические требования. Методы испытаний. Маркировка. Правила отбора образцов
ГОСТ 17.2.3.02 Правила установления допустимых выбросов загрязняющих веществ промышленными предприятиями
ГОСТ 33 (ИСО 3104-94) Нефтепродукты. Прозрачные и непрозрачные жидкости. Определение кинематической вязкости и расчет динамической вязкости
ГОСТ 982-80 Масла трансформаторные. Технические условия
ГОСТ 1435 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2874-82 Вода питьевая. Гигиенические требования и контроль за качеством
ГОСТ 5100-85 Сода кальцинированная техническая. Технические условия
ГОСТ 5632 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 8433-81 Вещества вспомогательные ОП-7 и ОП-10. Технические условия
ГОСТ 9070-75 Вискозиметры для определения условной вязкости лакокрасочных материалов. Технические условия
ГОСТ 9411 Стекло оптическое цветное. Технические условия
ГОСТ 10028-81 Вискозиметры капиллярные стеклянные. Технические условия
ГОСТ 19906-74 Нитрит натрия технический. Технические условия
ГОСТ Р 8.563 Государственная система обеспечения единства измерений. Методики (методы) измерений
ГОСТ Р 50.04.07 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме испытаний. Аттестационные испытания систем неразрушающего контроля
ГОСТ Р 50.05.11 Система оценки соответствия в области использования атомной энергии. Персонал, выполняющий неразрушающий и разрушающий контроль металла. Требования и порядок оценки компетентности
ГОСТ Р 50.05.15 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Термины и определения
ГОСТ Р 50.05.16 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Метрологическое обеспечение
ГОСТ Р 51232-98 Вода питьевая. Общие требования к организации и методам контроля качества
ГОСТ Р 53700 (ИСО 9934-3:2002) Контроль неразрушающий. Магнитопорошковый метод. Часть 3. Оборудование
ГОСТ Р 55612 Контроль неразрушающий магнитный. Термины и определения
ГОСТ Р 56510 Метрологическое обеспечение в области неразрушающего контроля
ГОСТ Р 56512 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р 56542 Контроль неразрушающий. Классификация видов и методов
СП 52.13330 Естественное и искусственное освещение
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил и/или классификаторов) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. При пользовании настоящим стандартом целесообразно проверить действие ссылочного свода правил в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 50.05.15, а также следующие термины с соответствующими определениями:
3.1 дефектограмма (magnetogram; magnetic seismogram; magnetically recorded seismogram): Изображение индикаторного рисунка несплошностей материала объекта контроля или контрольного образца, зафиксированное на фотографии, в слое лака, липкой ленты или на другом носителе.
3.2 измеритель напряженности магнитного поля (measuring instrument of intensity of a magnetic field): Магнитоизмерительный прибор, шкала которого градуирована в единицах напряженности магнитного поля в СИ (А/м) или иной системе.
3.3 индикаторный рисунок несплошности (flaw indications; indicating pictorial representation of discontinuity): Изображение, образованное магнитным порошком на поверхности объекта контроля в месте расположения несплошности, примерно подобное форме несплошности на поверхности объекта контроля.
3.4 короткая деталь (short detail): Деталь с отношением длины к эквивалентному диаметру менее трех.
3.5 коэрцитивная сила (по индукции) (coercive force): Величина, равная напряженности магнитного поля, необходимого для изменения магнитной индукции от остаточной индукции до нуля.
3.6 коэффициент чувствительности магнитных индикаторов: Относительный интегральный показатель выявляющей способности магнитных суспензий и порошков, определяемый с помощью специализированного прибора как отношение минимальной напряженности магнитного поля рассеяния, принятого за 1, к минимальной напряженности поля рассеяния, при которой несплошность выявляется исследуемой магнитной суспензией или порошком.
3.7 ложная (мнимая) несплошность [imaginary (sham) discontinuity]: Место скопления порошка, внешне идентичное индикаторному следу от несплошности, при отсутствии несплошности.
3.8 люминесцентный магнитный порошок (fluorescent magnetic particles): Магнитный порошок, частицы которого покрыты неотслаивающейся пленкой люминофора.
3.9 магнитный порошок (magnetic particles): Порошок из ферромагнетика, используемый в качестве индикатора магнитного поля рассеяния.
3.10 магнитомягкий материал (soft-magnetic material): Магнитный материал с коэрцитивной силой по индукции не более 4 кА/м.
3.11 магнитопорошковый метод контроля (magnetic particle nondestructive inspection; magnetic particle examination): Метод неразрушающего контроля, основанный на регистрации магнитных полей рассеяния над несплошностями с использованием в качестве индикатора ферромагнитного порошка или магнитной суспензии.
3.12 магнитотвердый материал (hard-magnetic material): Магнитный материал с коэрцитивной силой по индукции не менее 4 кА/м.
3.13 нормальная составляющая напряженности магнитного поля [normal (perpendicular) component magnetic field strength]: Составляющая напряженности магнитного поля, направленная перпендикулярно поверхности объекта в зоне контроля.
3.14 остаточное магнитное поле (residual magnetic field): Магнитное поле, создаваемое в пространстве ферромагнитным материалом объекта контроля вследствие его намагниченности после снятия внешнего магнитного поля.
3.15 остаточная намагниченность объекта контроля, остаточная индукция (remanent magnetization, renament retentivity): Намагниченность (индукция), которую имеет объект контроля после снятия внешнего магнитного поля.
3.16 область эффективной намагниченности (area effective magnetize): Область на поверхности намагниченного объекта, внутри которой тангенциальная составляющая напряженности магнитного поля достаточна для проведения магнитопорошкового контроля, а отношение нормальной к тангенциальной составляющих напряженности магнитного поля менее или равно 3.
3.17 приложенное магнитное поле (applied magnetic field): Внешнее магнитное поле, как правило, превышающее по напряженности магнитное поле Земли, в котором находится объект магнитопорошкового контроля или его часть во время проведения контроля.
3.18 поле рассеяния (flux leakage field: magnetic dispersion): Одна из составляющих магнитного поля несплошности, обусловленная изменением направления вектора магнитной индукции в материале объекта контроля вследствие локального изменения магнитной проницаемости материала в зоне несплошности.
3.19 размагничивание (demagnetization; magnetic neutralization): Операция магнитопорошкового контроля, в результате которой под воздействием внешнего магнитного поля уменьшается намагниченность материала объекта контроля до допустимого уровня.
3.20 соленоид (solenoid): Полая цилиндрическая катушка индуктивности, при прохождении по которой электрического тока возникает магнитное поле, намагничивающее или размагничивающее объект, расположенный в полости соленоида или возле его торца.
3.21 тангенциальная составляющая напряженности магнитного поля (tangential component magnetic field strength): Составляющая напряженности магнитного поля, направленная параллельно поверхности объекта в зоне контроля.
3.22 тесламетр (teslameter): Магнитоизмерительный прибор, предназначенный для измерения магнитной индукции, шкала которого градуирована в теслах.
3.23 условная трещина (conditional flaw): Мысленно представленная поверхностная тупиковая несплошность в форме плоской щели с параллельными стенками, ориентированная перпендикулярно контролируемой поверхности и направлению вектора магнитной индукции, с отношением глубины к ширине, равным и более 10, и длиной 0,5 мм.
3.24 ферромагнитный материал; магнитный материал (ferromagnet: ferromagnetic; magnetic material): Материал, обладающий свойствами ферромагнетика или ферримагнетика.
Примечание - Ферромагнитные материалы характеризуются остаточной индукцией, магнитной восприимчивостью, магнитной проницаемостью, коэрцитивной силой и другими характеристиками. Эти материалы разделяют на два основных класса: магнитомягкие и магнитотвердые.
3.25 цветной магнитный порошок (magnetic particles coloured): Взвесь магнитных частиц, имеющих цвет, отличный от черного, в воздухе.
3.26 центральный проводник (central conductor): Проводник, вставляемый внутрь полого объекта или в имеющееся в нем отверстие, по которому пропускается электрический ток при циркулярном намагничивании объекта контроля.
3.27 эквивалентный диаметр (детали) [equivalent diameter (detail)]: Диаметр круга, площадь которого равна площади поперечного сечения детали.
3.28 электроконтакты (electrical contact: contactor; electric feeler): Устройства для намагничивания локальных участков крупногабаритных объектов контроля путем пропускания по ним тока.
3.29 электромагнит (electromagnet): Намагничивающее и размагничивающее устройство обычно в виде П-образного ферромагнитного сердечника, на который намотаны одна, две или более обмоток, включенных последовательно, при прохождении по которым электрического тока в сердечнике возникает и концентрируется магнитное поле, которым намагничивается или размагничивается объект, расположенный в межполюсном пространстве электромагнита.
4 Сокращения
В настоящем стандарте используются следующие сокращения:
АЭС - атомная электростанция;
АЭУ - атомная энергетическая установка;
АС - атомная станция;
КН - комбинированное намагничивание;
КД - конструкторская документация;
КЗУ - контактное зажимное устройство;
НД - нормативная документация;
НК - неразрушающий контроль;
МП - магнитопорошковый;
МПК - магнитопорошковый контроль;
ПН - полюсное намагничивание;
СИ - средство измерений;
СОН - способ остаточной намагниченности;
СПП - способ приложенного поля;
ТКК - технологическая карта контроля;
ТМС - техническое моющее средство;
ТУ - технические условия;
ТД - технологическая документация;
УФ - ультрафиолетовый;
ЦН - циркулярное намагничивание.
5 Общие положения
5.1 МПК основан на обнаружении с помощью ферромагнитных частиц магнитных полей рассеяния, возникающих над поверхностными и подповерхностными несплошностями металла объекта контроля при его намагничивании.
Метод предназначен для выявления несплошностей ферромагнитного металла с относительной магнитной проницаемостью не менее 40. Метод не гарантирует выявление несплошностей, плоскости которых параллельны контролируемой поверхности или составляют с ней и направлением намагничивающего поля угол менее 30°, на поверхности объекта с параметром шероховатости более 10 (
63). Немагнитное покрытие толщиной более 20 мкм затрудняет выявляемость несплошностей.
5.2 МП-метод позволяет контролировать полуфабрикаты, изделия, сварные соединения любых размеров и форм. МП-метод позволяет обнаруживать поверхностные и подповерхностные несплошности: трещины различного происхождения (шлифовочные, ковочные, штамповочные, закалочные, усталостные, деформационные, травильные и др.), флокены, закаты, надрывы, волосовины, расслоения, дефекты сварных соединений (трещины, непровары, шлаковые, флюсовые и окисные включения, подрезы) и др.
5.2.1 Необходимым условием для проведения МПК является наличие доступа к контролируемой поверхности, достаточного для подвода намагничивающих устройств, нанесения индикаторных средств и ее визуального осмотра. При невозможности из-за конструктивных особенностей объекта контроля проводить НК МП-методом дефектоскопии в соответствии с требованиями настоящего стандарта или с применением новых методических решений должна быть применена методика контроля, удовлетворяющая требованиям ГОСТ Р 50.04.07.
5.2.2 Проведение контроля в ночную смену с 0 до 6 ч не допускается.
5.3 Результаты контроля объектов МП-методом дефектоскопии зависят от следующих факторов:
- магнитных характеристик материала объектов;
- формы и размеров объектов контроля;
- вида, местоположения и ориентации выявляемых несплошностей;
- степени доступности зон контроля, особенно в случае контроля объектов, установленных в конструкции изделия;
- шероховатости поверхности;
- наличия и уровня поверхностного упрочнения;
- толщины немагнитных покрытий;
- напряженности магнитного поля и его распределения по поверхности объекта контроля;
- угла между направлением намагничивающего поля и плоскостями выявляемых несплошностей;
- свойств магнитного индикатора;
- способа его нанесения на объект контроля;
- интенсивности магнитной коагуляции порошка в процессе выявления несплошностей;
- способа и условий регистрации индикаторных рисунков выявляемых несплошностей.
Указанные факторы учитывают при разработке технологий МПК объектов.
5.4 Настоящим стандартом установлены три условных уровня чувствительности А, Б и В, соответствующих минимальной ширине условной трещины. Условная трещина определена в соответствии с 3.23. Условные уровни чувствительности приведены в таблице 1. Конкретный условный уровень назначает разработчик НД или КД в зависимости от требуемых размеров подлежащих выявлению несплошностей. Чувствительность метода проверяют на стандартном образце с соответствующей заданному условному уровню шириной раскрытия условной трещины (несплошности) (см. таблицу 1).
5.5 Практическая реализация чувствительности контроля, соответствующей требуемому уровню, может быть достигнута при шероховатости контролируемой поверхности не более указанной в таблице 1. Если объект контроля по условиям изготовления или эксплуатации имеет большую шероховатость, чувствительность контроля уменьшается и условный уровень чувствительности не нормируется.
Таблица 1 - Условные уровни чувствительности
Условный уровень чувствительности | Минимальная ширина раскрытия условной трещины, мкм | Шероховатость контролируемой поверхности |
А | 2,0 | 2,5 |
Б | 10,0 | 10,0 |
В | 25,0 | 10,0 |
5.6 МПК проводится контролерами по ТКК, в которых указывают как минимум следующие сведения:
- наименование организации-разработчика;
- номер документа, по которому проводят контроль;
- обозначение типов (групп) контролируемых полуфабрикатов, изделий или сварных соединений и наплавок с указанием в необходимых случаях номера чертежей изделия и стадии для проведения контроля;
- наименование изделия;
- объем контроля;
- эскиз детали с указанием габаритных размеров (при необходимости);
- размеры, расположение контролируемых участков и зоны перекрытия участков;
- условный уровень чувствительности;
- шероховатость контролируемой поверхности;
- вид и способ намагничивания;
- вид (постоянный, переменный и пр.) тока циркулярного намагничивания, сила тока или напряженность магнитного поля на поверхности объекта контроля при необходимости;
- средства контроля (аппаратура, включая средства измерения, и материалы);
- освещенность контролируемой поверхности;
- нормы оценки качества;
- необходимость размагничивания;
- фамилию, инициалы, подпись, сведения о сертификате (аттестационном удостоверении) разработчика ТКК;
- фамилию, инициалы, подпись лица, утвердившего ТКК.
Пример оформления ТКК приведен в приложении А.
5.7 При применении новых методик и средств контроля с учетом специфики объекта контроля допускается разработка нового документа, составленного с учетом настоящего стандарта, прошедшего оценку соответствия в форме испытаний.
5.8 МП-метод относится к индикаторным методам НК. Метод не позволяет определять длину, глубину и ширину поверхностных несплошностей по их индикаторным рисункам, а также размеры подповерхностных несплошностей и глубину их залегания. Фактические размеры поверхностных несплошностей определяют после удаления дефектоскопических материалов с поверхности объекта контроля.
5.8.1 Необходимость и объем МПК, а также нормы оценки качества и уровень чувствительности при контроле сварных соединений и наплавленных покрытий должны соответствовать требованиям федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов АС, а также правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже: для полуфабрикатов и основного металла изделий при изготовлении и ремонте - установленным по стандартам (техническим условиям) на полуфабрикаты и (или) КД на изделие, при эксплуатации - требованиям федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов АС.
6 Требования к контролю
6.1 Требования к средствам контроля
6.1.1 Для контроля МП-методом используют следующую аппаратуру:
- универсальные (стационарные, передвижные, переносные) и специализированные МП-дефектоскопы;
- источники освещения или УФ-облучения контролируемой поверхности;
- СИ величины напряженности намагничивающего поля и (или) тока с погрешностью измерения не более 5%, вязкости и концентрации магнитной суспензии, освещенности и облученности контролируемой поверхности;
- размагничивающие устройства и СИ для оценки уровня размагниченности;
- контрольные образцы (аттестованные объекты) для проверки работоспособности МП-дефектоскопов и магнитных индикаторов;
- устройства для осмотра контролируемой поверхности и регистрации несплошностей: смотровые оптические приборы и СИ (лупы, бинокулярные стереоскопические микроскопы, зеркала, эндоскопы), телевизионные системы, а также автоматизированные устройства обнаружения, регистрации и обработки изображений, при необходимости входящие в СИ.
6.1.2 Требования к МП-дефектоскопам, являющимся СИ и намагничивающим устройством, должны соответствовать ГОСТ Р 53700. Требования к портативным электромагнитам переменного тока, гибким кабелям, электроконтактам и источникам УФ-излучения следующие:
- устойчивость фильтра к брызгам магнитного индикатора;
- защита работников от опасных воздействий при нерабочем положении установки;
- УФ-облученность УФ-излучения на расстоянии 400 мм от источника - не менее 10 Вт/м;
- освещенность на расстоянии 400 мм от источника - не более 20 лк;
- температура поверхности рукоятки - не более 40°С.
К смотровым кабинам для осмотра объектов контроля при использовании люминесцентных магнитных индикаторов также установлены требования согласно ГОСТ Р 53700.
6.1.3 МП-дефектоскопы выбирают с учетом:
- номенклатуры, конфигурации и размеров объектов контроля;
- требуемого значения намагничивающего тока или напряженности магнитного поля;
- используемого способа МПК;
- требуемой производительности труда;
- технических и экономических возможностей организации.
6.1.4 Для обеспечения высокой выявляемости несплошностей способом остаточной намагниченности с применением соленоида, электромагнита и других рекомендуется использовать источник питания или блок регулирования тока, обеспечивающий при выключении уменьшение намагничивающего тока от максимального значения до минимального измеряемого значения за время не менее 5 с.
6.1.5 Дефектоскопы, в которых намагничивание изделий осуществлено переменным, выпрямленным или импульсным токами, при контроле способом остаточной намагниченности должны обеспечивать выключение тока в момент времени, при котором значение остаточной индукции составляет не менее 0,9 ее максимального значения для данного материала при выбранном режиме.
6.1.6 В эксплуатационной документации на МП-дефектоскопы должны быть указаны:
- возможность контроля способами остаточной намагниченности и/или приложенного магнитного поля;
- значение напряжения питания и потребляемой мощности;
- масса и габаритные размеры;
- рабочие диапазоны значений температуры, влажности и атмосферного давления.
В эксплуатационной документации на МП-дефектоскоп с намагничивающим устройством, работающим от источника намагничивающего тока, должны быть дополнительно приведены:
- максимальная потребляемая мощность;
- вид намагничивающего тока;
- напряжение и частота намагничивающего тока;
- максимальное и минимальное значения намагничивающего тока;
- способ регулирования намагничивающего тока (ступенчатый, плавный, ток не регулируется).
При использовании повторно-кратковременного режима намагничивания в эксплуатационной документации должны быть указаны:
- продолжительность включения и длительность паузы;
- максимальное значение тока, при котором дефектоскоп может работать непрерывно.
6.1.7 При проверке работоспособности дефектоскопов и качества магнитных индикаторов (после изготовления или ремонта, а также на рабочих местах контроля) применяют контрольные образцы для МПК с естественными или искусственными несплошностями. Примеры образцов приведены в приложении Б.
При намагничивании объектов с помощью центрального проводника для проверки работоспособности МП-дефектоскопов может быть использован образец типа МО-4 (см. приложение Б). Работоспособность устанавливается по выявлению несплошностей, сравнением индикаторных рисунков образца с приведенными на фотографии в паспорте.
6.1.8 СИ, показания которых связаны с чувствительностью контроля, должны быть утвержденных типов, прошедшие поверку в соответствии с [1], и иметь действующие свидетельства о поверке и (или) знаки поверки.
6.2 Дефектоскопические материалы
6.2.1 В качестве индикаторов несплошностей при МП-дефектоскопии используют черные или цветные магнитные, магнитолюминесцентные порошки или их суспензии (см. приложение В), в том числе в аэрозольной упаковке, со следующими диапазонами зернистости:
- для суспензии - не более 50 мкм;
- для сухого способа - не более 150 мкм.
6.2.2 Каждая партия материалов для дефектоскопии должна быть проконтролирована:
- на наличие на каждом упаковочном месте (пачке, коробке, емкости) этикеток, соответствующих прилагающимся сертификатам, и других сведений, с проверкой полноты приведенных в них данных на контрольных образцах и соответствия этих данных требованиям настоящего стандарта;
- отсутствие повреждений упаковки или самих материалов;
- действие срока годности.
Допускается входной контроль качества (выявляющей способности) магнитных порошков проводить с помощью СИ АКС-1С (анализатора концентрации суспензии). Нормы расхода материалов устанавливаются организацией, выполняющей контроль.
6.2.3 При приготовлении магнитных суспензий содержание черного, цветного или люминесцентного порошков в дисперсной среде должно соответствовать рекомендации производителя порошка, указанной в руководстве по его применению. В случае отсутствия рекомендации производителя порошка содержание магнитного порошка в 1 л дисперсионной среды должно составлять: черного - (25±5) г, магнитолюминесцентного - (4±1) г. Составы магнитных суспензий приведены в рекомендуемом приложении В.
6.2.4 В качестве дисперсионной среды для приготовления магнитных суспензий применяют: воду, керосин, масло и смесь керосина с маслом.
При использовании магнитолюминесцентного порошка дисперсионная среда не должна гасить люминесценцию индикатора и создавать дополнительный люминесцирующий фон, затрудняющий расшифровку индикаций.
В состав водных магнитных суспензий должны входить поверхностно-активные, антикоррозионные и антивспенивающие компоненты.
6.2.5 Вязкость дисперсной среды суспензии не должна превышать 36·10 м
/с (36 сСт) при температуре контроля. При вязкости носителя более 10·10
м
/с (10 сСт) в производственно-технологической документации должно быть указано время стекания основной массы суспензии, после которого допустим осмотр изделия. Вязкость дисперсионной среды суспензии на основе масла и масляно-керосиновых смесей рекомендуется измерять вискозиметром с погрешностью не более 2,5% полной шкалы при ее приготовлении и в процессе использования с периодичностью, указанной в НД на МПК. Вместо кинематической вязкости допускается измерять условную вязкость суспензий. Порядок измерения условной вязкости дисперсионной среды магнитных суспензий приведен в приложении Г.
6.2.6 Водную магнитную суспензию необходимо оберегать от масла, которое вызывает коагуляцию магнитного порошка, что снижает ее чувствительность к выявлению несплошностей.
6.2.7 Концентрацию магнитной суспензии при неодноразовом использовании проверяют перед проведением контроля СИ АКС-1С или ИКС-1.
6.3 Требования к контрольным образцам
6.3.1 Качество готовой магнитной суспензии перед проведением контроля проверяют на контрольном образце (аттестуемом объекте).
6.3.2 Допускается применение импортных контрольных образцов по согласованию с головной материаловедческой организацией.
6.3.3 Контрольные образцы изготавливают в организациях, их использующих, или в централизованном порядке. При этом допускается применение контрольных образцов с естественными несплошностями. Каждый контрольный образец должен быть замаркирован порядковым номером.
6.3.4 К контрольному образцу прилагается паспорт, который должен содержать:
- фотографию образца с выявленными несплошностями;
- материал образца;
- номер образца;
- размеры несплошностей (ширина раскрытия, глубина, длина);
- заключение об уровне чувствительности;
- режим намагничивания;
- результаты переаттестации;
- условия хранения;
- подпись руководителей службы НК и метрологии.
Форма паспорта приведена в приложении Б.
6.3.5 Контрольные образцы представляют собой детали или специальные изделия, изготовленные из материала определенного состава, с заданными геометрической формой и размерами, имеющие естественные или искусственные несплошности, размеры которых близки к чувствительности процесса МПК, предназначенные для проверки работоспособности МП-дефектоскопов и магнитных индикаторов.
Примеры контрольных образцов приведены в приложении Б. Для проверки работоспособности МП-дефектоскопов преимущественно применяют контрольные образцы с искусственными несплошностями. Тип образца для этой цели выбирают с учетом:
- конструкции дефектоскопа и способов намагничивания, на которые он рассчитан;
- характера несплошностей, выявляемых на проверяемых объектах, их расположения по глубине (поверхностные или подповерхностные);
- направления намагничивающего магнитного поля, создаваемого в намагничивающих устройствах дефектоскопа, и расположения несплошностей на образце.
Работоспособность дефектоскопов оценивают путем выявления несплошностей на образцах при всех способах намагничивания, предусмотренных конструкцией данного дефектоскопа.
6.3.6 Контрольные образцы со встроенными постоянными магнитами для проверки работоспособности МП-дефектоскопов не применяют.
6.3.7 Для проверки работоспособности магнитных индикаторов преимущественно выбирают образцы с трещинами. Однако для этой цели могут применять также другие образцы различного типа с искусственными или естественными несплошностями, в том числе со встроенными постоянными магнитами.
Работоспособность магнитных индикаторов оценивают путем выявления несплошностей на образцах при тех способах намагничивания, на которые рассчитан каждый образец. Паспорта и документы по периодической аттестации контрольных образцов подписывает метролог.
6.3.8 Образцы, приведенные в приложении Б, и им подобные, отличающиеся от объектов контроля, не допускается использовать при оценке возможности применения МП-метода, определении режимов контроля конкретных объектов и оценке выявляемых на них несплошностей. В этом случае должны использовать образцы, по форме, размерам и материалу соответствующие объектам контроля, также подлежащим периодической аттестации. На образцах должны быть естественные или искусственные несплошности с размерами, близкими к размерам минимальных дефектов, которые требуется обнаруживать.
6.3.9 Контрольные образцы не являются СИ и периодической метрологической поверке не подлежат. Они должны быть подвергнуты оценке внешнего состояния и периодической аттестации (на отсутствие коррозии, изломов, определения размеров выявляемых несплошностей и т.д.).
6.3.10 При оценке возможности применения МП-метода для контроля крупногабаритных объектов допускается использовать образцы в виде части этих объектов при условии, что при намагничивании таких образцов распределение магнитного потока в зоне возможного расположения отыскиваемых несплошностей будет соответствовать его распределению в целых объектах.
6.4 Требования к персоналу, выполняющему контроль
6.4.1 НК МП-методом должен выполнять персонал, компетентность которого подтверждена в соответствии с требованиями ГОСТ Р 50.05.11.
6.4.2 Контроль проводится двумя контролерами, из которых как минимум один должен иметь право подписи заключения.
6.4.3 Технологические карты контроля должен разрабатывать персонал, удовлетворяющий требованиям ГОСТ Р 50.05.11 и имеющий право выдачи заключения.
7 Проведение магнитопорошкового контроля
7.1 Подготовка к контролю
7.1.1 Перед проведением МПК необходимо:
- подготовить поверхность и оценить ее пригодность к контролю;
- проверить работоспособность дефектоскопа;
- проверить качество дефектоскопических материалов.
7.1.2 Поверхность, подлежащая контролю, должна быть очищена от шлака, окалины и других загрязнений, мешающих проведению МПК. При этом ширина контролируемой зоны сварных соединений принимается согласно требованиям федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов АС, а также правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже.
7.1.3 Выявленные при визуальном осмотре несплошности должны быть устранены до проведения МПК. Шероховатость контролируемой поверхности должна соответствовать значениям, указанным в таблице 1.
7.1.4 Подготовка поверхности и устранение дефектов по 8.1.2 и 8.1.3 в обязанности контролеров не входят.
7.1.5 МПК допускается проводить на объектах после нанесения немагнитного покрытия (например, оксидирования, цинкования, хромирования, кадмирования, окраски), если толщина покрытия не превышает 20 мкм. При этом толщина покрытия измеряется любым измерителем толщины покрытий требуемого диапазона, с погрешностью не более 2,5 мкм.
7.1.6 Поверхность, подлежащая контролю и имеющая следы масла или жирсодержащих суспензий, обезжиривается, если контроль проводят с использованием водной магнитной суспензии, и дополнительно просушивается, если контроль проводят сухим способом. При необходимости (например, для объекта контроля с темной поверхностью) наносят контрастное покрытие толщиной не более 20 мкм.
7.1.7 Проверку работоспособности дефектоскопов и качества дефектоскопических материалов осуществляют перед началом смены с помощью измерителей напряженности поля и (или) тока, контрольных образцов и приборов для измерения концентрации суспензии.
7.1.8 Освещенность контролируемой поверхности объектов при использовании черных и цветных нелюминесцирующих магнитных порошков или суспензий на их основе должна быть 1000 лк или более в зависимости от требуемой чувствительности к несплошностям и оптических свойств поверхности объектов контроля. Освещенность при контроле в стационарных условиях контролируют с помощью люксметра один раз в месяц или перед проведением МПК, измерения проводят на объекте, относительная погрешность - не более 8%.
7.1.9 При контроле следует применять комбинированное освещение (общее и местное). Для местного освещения допускается применение ламп накаливания, но только в молочной или матированной колбе. Могут быть использованы галогенные лампы. Ксеноновые лампы применять не допускается. Для исключения появления бликов на полированных объектах контроля, смоченных магнитной суспензией, рабочие места осмотра оборудуют светильниками с непросвечивающими отражателями или рассеивателями таким образом, чтобы их светящиеся элементы и лучи, отраженные от объектов контроля, не попадали в поле зрения работающих.
7.1.10 Осмотр объектов контроля, обработанных суспензией с люминесцентным магнитным порошком, проводят при УФ-облучении. Уровень облученности контролируемой поверхности УФ-излучением должен быть не менее 2000 мкВт/см. Относительная погрешность измерителя облученности должна быть не менее 10%. Длина волны УФ-излучения должна быть в диапазоне от 315 до 400 нм с максимумом излучения 365 нм. Относительная погрешность измерителя длины волны УФ-излучения не должна превышать 5%. При этом освещенность зоны контроля видимым светом должна быть не более 20 лк и контролироваться люксметром.
7.2 Проведение контроля
7.2.1 Требования к выбору способа и режима намагничивания
7.2.1.1 МП-дефектоскопы должны обеспечивать создание необходимой напряженности магнитного поля на поверхности объекта контроля. Это гарантируется показаниями СИ напряженности магнитного поля или проверкой на контрольном образце.
7.2.1.2 Напряженность магнитного поля при контроле СОН определяют с учетом достижения магнитного технического насыщения материала изделия. Значения напряженности поля насыщения основных марок сталей приведены в приложении Д.
При контроле способом приложенного поля напряженность магнитного поля, необходимую для обеспечения требуемого уровня чувствительности, определяют, исходя из коэрцитивной силы материала объекта контроля по прямым, соответствующим условным уровням чувствительности А, Б, В (рисунок 1), или вычисляют по формулам: (1) - для уровня А, (2) - для уровня Б и (3) - для уровня В:
![]() ; (1)
; (1)
![]() ; (2)
; (2)
![]() . (3)
. (3)
|
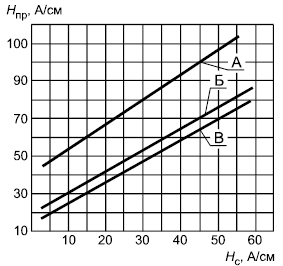
Рисунок 1 - Номограммы для выбора напряженности приложенного поля при СПП для условных уровней чувствительности А, Б, и В
Значения коэрцитивной силы основных марок сталей приведены в приложении Д.
7.2.1.3 Выбор способа и режима МПК проводится в зависимости от магнитных свойств контролируемого металла, требуемой чувствительности и конфигурации объекта контроля. МПК осуществляют СОН или СПП.
7.2.1.4 Для оценки возможности применения СОН следует пользоваться графиком определения способа контроля, приведенным на рисунке 2.
|
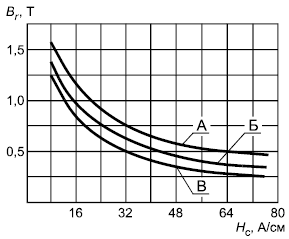
А, Б, В - условные уровни чувствительности
Рисунок 2 - График определения способа контроля по остаточной индукции и коэрцитивной силе металла
Требуемый уровень чувствительности при контроле СОН определяется по известным магнитным характеристикам материала объекта контроля (коэрцитивной силе , остаточной индукции
, данных в приложении Б) и кривым А, Б и В, соответствующим условным уровням чувствительности. При этом контроль СОН с требуемой чувствительностью возможен в том случае, если остаточная индукция материала при заданном значении коэрцитивной силы равна или более значения остаточной индукции, определенной на соответствующей кривой.
7.2.1.5 При невозможности использования СПП из-за конфигурации объекта контроля применяют СОН. Контроль материалов, коэрцитивная сила которых 10 А/см, проводят только СПП. Для контроля материалов, коэрцитивная сила которых
10 А/см и остаточная магнитная индукция
0,5 Тл, могут применять оба способа.
7.2.1.6 Значения напряженности магнитного поля могут быть уточнены экспериментально при контроле конкретных изделий. Относительная погрешность измерителя напряженности магнитного поля - не более 10%.
7.2.2 Требования к намагничиванию объекта контроля
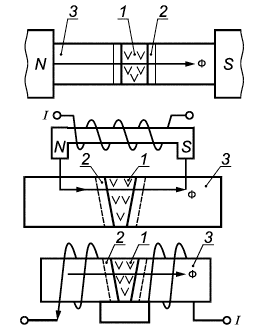
7.2.2.1 Намагничивание объекта контроля могут проводить циркулярным, продольным (полюсным) или комбинированным видами с использованием переменного, выпрямленного и импульсного тока или магнитного поля. Виды, способы и схемы намагничивания приведены в таблице 2.
Таблица 2 - Виды, способы и схемы намагничивания
Вид намагничивания | Способ намагничивания | Схема намагничивания |
Циркулярное | Пропускание тока по изделию, его участку или через токопроводящий проводник |
|
Продольное (полюсное) | Пропускание магнитного потока по изделию или его участку с помощью магнита, электромагнита или соленоида |
|
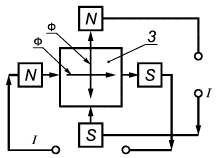
Комбинированное | Пропускание по изделию или его участку тока или магнитного потока в двух ортогональных направлениях |
|
Примечание - 1 - сварной шов; 2 - зона контроля; 3 - основной металл; Ф - магнитный поток; | ||
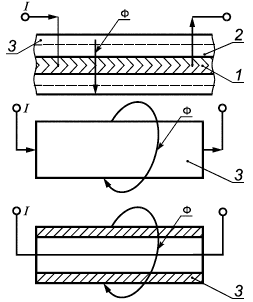
7.2.2.2 Циркулярный вид намагничивания осуществляют путем пропускания тока через объект контроля или его участки либо через токопроводящий проводник, помещенный в отверстие объекта контроля.
7.2.2.3 Продольный (полюсный) вид намагничивания осуществляют путем помещения объекта контроля или его участков в магнитное поле постоянного магнита, электромагнита или соленоида.
7.2.2.4 Комбинированный вид намагничивания осуществляют путем наложения двух ортогонально направленных токов или магнитных полей, из которых по крайней мере одно переменное, одновременно СПП.
7.2.2.5 Показания тока при ЦН можно вычислять по формулам, приведенным в приложении Е.
Для уменьшения нагрева объекта контроля рекомендуется применять прерывистый режим намагничивания длительностью от 0,1 до 3,0 с с перерывами между циклами намагничивания не более 5 с.
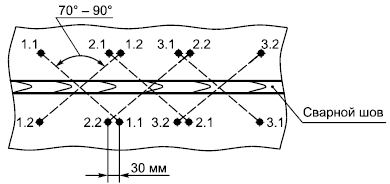
7.2.2.6 Для выявления различно ориентированных несплошностей намагничивание каждого контролируемого участка проводят в двух направлениях, угол между которыми составляет от 70° до 90°. Расстояние между электродами при ЦН должно быть от 75 до 250 мм. При этом ширина
контролируемого участка должна быть не более 0,6
.
7.2.2.7 С целью исключения пропуска несплошностей в местах стыковки контролируемых участков каждый последующий намагничиваемый участок должен перекрывать предыдущий на ширину не менее 20 мм при ЦН и не менее 30 мм при ПН. Это обеспечивается шагом перемещения полюсов магнита или электродов.
7.2.2.8 При ЦН способом пропускания тока через объект контроля с целью предупреждения прижогов рекомендуется:
- использовать наконечники или прокладки из металла с низкой температурой плавления (свинца, цинка, сплава алюминия и цинка и др.);
- периодически зачищать наконечники электроконтактов, не допуская их почернения;
- включать и выключать ток только при надежном электрическом контакте электрода намагничивающего устройства с объектом контроля.
7.2.2.9 При контроле изделий в продольном магнитном поле, в разомкнутой магнитной цепи необходимо учитывать влияние на чувствительность контроля размагничивающего фактора, связанного с формой изделия, особенно для изделий, имеющих отношение длины к эквивалентному диаметру менее 5. В этом случае необходимо:
- составлять объекты контроля в цепочку;
- применять удлинительные наконечники;
- применять переменный или импульсный ток питания намагничивающего устройства.
7.2.3 Требования к нанесению магнитного индикатора
7.2.3.1 Магнитный индикатор на контролируемую намагниченную поверхность наносят сухим или мокрым способом в виде порошка или суспензии соответственно.
7.2.3.2 При сухом способе магнитный порошок напыляют на контролируемую поверхность с его одновременным удалением с поверхности без несплошностей слабым потоком воздуха.
7.2.3.3 При мокром способе магнитную суспензию наносят на контролируемую поверхность путем погружения в ванну, распыления или полива слабой струей, не смывающей осевший порошок над несплошностью, с ее обязательным стеканием с поверхности. Для стекания магнитной суспензии поверхность должна быть наклонена.
7.2.3.4 Магнитный индикатор на контролируемую поверхность при контроле СПП наносят одновременно с намагничиванием объекта контроля. Намагничивание прекращают после стекания с контролируемой поверхности основной массы суспензии. При этом под стеканием основной массы суспензии понимается состояние, при котором дальнейшее стекание не изменяет картины отложения порошка над несплошностью. Осмотр контролируемой поверхности проводят после прекращения намагничивания.
7.2.3.5 Магнитный индикатор наносят на контролируемую поверхность при контроле СОН после снятия намагничивающего поля, но не позднее чем через 1 ч. Осмотр контролируемой поверхности проводят после стекания основной массы суспензии.
7.2.3.6 При контроле коротких изделий в продольном поле разомкнутой магнитной цепи магнитный индикатор наносят до разъема объектов контроля. Осмотр допускается проводить по отдельности, после стекания основной массы суспензии.
7.2.3.7 В зависимости от цвета (фона) контролируемой поверхности следует применять магнитные порошки, создающие наибольшую контрастность индикаторного рисунка.
7.3 Анализ результатов контроля
7.3.1 При контроле следует применять комбинированное освещение (общее и местное). Для местного освещения допускается применение ламп накаливания, но только в молочной или матированной колбе. Могут использоваться галогенные лампы. Ксеноновые лампы применять не допускается. Для исключения появления бликов на полированных объектах контроля, смоченных магнитной суспензией, рабочие места осмотра оборудуют светильниками с непросвечивающими отражателями или рассеивателями таким образом, чтобы их светящиеся элементы и лучи, отраженные от объектов контроля, не попадали в поле зрения работающих. Местное освещение рабочих мест рекомендуется оборудовать регуляторами освещения.
7.3.2 Осмотр объектов контроля, обработанных суспензией с люминесцентным магнитным порошком, проводят при УФ-облучении. Уровень облученности контролируемой поверхности УФ-излучением должен быть не ниже 2000 мкВт/см. Относительная погрешность измерителя облученности не должна превышать 10%. Длина волны УФ-излучения должна быть в диапазоне от 315 до 400 нм с максимумом излучения 365 нм. Относительная погрешность измерителя длины волны УФ-излучения не должна превышать 5%. При этом освещенность зоны контроля видимым светом должна быть не более 20 лк и контролироваться люксметром.
7.3.3 Результаты контроля оценивают по наличию на контролируемой поверхности индикаторного следа в виде четкого плотного валика магнитного порошка, видимого невооруженным глазом или с использованием лупы до 7-кратного увеличения и воспроизводимого каждый раз при повторном нанесении магнитной суспензии или порошка, без учета его принадлежности к поверхностной или подповерхностной несплошности.
7.3.4 Индикаторные рисунки, образующиеся на несплошностях, имеют следующие характерные особенности:
- плоскостные несплошности (трещины, расслоения, несплавления и т.п.) проявляются в форме удлиненных, тонких индикаторных рисунков в виде валиков магнитного порошка;
- объемные несплошности (поры, раковины, включения) образуют округлые индикаторные рисунки;
- подповерхностные несплошности обычно дают нечеткое осаждение порошка.
7.3.5 Каждый индикаторный рисунок должен быть отмечен краской, цветным карандашом или другими способами.
7.3.6 При анализе и расшифровке индикаторных рисунков несплошностей различают осаждения магнитного порошка на реальных несплошностях от ложных осаждений. При отсутствии несплошностей осаждения магнитного порошка могут наблюдаться в местах:
- резких переходов от одного сечения объекта контроля к другому;
- резкого местного изменения магнитных свойств металла (например, по границе зоны термического влияния или по границе "металл шва - основной металл") и т.п.;
- касания намагниченного объекта ферромагнитным предметом (отверткой, другой деталью и др.);
- расположения риски, царапины и грубой обработки поверхности;
- границы наклепанной поверхности;
- группы мелких забоин;
- расположения карбидной полосчатости металла;
- расположения границ незачищенных сварных швов.
Как правило, в указанных местах образуются размытые, нечеткие осаждения магнитного порошка. Для определения причин осаждения магнитного порошка в таких случаях оценивают особенности конструкции объекта в этой зоне, проводят осмотр очищенной поверхности с использованием оптических средств, выполняют повторный МПК либо контроль капиллярным или вихретоковым методом.
7.3.7 Участок осмотра объектов целесообразно обеспечивать отбракованными объектами контроля с выявленными несплошностями и дефектограммами, изготовленными в соответствии с приложением Ж.
7.3.8 В целях повышения качества контроля целесообразно через каждый час работы по осмотру контролируемой поверхности, в том числе при осмотре на экране компьютера, делать перерыв на 10-15 мин.
7.3.9 Результаты контроля оценивают в соответствии с нормами, предусмотренными документацией на изготовление, монтаж или эксплуатацию объектов контроля, приведенными в федеральных нормах и правилах в области использования атомной энергии, устанавливающих правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов АС и правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже.
7.3.10 Качество объектов контроля допускается оценивать как по индикаторным рисункам, так и по характеру реальных обнаруженных несплошностей: их размерам, количеству и распределению по поверхности проверяемых объектов.
7.4 Требования к размагничиванию
7.4.1 Необходимость размагничивания, проверка степени размагничивания, а также допустимая норма остаточной намагниченности каждого объекта контроля установлены производственно-технологической документацией на контроль. Объекты контроля, на которых проведен МПК, должны быть размагничены контролером:
- если их намагниченность вызывает погрешности в показаниях приборов, ухудшает работоспособность аппаратуры или датчиков, установленных в изделии;
- намагниченность в условиях эксплуатации объектов может вызвать накопление продуктов износа в подвижных сочленениях;
- остаточная намагниченность оказывает отрицательное влияние на последующие технологические операции изготовления или ремонта технических изделий, а также в других случаях.
7.4.2 Размагничивание осуществляют путем воздействия на деталь знакопеременного магнитного поля с убывающей от начального значения до нуля амплитудой. Размагничивающее поле может быть переменным (промышленной или низкой частоты), постоянным (выпрямленным импульсным), меняющейся полярности и с разной частотой коммутации.
7.4.3 Напряженность начального размагничивающего поля должна быть не менее величины намагничивающего поля, а в случае отсутствия данных о начальном намагничивающем поле - не менее пяти значений коэрцитивной силы материала изделия.
7.4.4 В зависимости от формы и размеров объектов размагничивание можно осуществлять следующими способами:
- продвижением объекта контроля через соленоид, питаемый переменным током или постоянным током изменяющейся полярности, и его удалением на расстояние, при котором напряженность магнитного поля соленоида равна напряженности фона. Например, для стационарных соленоидов это расстояние должно быть не менее 0,7 м;
- уменьшением до нуля тока в соленоиде переменного тока со вставленным в него размагничиваемым объектом. Если длина объекта более длины соленоида, то размагничивание проводят по участкам;
- удалением объекта от электромагнита (или электромагнита от объекта), питаемого переменным током либо постоянным током с периодически изменяющейся полярностью;
- уменьшением до нуля переменного тока в электромагните, в междуполюсном пространстве которого находится размагничиваемый объект или его участок;
- воздействием на объект контроля разнополярного убывающего импульсного магнитного поля;
- уменьшением до нуля амплитуды переменного тока, пропускаемого по объекту контроля, его части, кабелю или стержню, пропущенному через отверстие в объекте;
- воздействием на объект контроля магнитным полем, направленным встречно магнитному полю намагниченного объекта. Напряженность размагничивающего поля должна подбираться экспериментально таким образом, чтобы после его выключения остаточная индукция объекта была близка к нулю (применяют только для объектов простой формы).
При использовании переменного тока размагничивается поверхностный слой объекта, не превышающий глубины проникновения поля данной частоты в материал объекта.
7.4.5 Размагничивание массивных изделий целесообразно проводить по участкам с помощью электромагнитов, плоских катушек, гибкого кабеля, используя при необходимости следующие приемы:
- многократное (повторное) размагничивание изделия или его участка;
- увеличение времени процесса размагничивания от 30 до 60 с;
- уменьшение частоты магнитного переменного поля;
- вращение объекта контроля в различных плоскостях относительно размагничивающего поля.
7.4.6 При размагничивании коротких объектов контроля, имеющих малое (менее 5) отношение длины к толщине, следует располагать цепочкой или использовать удлинители с целью снижения размагничивающего фактора. Источники размагничивающего поля необходимо размещать таким образом, чтобы ось объекта контроля (особенно длинных деталей) была ориентирована с запада на восток для снижения подмагничивающего поля Земли.
7.4.7 Степень размагничивания определяют с помощью измерителей или градиентометров магнитных полей. После размагничивания уровень остаточной намагниченности на проконтролированных объектах не должен превышать (5±0,5) А/см, если в НД не установлены другие значения поля, вызываемого остаточной намагниченностью. Качественную (ориентировочную) оценку степени размагничивания проводят по отклонению стрелки компаса и др.
8 Учетная и отчетная документация
8.1 Отчетную документацию (заключение, протокол) по результатам МПК сварных соединений оформляют в соответствии с требованиями федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов АС, а также правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже.
Содержание заключения (протокола) должно отвечать требованиям федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов АС, а также правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже.
При эксплуатации АС заключения (протоколы) должны содержать следующие данные:
- наименование АС и номер блока;
- наименование подразделения или организации, выполнявшей контроль;
- наименование, шифр или обозначение (номер) оборудования, трубопровода и (или) другого элемента АС, класс безопасности;
- номер схемы расположения зон контроля (исполнительной схемы);
- наименование зоны контроля;
- метод контроля;
- номер ТКК (при использовании);
- сведения о проведенной термической обработке;
- ссылки на методику контроля и нормы оценки качества;
- марку и номер дефектоскопа и дефектоскопические средства, используемые для контроля при необходимости данные о поверке;
- магнитные характеристики материала, способ контроля и режим намагничивания (ток или напряженность);
- сведения о выявленных несплошностях, их координатах, с приложением дефектограммы при необходимости;
- оценку качества по результатам контроля;
- фамилию и инициалы контролеров, проводивших контроль, с указанием номеров их удостоверений и сроков действий, подписи;
- дату проведения контроля.
При изготовлении и монтаже заключения (протоколы) должны содержать следующие данные:
- наименование организации, выполнявшей контроль;
- наименование, шифр или обозначение (номер) изделия;
- номер чертежа;
- номера контролируемых сварных соединений и наплавленных покрытий;
- категории сварных соединений и наплавленных покрытий;
- сведения о проведенной термической обработке;
- объем контроля;
- фамилию и инициалы (или обозначение личных клейм) контролеров, выполнявших контроль;
- сведения о выявленных дефектах и их координатах;
- сведения о результатах контроля после исправления дефектов;
- окончательное заключение о результатах контроля.
8.2 Заключение (протокол) по результатам контроля подписывают руководители службы НК, проводившей контроль.
8.3 Результаты МПК должны регистрировать в журнале сотрудники организации, проводившей контроль. Ведение журналов (учетной документации) в электронном виде допускается при условии обеспечения восстановления результатов контроля в случае утраты или порчи отчетной документации.
На основании записей в журнале результатов контроля при изготовлении и монтаже составляют заключение. В журнале необходимо указать сведения, изложенные в 8.1, со следующими дополнениями:
- номер или наименование технологической карты;
- уровень чувствительности, величина тока намагничивания или напряженность поля намагничивания;
- минимальная освещенность, облученность контролируемой поверхности.
8.4 Требования к отчетной документации для сварных соединений справедливы и для основных материалов (полуфабрикатов).
8.5 Форму журнала устанавливает предприятие, осуществляющее контроль.
8.6 При рукописном ведении журналов их листы должны быть пронумерованы, прошнурованы и скреплены подписью руководителя подразделения. Исправления в журналах должны быть подтверждены также подписью руководителя подразделения.
8.7 При ведении журналов в электронном виде каждый лист для регистрационных записей при его заполнении должен быть отпечатан, подписан руководителем подразделения и сброшюрован к титульному листу журнала.
8.8 Журнал должен храниться на предприятии в архиве службы НК не менее пяти лет.
8.9 Журнал и заключение могут быть дополнены и другими сведениями, предусмотренными системой, принятой на предприятии.
9 Требования к метрологическому обеспечению
9.1 Контрольные образцы, являющиеся аттестованными объектами, в соответствии с [2] подлежат аттестации геометрических размеров (включая ширину искусственных несплошностей) в метрологической службе организации в установленном порядке. Решение о сроке очередной аттестации принимает метролог по результатам аттестации на основе требований ГОСТ Р 50.05.16.
9.2 Результаты проверки образцов заносят в паспорт контрольного образца (приложение Б) с обязательной подписью метролога.
9.3 При МПК используют следующие вспомогательные средства, в том числе СИ:
- весы и гири для взвешивания магнитного порошка при приготовлении магнитной суспензии;
- вискозиметры для измерения вязкости суспензий;
- анализаторы концентрации суспензий;
- магнитометры для измерения магнитных характеристик (напряженности и индукции) приложенного поля;
- люксметры для измерения освещенности осматриваемых поверхностей;
- измерители остаточной намагниченности (при контроле размагниченности деталей).
СИ напряженности намагничивающего поля и (или) тока (относительная погрешность измерения не более 10%), вязкости и концентрации магнитной суспензии, освещенности и облученности контролируемой поверхности допускаются к применению только утвержденных типов, прошедшие поверку в соответствии с [1].
9.4 Методики калибровки дефектоскопов, являющихся СИ, должны содержать определение следующих характеристик, подлежащих калибровке, не реже одного раза в год:
- напряженность магнитного поля в соленоидах переменного и однополупериодного выпрямленного тока;
- напряженность магнитного поля в соленоидах постоянного и двухполупериодного выпрямленного тока;
- максимальное значение тока ЦН;
- время намагничивания деталей СОН;
- величину амплитуды тока, пропускаемого через намагничивающий кабель, а также в соленоиде и электромагните;
- относительную погрешность измерений силы тока.
10 Требования безопасности
10.1 При организации и проведении работ по МПК специалисты должны руководствоваться ГОСТ 12.2.007.0, а также действующими строительными нормами и правилами по безопасности труда в промышленности согласно СП 52.13330, [3], [4], санитарно-эпидемиологическими правилами и нормативами по безопасности работ с применением постоянных, переменных и импульсных магнитных полей [5] и правилами безопасной эксплуатации электроустановок [6], [7].
10.2 Общие требования безопасности к технологическому процессу МПК в производственных помещениях, к размещению оборудования и организации рабочих мест контроля - по ГОСТ 12.3.002.
10.3 Для безопасного выполнения работ расположение и организация рабочих мест на участке контроля, а также положение органов управления производственным оборудованием должны соответствовать требованиям ГОСТ 12.2.061 и ГОСТ 12.2.064.
10.4 Конструкция производственного оборудования должна соответствовать общим требованиям безопасности по ГОСТ 12.2.003 и общим эргономическим требованиям по ГОСТ 12.2.049. Рабочие места при выполнении работ сидя должны отвечать эргономическим требованиям ГОСТ 12.2.032, а при выполнении работ стоя - ГОСТ 12.2.033.
10.5 Уровень шума на рабочих местах при МПК должен быть не выше норм, установленных для производственных предприятий в соответствии с ГОСТ 12.1.003, и должен быть не более 80 дБ.
10.6 Производственные участки по МПК массивных и крупногабаритных объектов должны быть оборудованы подъемно-транспортными механизмами и поворотными устройствами в соответствии с ГОСТ 12.3.020.
10.7 Конструкция светильников, используемых на участках МПК, должна соответствовать требованиям безопасности по ГОСТ 12.2.007.13. Коэффициент естественной освещенности, искусственное освещение, пульсация светового потока должны соответствовать требованиям СП 52.13330.
10.8 Требования к температуре, относительной влажности и скорости движения воздуха в рабочей зоне участков контроля - по ГОСТ 12.1.005.
10.9 При необходимости для создания на постоянных рабочих местах, в рабочей и обслуживаемой зонах помещений метеорологических условий и чистоты воздушной среды, соответствующих действующим санитарным нормам, производственный участок МПК должен быть оборудован местной приточно-вытяжной механической вентиляцией. Общие требования к системе вентиляции, кондиционирования воздуха и воздушного отопления участков МПК - по ГОСТ 12.4.021.
10.10 При нанесении на объекты контроля контрастного покрытия должны быть соблюдены общие требования безопасности по ГОСТ 12.3.005.
10.11 Стационарные и передвижные дефектоскопы, корпуса осветителей, УФ-облучателей, переносных ламп, распылительных камер, вытяжных шкафов, а также воздуховоды вентиляции, распылители, наконечники шлангов системы сжатого воздуха и другое оборудование участка МПК должны быть заземлены или занулены в соответствии с ГОСТ 12.1.030.
У стационарных дефектоскопов должны быть предусмотрены резиновые коврики или напольные деревянные решетки.
10.12 При намагничивании объектов следует применять защитные экраны или защитные щитки по ГОСТ 12.4.023 либо другие средства индивидуальной защиты глаз и лица по ГОСТ 12.4.238 с целью защиты от возможного попадания мелких частиц продуктов искрения.
10.13 При контроле объектов СПП при напряженности магнитного поля:
- постоянного 120 А/см;
- периодического частотой 50 Гц - 64 А/см;
осмотр объекта контроля с целью поиска индикаторных рисунков несплошностей допускается выполнять только после выключения намагничивающего поля.
10.14 При МПК персонал должен находиться в специальной одежде. Следует применять средства индивидуальной защиты (халат, маслобензостойкие резиновые технические перчатки, например из латекса, нарукавники и др.) в соответствии с ГОСТ 12.4.011 и ГОСТ 12.4.103. При отсутствии резиновых перчаток для защиты кожи рук от дефектоскопических и вспомогательных материалов должны быть применены дерматологические средства индивидуальной защиты (защитные мази и пасты) в соответствии с ГОСТ 12.4.068, не загрязняющие поверхность объектов контроля.
10.15 Для защиты глаз следует применять защитные очки со светофильтрами из цветного оптического стекла марки ЖС-4 по ГОСТ 9411 толщиной стекла не менее 2 мм в случае отсутствия в аппарате встроенных устройств, обеспечивающих защиту глаз контролера от вредного воздействия УФ-излучения, а также при наличии отраженного УФ-излучения при осмотре контролируемой поверхности в условиях затемнения при УФ-излучении.
10.16 При размещении, хранении, транспортировании и использовании дефектоскопических и вспомогательных материалов, отходов производства и объектов контроля должны быть соблюдены требования по защите от пожаров в соответствии с ГОСТ 12.1.004. Участок МПК должен быть оснащен средствами пожаротушения.
10.17 С целью охраны окружающей среды от загрязнений в производственных условиях должен быть установлен контроль за соблюдением предельно допустимых выбросов в атмосферу в соответствии с ГОСТ 17.2.3.02. Следует использовать системы и устройства очистки и обезвреживания промышленных стоков и выбросов, их деминерализации, освобождения от механических примесей и биозагрязнений, а также системы утилизации отработанных дефектоскопических материалов, их переработки в побочные или вторичные материалы. При использовании магнитных суспензий на водной основе целесообразно создание замкнутых систем водоснабжения, при которых полностью исключается сброс сточных вод в поверхностные водоемы.
10.18 МПК следует выполнять бригадой в количестве не менее двух человек.
Приложение А
(справочное)
Типовое оформление технологической карты магнитопорошкового контроля
Ленинградская АЭС | ОДМ ТК N 01-001-МПК | |
ОДМ | Технологическая карта магнитопорошкового контроля | Лист 1 |
Листов 4 | ||
УТВЕРЖДАЮ | ||
Главный инженер | ||
И.И.Иванов | ||
"20" февраля 2017 г. | ||
1 Объект контроля | |
1.1 Объект контроля | Локализующая система |
1.2 Контролируемое оборудование | Рама сварная N 48456516.00.00 СБ |
1.3 Контролируемые элементы | Сварные швы N 2.1-2.8 |
1.4 Размеры контролируемого элемента, мм | |
1.4.1 Катет сварного шва | 15±2 |
1.4.2 Ширина околошовной зоны | 3,0 |
1.4.3 Ширина контролируемой зоны | 21 |
1.5 Тип сварного соединения | Н 1 |
1.6 Способ сварки | РДС (30) |
1.7 Марка основного металла | 09Г2С ГОСТ 19281-89 |
1.8 Марка сварочного материала | Проволока Св-08Г2С-0 - ГОСТ 2246-70 |
1.9 Объем контроля | 100% (с наружной стороны) |
2 Нормативная и методическая документация | |
2.1 Нормативная | НП-084-15 |
2.2 Методическая | ГОСТ Р 50.05.06 |
3 Средства контроля | |
3.1 Дефектоскоп | МД-7, UM-15 HANS A |
3.2 Черная магнитная суспензия | HELLING NRS 103 S |
3.3 Белая фоновая краска | HELLING 104 А |
3.4 Очиститель фоновой краски | HELLING 107 |
3.5 Лупа измерительная | ЛИ-2-8х |
3.6 Линейка измерительная | Предел измерения 1000 мм |
3.7 Штангенциркуль | Предел измерения от 0 до 125 мм |
3.8 Магнитометр | ИМАГ-400 Ц диапазон измерения от 0 до 400 А/см |
3.9 Люксметр | АРГУС-07 |
3.10 Коэрцитиметр | КМ-445 |
3.11 Контрольный образец | Условный уровень чувствительности "Б" |
3.12 Образец шероховатости поверхности (сравнения) | |
Разработал | Проверил | Согласовал от ГМО | ||||||
Инженер ОДМ | Начальник группы | Начальник управления | ||||||
С.С.Сидоров | П.П.Петров | С.С.Семенов | ||||||
Удостоверение СПВЗ | Удостоверение СПВЗ | Удостоверение СПВЗ | ||||||
Рисунок А.1, лист 1 - Форма технологической карты контроля
Ленинградская АЭС | ОДМ ТК N 01-001-МПК | |
ОДМ | Технологическая карта магнитопорошкового контроля | Лист 2 |
Листов 4 | ||
4 Подготовка к контролю | |
4.1 Размеры подготовленного к контролю участка | Сварной шов и околошовная зона не менее 3 мм в обе стороны от шва |
4.2 Требования к качеству поверхности | Контролируемая поверхность, подлежащая контролю, должна быть очищена от шлака, окалины и других загрязнений, мешающих проведению МПК; шероховатость подготовленных под контроль поверхностей должна составлять не хуже |
4.3 Разметка на участки | Сварное соединение разметить на четыре участка; |
4.4 Проверка работоспособности дефектоскопа и качества магнитного индикатора | Проведение на контрольном образце; |
5 Условия проведения контроля | |
Условия проведения контроля | При температуре окружающей среды и контролируемой поверхности от 5 до 40°С; |
Разработал | Проверил | Согласовал от ГМО | ||||||
Инженер ОДМ | Начальник группы | Начальник управления | ||||||
С.С.Сидоров | П.П.Петров | С.С.Семенов | ||||||
Рисунок А.1, лист 2
Ленинградская АЭС | ОДМ ТК N 01-001-МПК | |
ОДМ | Технологическая карта магнитопорошкового контроля | Лист 3 |
Листов 4 | ||
6 Схема и параметры контроля | |
Схема намагничивания
Рисунок 1 - Схема намагничивания контролируемого элемента | |
6.1 Способ контроля | СПП |
6.2 Вид намагничивания | Полюсной |
6.3 Средство и способ намагничивания | С помощью постоянного магнита и электромагнита |
6.4 Условный уровень чувствительности | Б |
6.5 Напряженность "Н" поля намагничивания, измеренная в центральной зоне межполюсного пространства магнита и электромагнита, установленного на контролируемый элемент, А/см | 30 |
6.6 Величина перекрытия контролируемых участков, не менее, мм | 30 |
6.7 Неконтролируемая зона (зона невыявляемости несплошностей) у границ полюсов магнита и электромагнита, мм | 20 |
6.8 Способ нанесения магнитного индикатора на участок | Путем полива |
Разработал | Проверил | Согласовал от ГМО | ||||||
Инженер ОДМ | Начальник группы | Начальник управления | ||||||
С.С.Сидоров | П.П.Петров | С.С.Семенов | ||||||
Рисунок А.1, лист 3
Ленинградская АЭС | ОДМ ТК N 01-001-МПК | |
ОДМ | Технологическая карта магнитопорошкового контроля | Лист 4 |
Листов 4 | ||
7 Порядок проведения контроля | |||||
7.1 Проведение намагничивания изделия в соответствии со схемой контроля | |||||
8 Измерение и расшифровка индикаций несплошностей | |||||
8.1 Размеры индикаторного следа | Измеряют по параметрам описанного по сторонам индикаторного следа прямоугольника; | ||||
8.2 Координаты фиксируемых несплошностей | Замеряют месторасположение несплошности вдоль продольной оси шва относительно начала участка | ||||
9 Оценка качества | |||||
9.1 Не допускаются трещины всех видов и направлений, непровары, несплавления, отслоения, прожоги, неодиночные в виде скоплений включения | |||||
9.2 Нормы допустимости одиночных поверхностных включений сварных соединений с номинальной толщиной сварных деталей 15 мм | |||||
Расчетная высота шва, мм | Допустимый наибольший размер, мм | Максимально допустимое число включений на любые 100 мм протяженности сварного соединения, шт. | |||
18 | 1,2 | 4 | |||
Примечание - При выявлении недопустимых индикаций допускается проведение МПК соответствующих участков, при положительных результатах которого проводят зашлифовку металла на глубину не более 1 мм (при условии обеспечения минимально допустимой толщины металла) и последующий повторный МПК, результат которого является окончательным | |||||
Разработал | Проверил | Согласовал от ГМО | ||||||
Инженер ОДМ | Начальник группы | Начальник управления | ||||||
С.С.Сидоров | П.П.Петров | С.С.Семенов | ||||||
Рисунок А.1, лист 4
Приложение Б
(справочное)
Типовые образцы для проверки работоспособности магнитопорошковых дефектоскопов и магнитных индикаторов
Б.1 Общая характеристика контрольных образцов
Б.1.1 Образцы представляют собой детали или специальные изделия с искусственными или естественными несплошностями материала в виде узких плоских пазов, цилиндрических отверстий или трещин различного происхождения. Они предназначены для проверки работоспособности МП-дефектоскопов и магнитных индикаторов.
Б.1.2 В качестве искусственных несплошностей служат узкие плоские пазы различной ширины или цилиндрические отверстия диаметром от 2,0 до 2,5 мм, расположенные параллельно поверхности на различной глубине. Для предотвращения коррозии образцы могут быть покрыты слоем никеля или хрома толщиной от 0,002 до 0,003 мм.
Б.1.3 В качестве образцов используют также производственные детали (блоки, цилиндры, пластины, диски и другие специализированные изделия) с преднамеренно (искусственно) полученными трещинами. Трещины получают:
- путем перегрева образцов, обычно многократного, с резким охлаждением;
- деформацией образцов путем изгиба или растяжения либо вдавливанием пуансона с цилиндрической или сферической формой контактной поверхности, в результате чего образуются трещины в предварительно упрочненном поверхностном слое материала образцов.
Б.1.4 При изготовлении образцов упрочнение поверхностного слоя может быть выполнено:
- химико-термической обработкой - азотированием, цементированием, цианированием, алитированием, гермодиффузионным хромированием, борированием или другим способом;
- поверхностной термической обработкой скоростным индукционным нагревом с использованием токов высокой частоты;
- совмещением индукционного нагрева с химико-термической обработкой, например цементацией.
Б.1.5 При образовании окалины на поверхности образцов с трещинами в процессе изготовления их подвергают гидроабразивной или ультразвуковой очистке с последующей антикоррозионной обработкой (при необходимости).
Б.1.6 После изготовления образцы аттестуют. По результатам аттестации составляют паспорт, в котором указывают: предприятие - изготовитель образца, номер образца, марку его материала, назначение, рекомендуемый способ и режим намагничивания, требования к индикаторным материалам, типы и размеры несплошностей, имеющихся на образце. К образцу прилагают дефектограмму: слепок имеющихся несплошностей (см. приложение Ж), их фотографию или эскиз.
Б.1.7 При использовании образцов с искусственными несплошностями в виде узких пазов, выполненных во вставке, магнитный порошок может образовывать индикаторный рисунок в виде окружности или ее части по контуру вставки, а также рисунок в виде линии над пазом. Оценку работоспособности дефектоскопов при этом следует выполнять по наличию осаждения порошка над пазом.
Б.1.8 Образцы, приведенные в данном приложении, и им подобные, отличающиеся по форме, размерам и материалу от объектов контроля, не допускается использовать для проверки возможности применения МП-метода для контроля конкретных объектов, оценки выявляемости на них несплошностей, а также для отработки режимов МПК таких объектов.
Б.1.9 При периодической проверке контрольных образцов оценивают их внешнее состояние: на поверхности образцов должны отсутствовать следы коррозии, изломы и другие механические повреждения.
Б.1.10 Оценку внешнего состояния образцов проводят перед каждым их применением. На рабочей поверхности образцов не допускаются коррозионные язвы, продукты коррозии, риски, надиры, вмятины, отслаивание защитного покрытия и другие повреждения. На образцах с искусственными несплошностями в виде узких пазов, выполненных во вставках, не допускается выступание вставок над рабочей поверхностью образцов.
Б.1.11 Пригодность образцов оценивают путем выявления несплошностей на них при намагничивании МП-дефектоскопом по режимам, на которые рассчитан каждый образец.
Б.2 Примеры образцов с искусственными несплошностями
Б.2.1 Образец МО-1
Образец предназначен для оценки работоспособности дефектоскопов с намагничивающим устройством, имеющим электроконтакты или электромагнит с ярмом. Образец представляет собой плоскую стальную плиту размером 180х80х12 мм с одной поверхностной несплошностью в виде узкого плоского паза и двумя подповерхностными несплошностями в виде отверстий, находящихся на различной глубине от рабочей поверхности образца (см. рисунок В.1). При намагничивании образца на его рабочей поверхности создается неоднородное магнитное поле, эквивалентное магнитному полю естественных несплошностей.
|
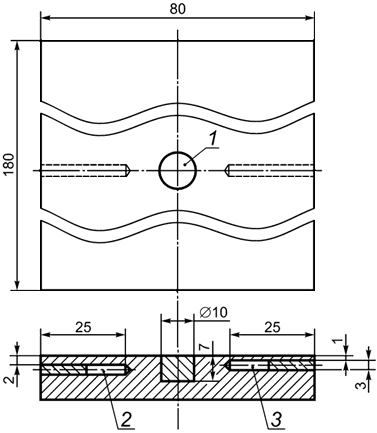
1 - вставка с несплошностью; 2, 3 - подповерхностные несплошности
Рисунок Б.1 - Образец МО-1
Б.2.2 Образец МО-2
Образец предназначен для оценки выявляющей способности дефектоскопических материалов. Образец (см. рисунок Б.2) представляет собой стальной брусок размером 120х30х10 мм, на котором выполнена одна плоская несплошность материала.
|
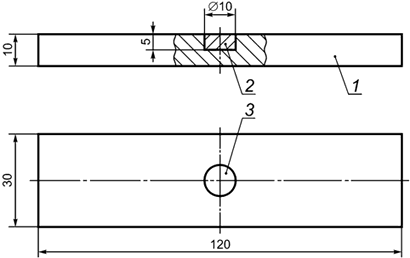
1 - брусок; 2 - вставка с несплошностью; 3 - подповерхностная несплошность
Рисунок Б.2 - Образец МО-2
Б.2.3 Образец МО-3
Образец предназначен для оценки работоспособности дефектоскопов полюсного намагничивания с применением соленоида, кабеля, намотанного на объект контроля в виде соленоида, магнитного ярма. Образец (см. рисунок Б.3) представляет собой стальной брусок размером 120х30х10 мм с пятью подповерхностными несплошностями в виде цилиндрических отверстий диаметром 2 мм, расположенных на различной глубине от поверхности образца.
|
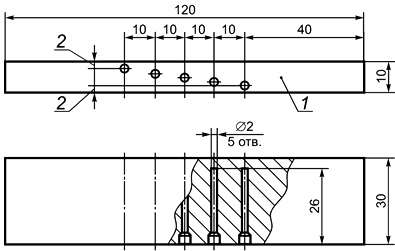
1 - брусок; 2 - цилиндрическое отверстие, закрытое винтом М 2,5
Рисунок Б.3 - Образец МО-3
Б.2.4 Образец МО-4
Образец предназначен для оценки работоспособности дефектоскопов индукционного и циркулярного намагничивания. Образец (см. рисунок Б.4) представляет собой диск толщиной 15 мм, диаметром 120 мм с центральным отверстием диаметром 60 мм. На цилиндрической поверхности диска имеется поверхностная плоская несплошность материала, перпендикулярная образующей цилиндра (для работы с дефектоскопами индукционного намагничивания). На образце имеются также поверхностная несплошность, плоскость которого параллельна образующей цилиндра, и три подповерхностных несплошности в виде отверстий диаметром 2,5 мм, расположенных на различной глубине от внешней цилиндрической поверхности (для работы с дефектоскопами ЦН).
|
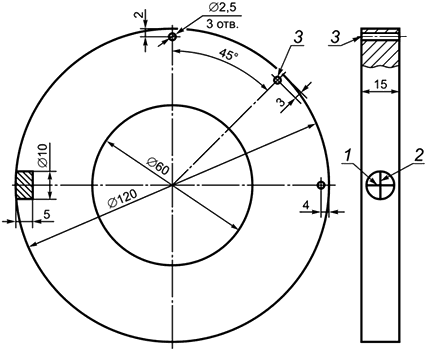
1, 2 - поверхностные несплошности; 3 - подповерхностные несплошности - три отверстия диаметром 2,5 мм, расположенные от цилиндрической поверхности на глубине 2, 3 и 4 мм
Рисунок Б.4 - Образец МО-4
Б.3 Примеры образцов с искусственными трещинами
Б.3.1 Образец МО-5
Б.3.1.1 Образец представляет собой пластину длиной 110 мм, шириной 20 мм и толщиной от 4 до 5 мм, изготовленную из стали 20х13 по ГОСТ 5632, с трещинами в азотированном слое. Допускается изготовление образцов других размеров, например длиной 300 мм, шириной от 38 до 40 мм, толщиной от 4 до 5 мм.
Б.3.1.2 Заготовку подвергают предварительной механической обработке, затем ее шлифуют. Шероховатость поверхности - не более 1,6 по ГОСТ 2789.
Б.3.1.3 Одну сторону заготовки азотируют на глубину от 0,2 до 0,3 мм в атмосфере аммиака. Предварительную термическую обработку заготовки до азотирования не проводят. Затем образец охлаждают в печи до температуры 200°С в атмосфере аммиака, потом на воздухе.
Б.3.1.4 С целью снижения уровня остаточных напряжений заготовку подвергают отпуску при температуре от 150 до 160°С с выдержкой от 100 до 120 мин.
Б.3.1.5 Широкие поверхности заготовки шлифуют на глубину не более 0,05 мм с обильным охлаждением. Шлифуют и полируют тонкие длинные боковые грани заготовки. Параметр шероховатости поверхности - не более 1,0 по ГОСТ 2789.
Б.3.1.6 С помощью металлографического или измерительного микроскопа на тонких длинных боковых гранях заготовки измеряют толщину азотированного слоя. Измерения проводят в трех точках на каждой грани заготовки. За толщину азотированного слоя принимают среднее значение из шести измерений.
Б.3.1.7 Заготовку устанавливают азотированным слоем вниз на две параллельные опоры винтового пресса, расположенные на расстоянии примерно:
- 80 мм для образцов длиной 110 мм;
- 250 мм для образцов длиной 300 мм.
Вершины опор должны иметь радиус скругления 2 мм.
Б.3.1.8 На среднюю часть образца устанавливают пуансон с цилиндрической формой контактной поверхности радиусом около 40 мм. Образующая цилиндра должна быть перпендикулярна продольной оси заготовки.
Б.3.1.9 Заготовку медленно изгибают в винтовом прессе до появления характерного хруста, свидетельствующего об образовании трещин в азотированном слое.
Б.3.1.10 Полученный образец маркируют и подвергают МПК. Индикаторный рисунок выявленных трещин фотографируют либо изготавливают дефектограмму образца другим способом, например согласно приложению Ж.
Б.3.1.11 Образец размагничивают и очищают от следов магнитной суспензии.
Б.3.1.12 Измеряют ширину трещин на металлографическом или измерительном микроскопе. Ширину каждой трещины измеряют не менее чем в пяти точках: в средней части по ширине образца (на его продольной оси) и с двух сторон от продольной оси на расстоянии около 3 и 6 мм от нее. Определяют среднее значение раскрытия каждой трещины. Глубина трещины равна толщине азотированного слоя.
Б.3.1.13 На образец составляют паспорт (свидетельство).
Б.3.2 Образец МО-6
Б.3.2.1 Заготовку образца изготавливают из листовой стали, например марки 11Х11Н2В2МФ по ГОСТ 5632 в виде пластины размерами 130х30х3,5 мм. Аналогичных размеров готовят образец-свидетель, необходимый для контроля глубины азотирования.
Б.3.2.2 Заготовки рихтуют и шлифуют на глубину от 0,1 до 0,2 мм. Шероховатость поверхности - не более 1,6 по ГОСТ 2789.
Б.3.2.3 Размечают заготовки, выделяя с одной стороны каждой из них по пять полосок размером 20х5 мм, расположенных поперек продольной оси образцов на расстоянии 10 мм друг от друга (см. рисунок Б.5).
|
Рисунок Б.5 - Схема разметки образцов
Б.3.2.4 На двух тонких боковых гранях заготовок напротив каждой выделенной полоски (на расстоянии 15 м друг от друга) фрезерованием выполняют прорези на глубину 1 мм. Угол фрезы - 30°.
Б.3.2.5 Поверхность выделенных полосок покрывают перхлорвиниловой эмалью ХВ-785, перхлорвиниловым лаком ХВ-784 либо клеем ХВК-2а на основе перхлорвиниловой и алкидной смол.
Б.3.2.6 Заготовки подвергают гальваническому никелированию до толщины никеля от 0,05 до 0,06 мм или цинкованию до толщины цинка от 0,04 до 0,05 мм.
Б.3.2.7 С заготовок удаляют защитный слой эмали (лака, клея).
Б.3.2.8 Заготовки азотируют на глубину от 0,15 до 0,30 мм. Предварительную термическую обработку заготовок до азотирования не проводят.
Б.3.2.9 Для снижения остаточных напряжений заготовку подвергают отпуску при температуре от 160 до 200°С с выдержкой от 100 до 120 мин.
Б.3.2.10 Азотированную поверхность заготовок шлифуют на глубину не более 0,05 мм с обильным охлаждением. Параметр шероховатости поверхности - не более 1,0 по ГОСТ 2789.
Б.3.2.11 Из заготовки образца-свидетеля изготавливают микрошлиф и на микроскопе определяют на нем глубину азотирования.
Б.3.2.12 Для образования трещин заготовку образца устанавливают азотированным слоем вниз на две параллельные опоры винтового пресса, расположенные на расстоянии около 100 мм. На образце получают трещины, определяют их размеры, изготавливают дефектограмму и составляют паспорт (свидетельство) согласно рекомендациям, изложенным в Б.3.1.8-Б.3.1.13.
Б.3.3 Образец МО-7
Б.3.3.1 Заготовку образца изготавливают из стали У10А по ГОСТ 1435 в виде цилиндра длиной от 250 до 300 мм, диаметром 25 мм. Допускается изготовление заготовки из стали У7 или У12.
Б.3.3.2 Заготовку образца закаливают до твердости 60-63 HRC.
Б.3.3.3 Цилиндрическую поверхность заготовки шлифуют. Параметр шероховатости поверхности - не более 0,8 по ГОСТ 2789.
Б.3.3.4 На цилиндрическую поверхность заготовки электролитически наносят слой хрома толщиной от 0,25 до 0,30 мм (по технологии пористого хромирования).
Б.3.3.5 Цилиндрическую поверхность заготовки шлифуют на глубину 0,1 мм твердым абразивным кругом без охлаждения при поперечной подаче от 0,03 до 0,05 мм на один двойной ход и продольной подаче в интервале 1-3 м/мин. При этом в хромовом покрытии и стальной основе заготовки образуются трещины.
Б.3.3.6 Заготовку подвергают отпуску при температуре от 160 до 180°С.
Б.3.3.7 С поверхности заготовки электролитическим способом удаляют слой хрома.
Б.3.3.8 Заготовку разрезают вдоль оси на две или четыре части, при этом получаются два или четыре образца со шлифовочными трещинами.
Б.3.3.9 На поверхности образцов выбирают зоны с трещинами, ширина которых близка минимальным размерам трещин, которые предполагается обнаруживать на контролируемой продукции, протяженностью примерно 40 мм. Выбранные зоны очерчивают электрокарандашом. Ширину трещин в зонах измеряют на металлографическом или измерительном микроскопе.
Б.3.3.10 Образец маркируют и подвергают МПК. Индикаторный рисунок выявленных трещин фотографируют либо изготавливают дефектограмму образца другим способом, например согласно приложению Ж.
Б.3.3.11 На образец составляют паспорт (свидетельство).
Б.3.4 Образец МО-8
Б.3.4.1 Образец представляет собой объект контроля или его часть с естественными трещинами или искусственными несплошностями.
Б.3.4.2 Для изготовления образца, представляющего собой объект контроля, подбирают объект из числа забракованных по наличию естественных несплошностей либо забракованных по другим параметрам. При отсутствии на объекте естественных несплошностей делают на нем искусственные несплошности в виде вставок или другим способом. Этот образец предназначен для оценки работоспособности МП-дефектоскопов и магнитных индикаторов, а также для разработки и проверки правильности выполнения технологии контроля таких объектов.
Б.3.4.3 На образец составляют паспорт (свидетельство). Пример паспорта приведен на рисунке Б.6.
ПАСПОРТ | ||||
на контрольный образец N | ||||
Контрольный образец из стали марки | предназначен для оценки выявляющей | |||
способности применяемого магнитного индикатора. | ||||
На образце имеется | поверхностных трещин. Нумерация трещин отсчитывается от | |||
клейма. Размеры трещин представлены в таблице. | ||||
Номер образца | Номер трещины от клейма | Размер трещин, мкм | Дата очередной переаттестации | ||
Ширина | Глубина | Длина | |||
Режим намагничивания: | ||
Контрольный образец аттестован (дата) и признан годным для МПК по условному уровню | ||
чувствительности | (А, Б, В). | |
Фотография контрольного образца прилагается. | ||
Контрольный образец следует хранить в сухом месте в коробке. | ||
(дата и подпись руководителя службы НК) | ||
(дата и подпись руководителя | ||
метрологической службы) | ||
Рисунок Б.6 - Форма паспорта на контрольный образец
Б.3.4.4 Помимо образцов, указанных в данном приложении, могут применять образцы других типов с естественными или искусственными несплошностями.
Приложение В
Составы магнитных суспензий
Состав 1: | |
- порошок магнитный черный | (25±5) г; |
- хромпик калиевый К2С2О7 по ГОСТ 4220-75 | (5±1) г; |
- сода кальцинированная по ГОСТ 5100-85 | (10±1) г; |
- вещество "Сульфанол" | (2,0±0,5) г; |
- вода водопроводная по ГОСТ Р 51232-98 | Не более 1000 мл. |
Состав 2: | |
- порошок магний* черный | (25±5) г; |
________________ * Текст документа соответствует оригиналу. - . | |
- нитрит натрия по ГОСТ 19906-74 | (15±2) г; |
- вещество "Сульфанол" | (2±1) г; |
- вода водопроводная по ГОСТ 2874-82 | Не более 1000 мл. |
Состав 3: | |
- порошок магнитный черный | (25±5) г; |
- мыло хозяйственное | (1±0,5) г; |
- сода кальцинированная по ГОСТ 5100-85 | (12±2) г; |
- вода водопроводная по ГОСТ 2874-82 | Не более 1000 мл. |
Состав 4: | |
- порошок магнитный черный | (25±5) г; |
- керосин осветительный | 500 мл; |
- масло трансформаторное по ГОСТ 982-80 | 500 мл. |
Состав 5: | |
- порошок магнитный черный | (25±5) г; |
- масло нелюминесцирующее (марки РМ) | Не более 1000 мл. |
Состав 6: | |
- порошок магнитный черный | (25±5) г; |
- паста (присадка) МК-1, МК-2 | 28 г; |
- вода водопроводная по ГОСТ 2874-82 | 1000 мл. |
Состав 7: | |
- концентрат магнитной суспензии "Диагма" | (45±5) г; |
- вода водопроводная по ГОСТ 2874-82 | 1000 мл. |
Состав 8: | |
- концентрат суспензии КСЧ-10, | 15 г; |
- вода водопроводная по ГОСТ Р 51232-98 | 1000 мл. |
Примечания
1 В водных суспензиях вместо вещества "Сульфанол" можно использовать вспомогательное вещество ОП-7 (ОП-10) по ГОСТ 8433-81 в количественном отношении (5±1) г на 1 л суспензии.
2 Для получения однородной по составу суспензии необходимо вначале все компоненты тщательно смешать с небольшим количеством воды, после чего, не прекращая перемешивания, доводить ее объем до требуемого.
3 Способ приготовления мыльно-водной суспензии (состав 3) осуществляют в следующем порядке: мелко измельченное (наструганное) хозяйственное мыло в количестве (1,0±0,5) г растворить в 100 мл горячей воды (при 50
60°С). Полученный раствор перелить в содовый раствор с последующим добавлением недостающего количества воды.
4 Магнитный порошок вначале тщательно перемешивают с небольшим количеством полученного раствора, а затем добавляют оставшуюся жидкость до полного объема.
5 При магнитно-люминесцентном контроле в составах 1, 3, 5 и 6 вместо черного магнитного порошка применяют магнитно-люминесцентные порошки ("Люмагпор-ЗБ" или "Люмагпор-5") в количественном отношении (4±1) г на 1 л суспензии. В составе 8 применяют концентрат суспензии КСФ-8 в количественном отношении (4±1) г на 1 л суспензии.
6 Вязкость дисперсионной среды состава 5, содержащего трансформаторное масло в соответствии с ГОСТ 982-80, при температуре окружающей среды 20°С не превышает 30·10 м
/с (не более 30 сСт).
7 Вязкость дисперсионной среды, содержащей керосин, воду, не превышает 3·10 м
/с (3 сСт) при температуре окружающей среды 20°С.
8 Возможно применение прочих материалов, согласованных с головной материаловедческой организацией, для приготовления магнитных суспензий, удовлетворяющих требованиям настоящего стандарта, таких как:
- "Диагма-1000" (Россия);
- КСЧ-10, КСФ-8 (Россия);
- LY 2500 (Германия) и др.
Приложение Г
(справочное)
Определение вязкости дисперсионной среды магнитной суспензии
Г.1 Вязкость дисперсионной среды суспензии на основе масла и масляно-керосиновых смесей измеряют при их приготовлении и в процессе использования с периодичностью, указанной в НД отрасли или предприятия.
Г.2 Кинематическую вязкость измеряют в соответствии с ГОСТ 33 вискозиметрами типа ВПЖ-1, ВПЖ-2, ВПЖ-4 или ВНЖ - по ГОСТ 10028-81. Допускается применение других вискозиметров, имеющих такие же характеристики. Вязкость измеряют после отстоя суспензии не менее 1 ч или фильтрации.
Г.3 На рабочих местах контроля допускается измерять условную вязкость дисперсионной среды суспензии вискозиметром типа ВЗ-246 по ГОСТ 9070-75 с диаметром сопла 2 мм или вискозиметром ВЗ-1 с диаметром сопла 2,5 мм. При этом фильтрация или длительный отстой суспензии не требуются. Магнитную суспензию наливают в резервуар вискозиметра до уровня остриев крючков, имеющихся на внутренней стенке резервуара, что соответствует объему 100 мл. Под сопло вискозиметра ставят чистую и сухую емкость объемом не менее 120 мл. Измеряют время, с, непрерывного истечения жидкости через сопло вискозиметра. Время истечения жидкости умножают на поправочный коэффициент К, указанный на корпусе вискозиметра. Полученный результат принимают за условную вязкость дисперсионной среды магнитной суспензии. При необходимости ее переводят в кинематическую. График перевода условной вязкости в кинематическую при использовании вискозиметра ВЗ-1 приведен на рисунке Г.1. Кинематической вязкости 36·10 м
/с (36 сСт), указанной в настоящем стандарте, соответствует условная вязкость 92 с по вискозиметру ВЗ-1, а вязкости 10·10
м
/с (10 сСт) - 47 с.
|
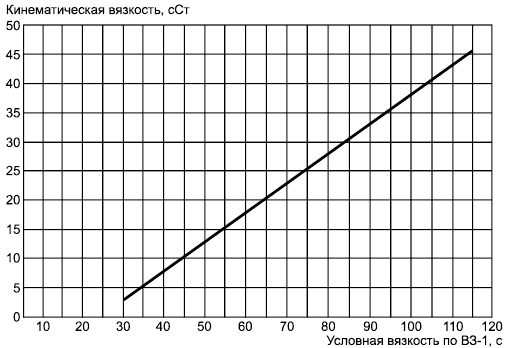
Рисунок Г.1 - График перевода условной вязкости дисперсионной среды магнитной суспензии, измеряемой вискозиметром ВЗ-1 с соплом диаметром 2,5 мм, в кинематическую вязкость
Приложение Д
(справочное)
Значения коэрцитивной силы, остаточной индукции и поля насыщения для основных марок сталей. Данные ПНАЭ Г-7-015-89
Таблица Г.1 - Значения коэрцитивной силы, остаточной индукции и поля насыщения для основных марок сталей
Марка стали | Термическая обработка | Остаточная индукция | Коэрцитивная сила | Поле насыщения |
10 | В состоянии поставки | 0,8 | 2,4 | 40 |
20 | То же | 1,17 | 3,2 | 80 |
22К | То же | 1,1 | 5,0 | 85 |
25Л | Нормализация при температуре от 880 до 900°С, отпуск при температуре от 610 до 630°С | 1,1 | 3,7 | 50 |
45 | Закалка при температуре от 860°С, отпуск при температуре от 380 до 420°С | 0,79 | 22,2 | 160 |
Закалка при температуре от 820°С, отпуск при температуре 450°С | 0,83 | 13,6 | 160 | |
Закалка при температуре от 820°С, отпуск при температуре 535°С | 1,03 | 12,0 | 100 | |
Закалка при температуре от 850°С, отпуск при температуре 600°С | 0,82 | 28,0 | 160 | |
16ГНМА | Нормализация при температуре от 920 до 940°С, отпуск при температуре от 620 до 670°С | 1,1 | 4,0 | 80 |
10ГН2МФА | Закалка при температуре от 850°С, отпуск при температуре 650°С | 1,18 | 6,6 | 90 |
15Х2НМФА | Закалка при температуре от 920°С, отпуск при температуре 650°С | 1,2 | 6,5 | 100 |
08X14МФ | Закалка при температуре от 1000°С, отпуск при температуре от 760 до 780°С | 0,9 | 7,8 | 90 |
15Х1М1Ф | Нормализация при температуре от 1020 до 1050°С, отпуск при температуре от 730 до 760°С | 1,08 | 5,0 | 50 |
15Х1М1ФЛ | Нормализация при температуре от 1020 до 1050°С; нормализация при температуре от 1000 до 1010°С, отпуск при температуре от 720 до 750°С | 1,4 | 5,3 | 80 |
12ХМ | Нормализация при температуре от 880 до 920°С, отпуск при температуре от 620 до 650°С | 1,06 | 3,6 | 50 |
12Х1МФ | Нормализация при температуре от 950 до 980°С, отпуск при температуре от 730 до 760°С | 1,0 | 5,7 | 60 |
20ХМ | Нормализация при температуре от 880 до 920°С, отпуск при температуре от 620 до 650°С | 1,2 | 5,3 | 50 |
20ХМФА | Нормализация при температуре от 980 до 1000°С; нормализация при температуре от 960 до 980°С, отпуск при температуре от 710 до 740°С | 1,3 | 12,0 | 100 |
20ХЗМВФ | В состоянии поставки | 0,67 | 14,0 | 80 |
Закалка при температуре от 1050°С, отпуск при температуре 680°С | 1,33 | 13,5 | 60 | |
16ГС | Закалка при температуре от 930°С, отпуск при температуре 580°С | - | 4,8 | - |
20ГСЛ | Нормализация при температуре от 880 до 920°С, отпуск при температуре от 520 до 550°С | 1,15 | 3,9 | - |
12ХНЗА | Цементация при температуре 910°С | 0,7 | 12 | 120 |
Закалка при температуре от 800 до 830°С, отпуск при температуре от 160 до 200°С | 0,8 | 10,3 | 200 | |
20ХНЧФА | Закалка при температуре от 850°С, отпуск при температуре 600°С | 1,15 | 10,0 | 80 |
25ХГСА | Закалка при температуре от 890°С, отпуск при температуре 630°С | 1,4 | 9,5 | 70 |
30ХГСА | Закалка при температуре от 880°С, отпуск при температуре от 620 до 640°С | 1,08 | 12,0 | - |
34ХНЗМА | Нормализация при температуре от 850 до 870°С, отпуск при температуре от 600°С | 1,17 | 7,5 | 80 |
38ХА | Закалка при температуре от 860°С, отпуск при температуре 550°С | 1,45 | 10 | 60 |
38ХМЮА | Закалка при температуре от 940°С, отпуск при температуре 650°С, азотирование | 1,0 | 16,2 | 160 |
38ХНЗМФА | Закалка при температуре от 850°С, отпуск при температуре 600°С | 1,15 | 10 | 100 |
08X17Т | Отжиг при температуре от 760 до 780°С | 0,41 | 4,0 | 100 |
1Х17Н2 | Закалка при температуре от 1030°С, отпуск при температуре 350°С | 0,63 | 32,0 | - |
Закалка при температуре от 1030°С, отпуск при температуре 680°С | 0,7 | 16,0 | - | |
12X13 | Нормализация при температуре от 1020°С, отпуск при температуре 750°С | 1,11 | 4,0 | 50 |
20X13 | Закалка с 1025°С, отпуск при 620°С | 0,58 | 11,1 | 80 |
22КВДП | В состоянии поставки | 1,4 | 3,0 | - |
1Х14НДЛ | То же | 1,05 | 9,5 | - |
48ТС | То же | 1,25 | 6,0 | - |
Приложение Е
(справочное)
Расчет намагничивающего тока
При ЦН максимальное значение амплитуды намагничивающего тока для получения заданной напряженности магнитного поля
вычисляют по формулам:
- для объектов цилиндрической формы с круглым сечением:
![]() , (Е.1)
, (Е.1)
где - диаметр круглого сечения, см;
- для объектов с прямоугольным сечением:
![]() , при
, при ![]() 10; (Е.2)
10; (Е.2)
![]() , при
, при ![]() 10, (Е.3)
10, (Е.3)
где и
- длина и ширина прямоугольного сечения, см;
- для участков крупногабаритных объектов:
![]() , (Е.4)
, (Е.4)
где - расстояние между электроконтактами или длина контролируемого участка, см;
- ширина контролируемого участка, см;
- коэффициент, учитывающий род тока и расстояние между электроконтактами. Для действующего значения переменного тока
1,8, а выпрямленного -
1,5.
С целью упрощения и удобства пользования формулой расчета тока ЦН участков крупногабаритных изделий можно использовать условие ![]() , тогда формулы примут следующий вид:
, тогда формулы примут следующий вид:
- для переменного тока ![]() ; (Е.5)
; (Е.5)
- выпрямленного тока ![]() . (Е.6)
. (Е.6)
Приложение Ж
(справочное)
Технология изготовления дефектограмм
Ж.1 Дефектограмму изготавливают в следующей последовательности:
- промывают образец чистым керосином, нефрасом или другим растворителем;
- намагничивают образец;
- наносят на образец тонкий слой трансформаторного масла или масла МК-8 и протирают сухой чистой ветошью;
- наносят на поверхность образца краскораспылителем небольшой слой (толщиной от 5 до 10 мкм) белой или желтой нитрокраски либо краски-проявителя для цветной или люминесцентной дефектоскопии (через такой слой краски слегка видна поверхность образца);
- подсушивают слой краски в течение от 10 до 15 мин;
- на образец наносят магнитную суспензию.
При использовании суспензии на водной основе образец высушивают выдержкой на воздухе. Следы масляно-керосиновой суспензии удаляют погружением образца в бензин.
Ж.2 Для закрепления валиков магнитного порошка, осевшего над несплошностями, на поверхность образца кратковременно, в течение от 1 до 3 с, наносят из краскораспылителя тонкий слой нитрокраски. Подсушивают слой краски на протяжении от 5 до 10 мин.
Ж.3 На образец накладывают липкую ленту.
Ж.4 Снимают с образца липкую ленту, на которой должны остаться слой краски и индикаторный рисунок (дефотограмма*).
________________
* Текст документа соответствует оригиналу. - .
Ж.5 Накладывают дефектограмму на лист белой бумаги, на которой указывают тип и номер образца и дату изготовления дефектограммы.
Ж.6 Для удобства применения дефектограмму помещают между двумя скрепленными тонкими пластинами из органического стекла.
Библиография
[1] | Приказ Минпромторга России от 2 июля 2015 г. N 1815 "Об утверждении Порядка проведения поверки средств измерений, требования к знаку поверки и содержанию свидетельства о поверке" |
[2] | Приказ Госкорпорации "Росатом" от 31 октября 2013 г. N 1/10-НПА "Об утверждении метрологических требований к измерениям, эталонам единиц величин, стандартным образцам, средствам измерений, их составным частям, программному обеспечению, методикам (методам) измерений, применяемым в области использования атомной энергии" |
[3] | СНиП 12-03-2001 "Безопасность труда в строительстве. Часть 1. Общие требования" |
[4] | СНиП 12-04-2002 "Безопасность труда в промышленности. Часть II. Строительное производство" |
[5] | СанПиН 2.2.4.3359-16 "Санитарно-эпидемиологические требования к физическим факторам на рабочих местах" |
[6] | Приказ Минэнерго России от 13 января 2003 г. N 6 "Об утверждении Правил технической эксплуатации электроустановок потребителей" |
[7] | Приказ Минтруда России от 24 июля 2013 г. N 328н "Об утверждении Правил по охране труда при эксплуатации электроустановок" |
УДК 620.179.1:006.354 | ОКС 27.120 |
Ключевые слова: индикаторный рисунок, магнитопорошковый контроль, обнаружение поверхностных несплошностей | |
Электронный текст документа
и сверен по:
, 2018
{kind=link}