ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МОНОБЛОКИ ПЛАСТМАССОВЫЕ АККУМУЛЯТОРНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 7883—82
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством электротехнической промышленности
ИСПОЛНИТЕЛИ
В. G Смолькова, А. А. Селиванова, С. М. Науменко, Н. А. Попырина
ВНЕСЕН Министерством электротехнической промышленности
Член Коллегии А. С. Джаноян
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29 июня 1982 г. N° 2578
УДК 621.3.035.1 : 678.5 : 006.354 Группа Л26
ГОСУДАРСТВЕННЫЙ С ТА НДАРТ СОЮЗА ССР
МОНОБЛОКИ ПЛАСТМАССОВЫЕ АККУМУЛЯТОРНЫЕ | ГОСТ |
Технические условия | 7883-82 |
Plastic accumulator cases. Specifications | Взамен ГОСТ 7883—75 |
ОКП 34 8913
Постановлением Государственного комитета СССР по стандартам от 29 июня 1982 г. № 2578 срок действия установлен
МТС или МТ — для мотоциклов и мотороллеров;
ЭМ — электромобильная;
цифры после букв — емкость батареи.
П р имер условного обозначения моноблока батареи типа 6СТ-75:
Моноблок 6СТ-75 ГОСТ 7883—82
То же типа ЗМ.Т-8:
Моноблок ЗМТ-8 ГОСТ 7883—82
То же типа 6ЭМ-60:
Моноблок 6ЭМ-60 ГОСТ 7883—82.
1.4. Моноблоки и комплектующие детали к ним должны изготовляться из пластических масс и композиций на их основе, кислостойких по отношению к серной кислоте плотностью 1,32 г/см3 при температуре (65±3)°С.
Увеличение массы крышек из фенопласта при этих условиях не должно быть более 1,75%.
1.5. Тип и марка материалов, из которых изготовляются моноблоки и комплектующие детали, должны быть указаны в чертежах.
1.6. Моноблоки не должны иметь сколов, недопрессовок и недоливов на местах посадки крышек и на призмах. Крышки не должны иметь недоливов, сколов и недопрессовок в местах посадки на моноблок.
Допускаемые отклонения моноблоков и комплектующих деталей по внешнему виду, не снижающие их эксплуатационных свойств, устанавливают по согласованию с потребителем.
1.7. Крышки моноблоков автомобильных и электромобильных батарей должны выдерживать испытание на излом по каждому из приливов, в которые запрессованы втулки, при нагрузке не менее 1,0 кН (100 кгс).
1.8. Моноблоки автомобильных и электромобильных батарей должны выдерживать разрывное усилие не менее 0,4 кН (40 кгс) на 1 мм толщины стенки моноблока.
1.9. Стенки моноблоков и перегородки камер должны быть герметичными и выдерживать напряжение переменного тока 10 кВ в течение 10 с.
1.10. Деформация моноблоков автомобильных и электромобильных батарей, герметизируемых мастикой, при температуре (60+5)°С под давлением 20 кПа (0,2 кгс/см2) должна составлять не более 4,0 мм.
1.11. Ударная прочность моноблоков автомобильных и электромобильных батарей емкостью 75 А-ч включительно должна быть при температуре (20±5)°С не менее 4,0 Дж (0,4 кге-м), емкостью свыше 75 А-ч — не менее 5,8 Дж (0,58 кге-м), а ударная прочность при температуре минус (50+1 2 3)°С должна быть не менее 2,55 (0,255) и 4,0 Дж (0,4 кгс-м) соответственно.
Примечание. Требование к ударной прочности моноблоков при отрицательных температурах является факультативным до 01.01.86.
1.12. Срок сохраняемости моноблоков — не менее 6 лет, в том числе в собранном сухом виде аккумуляторной батареи — не менее 5 лет.
1.13. Срок службы моноблока должен быть не менее срока службы аккумуляторной батареи.
2. КОМПЛЕКТНОСТЬ
2.1. Комплектность моноблоков должна соответствовать указанной в табл. 1 и комплектовочной ведомости, согласованной в установленном порядке.
Таблица 1
Наименование деталей | Количество комплектующих деталей | |||
Моноблок с аккумуляторными крышками | Моноблок с общей крышкой | |||
с тремя камерами | с шестью камерами | с тремя камерами | с шестью камерами | |
Моноблок | 1 | 1 | 1 | 1 |
Общая крышка | — | — | 1 | 1 |
Крышка | 3 | 6 | — | — |
Пробка | 3 | 6 | 3 | 6 |
Щиток* | 3 | 6 | 3 | 6 |
Другие комплектующие детали** |
* По согласованию с потребителем.
** Комплектность — в соответствии с чертежами.
Таблица 2
Виды проверок | Пункты | Число изделий от партии, подлежащих испытаниям. %, не менее | |
технических требований | методов испытаний | ||
1. Проверка внешнего вида моноблоков и комплектуклцих деталей | 1.6 | 4.1 | 100 |
2. Проверка размеров камеры моноблоков | 1.1 | 4.2 | 1 |
3. Проверка толщины бортика крышки | 1.1 | 4.2 | То же |
4. Проверка толщины общей крышки по месту выступа под сварку | 1.1 | 4.2 | > |
5. Проверка высоты моноблоков под общую крышку | 1.1 | 4.2 | » |
3.2.3. Если при испытаниях хотя бы одно изделие не будет соответствовать требованиям пп. 2—5 табл. 2, то по параметру, по которому получены неудовлетворительные результаты, проводят повторные испытания удвоенного числа изделий, взятых от той же партии.
Результаты повторных испытаний распространяются на всю партию.
3.3. Периодические испытания
3.3.1. Периодическим испытаниям подвергают моноблоки и комплектующие детали, выдержавшие приемо-сдаточные испытания.
3.3.2. Число одновременно отбираемых для периодических испытаний моноблоков и комплектующих деталей в выборке должно быть в три раза больше количества моноблоков и комплектующих деталей, подлежащих испытаниям.
Две трети моноблоков и комплектующих деталей должны храниться до конца испытаний на случай проведения повторных испытаний.
3.3.3. Периодические испытания проводят выборочным двухступенчатым контролем с приемочным числом, равным нулю, по программе, указанной в табл. 3.
3.3.4. Если при испытаниях хотя бы одно изделие не будет соответствовать одному из требований табл. 3, то проводят повторные испытания по этому требованию на удвоенном количестве изделий.
Таблица 3
Виды проверок | Пункты | Число изделий от партии. подлежащих испытаниям, шт. | Периодичность испытаний | |
технических требований | методов испытаний | |||
1. Проверка габаритных | Один раз в ме- | |||
размеров моноблоков | 1.1 | 4.2 | 3 | сяц |
2. Проверка крышек на | То же | |||
увеличение массы | 1.4 | 4.4 | 6 | |
3. Проверка крышек на | » | |||
излом | 1.7 | 4.5 | 6 | |
4. Проверка моноблоков | > | |||
на разрывное усилие | 1.8 | 4.6 | 3 | |
5. Проверка моноблоков | Один раз в квар- | |||
на герметичность | 1.9 | 4.7 | 3 | тал |
6. Проверка моноблоков | Одни раз в ме- | |||
на деформацию | 1.10 | 4.8 | 3 | сяц |
7. Проверка моноблоков | То же | |||
на ударную прочность | 1.11 | 4.9 | 3 | |
8. Проверка на срок сох- | Один раз в год | |||
раняемости | 1.12 | 4.10 | 3 | от любой очеред- |
ной партии |
Если при повторных испытаниях окажется, что хотя бы одно изделие не соответствует требованиям стандарта, то моноблоки и крышки, выпущенные за срок между проведенными испытаниями, считают не соответствующими требованиям настоящего стандарта.
Результаты повторных испытаний распространяются на всю партию.
3.3.5. Результаты периодических испытаний оформляют протоколом, который предъявляют потребителю по его требованию.
3.4. Типовые испытания
3.4.1. Типовые испытания проводят до и после изменения конструкции, материала или технологии изготовления, если эти изменения могут оказать влияние на параметры моноблоков и комплектующих деталей к ним.
3.4.2. Типовым испытаниям подвергают изделия по программе и в объеме, утвержденном в установленном порядке.
3.5. Потребитель при проведении входного контроля моноблоков по любому показателю настоящего стандарта использует план контроля приемо-сдаточных и периодических испытаний, установленных в стандарте.
За партию у потребителя принимают число моноблоков с комплектующими деталями одного типа, сопровождаемые одним документом о качестве.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид моноблоков и комплектующих деталей (п. 1.6) проверяют внешним осмотром.
4.2. Размеры камер, толщину бортика крышки, а также габаритные размеры моноблоков и комплектующих деталей (п. 1.1) проверяют любым измерительным инструментом, обеспечивающим точность измерений в соответствии с требованиями рабочих чертежей.
Проверка размеров моноблоков и комплектующих деталей должна проводиться не ранее чем через сутки после изготовления.
4.3. Перед испытаниями, кроме проверки по п. 1.6, моноблоки должны .быть выдержаны не менее 6 ч при температуре (25±10)°С.
4.4. Испытание фенопластовых крышек (со втулками) (п. 1.4) на увеличение массы проводят способом, указанным ниже.
Испытуемую деталь взвешивают с погрешностью не более 0,1 г и помещают в ванну с серной кислотой плотностью 1,32 г/см3 по ГОСТ 4204—77. Серную кислоту в ванне должны брать из расчета 100 см3 кислоты на 1 дм2 поверхности детали. Ванну помещают в термостат, имеющий температуру (65±3)°С, и при этой температуре выдерживают в течение 48 ч, считая с момента достижения кислотой, налитой в ванну, температуры 60°С. Затем испытуемую деталь вынимают из ванны, промывают водой, вытирают фильтровальной бумагой и взвешивают с той же точностью.
Увеличение массы крышки (М) в процентах вычисляют по формуле
-• 100,
где Л41 — масса крышки до пребывания в кислоте, г;
Л12— масса той же крышки после пребывания в кислоте, г.
4.5. Испытание на излом (п. 1.7.) проводят на крышках без пробок.
Фенопластовые крышки испытывают после их проверки по п. 4.4.
Испытание проводят на испытательной машине мощностью не менее 1 кВт при скорости холостого хода подвижной головки машины 10 мм/мин, прикладывая нагрузку в соответствии с черт. 1.
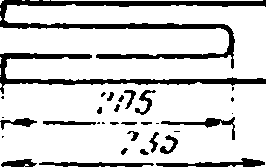
При испытании общих крышек из них вырезают ячейки со втулками в соответствии с черт. 2, при этом выступы под сварку должны остаться в испытуемой ячейке.
За усилие излома принимают предельное отклонение стрелки прибора машины, указывающей нагрузку в момент излома крышки.
Крышка считается выдержавшей испытание, если нагрузка при предельном отклонении стрелки не менее 1,0 кН (100 кгс).
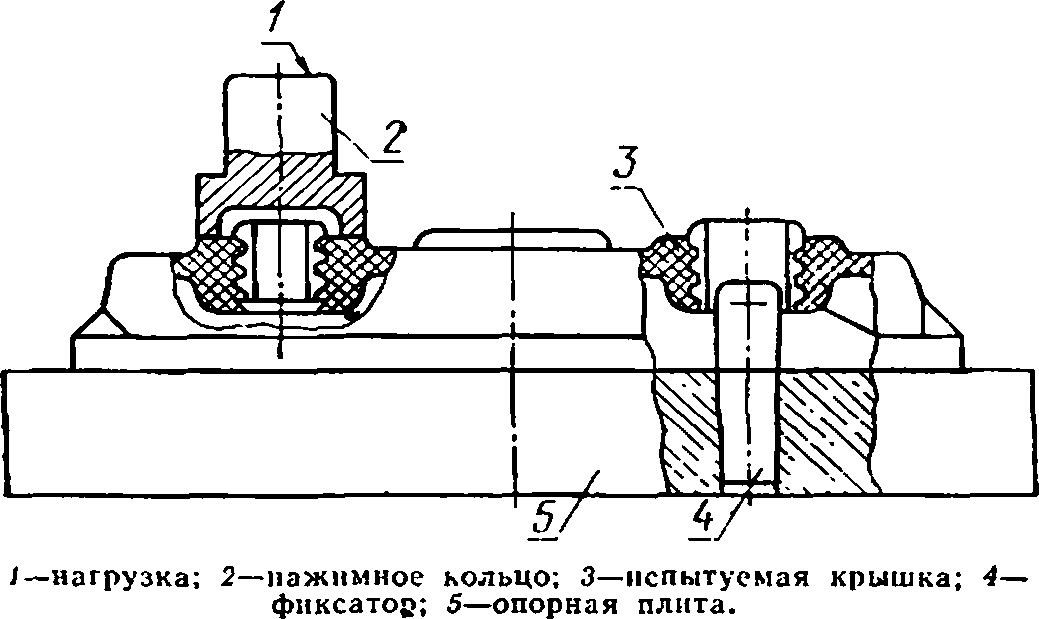
Черт. 1
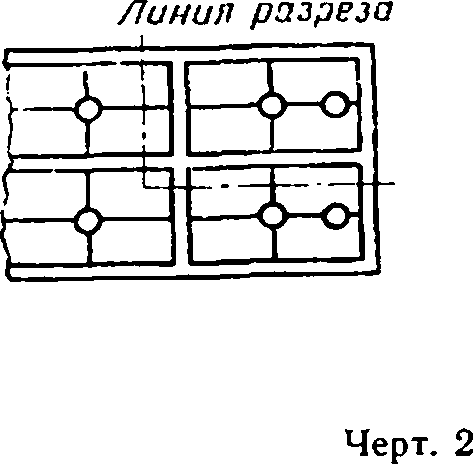
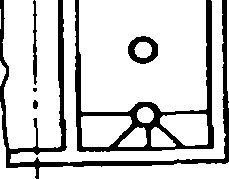
Линий разреза
Испытание крышек на излом можно проводить нагружением крышки ручным приводом испытательной машины до 1,0 кН (100 кгс). При этом крышку выдерживают под нагрузкой в течение 1 мин, после этого осуществляют ее осмотр. Крышка считается выдержавшей испытание, если на ней нет трещин.
4.6. Испытание моноблоков на разрывное усилие (п, 1.8) проводят на испытательной машине по ГОСТ 7855—74 или на машинах соответствующей мощности при скорости холостого хода подвижной головки 10 мм/мин.
Усилие прикладывают к стенкам моноблока в местах в соответствии с черт. 3 при помощи стальных захватов, указанных на черт. 4.
В моноблоках с продольными и поперечными перегородками допускается вырезать средние секции и подвергать их испытанию.
За разрывное усилие принимают предельное отклонение стрелки прибора, установленного на машине, указывающей нагрузку в момент разрыва моноблока.
<-О 1
•е * с< i
X | ||
X |
I
I
Черт. 3 Черт. 4
Моноблок считается выдержавшим испытание, если нагрузка составляет не менее 0,4 кН (40 кгс) на 1 мм толщины стенки моноблока. За расчетную принимается номинальная чертежная толщина стенки моноблока.
Испытание моноблока на разрывное усилие можно также проводить нагружением его ручным приводом испытательной машины до соответствующей нагрузки, при этом моноблок выдерживают под нагрузкой в течение 1 мин, после чего проводят осмотр его внешнего вида.
Моноблок считается выдержавшим испытание, если на его стенках не окажется трещин.
4.7. Испытание моноблоков на герметичность (п. 1.9) проводят способом, указанным ниже.
Каждую камеру испытуемого моноблока заполняют водой. Уровень воды в камерах должен быть ниже верхних кромок камерных перегородок на 15 мм.
Моноблок с водой помещают в заземленную металлическую ванну, заполненную водой, уровень которой должен соответствовать уровню воды в моноблоке.
В камеры моноблока опускают медные электроды, укрепленные в электроизолирующей доске.
Испытание ведут в два приема: сначала испытывают герметичность камерных перегородок, затем герметичность стенок моноблока.
При испытании камерных перегородок электроды, опущенные в воду в средние камеры, соединяют с одним полюсом вторичной обмотки трансформатора, а электроды, опущенные в воду в крайние камеры, соединяют со вторым полюсом обмотки трансформатора.
Прикладывают электрическое напряжение 10, кВ (черт. 5) и моноблок выдерживают под напряжением в течение 10 с.
Для испытания стенок моноблоков электроды соединяют параллельно и вывод электродной доски соединяют с одним полюсом обмотки трансформатора, второй полюс присоединяют к металлической ванне с водой. Прикладывают электрическое напряжение 10 кВ и моноблок выдерживают под этим напряжением в течение 10 с.
Принципиальная схема проверки моноблоков на герметичность
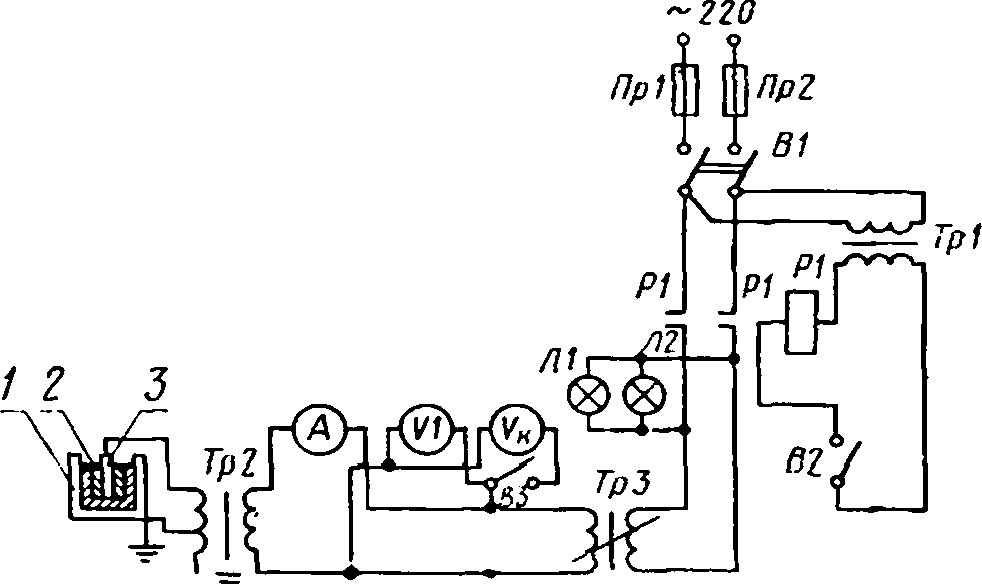
А—амперметр от 0 до 10 А; В!—двухполюсный выключатель на 220 В; В2, ВЗ—однополюсные выключатели; J11, Л2—^сигнальные, лампы; V1—рабочий вольтметр от 0 до ПО В; VK—контрольный вольтметр от 0 до 110 В; Пр!, Пр2—плавкие предохранители; Р1—магнитный пускатель типа ПМЕ-000; Тр1—трансформатор 220/24 В. Тр2—трансформатор 60000/110 В мощностью 2,0 кВ.А; ТрЗ—регулирующий трансформатор от 0 до ИО В;
/—ваипа; 2—корпус моноблока; 3—электрод
Черт. 5
Моноблок считают выдержавшим испытание, если его камеры и наружные стенки выдерживают в течение установленного времени указанное напряжение, не давая утечки тока.
Моноблок считают не выдержавшим испытание, если при испытании имеется утечка тока, при этом стрелка амперметра отклоняется в крайнее правое положение.
4.8. Показателем деформации (п. 1.10) является деформация, появляющаяся на стенках моноблока, находящегося под давлением 20 кПа (0,2 кгс/см2) при температуре (60+5)сС.
Испытание моноблоков на деформацию проводят на установке, указанной на черт. 6.
Установка представляет собой термошкаф вместимостью 0,25 м3 с водяным обогревом, который оформлен в виде водяной рубашки. Вода подогревается электронагревателями. Снаружи термошкаф изолирован. Температура внутри термошкафа контролируется контактным термометром.
Для создания давления внутри моноблока применен гидропнев-матический ресивер вместимостью 0,17 м3.
Давление в нем контролируется манометром. Давление стенкам мбноблока передается резиновыми камерами, помещенными в крайние секции моноблока. Резиновые камеры соединены с ресивером шлангами.
Установка для испытания моноблоков на деформацию
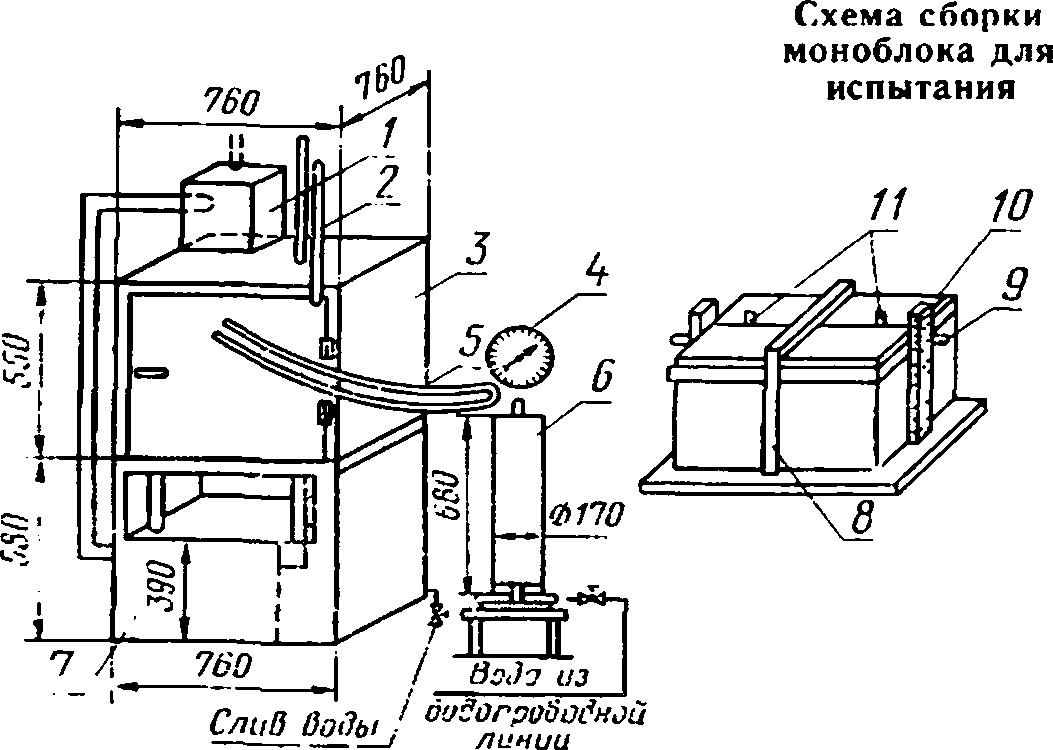
/—переливной бачок, 2—контрольный термометр; 3—термошкаф с водяной рубашкой; 4—манометр; 5—резиновые шланги; 6— ресивер: 7—теплообменник с электрическим обогревательным элементом; приспособление для закрепления моноблока с деревянной пластинкой; 9~ индикатор; 10—стойка; //—резиновые камеры
Черт. 6
Прибор устанавливается без фундамента, ресивер укрепляется неподвижно. Питание нагревателей — от электросети, давление в ресивере — от водопроводной сети.
Нагрузка стенок моноблока осуществляется за счет подачи сжатого воздуха от ресивера в резиновые камеры, которые вставляют в секции моноблока, отмеченные знаком X на черт. 3.
В остальные секции вставляют деревянные или пластмассовые оправки, которые предохраняют перегородки от разрушения.
Сверху моноблок закрывают деревянной или текстолитовой пластиной, имеющей два отверстия для вывода штуцеров камео и плотно закрепляют специальным поясом. Моноблок помещают в термошкаф вместе с приспособлением, на котором установлены индикаторы, шланги от ресивера соединяют с резиновыми камерами.
Ножки индикатора устанавливают на уровне посадочного места в средней части секции моноблока.
Моноблок выдерживается в термошкафу в течение 1 ч при температуре (60+5)°С, затем в камеры подают давление, равное 20 кПа (0,2 кгс/см2).
Деформацию фиксируют по шкале индикаторов после выдержки моноблока под давлением в течение 1 ч.
Значение линейного удлинения не должно превышать 4,0 мм.
4.9. Ударная прочность моноблока (п. 1.11) характеризуется его способностью противостоять динамическим нагрузкам.
Испытание моноблоков на ударную прочность проводят на установке, указанной на черт. 7.
Установка сбстоит из металлической сварной рамы, на которой укреплена плита для установки моноблока в вертикальной и горизонтальной плоскостях.
Необходимое положение при установке моноблока достигается за счет вращения маховиков, закрепленных на ходовых винтах.
Ось маятника смонтирована в подшипниках, закрепленных в стойку рамы.
Шар, входящий в состав маятника, н отсчетная шкала укреплены на штанге резьбовым соединением. Штанга и шар навинчиваются до упора.
Для удержания маятника во взведенном положений служит рукоятка с фиксатором, запирающим втулку маятника в необходимом месте, фиксация рукояткой проводится через 5°. При необходимости испытания произвольным ударом отклонение и опускание маятника проводят вручную.
Установка для испытания моноблоков на ударную прочность
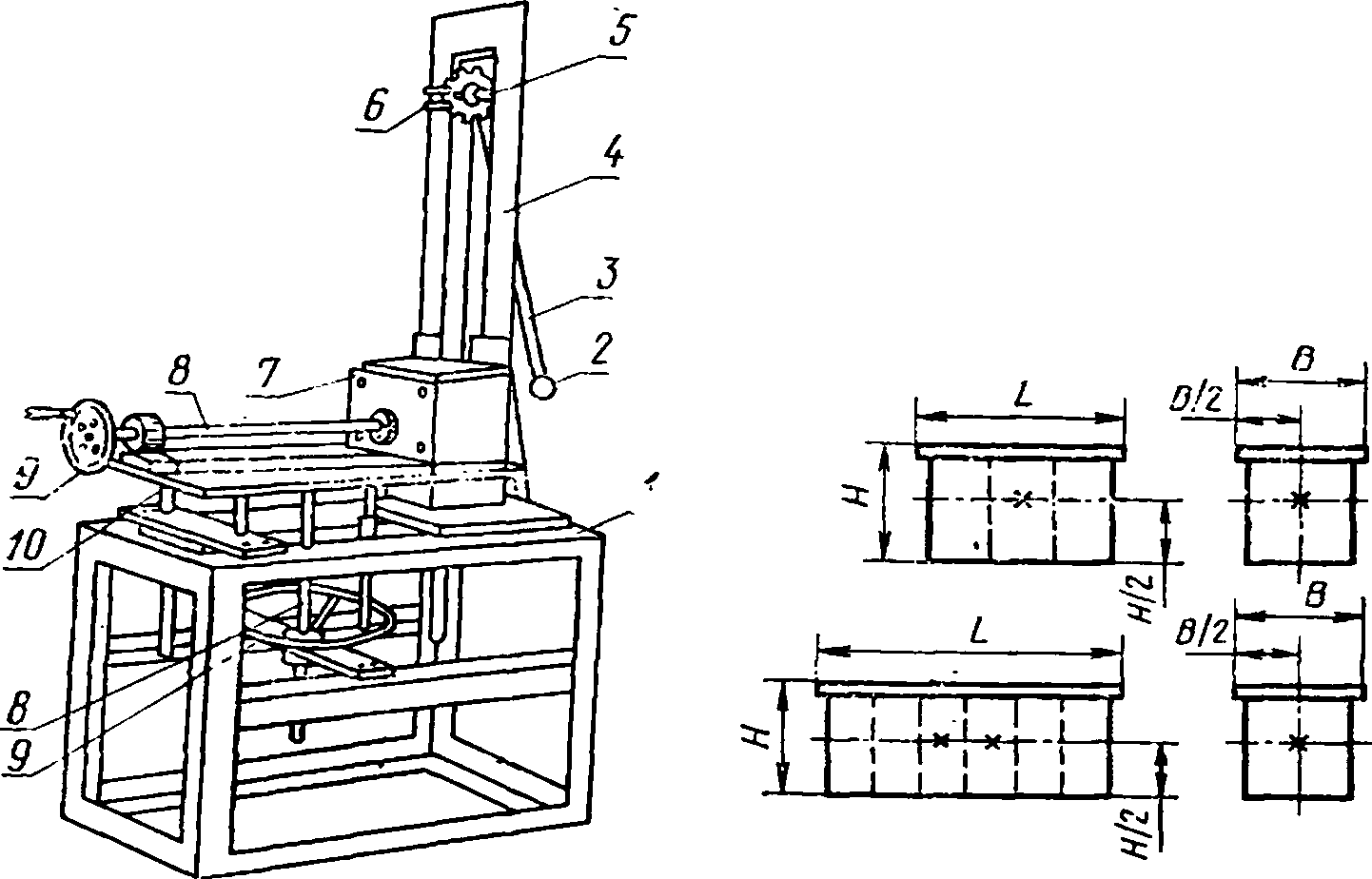
/—рама; 2—шар: 3—штанга; 4 — стойка ра- Черт. 8
мы. 5—подшипник; 6—отсчетная шкала: к
7—подвижная плита: в—ходовые винты:
Р—маховики-. /0—плита
Черт. 7
На оси маятника установлена стрелка, показывающая угол отклонения от вертикального положения.
Моноблок устанавливают на горизонтальную опору (рабочий стол) и закрепляют подвижной плитой при помощи ходового винта так, чтобы его испытуемая стенка плотно прилегала к вертикальной опоре и центр удара приходился на середину стенки.
Места ударов обозначены на черт. 8. Моноблоки с продольными и поперечными перегородками, имеющие на торцовых стенках крепежные приспособления, удару по торцовым стенкам не подвергают.
Испытание моноблоков на ударную прочность проводят в соответствии с табл. 4.
Таблица 4
Угол падения, градусы | При массе шара т^0.75 кг и длине штанги маятника 0.75 м | |
Работа удара, Дж (кге • м) | Нарастающая сумма работы, Дж (кге • м) | |
15 | 0.27(0,027) | 0,27(0,027) |
20 | 0,48(0,048) | 0,75(0,075) |
25 | 0.74(0.074) | 1.49(0,149) |
30 | 1,06(0,106) | 2,55(0,255) |
35 | 1,43(0,143) | 4,00(0,400) |
40 | 1,85(0,185) | 5,80(0,580) |
Испытание начинается с подъема маятника на угол 15° и свободного падения его на стенку моноблока. Каждый последующий удар маятника ведется с увеличением угла падения на 5°. Предельный угол падения для моноблоков емкостью до 75 А-ч включительно составляет 35°, для моноблоков емкостью свыше 75 А-ч—40°. После удара маятника с предельного угла моноблок ие должен иметь трещин.
При испытании ударной прочности при отрицательной температуре моноблок помещают в холодильную камеру, имеющую температуру минус 50сС, п при этой температуре выдерживают в течение 2 ч. Затем моноблок извлекают из камеры и испытавают в соответствии с п. 4.9., при этом нагрузку прилагают к изделию не позднее, чем через 3 мин после извлечения из холодильной камеры.
Однако предельный угол падения для моноблоков емкостью до 75 А-ч включительно должен составлять 30°, для моноблоков емкостью свыше 75 А-ч — 35°. После удара маятника с предельного угла моноблок осматривают на отсутствие трещин.
При обнаружении трещины моноблок считают не выдержавшим испытание.
Примечание. Испытание при отрицательной температуре проводят до разрушения моноблока.
4.10. При испытании на срок сохраняемости (п. 1.12) моноблоки хранят в течение 6 лет в неотапливаемых складских помещениях в соответствии с п. 5.6, после чего их подвергают испытанию на соответствие требованиям п. 1.11.
4.11. Испытание моноблоков на срок службы и эксплуатации (п. 1.13) проводят в соответствии с обязательным приложением.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждом моноблоке в соответствии с чертежами должны быть нанесены:
товарный знак предприятия-изготовителя;
дата изготовления (год, квартал);
тип моноблока;
обозначение настоящего стандарта.
Клеймо технического контроля и номер партии наносят на дно моноблока любым способом, способ нанесения маркировки должен обеспечивать ее четкость и прочность в течение срока службы моноблока.
5.2. Упаковывание моноблоков и комплектующих деталей к ним производят раздельно.
По согласованию изготовителя с потребителем допускается совместное упаковывание моноблоков с отдельными комплектующими деталями.
Моноблоки упаковывают в бумагу по ГОСТ 8273—75 таким образом, чтобы в камеры не попадали пыль и другие инородные предметы.
По согласованию изготовителя с потребителем допускается не упаковывать моноблоки в бумагу.
Крышки и остальные комплектующие детали (пробки и т. д.) упаковывают раздельно в деревянные, пластмассовые, картонные ящики или другую тару, обеспечивающую сохранность изделий при транспортировании.
5.3. Маркировка транспортной тары — по ГОСТ 14192—77 с нанесением предупредительного знака «Осторожно, хрупкое».
5.4. ^Моноблоки могут транспортироваться любым видом транспорта в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
При транспортировании открытым транспортом моноблоки должны быть защищены от атмосферных осадков.
Условия транспортирования моноблоков при воздействии климатических факторов внешней среды должны соответствовать группе хранения 4 ГОСТ 15150—69.
При транспортировании моноблоков железнодорожным транспортом на вагоне должна быть надпись «С горок не пускать».
5.5. Каждая партия моноблоков должна сопровождаться документом, удостоверяющим качество, в котором указывают:
обозначение моноблока;
число моноблоков;
номер партии;
показатели качества (ударная прочность и деформация по результатам последнего испытания);
штамп технического контроля.
5.6. Условия хранения моноблоков при воздействии климатических факторов внешней среды должны соответствовать группе 5 ГОСТ 15150—69.
Моноблоки для хранения укладывают штабелями не более 8 рядов по высоте, причем в верхнем ряду моноблоки должны быть перевернуты вверх дном.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие моноблоков требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
6.2. Гарантийный срок хранения моноблоков — 6 лет, в том числе в собранном сухом виде аккумуляторной батареи — 5 лет с момента изготовления.
6.3. Гарантийный срок службы моноблоков должен быть не менее гарантийного срока службы аккумуляторных батарей.
ПРИЛОЖЕНИЕ Обязательное
1. Испытание моноблоков на срок службы
1.1. Сущность метода определения эксплуатационных качеств моноблоков (п. 1.13) заключается в определении изменения размеров моноблока при постоянном воздействии кислоты, периодическом воздействии повышенных температуры и влажности.
1.2. Испытания проводят способом, указанным ниже.
В моноблок при температуре (25±1О)*С наливают серную кислоту плотностью 1,32 г/см3 на высоту 3—5 мм от посадочного места крышек и накрывают крышками.
Отверстия в свинцовых втулках закрывают резиновыми пробками. Проверяют уровень кислоты, который во всех секциях моноблока должен доходить до тубуса крышки или до уровнемера.
С пробок срезают вентиляционный выступ и пробки ввертывают в крышки. Подготовленный для испытания образец устанавливают на приспособление с укрепленными индикаторами по ГОСТ 577—68.
В зависимости от типа моноблока индикаторы устанавливают на уровне посадочного места ячеечной крышки или внешнему бортику моноблока под общую крышку в соответствии с чертежом.
Моноблок вместе с приспособлением помещают в испытательную камеру и включают обогрев. Записывают первоначальные показания индикатора.
При достижении в камере 60°С отмечают время и выдерживают испытуемый моноблок в течение 5 ч. Затем отключают обогрев, а образец оставляют для охлаждения на 15—16 ч. Далее обогрев вновь включают и повторяют цикл пять раз.
После этого работу камеры пелсводят на другой режим: температура (40±2) °C и относительная влажнелв.: муха (97±3)%. Моноблоки при этом режиме выдерживают 5 сут.
Камеру отключают и, не извлекая моноблок, охлаждают до температуры (25±10)°С, после чего снимают показания индикаторов.
За результат испытания берут изменение размеров моноблока между первоначальными и конечными замерами.
Моноблок считается выдержавшим испытание при отклонении размеров от первоначальных размеров моноблока не более чем на 1,5%.
Л. ХИМИЧЕСКИЕ ПРОДУКТЫ И РЕЗИНОАСБЕСТОВЫЕ ИЗДЕЛИЯ Группа Л26 Изменение № 1 ГОСТ 7883—82 Моноблоки пластмассовые аккумуляторные. Технические условия
Принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 10 от 04.10.96)
Зарегистрировано Техническим секретариатом МГС № 2241
Дата введения 1997—06—01
За принятие проголосовали:
Наименование государства | Наименование национального органа стандартизации |
Азербайджанская Республика Республика Белоруссия Республика Казахстан Киргизская Республика Республика Молдова Российская Федерация Республика Таджикистан Туркменистан Украина | Азгосстандарт Белстандарт Госстандарт Республики Казахстан Киргизстандарт Молдовастандарт Госстандарт России Таджикский государственный центр по стандартизации, метрологии и сертификации Туркменглавгосинспекция Госстандарт Украины |
Пункт 1.2 изложить в новой редакции:
«1.2. Моноблоки и комплектующие детали к ним относятся к изделиям исполнения 0 категории 2 по ГОСТ 15150—69, но для работы при температурах:
I группа — от минус 40 до 60 вС;
II группа — от минус 50 до 60 ’С, с повышенной холодостойкостью».
Пункт 1.7 дополнить абзацем: «Места запрессовки втулок должны быть герметичными».
Пункт 1.11. Первый абзац. Заменить слова: «при температуре минус (50+5) *С» на «при отрицательной температуре».
Пункт 3.3.4. Таблица 3. Графа «Виды проверок». Проверку 3 дополнить словами: «и герметичность в местах запрессовки втулок».
Раздел 4 дополнить пунктом — 4.5.1 (после п. 4.5):
«4.5.1. Испытания мест запрессовок втулок на герметичность проводятся в соответствии с приложением Б».
Пункт 4.9. Заменить слова: «имеющую температуру минус 50 *С» на «имеющую температуру, заданную в соответствии с п. 1.2».
Стандарт дополнить приложением — Б:
(Продолжение см. с. 30)
«ПРИЛОЖЕНИЕ Б
Обязательное
Метод проверки герметичности запрессовки втулок
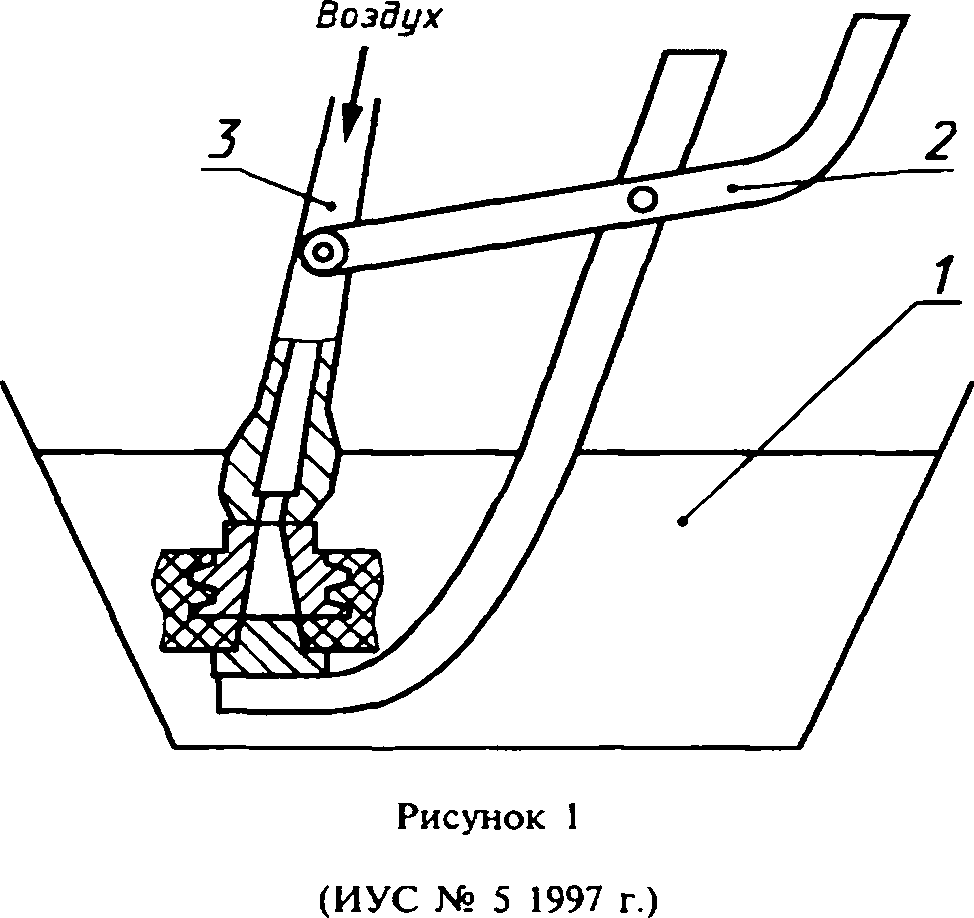
Приспособление для проверки герметичности запрессовки втулок в местах соединения их с крышкой (рисунок 1) состоит из:
1 — ванны с водой;
2 — зажимного приспособления в виде специальных щипцов, у которых нижний рычаг имеет резиновую прокладку, обеспечивающую герметичность нижней части втулки, на верхнем рычаге установлен пуансон с прокладкой, обеспечивающей герметичность верхней части втулки;
3 — регулятора давления воздуха.
В зажимное приспособление устанавливают крышку и погружают в ванну с водой при температуре (20±5) *С.
Испытания проводят давлением воздуха 0,2 кгс/см2.
Крышка считается выдержавшей испытание, если в течение 5 с не наблюдается понижение давления более чем на 0,005 кгс/см2, а также не будет наблюдаться утечка воздуха в виде пузырей в воде.
Редактор А. С. Пшеничная Технический редактор О. //. Никитина Корректор Э. В. Митяй
Сдано в наб. 20.07.82 Подп. в печ. 11.11.82 1,0 п. л. 1,04 уч.-изд. л. Тир. 8000 Цена 5 коп.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва, Новопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов» ул. Мнндауго, 12/14. Зак. 3816
Цена 5 коп.
Вел >«1мма | Едвнииа | ||
Наймем | Обозмачсяяе | ||
международное | русское | ||
ОСИОВПЫЕ ЕД ИНГ | [ЦЫ СИ | ||
Длина | метр | ш | M |
Масса | килограмм | kg | КГ |
Время | секунда | S | c |
Сила электрического тока | ампер | А | A |
Термодинамическая темпера- | |||
тура | кельвин | К | К |
Количество вещества | моль | mol | моль |
Сила света | кандела | cd | кд |
ДОПОЛНИТЕЛЬНЫЕ ЕДИНИЦЫ СИ | |||
Плоский угол | радиан | I rad | рад |
Телесный угол | стерадиан | I sr | ср |
ПРОИЗВОДНЫЕ ЕДИНИЦЫ СИ» ИМЕЮЩИЕ СПЕЦИАЛЬНЫЕ
НАИМЕНОВАНИЯ
Велкчкжа | Единима | Выржжояяо <тре> •смовмыо я д^ лшяягежмш «дмяяиы СИ | ||
Иаямемом-мне | Обожаченме | |||
мскжуна-родмое | русское | |||
Частота | герц | Hz | Гц | с-1 |
Сила | ньютон | N | И | м • кг • с*3 |
Давление | паскаль | Ра | Па | м~' * кг • с*1 |
Энергия | джоуль | J | Дж | М3 ■ КГ ■ С"* |
Мощность | ватт | W | Вт | М3 • КГ • С*"3 |
Количество электричества | кулон | С | Кл | с • А |
Электрическое напряжение | вольт | V | В | м* • кг с-3 А“’ |
Электрическая емкость | фарад | F | Ф | м“’ • кг“* с* • А* |
Электрическое сопротивление | ом | О | Ом | м* • кг • с“* • А“’ |
Электрическая проводимость | сименс | S | См | м~г кг“* • с3 • А3 |
Поток магнитной индукции | вебер | Wb | Вб | м* • кг • с“* - А"1 |
Магнитная индукция | тесла | т | Тл | кг - с"*- А~' |
Индуктивность | генри | н | Гн, | м* • кг • с“! • А“* |
Световой поток | люмен | lm | лм | кд ср |
Освещенность | люкс | lx | лк | М’1 кд ср |
Активность радионуклида | беккерель | Bq | Бк | с-1 |
Поглощенная доза | Грэй | Gy | Гр | М* С"3 |
ионизирующего излучения | ||||
Эквивалентная доза излучения I L ——■■■ | зиверт | Sv | Зв | м’-С"* |
1
ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия моноблоков и комплектующих деталей требованиям настоящего стандарта устанавливают приемо-сдаточные, периодические и типовые испытания.
2
3.2. Приемо-сдаточные испытания
3.2.1. Моноблоки предъявляют к приемке партиями объемом от 400 до 3000 шт., изготовленных в течение суток.
3
3.2.2. Приемо-сдаточные испытания проводят в последовательности и в количествах, указанных в табл. 2.
{kind=link}