ГОСТ 25452-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУКАВА РЕЗИНОВЫЕ ВЫСОКОГО ДАВЛЕНИЯ С МЕТАЛЛИЧЕСКИМИ НАВИВКАМИ БЕЗ КОНЦЕВОЙ АРМАТУРЫ
Технические условия
High-pressure rubber hoses with spiral wire reinforcement without end fittings. Specifications
МКС 83.140.40
Дата введения 2018-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса", Обществом с ограниченной ответственностью "Научно-исследовательский институт эластомерных материалов и изделий" (ООО "НИИЭМИ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 января 2017 г. N 95-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
(Поправка. ИУС N 12-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 15 июня 2017 г. N 547-ст межгосударственный стандарт ГОСТ 25452-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2018 г.
5 ВЗАМЕН ГОСТ 25452-90
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на резиновые рукава с металлическими навивками без концевой арматуры (далее - рукава), применяемые в качестве гибких трубопроводов для подачи под высоким давлением жидкостей и работоспособные в районах с умеренным и тропическим климатом при температуре окружающего воздуха от минус 40°С до плюс 70°С, а также в районах с холодным климатом при температуре от минус 50°С до плюс 70°С. Допускается в районах с холодным климатом эксплуатировать рукава в течение 48 ч при температуре окружающего воздуха до минус 60°С.
При применении рукавов в других условиях эксплуатации потребитель должен оформить протокол разрешения применения по ГОСТ 2.124.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.124-2014 Единая система конструкторской документации. Порядок применения покупных изделий
ГОСТ 9.030-74 Единая система защиты от коррозии и старения. Резины. Методы испытаний на стойкость в ненапряженном состоянии к воздействию жидких агрессивных сред
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2297-90 Шнуры технические комплектовочные. Технические условия
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 6768-75 Резина и прорезиненная ткань. Метод определения прочности связи между слоями при расслоении
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7912-74 Резина. Метод определения температурного предела хрупкости
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9570-84 Поддоны ящичные и стоечные. Общие технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15152-69 Единая система защиты от коррозии и старения. Изделия резиновые технические для районов с тропическим климатом. Общие требования
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18477-79 Контейнеры универсальные. Типы, основные параметры и размеры
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Основные параметры и размеры
3.1 Основные параметры и размеры рукавов должны соответствовать указанным в таблице 1.
Таблица 1 - Основные параметры и размеры рукавов
Внутренний диаметр рукава | Наружный диаметр рукава | Наружный диаметр верхней металлической навивки, мм* | Внутренний диаметр первой металлической навивки, мм* | ||||
Номин. | Пред.откл. | Номин. | Пред.откл. | Номин. | Пред.откл. | Номин. | Пред.откл. |
4 | ±0,3 | 16,4 | ±0,8 | 13,4 | ±0,6 | 8,4 | ±0,5 |
6 | 18,4 | 15,4 | 10,4 | ||||
8 | +0,5 | 19,6 | 16,6 | ±0,7 | 12,4 | ||
8 | 20,4 | 17,4 | 12,4 | ||||
10 | 22,4 | 19,4 | 14,4 | ±0,6 | |||
12 | ±0,5 | 23,6 | 20,6 | 16,4 | |||
12 | 23,6 | 20,6 | 16,4 | ||||
12 | 24,4 | 21,4 | 16,4 | ||||
12 | 25,4 | 22,4 | 17,0 | ||||
16 | 27,6 | 24,6 | 20,4 | ±0,7 | |||
16 | 27,6 | 24,6 | 20,4 | ||||
16 | 28,4 | 25,4 | 20,4 | ||||
16 | 28,9 | 25,9 | 20,4 | ||||
(20) | 31,6 | 28,6 | 24,4 | ||||
(20) | 31,6 | 28,6 | 24,4 | ||||
(20) | 31,6 | 28,6 | 24,4 | ||||
20 | 32,4 | 29,4 | 24,4 | ||||
20 | 32,9 | 29,9 | 24,4 | ||||
25 | 38,8 | 34,8 | 29,8 | ||||
25 | 39,3 | 35,3 | 29,8 | ||||
25 | ±0,5 | 40,1 | +1,0 | 36,1 | ±0,7 | 29,8 | ±0,7 |
32 | 46,7 | 42,7 | 37,2 | ||||
38 | +0,3 | 53,5 | +0,3 | 49,5 | 44,0 | ||
38 | 53,5 | 49,5 | 44,0 | ||||
Окончание таблицы 1
Минимальный радиус изгиба | Диаметр проволоки d, мм | Усилие разрыва проволоки, Н | Разрывное давление Р, МПа, не менее | Номинальное давление, МПа, при запасе прочности | Масса 1 м, кг (справочная) | |
трехкратном | четырех- | |||||
90 | 0,4 | 270-362 | 225 | 75,0 | 56,0 | 0,50 |
105 | 0,4 | 270-362 | 200 | 66,0 | 50,0 | 0,61 |
115 | 0,3 | 150-205 | 140 | 46,0 | 35,0 | 0,58 |
115 | 0,4 | 270-362 | 170 | 56,0 | 42,5 | 0,70 |
130 | 0,4 | 270-362 | 155 | 51,0 | 38,0 | 0,81 |
180 | 0,3 | 150-180 | 100 | 33,0 | 25,0 | 0,75 |
180 | 0,3 | 175-205 | 120 | 40,0 | 30,0 | 0,75 |
180 | 0,4 | 310-362 | 140 | 46,0 | 35,0 | 0,90 |
200 | 0,5 | 481-540 | 175 | 58,0 | 43,5 | 1,20 |
200 | 0,3 | 150-180 | 90 | 30,0 | 22,5 | 0,91 |
200 | 0,3 | 175-205 | 105 | 35,0 | 26,0 | 0,91 |
200 | 0,4 | 270-310 | 120 | 40,0 | 30,0 | 1,10 |
200 | 0,5 | 423-481 | 150 | 50,0 | 37,5 | 1,28 |
240 | 0,3 | 150-180 | 68 | 22,5 | 17,0 | 1,08 |
240 | 0,3 | 150-180 | 72 | 24,0 | 18,0 | 1,10 |
240 | 0,3 | 175-205 | 84 | 28,0 | 21,0 | 1,10 |
240 | 0,4 | 270-310 | 100 | 33,0 | 25,0 | 1,30 |
240 | 0,5 | 423-481 | 129 | 43,0 | 32,0 | 1,50 |
300 | 0,4 | 270-310 | 84 | 28,0 | 21,0 | 1,65 |
300 | 0,5 | 423-481 | 110 | 36,5 | 27,5 | 1,90 |
300 | 0,6 | 692-775 | 140 | 46,5 | 35,0 | 2,30 |
420 | 0,5 | 423-481 | 87 | 29,0 | 21,5 | 2,38 |
500 | 0,5 | 423-481 | 72 | 24,0 | 18,0 | 2,76 |
500 | 0,5 | 481-540 | 80 | 26,5 | 20,0 | 2,76 |
Примечания 1 Рукава, диаметры которых указаны в скобках, изготовляют по согласованию между изготовителем и потребителем. 2 Показатели, обозначенные значком "*", изготовитель не определяет, значения обеспечиваются технологией изготовления; потребитель контролирует при подготовке рукавов к армированию присоединительной арматурой. | ||||||
3.2 Длина рукавов должна быть согласована между изготовителем и потребителем. Предельное отклонение по длине рукавов должно быть ±1%. Допускается поставлять рукава общей погонной длиной.
3.3 Разнотолщинность стенок рукавов должна соответствовать значениям, приведенным в таблице 2.
Таблица 2 - Разнотолщинность стенок рукавов
В миллиметрах | |
Внутренний диаметр рукава | Разнотолщинность стенок, не более |
До 6,0 включ. | 0,8 |
Св. 6,0 до 20,0 включ. | 1,0 |
Св. 20,0 | 1,3 |
Примеры условных обозначений:
Рукав внутренним диаметром 16,0 мм, наружным диаметром 28,4 мм, на разрывное давление 120 МПа, работоспособный в районах с умеренным климатом (У):
Рукав 16х28-120-У ГОСТ 25452-2017
То же, работоспособный в районах с холодным климатом (ХЛ):
Рукав 16х28-120-ХЛ ГОСТ 25452-2017
То же, работоспособный в районах с тропическим климатом (Т):
Рукав 16х28-120-Т ГОСТ 25452-2017
В условном обозначении размер наружного диаметра рукава округляют до целого числа.
4 Технические требования
4.1 Основные показатели и характеристики (свойства)
4.1.1 Рукава должны быть изготовлены в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
4.1.2 Рукава должны состоять из внутреннего резинового слоя, защитного текстильного слоя, четырех силовых слоев из латунированной проволоки, промежуточных резиновых слоев и наружного резинового слоя.
Схема рукава с указанием направления навивок приведена на рисунке 1.
|
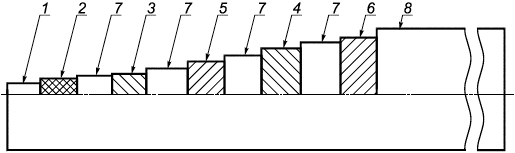
1 - внутренний резиновый слой; 2 - защитный текстильный слой; 3, 4 - силовые слои с правым направлением навивки; 5, 6 - силовые слои с левым направлением навивки; 7 - промежуточный резиновый слой; 8 - наружный резиновый слой
Рисунок 1 - Схема рукава
4.1.3 Внутренняя поверхность рукавов должна быть без складок, пористости, пузырей, раковин и трещин.
Допускаются отпечатки от дорнов.
4.1.4 Наружная поверхность рукавов должна быть без пузырей, отслоений, оголенных участков навивки.
Допускаются наличие ворса, отпечатки кромок и складок бинта, следы обработки, образуемые при устранении дефектов, углубления, возвышения и вмятины размерами в пределах поля допуска на наружный диаметр, отслоения и следы коррозии в торце рукава.
4.1.5 Для уточнения показателей внешнего вида, указанных в 4.1.3 и 4.1.4, допускается применять контрольные образцы, утвержденные в установленном порядке.
4.1.6 Рукава должны быть работоспособными в рабочих средах при температурах, указанных в таблице 3.
4.1.7 Рукава, предназначенные для районов с умеренным и тропическим климатом, должны быть морозостойкими при температуре минус 40°С, для районов с холодным климатом - при температуре минус 50°С.
4.1.8 Рукава должны быть герметичными при гидравлическом давлении 0,5Р±5%, где Р - разрывное давление, указанное в таблице 1.
Предельные значения испытательного давления округляют до целого числа.
4.1.9 При испытании на прочность гидравлическим давлением разрывное давление должно соответствовать указанному в таблице 1.
4.1.10 Рукава должны выдерживать при испытаниях на стендах не менее 500000 импульсных циклов при динамическом режиме нагружения. Импульсный цикл должен соответствовать указанному на рисунке 2.
Таблица 3 - Температуры рабочих сред для умеренного, тропического и холодного климата
Рабочая среда | Температура рабочей среды, °С, для климата | |
умеренного и тропического | холодного | |
Бензин | От -40 до +25 | От -50 до +25 |
Керосин, гидравлические и моторные масла на нефтяной основе и их заменители | От -40 до +100 | От -50 до +100 |
Водомасляная эмульсия | От +5 до +100 | От +5 до +100 |
Вода | От +5 до +93 | От +5 до +93 |
|
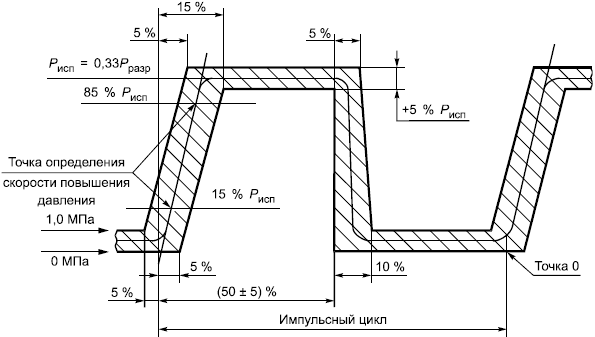
Рисунок 2 - Импульсный цикл динамического испытания рукавов
4.1.11 Ресурс рукавов при y= 0,95 должен быть 12000 моточасов.
4.1.12 Прочность связи наружного резинового слоя с верхней металлической навивкой должна быть не менее 3,0 кН/м. Для рукавов внутренним диаметром до 12,0 мм включительно значение показателя прочности связи наружного резинового слоя с верхней металлической навивкой не определяют.
4.1.13 Изменение длины рукава при подаче давления, равного 0,25Р±5%, должно быть %.
4.1.14 Изменение массы внутреннего и наружного резиновых слоев после воздействия стандартного растворителя - жидкости Б по ГОСТ 9.030 в течение 24 ч при температуре (23±2)°С должно быть не более 30%.
4.2 Требования к материалам, покупным изделиям
4.2.1 Резиновые смеси, применяемые при изготовлении рукавов, предназначенных для эксплуатации в районах с тропическим климатом, по защите от старения должны соответствовать III группе по ГОСТ 15152 и категориям размещения по ГОСТ 15150:
- для наружного слоя - 1-5;
- для внутреннего и промежуточного слоев - 3-5.
4.2.2 Проволока, применяемая для изготовления рукавов, должна соответствовать требованиям документа по стандартизации, утвержденного в установленном порядке.
4.2.3 Резины, применяемые для изготовления рукавов, должны соответствовать значениям физико-механических показателей, указанных в технологической документации, разработанной в установленном порядке.
4.3 Маркировка
4.3.1 На каждом рукаве по всей длине вдоль оси несмываемой краской светлого цвета должны быть четко указаны:
- товарный знак или товарный знак и наименование предприятия-изготовителя;
- условное обозначение рукава без слова "рукав";
- дата изготовления (месяц, год).
Допускается наносить дополнительные обозначения.
Допускается нанесение маркировки на рукаве с интервалом 1 м.
4.3.2 Маркировка рукавов, предназначенных для поставок на эксплуатацию в районы с тропическим климатом, - по ГОСТ 15152.
4.3.3 Маркировка рукавов, предназначенных для поставок на эксплуатацию в районы Крайнего Севера, - по ГОСТ 15846.
4.3.4 На каждую упаковочную единицу прикрепляют ярлык с указанием:
- товарного знака или товарного знака и наименования предприятия-изготовителя;
- условного обозначения рукава;
- номера партии;
- количества рукавов, шт., и общей длины, м;
- даты изготовления (месяц, год);
- штампа технического контроля или личного клейма упаковщика;
- клейма военного представительства (ВП) (в случае приемки партии рукавов ВП).
4.3.5 Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков N 2 и N 3.
4.4 Упаковка
4.4.1 Рукава упаковывают в пачки или бухты с радиусом изгиба не менее минимального по 3.1, таблица 1. Масса упаковочной единицы - не более 50 кг.
Рукава перевязывают шнуром по ГОСТ 2297 или другим перевязочным материалом, обеспечивающим качество упаковки, в двух-пяти местах в зависимости от длины пачки или диаметра бухты.
4.4.2 Упакованные рукава укладывают в дощатые ящики типа III-2 размерами 800x1200x600 мм по ГОСТ 2991, плоские поддоны по ГОСТ 9078, ящичные или стоечные поддоны по ГОСТ 9570, контейнеры по ГОСТ 18477 и другие контейнеры, обеспечивающие сохранность рукавов.
Рукава, уложенные на плоские поддоны, формируют в транспортные пакеты по ГОСТ 26663.
4.4.3 Упаковка рукавов, предназначенных для поставок на эксплуатацию в районы с тропическим климатом, - по ГОСТ 15152.
4.4.4 Упаковка рукавов, предназначенных для поставок на эксплуатацию в районы Крайнего Севера и приравненные к ним, - по ГОСТ 15846.
4.4.5 Каждую партию рукавов сопровождают документом о качестве - паспортом по форме, установленной изготовителем, который упаковывают в полиэтиленовый пакет по ГОСТ 10354 или другой водонепроницаемый пакет и вкладывают в одну из упаковочных единиц. В этом случае к маркировке упаковочной единицы добавляют надпись "Паспорт здесь".
Допускается документ о качестве - паспорт направлять потребителю с товаросопроводительной документацией без упаковки в полиэтиленовый пакет.
5 Требования безопасности
5.1 Рукава не взрывоопасны, самопроизвольно не воспламеняются, горят только при внесении в открытый источник огня.
5.2 При сгорании рукавов в воздух выделяются продукты деструкции резины, содержащие предельные и непредельные углеводороды, оксид и диоксид углерода, технический углерод. Класс опасности 4 по ГОСТ 12.1.007.
5.3 При возникновении пожара применяют следующие средства: пенные и углекислотные огнетушители, асбестовое полотно, песок, воду, воздушно-механическую пену.
5.4 Рукава хранят в складских помещениях, имеющих категорию пожарной безопасности В по нормам [1], класс А по правилам [2], на расстоянии не менее 1,0 м от светильников и нагревательных приборов. Склад должен быть оборудован средствами пожаротушения.
5.5 Работа с рукавами не требует особых мер предосторожности.
6 Требования охраны окружающей среды
6.1 Рукава при эксплуатации и хранении не выделяют в окружающую среду токсичных веществ и не оказывают вредного воздействия на организм человека при непосредственном контакте.
6.2 Рукава, утратившие потребительские свойства, по степени воздействия на окружающую среду согласно каталогу [3] относятся к 5-му классу опасности (практически неопасные) и подлежат утилизации на полигоне промышленных отходов.
7 Правила приемки
7.1 Рукава предъявляют к приемке партиями. Партией считают рукава одного типоразмера длиной не более 2000 м, сопровождаемые одним документом о качестве - паспортом по форме, установленной на предприятии-изготовителе. По согласованию с потребителем допускается другой объем партии.
7.2 Изготовитель рукавов проводит верификацию материалов и покупных изделий по ГОСТ 24297.
7.3 Для проверки соответствия качества партии рукавов требованиям настоящего стандарта их подвергают приемо-сдаточным, периодическим и типовым испытаниям в соответствии с ГОСТ 15.309.
Объем выборки и периодичность испытаний рукавов - в соответствии с таблицей 4.
7.4 В случае приемки рукавов военным представительством (ВП) изготовитель перед предъявлением партии рукавов на испытания и приемку ВП проводит предъявительские испытания в объеме, указанном в таблице 4, для приемо-сдаточных испытаний.
Рукава после приемки техническим контролем изготовителя предъявляют ВП на приемо-сдаточные испытания с документами в соответствии с установленными требованиями.
Таблица 4 - Объем выборки и периодичность испытаний рукавов
Наименование показателя | Объем выборки и периодичность испытаний | Вид испытаний | ||
Приемо- | Периоди- | Типовые | ||
1 Маркировка, упаковка | 100% | + | - | + |
2 Внешний вид, длина рукава | 2% от партии, но не менее двух рукавов | + | - | + |
3 Внутренний и наружный диаметры, разнотолщинность стенок | Три рукава от партии | + | - | + |
4 Герметичность при испытании гидравлическим давлением | 2% от партии, но не менее двух рукавов | + | - | + |
5 Прочность рукавов при разрыве гидравлическим давлением | Два рукава от партии | + | - | + |
6 Прочность связи наружного резинового слоя с верхней металлической навивкой | Три рукава от партии | + | - | + |
7 Состояние внутренней поверхности | Три рукава от партии | + | - | + |
8 Стойкость к воздействию агрессивной среды, указанной в 4.1.14 | Не менее одного раза в месяц по два образца от двух рукавов от текущей партии | - | + | + |
9 Морозостойкость | Не менее одного раза в полгода на трех рукавах или трех закладках резиновой смеси от текущей партии | - | + | + |
10 Изменение длины рукава при подаче давления, равного 0,25Р | Не менее одного раза в квартал на трех рукавах от текущей партии | - | + | + |
11 Прочность рукавов при динамических испытаниях | Не менее одного раза в два года не менее чем на четырех рукавах от текущей партии | - | + | + |
Примечание - Знак "+" означает проведение испытаний, знак "-" - отсутствие испытаний. | ||||
7.4.1 До предъявления рукавов на предъявительские испытания они должны пройти с положительными результатами производственный контроль, предусмотренный технологической документацией.
7.4.2 При приемке партии рукавов по согласованию с ВП допускается совмещать предъявительские и приемо-сдаточные испытания.
7.5 При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному из показателей по 2-7 таблицы 4, проводят повторные испытания по этому показателю на удвоенном объеме выборки, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
При неудовлетворительных результатах повторных испытаний по показателям 2-4 таблицы 4 проверке подвергают каждый рукав партии.
7.6 При получении неудовлетворительных результатов периодических испытаний хотя бы по одному из показателей 8-10 таблицы 4 проводят повторные испытания по этому показателю на удвоенном объеме выборки, взятой от той же партии.
При получении неудовлетворительных результатов повторных периодических испытаний хотя бы по одному показателю данная партия бракуется, а показатель переводится в приемо-сдаточный до получения удовлетворительных результатов испытания не менее чем на трех партиях подряд.
7.6.1 При получении неудовлетворительных результатов периодических испытаний по прочности рукавов при динамическом режиме нагружения по показателю 11 таблицы 4 повторные испытания по этому показателю проводят после устранения причин, вызывающих несоответствие указанного показателя установленному значению, в объеме согласно таблице 4.
7.7 Типовые испытания рукавов проводят с целью оценки эффективности и целесообразности вносимых изменений в конструкцию, рецептуру или технологию изготовления, которые могут повлиять на технические, эксплуатационные и потребительские характеристики рукавов. Порядок проведения типовых испытаний - по ГОСТ 15.309, при приемке рукавов ВП - в соответствии с установленными требованиями.
7.8 Типовые формы документов, оформляемых в процессе испытаний и приемки рукавов, - по ГОСТ 15.309, при приемке рукавов ВП - в соответствии с установленными требованиями.
8 Методы испытаний
8.1 Испытания рукавов проводят не ранее чем через 16 ч после вулканизации при температуре испытаний (23±5)°С. При арбитражных испытаниях выдержку после вулканизации и испытания проводят при температуре (23±2)°С.
8.2 Маркировку и упаковку, включая наличие и правильность оформления сопроводительной документации (документ о качестве - паспорт), проверяют визуально.
8.3 Состояние наружной поверхности и торцов рукавов проверяют визуально или сравнением с контрольным образцом, утвержденным в установленном порядке.
8.4 Размеры элементов рукавов проверяют измерительными приборами, обеспечивающими заданную точность измерений: штангенциркулем типов ШЦ-1, ШЦ-2 по ГОСТ 166, измерительной линейкой по ГОСТ 427, индикаторным стенкомером по ГОСТ 11358, рулеткой по ГОСТ 7502, счетчиком метража с дискретностью отсчета 0,1 м.
8.4.1 Длину рукава измеряют рулеткой, линейкой или счетчиком метража.
8.4.2 Внутренний и наружный диаметры рукава измеряют штангенциркулем на расстоянии не менее 3 мм от торца рукава в нескольких направлениях.
За результат принимают среднеарифметическое значение всех измерений.
8.4.3 Разнотолщинность стенок рукава измеряют стенкомером или штангенциркулем на расстоянии не менее 5 мм от торца рукава в двух взаимно перпендикулярных направлениях.
За разнотолщинность принимают разность между максимальным и минимальным значениями.
8.5 Гидравлические испытания рукавов проводят, применяя манометры по ГОСТ 2405 с классом точности не ниже 1,5.
В качестве испытательной жидкости применяют воду или другую рабочую жидкость, указанную в таблице 3.
Если образец не выдержал испытаний по 4.1.8-4.1.10 на участке не более 25 мм от присоединительной арматуры, то результат испытания не учитывают и испытание повторяют на новых образцах.
8.5.1 Испытание рукавов на герметичность гидравлическим давлением проводят на рукавах максимальной длины, находящихся в партии, предъявленной на испытание. Один конец рукава присоединяют к источнику давления, наполняют рукав испытательной жидкостью до полного удаления из него воздуха. Затем второй конец рукава заглушают, повышают давление в рукаве не более 2 мин до испытательного, указанного в 4.1.8, и выдерживают рукав при этом давлении не менее 1 мин. На рукаве не должно быть разрывов, просачивания жидкости и местных вздутий.
8.5.2 Для определения прочности рукавов при разрыве гидравлическим давлением от концов каждого отобранного рукава отрезают по два образца длиной (1000±10) мм или отбирают четыре образца максимальной длины при комплектовании партии с длиной отрезка рукава менее 1000 мм.
Испытывают рукава по методу, указанному в 8.5.1, повышая давление в рукаве до разрывного, указанного в таблице 1.
8.6 Для определения прочности связи наружного резинового слоя с верхней металлической навивкой от рукава отрезают три образца в виде колец шириной 30-40 мм.
Прорезают наружный слой образца в двух местах по окружности на расстоянии (15) мм друг от друга таким образом, чтобы отделяемый слой располагался в середине образца.
На рабочем участке резины делают надрез по всей ширине кольца до металлической навивки и по линии надреза с одной стороны отслаивают резину на длину, достаточную для закрепления ее в зажиме разрывной машины. Кольцо надевают на стержень так, чтобы оно могло свободно вращаться вокруг своей оси. Отслоенный участок закрепляют в верхнем зажиме разрывной машины, а стержень - в нижнем. Испытание проводят на разрывной машине по ГОСТ 28840, скорость движения нижнего зажима - (100±10) мм/мин.
При испытании каждого образца записывают не менее пяти парных результатов (минимальных и максимальных).
Прочность связи вычисляют по ГОСТ 6768. При невозможности отслоения резинового слоя вручную (происходит разрыв резины) или при разрыве резинового слоя при испытании образец считают выдержавшим испытание.
8.7 Для проверки состояния внутренней поверхности рукавов от каждого отобранного рукава отрезают образец длиной не менее 250 мм и осматривают, направляя его на источник света.
8.8 Изменение массы внутреннего и наружного резиновых слоев после выдержки образцов в среде, указанной в 4.1.14, определяют по ГОСТ 9.030 на образцах резины внутреннего и наружного слоев, отслоенных от рукава и тщательно зачищенных от клея и нитей.
Допускается определять изменение массы на образцах, отобранных от вулканизованной трубки из резины, применяемой для изготовления данной партии рукавов.
8.9 Для определения морозостойкости рукавов от концов каждого отобранного рукава отрезают по два образца длиной (1100±100) мм и выдерживают не менее 4 ч в холодильной камере при температуре окружающего воздуха, указанной в 4.1.7, с допускаемым отклонением минус 2°С. Затем за время не более 12 с рукава внутренним диаметром до 20 мм включительно изгибают на 180° вокруг оправки диаметром, равным двум минимальным радиусам изгиба, с предельным отклонением ±2 мм, рукава внутренним диаметром свыше 20 мм - на 90°. Допускается изгибать рукава вне холодильной камеры.
Рукав выдерживают при температуре (23±5)°С, осматривают и испытывают на герметичность.
На наружной поверхности рукава не должно быть трещин, а при испытании его по 8.5.1 рукав должен быть герметичным.
Допускается оценивать морозостойкость рукавов испытанием резин по ГОСТ 7912.
8.10 Определение изменения длины рукава при подаче давления проводят, отмечая при помощи металлической линейки на участке рукава длиной (250±1) мм, находящимся под давлением, равным 10% от 0,25Р. Конечные точки отрезка рукава должны находиться на расстоянии не менее 100 мм от концевой арматуры. Затем давление повышают до 0,25Р и поддерживают его до окончания измерения длины отмеченного участка рукава.
Относительное изменение длины рукава , %, вычисляют по формуле
![]() , (1)
, (1)
где - длина измеренного отрезка рукава при давлении 0,25Р, мм.
Результат вычисления округляют до первого десятичного знака.
8.11 Испытание рукавов на прочность при динамическом режиме нагружения проводят на рукавах, прошедших испытание на герметичность по 8.5.1. Длину образца между присоединительной арматурой вычисляют по рисунку 3.
|
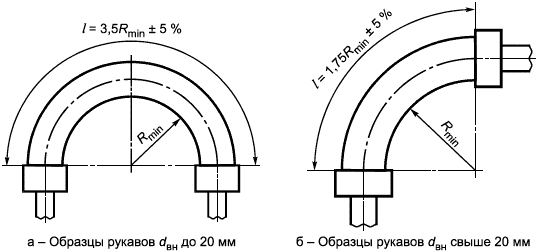
- минимальный радиус изгиба
Рисунок 3 - Схема изгиба рукавов при динамических испытаниях
Оборудование для испытания должно обеспечивать изменение давления с частотой 0,50-1,25 Гц (от 30 до 75 циклов в минуту), при этом каждый цикл должен отвечать требованиям импульсного цикла, указанным на рисунке 2. Скорость повышения давления на прямом участке должна быть от 350 до 700 МПа/с.
Значение испытательного давления должно быть равным 0,33Р, где Р - разрывное давление (см. таблицу 1).
Температура испытательной жидкости должна быть (93±5)°С.
Образцы присоединяют по схеме, указанной на рисунке 3. Образцы рукавов внутренним диаметром до 20 мм включительно изгибают на 180° таким образом, чтобы подсоединенные элементы оборудования были параллельны, образцы рукавов внутренним диаметром свыше 20 мм должны быть присоединены в прямом положении или изогнуты на 90°.
9 Транспортирование и хранение
9.1 Рукава транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
При транспортировании рукавов всеми видами транспорта, кроме железнодорожного, допускается по согласованию с потребителем рукава в транспортную тару не упаковывать.
9.2 Рукава должны храниться в расправленном виде или в упаковке предприятия-изготовителя в закрытом складском помещении на стеллажах или в специальных контейнерах при температуре не ниже указанной в разделе 1.
Рукава должны храниться на расстоянии не менее 1 м от теплоизлучающих приборов.
Не допускается совместное транспортирование и хранение рукавов с маслами, бензином, их парами, а также другими веществами, разрушающими резину, текстильный слой и вызывающими коррозию металлической проволоки.
Не допускается хранить рукава в помещении с искусственными источниками света, способными испускать ультрафиолетовые лучи.
10 Указания по эксплуатации
10.1 При эксплуатации рукавов соблюдают значения давлений, температур, минимальных радиусов изгиба, установленных настоящим стандартом.
Не допускаются механические повреждения рукавов.
10.2 При монтаже рукавов не допускается:
- скручивание рукавов относительно оси:
- установка рукава изгибами меньше минимального радиуса изгиба:
- контакт резиновых слоев рукава с горячими изделиями и поверхностями температурой выше 100°С.
10.3 После демонтажа необходимо очистить внутреннюю поверхность рукавов от перекачиваемого продукта и закрыть торцы специальными заглушками.
10.4 Детали наконечника в местах контакта с резиной не должны иметь задиров, заусенцев и острых граней.
Разрушение в месте крепления рукава к присоединительной арматуре или на расстоянии не более 25 мм от нее дефектом рукава не считают.
10.5 После хранения при отрицательных температурах рукава перед монтажом выдерживают при температуре (20±5)°С не менее 24 ч.
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие качества рукавов требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации, хранения, транспортирования и монтажа.
11.2 Гарантийный срок хранения рукавов - 6 лет со дня изготовления.
11.3 Гарантийный срок эксплуатации (наработки) рукавов в пределах гарантийного срока хранения устанавливается равным гарантийному сроку эксплуатации (наработки) машин, для которых рукава являются комплектующими изделиями.
Библиография
[1] | Нормы государственной противопожарной службы МВД России НПБ 105-03 | Определение категорий помещений и зданий по взрывопожарной и пожарной опасности |
[2] | Правила противопожарного режима в Российской Федерации, утвержденные постановлением Правительства РФ от 25 апреля 2012 г. N 390 с изменениями | |
[3] | Федеральный классификационный каталог отходов, утвержденный приказом Федеральной службы по надзору в сфере природопользования от 18 июля 2014 г. N 445 | |
УДК 678-462:006.354 | МКС 83.140.40 | |||
Ключевые слова: резиновые рукава высокого давления с металлическими навивками без концевой арматуры, технические условия | ||||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}