ГОСТ 6980-76
Группа Л66
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МОНОБЛОКИ ЭБОНИТОВЫЕ АККУМУЛЯТОРНЫЕ ДЛЯ АВТОМОБИЛЕЙ, АВТОБУСОВ И ТРАКТОРОВ
Технические условия
Accumulator ebonite monoblocks for autocars, autobuses and tractors. Specifications
ОКП 25 8200
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
Г.С.Клитеник, канд. техн. наук; О.М.Кочанова; Л.Н.Сторожева; И.Ш.Новиков
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.01.76 N 252
3. ВЗАМЕН ГОСТ 6980-54
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, приложения |
ГОСТ 9.030-74 | 4.4 |
ГОСТ 166-89 | 4.2, приложение 3 |
ГОСТ 267-73 | 4.5 |
ГОСТ 667-73 | Приложение 3, п.2.24 |
ГОСТ 959-91 | 6.3 |
ГОСТ 1770-74 | Приложение 3, пп.2.4, 2.15, 2.16 |
ГОСТ 3760-79 | Приложение 3, п.2.21 |
ГОСТ 3773-72 | Приложение 3, п.2.20 |
ГОСТ 4204-77 | Приложение 3, пп.2.24, 2.31 |
ГОСТ 4212-76 | Приложение 3, п.2.29 |
ГОСТ 4220-75 | Приложение 3, п.2.31 |
ГОСТ 4478-78 | Приложение 3, п.2.25 |
ГОСТ 6709-72 | Приложение 3, п.2.22 |
ГОСТ 8273-75 | 5.2 |
ГОСТ 9078-84 | 5.4 |
ГОСТ 9142-90 | 5.2 |
ГОСТ 12026-76 | Приложение 3, п.2.28 |
ГОСТ 15151-69 | 2.2 |
ГОСТ 15152-69 | 2.2, 5.3 |
ГОСТ 15976-81 | Приложение 2 |
ГОСТ 16337-77 | " |
ГОСТ 16338-85 | " |
ГОСТ 16511-86 | 5.2 |
ГОСТ 16711-84 | 5.2 |
ГОСТ 17308-88 | 5.2 |
ГОСТ 17299-78 | Приложение 3, п.2.27 |
ГОСТ 18573-86 | 5.2 |
ГОСТ 19848-74 | 5.4 |
ГОСТ 20403-75 | 4.8 |
ГОСТ 20490-75 | Приложение 3, п.2.2.3 |
ГОСТ 22180-76 | Приложение 3, п.2.2.6 |
ГОСТ 24104-88 | Приложение 3, п.2.2 |
ГОСТ 25336-82 | Приложение 3, пп.2.10, 2.14, 2.17 |
ГОСТ 26663-85 | 5.4 |
ГОСТ 29227-91 | Приложение 3, п.2.6, 2.7 |
ГОСТ 29251-91 | Приложение 3, п.2.1 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в апреле 1981 г., мае 1984 г., ноябре 1985 г., декабре 1989 г. (ИУС 6-81, 8-84, 2-86, 3-90)
Настоящий стандарт распространяется на аккумуляторные эбонитовые моноблоки и эбонитовые и резиновые комплектующие детали к ним, предназначенные для сборки свинцовых аккумуляторных батарей автомобилей, автобусов, тракторов и других дорожных и сельскохозяйственных машин, работающих в аналогичных условиях.
Моноблоки и детали к ним работоспособны в пределах температур от минус 50 до плюс 60 °С.
Настоящий стандарт устанавливает требования к аккумуляторным эбонитовым моноблокам и эбонитовым и резиновым комплектующим деталям к ним, изготовляемым для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. N 2, 3).
1. ТИПЫ И РАЗМЕРЫ
1.1. В зависимости от электрической емкости и назначения монтируемых в них аккумуляторных батарей моноблоки изготовляют следующих типов: 6СТ-45, 6СТ-50, 6СТ-60, 6СТ-75, 6СТ-82, 6СТ-90, 6СТ-105, 6СТ-132, 6СТ-182, 3СТ-150, 3СТ-155, 3СТ-215.
(Измененная редакция, Изм. N 2).
1.2. Размеры моноблоков должны соответствовать чертежам, согласованным в установленном порядке.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Моноблоки должны поставляться в комплекте с эбонитовыми и резиновыми деталями в соответствии с комплектовочной ведомостью, согласованной в установленном порядке.
Комплект моноблока в зависимости от его типа указан в справочном приложении 2.
2.2. Моноблоки и детали к ним, предназначенные для эксплуатации в районах с тропическим климатом, должны соответствовать требованиям ГОСТ 15151 и ГОСТ 15152.
2.3. Эбонит, применяемый для изготовления моноблоков и деталей к ним, должен быть кислотостойким по отношению к серной кислоте плотностью 1,32·10 кг/м
при (65±2) °С. Количество железа, переходящее в раствор серной кислоты при этих условиях с 1 м
поверхности эбонита по истечении 48 ч, должно быть не более 3·10
кг до 01.07.92, с 01.07.92 - не более 2·10
кг. При этом количество веществ, восстанавливающих марганцовокислый калий, должно быть таким, чтобы на их окисление затрачивалось не более 0,1 дм
раствора марганцовокислого калия
(1/5 KMnO
)=1 моль/дм
(1 н.).
(Измененная редакция, Изм. N
4).
2.4. Резина, применяемая для изготовления деталей, должна быть кислотостойкой. Коэффициент стойкости к серной кислоте плотностью 1,32·10 кг/м
за 24 ч при (23±2) °С по относительному удлинению должен быть не менее 0,75.
2.5. Плотность эбонита для корпусов должна быть не более 1,4·10 кг/м
, для деталей - не более 1,5·10
кг/м
.
2.6. Корпус моноблока должен быть формоустойчивым, деформация при температуре циркулирующей воды в моноблоке (70±2) °С должна быть не более 1,8 мм.
2.7. Моноблоки должны выдерживать ударную нагрузку падающего маятника. Предельный угол падения маятника, при котором наступает разрушение моноблоков для батарей емкостью до 75 А·ч, - 35°, моноблоков для батарей емкостью 75 А·ч - 40°, свыше 75 А·ч - 45°.
2.6, 2.7. (Измененная редакция, Изм. N 2, 4).
2.8. Твердость резин, применяемых для изготовления деталей, должна быть 45-80 единиц IRНД.
2.9. (Исключен, Изм. N 1).
2.10. Стенки и перегородки моноблоков не должны иметь микротрещин и микровключений, должны выдерживать испытательное напряжение 10000 В при "мокром" способе испытания (метод А) или 10000 В плюс 2000 В на каждый миллиметр воздушного зазора между электродами и образцом при "сухом" способе испытания (метод Б).
Моноблоки, предназначенные для отправки потребителю, не должны содержать в камерах воды после испытания по методу А.
2.11. Вентиляционные (гидростатические) пробки моноблока 6СТ-90 должны быть герметичными.
2.12. Показатели внешнего вида моноблоков и деталей к ним должны соответствовать технической документации, утвержденной в установленном порядке.
Резиновые уплотнительные детали не должны иметь на рабочих поверхностях вмятин, недопрессовок и заусенцев.
Корпус моноблока и детали не должны иметь искривлений, кромки, швы и углы их должны быть зачищены.
Каждая деталь должна свободно монтироваться в корпус моноблока и обеспечивать прочность и надежность мест соединения.
Для определения внешнего вида изделий допускается применять контрольные образцы, утвержденные в установленном порядке.
(Измененная редакция, Изм. N 4).
2.13. Прочность посадки отражателей в крышках и пробках гарантируется.
3. ПРАВИЛА ПРИЕМКИ
3.1. Моноблоки принимают партиями. Партией считают количество укомплектованных моноблоков одного типа, но не менее 400 и не более 5000 шт., сопровождаемое одним документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
тип моноблока;
дату выпуска (квартал, год);
обозначение настоящего стандарта;
штамп отдела технического контроля;
номер партии;
количество комплектов в партии.
(Измененная редакция, Изм. N 2, 4).
3.2. Моноблоки и детали к ним подвергают приемо-сдаточным и периодическим испытаниям.
3.3. Приемо-сдаточные испытания проводят:
1) по внешнему виду - 100% изделий;
2) на наличие трещин и включений:
моноблоки для батарей емкостью до 75 А·ч - 100% изделий,
емкостью свыше 75 А·ч - 10% от партии;
3) на герметичность вентиляционной (гидростатической) пробки моноблока 6СТ-90 - 100% изделий;
4) на соответствие размеров - 1% от партии (габаритные размеры корпусов, длина и ширина камеры по верху на уровнях посадочного места крышки и призм, длина и ширина крышек по посадочному месту).
(Измененная редакция, Изм. N 4).
3.4. При получении неудовлетворительных результатов испытаний по п.3.3, перечисления 2, 4 испытания проводят на удвоенной выборке от той же партии. При получении неудовлетворительных результатов повторных испытаний моноблоки и детали к ним подвергают сплошному контролю.
3.5. Периодические испытания проводят один раз в квартал, по показателям и в количествах, указанных ниже:
а) определение кислотостойкости эбонита - один моноблок;
б) определение кислотостойкости резины - три образца;
в) плотность эбонита - один образец;
г) определение формоустойчивости - три моноблока каждого типа;
д) определение ударной прочности - три моноблока каждого типа;
е) определение твердости резины - три образца;
ж) проверка размеров внутреннего и наружного диаметров свинцовых втулок в крышке и диаметра резьбы пробок - 5 изделий.
(Измененная редакция, Изм. N 2, 4).
3.6. При получении неудовлетворительных результатов периодических испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке от той же партии.
Результаты повторных испытаний распространяются на всю партию.
При получении неудовлетворительных результатов повторных испытаний испытание по этому показателю переходит в категорию приемо-сдаточных до получения положительных результатов подряд на трех партиях моноблоков или трех закладках смеси.
3.7. Допускается проводить входной контроль качества моноблоков потребителем, используя план контроля, предусмотренный для приемо-сдаточных испытаний в количестве 1% от партии, для периодических испытаний - по п.3.5.
(Измененная редакция, Изм. N 4).
3.8. Приемку моноблоков представителем заказчика проводят по нормативно-технической документации на испытания и приемку серийных изделий.
(Введен дополнительно, Изм. N 4).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид проверяют визуально.
4.2. Размеры моноблоков и комплектующих деталей к ним по п.3.3 проверяют при помощи штангенциркуля по ГОСТ 166, контрольных шаблонов и калибров, обеспечивающих заданную точность измерения.
(Измененная редакция, Изм. N 4).
4.3. Кислотостойкость эбонита определяют по методу, указанному в приложении 3.
4.4. Кислотостойкость резин определяют по ГОСТ 9.030.
4.5. Плотность эбонита определяют по ГОСТ 267.
4.6. Формоустойчивость моноблоков определяют по методу, указанному в приложении 4.
4.7. Ударную нагрузку моноблоков определяют по методу, указанному в приложении 5.
4.8. Твердость резины определяют по ГОСТ 20403.
4.9. Проверку моноблоков напряжением проводят по методикам, указанным в приложении 6.
4.10. Герметичность вентиляционных (гидростатических) пробок для моноблока 6СТ-90 определяют на приборе (см. чертеж).
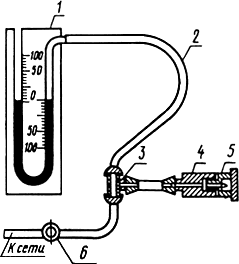
1 - ртутный манометр; 2 - шланг; 3 - тройник; 4 - патрон; 5 - пробка; 6 - кран
Пробка с надетой на нее резиновой шайбой плотно ввертывается в патрон, имеющий резьбовое отверстие, аналогичное отверстию камерной крышки. Патрону с пробкой придают угол наклона в 90° относительно продольной оси пробки (по стержню клапана) и создают давление в приборе, равное 120 гПа (90 мм рт.ст.).
Время испытания 3-5 с. Колебание ртути в манометре в пределах не более 3 мм от требуемого давления свидетельствует о герметичности пробки.
При падении ртути в трубке манометра более чем на 4 гПа (3 мм рт.ст.) пробка считается негерметичной.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждом моноблоке должны быть обозначены:
а) товарный знак или наименование предприятия-изготовителя и товарный знак;
б) тип моноблока;
в) дата выпуска (квартал, год);
г) обозначение настоящего стандарта;
д) штамп технического контроля.
Маркировку по подпунктам а, в, г отпрессовывают на дне моноблока в круге диаметром 15-25 мм. Маркировку по подпункту б отпрессовывают на одной из продольных стенок.
Примечания:
1. Штамп технического контроля допускается наносить несмываемой краской.
2. По соглашению с потребителем допускается тип моноблока не обозначать.
(Измененная редакция, Изм. N 2).
5.2. Моноблоки и детали к ним упаковывают одним из следующих способов:
а) в упаковку из гофрированного картона - по ГОСТ 9142;
б) в резиновую или полиэтиленовую упаковку;
в) в бумагу по ГОСТ 8273, ГОСТ 16711, при этом каждый моноблок, в зависимости от плотности бумаги, должен быть обернут в один-два слоя и обвязан шпагатом по ГОСТ 17308 в продольном и поперечном направлениях.
Крышки без пробок вставляют горловиной вниз в камеры моноблоков с применением бумажных прокладок. Допускается упаковывать крышки в отдельную тару с прокладкой между рядами оберточной бумаги по ГОСТ 8273 или гофрированного картона по ГОСТ 9142.
Остальные комплектующие детали упаковывают в пакеты из любого материала, картонные или деревянные ящики по ГОСТ 16511, ГОСТ 18573, ГОСТ 9142. По согласованию с потребителем допускается вкладывать комплектующие детали в камеры моноблоков.
(Измененная редакция, Изм. N 3, 4).
5.3. Маркировку и упаковку моноблоков, предназначенных для поставки на экспорт в страны с умеренным и тропическим климатом, производят в соответствии с требованиями заказ-нарядов внешнеторговых объединений.
Маркировку и упаковку моноблоков, предназначенных для поставки в районы с тропическим климатом, производят по ГОСТ 15152.
5.4. При транспортировании в пакетированном виде в соответствии с нормативно-технической документацией моноблоки укладывают на плоские поддоны по ГОСТ 9078 или ящичные и стоечные поддоны по ГОСТ 19848.
Формирование транспортных пакетов на плоских поддонах - по ГОСТ 26663.
При транспортировании моноблоков в пакетах, скрепленных полимерной пленкой, допускается не упаковывать каждый моноблок, при этом между рядами моноблоков должен быть проложен гофрированный картон.
(Измененная редакция, Изм. N 4).
5.5. Моноблоки и детали к ним транспортируют любым видом транспорта при условии их защиты от атмосферных осадков и загрязнения.
При транспортировании в вагонах или контейнерах упакованные моноблоки и детали к ним плотно укладывают, прокладывая любым амортизирующим материалом. При отгрузке моноблоков железнодорожным транспортом на вагонах должна быть надпись "С горок не спускать", на контейнерах "Хрупкое. Осторожно".
Примечание. Допускается по соглашению между изготовителем и потребителем транспортировать моноблоки автотранспортом без упаковки.
(Измененная редакция, Изм. N 3).
5.6. Моноблоки и детали к ним должны храниться в помещении при температуре воздуха от минус 30 до плюс 50 °С в условиях, исключающих их деформацию и повреждения, воздействие ударов и бросков, солнечных лучей, атмосферных осадков, нефтепродуктов и других веществ, вредно действующих на эбонит и резины.
Моноблоки при хранении должны быть установлены не более чем в восемь рядов по высоте.
Допускается хранение моноблоков и деталей к ним при температуре до минус 50 °С, в условиях, полностью исключающих воздействие ударных, деформационных, вибрационных нагрузок.
В этом случае сборка батарей в моноблоках должна проводиться после выдержки не менее 10 ч при положительных температурах.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие моноблоков и деталей требованиям настоящего стандарта при соблюдении потребителем условий хранения и транспортирования.
(Измененная редакция, Изм. N 2, 3).
6.2. Гарантийный срок хранения моноблоков и деталей к ним - шесть лет со дня их изготовления, в том числе в собранном сухом виде аккумуляторных батарей - пять лет.
6.3. Гарантийный срок эксплуатации моноблоков и деталей к ним устанавливается равным гарантийному сроку эксплуатации аккумуляторных батарей, изготовляемых по ГОСТ 959*.
______________
* На территории Российской Федерации действует ГОСТ Р 53165-2008. - .
ПРИЛОЖЕНИЕ 1. (Исключено, Изм. N 1).
ПРИЛОЖЕНИЕ 2
Справочное
Состав комплекта моноблоков различных типов
Наиме- | 6СТ-45 | 6СТ-50 | 6СТ-60 | 6СТ-75 | 6СТ-82 | 6СТ-90 | 6СТ-105 | 6СТ-132 | 3СТ-150 | 3СТ-155 | 6СТ-182 | 3СТ-215 | Мате- | Стандарт на материал |
Моно- блок | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | Эбонит | Настоящий стандарт |
Крышка | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 3 | 3 | 6 | 3 | То же | То же |
Пробка* | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 3 | 3 | 6 | 3 | Эбонит или поли- этилен | Настоящий стандарт, ГОСТ 16337, ГОСТ 16338 |
Гидро- стати- ческая пробка* | - | - | - | - | - | 6 | - | - | - | - | - | - | То же | То же |
Уплотни- тельная прок- ладка | 6 | - | 6 | - | - | - | - | - | - | - | - | - | Резина | Настоящий стандарт |
Щиток | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 3 | 3 | 6 | 3 | Перфо- риро- ванный вини- | ГОСТ 15976 |
Примечания:
1. Для деталей, обозначенных знаком "*", в технически обоснованных случаях допускается устанавливать комплектность в комплектовочной ведомости, согласованной в установленном порядке.
2. Моноблок 6СТ-90 комплектуется гидростатической пробкой по согласованию с потребителем.
3. Допускается моноблок 6СТ-90 не комплектовать уплотнительной прокладкой по согласованию с потребителем.
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ 3
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ КИСЛОТОСТОЙКОСТИ ЭБОНИТА
Настоящий метод устанавливает способы измерения в эбоните железа и веществ, восстанавливающих марганцовокислый калий, экстрагируемых сернокислотным электролитом.
Сущность метода заключается в выдержке эбонитовых образцов в сернокислотном электролите при температуре (65±2) °С в течение (48±0,5) ч с последующим определением в экстракте количества железа и веществ, восстанавливающих калий марганцовокислый (окисляемость).
1. Отбор образцов
1.1. Образцы для проведения испытания изготовляют способами, применяемыми в технологии эбонитового производства.
Для оценки качества изделий образцы готовят непосредственно из изделий. Если форма и размеры изделий не позволяют изготовить из них образцы, испытания проводят на стандартных образцах, свулканизованных в лабораторных условиях непосредственно из той закладки резиновой смеси, из которой изготовлены изделия.
Допускается использовать моноблок или его секции, при этом в формуле подсчета результатов испытаний (п.5.1) следует учитывать объем заливаемой кислоты и поверхность контакта со средой.
1.2. Образцы должны быть прямоугольной формы в виде брусков (6,0х1,5х1,0) см с предельными отклонениями на каждый размер ±0,5 см или пластин длиной (5,0±0,5) см, шириной (5,0±0,5) см, толщиной от 0,2 до 2,0 см.
1.3. Количество образцов должно быть таким, чтобы их общая поверхность была не менее 100 см и не более 150 см
.
1.4. Поверхность образцов должна быть без сколов, вздутий, повреждений и других отклонений, видимых невооруженным глазом.
1.5. Образцы подвергаются испытанию не ранее, чем через 16 ч и не позднее, чем через 5 мес после вулканизации.
2. Аппаратура, реактивы, растворы
2.1. Бюретка 1-2-25-0,1, ГОСТ 29251.
2.2. Весы лабораторные 2-го класса с наибольшим пределом взвешивания 200 г по ГОСТ 24104*.
_______________
* На территории Российской Федерации действует ГОСТ 24104-2001. - .
2.3. Колба Кн-2-250-40ТС ГОСТ 25336.
2.4. Колбы мерные вместимостью 100, 250, 500 см, 2-го класса точности по ГОСТ 1770 (наливные).
2.5. Палочки стеклянные диаметром 5 мм.
2.6. Пипетка 6-2-5 ГОСТ 29227.
2.7. Пипетки 2-2-5, 2-2-10, 2-2-25, 2-2-50 ГОСТ 29227.
2.8. Противень кислотостойкий.
2.9. Секундомер 3-го класса точности.
2.10. Стакан ТХС вместимостью 250 см по ГОСТ 25336.
2.11. Термометр с ценой деления 1 °С по ГОСТ 28498.
2.12. Термостат, обеспечивающий температуру (65±2) °С, например, ВН-5805 по ТУ 25-06-562.
2.13. Колориметр фотоэлектрический лабораторный, любой марки со светофильтром 400 нм, например, КФК-2.
2.14. Холодильник ХШ по ГОСТ 25336.
2.15. Цилиндры вместимостью 250 см, цена деления 2,0 см
по ГОСТ 1770.
2.16. Цилиндры вместимостью 25 см, цена деления 0,5 см
по ГОСТ 1770.
2.17. Чашка Петри по ГОСТ 25336.
2.18. Штангенциркуль с ценой деления 0,1 мм, 2-го класса точности по ГОСТ 166.
2.19. Плитка электрическая закрытого типа.
2.20. Аммоний хлористый по ГОСТ 3773, раствор с массовой долей 5%.
2.21. Аммиак водный по ГОСТ 3760.
2.22. Вода дистиллированная по ГОСТ 6709.
2.23. Калий марганцовокислый по ГОСТ 20490, раствор (1/5 KMnO
)=0,1 моль/дм
(1 н.).
2.24. Кислота серная по ГОСТ 4204 или кислота серная аккумуляторная по ГОСТ 667, плотностью (1,32±0,01)·10 кг/м
(сернокислотный электролит).
2.25. Кислота сульфосалициловая по ГОСТ 4478, раствор с массовой долей 10%.
2.26. Кислота щавелевая по ГОСТ 22180, раствор (1/2 Н
С
О
)=0,1 моль/дм
.
2.27. Спирт этиловый по ГОСТ 17299.
2.28. Бумага фильтровальная по ГОСТ 12026.
2.29. Раствор железа, содержащий 1 мг Fe в 1 см
раствора, готовят по ГОСТ 4212 (раствор А).
2.30. Раствор Б. 50 см раствора А помещают в мерную колбу вместимостью 500 см
и перемешивают (раствор Б), 1 см
раствора Б содержит 0,1 мг Fe
(раствор готовят в день его применения).
2.31. Калий двухромовокислый по ГОСТ 4220, раствор с массовой долей 10% в серной кислоте по ГОСТ 4204 (хромовая смесь).
3. Подготовка к испытанию
3.1. Посуду для испытаний моют хромовой смесью.
3.2. Сернокислотный электролит готовят по п.2.24.
3.3. Образцы протирают ватным тампоном, смоченным этиловым спиртом, очищая со всех сторон от посторонних загрязнений. Затем промывают дистиллированной водой, промокают фильтровальной бумагой и измеряют размеры образцов штангенциркулем.
3.4. Общую поверхность образцов () в м
вычисляют по формуле
![]() .
.
Поверхность каждого образца () вычисляют по формуле
![]() ,
,
где - длина образца, м;
- ширина образца, м;
- толщина образца, м.
3.5. Образцы помещают в химический стакан вместимостью 250 см и с помощью палочек укладывают так, чтобы они не касались друг друга, дна и стенок стакана.
Образцы заливают сернокислотным электролитом, взятым в количестве, обеспечивающем соотношение объема сернокислотного электролита в см к поверхности образцов в см
1:1.
Образцы должны быть полностью погружены в раствор. С целью предотвращения всплывания образцов допускается сверление в них отверстий для последующего крепления к стеклянной палочке. При таком способе крепления следует учесть изменение общей поверхности образцов.
3.6. Стакан закрывают чашкой Петри, устанавливают в термостат на кислотостойкий противень (дно выложено асбестом) и выдерживают в течение (48,0±0,5) ч при температуре (65±2) °С.
3.7. Одновременно в тот же термостат помещают стакан с сернокислотным электролитом (без образцов) в количестве, взятом для испытаний и используемым в дальнейшем для приготовления контрольной пробы.
3.8. После истечения срока контактирования стаканы из термостата переносят в вытяжной шкаф и охлаждают до температуры (22±3) °С. Температуру электролита контролируют термометром.
3.9. После охлаждения сернокислотный экстракт переносят в мерную колбу вместимостью 250 см. Стакан и образцы промывают 50 см
дистиллированной воды, присоединяя полученный раствор к основному раствору. Объем раствора в колбе доводят дистиллированной водой до 250 см
(экстракт).
При получении мутного раствора его фильтруют через сухой бумажный фильтр, отбрасывая первые 10 см фильтрата. Определение железа и веществ, восстанавливающих калий марганцовокислый, проводят в день приготовления экстракта.
3.10. Аналогично переводят в мерную колбу на 250 см серную кислоту, выдержанную без образцов в термостате (контрольная проба).
4. Проведение испытаний
4.1. Определение количества железа
4.1.1. Построение градуировочного графика
В мерные колбы вместимостью 100 см вносят пипеткой 0,5; 1,0; 1,5; 2,0; 2,5 см
раствора Б, что соответствует содержанию в них 0,0005; 0,0010; 0,0015; 0,0020; 0,0025 мг/см
железа.
Приливают в каждую колбу (10±0,5) см хлористого аммония, (25±0,5) см
сульфосалициловой кислоты и нейтрализуют аммиаком до появления неисчезающего желтого окрашивания. Объем раствора в каждой колбе доводят до 100 см
дистиллированной водой и перемешивают. Через (15±1) мин измеряют оптическую плотность каждого раствора на фотоэлектроколориметре в кювете с толщиной поглощающего свет слоя 30 см
, при длине волны 400 нм (синий светофильтр).
В качестве раствора сравнения используют дистиллированную воду.
По полученным данным строят градуировочный график, откладывая на оси абсцисс количество железа в мг/см, а на оси ординат - оптическую плотность.
Градуировочный график следует проверять не менее двух раз в год, а также при смене реактивов и фотоэлектроколориметр
а.
4.1.2. От 5 до 25 см экстракта, полученного по п.3.9, отбирают пипеткой, переносят в мерную колбу вместимостью 100 см
, последующую обработку и колориметрирование проводят по п.4.1.1.
Если через (15±1) мин выдержки раствор становится мутным, его фильтруют через сухой бумажный фильтр, отбрасывая первые 10 см фильтрата.
Первые показатели плотности испытуемых растворов являются ориентировочными, в зависимости от их значения устанавливают объем аликвотной части испытуемых растворов: если оптическая плотность будет меньше 0,1 или больше 0,5, то соответственно увеличивают или уменьшают объем аликвотной части испытуемого раствора. Одновременно определяют содержание железа в контрольной пробе, используя тот же объем аликвотной части, что и подобранный для экстракта.
4.2. Определение окисляемости веществ
4.2.1. От 50 до 10 см экстракта, полученного по п.3.9, отбирают пипеткой, переносят в коническую колбу вместимостью 250 см
, добавляют (50±2) см
дистиллированной воды и из бюретки 10 см
раствора марганцовокислого калия. Если раствор обесцветился, необходимо уменьшить объем аликвотной части экстракта. Колбу соединяют с обратным холодильником, ставят на предварительно нагретую электроплитку и кипятят (15±1) мин, отмечая время с момента закипания по секундомеру. Кипение должно быть равномерным. Через (15±1) мин колбу снимают с электроплитки, в горячий раствор добавляют из бюретки 10 см
щавелевой кислоты. Горячий обесцвеченный раствор титруют раствором марганцовокислого калия до появления слаборозового окрашивания.
Одновременно определяют окисляемость в контрольной пробе, используя тот же объем аликвотной части, что и подобранный для экстракта.
5. Обработка результатов
5.1. Обработка результатов параллельных определений
5.1.1. Количество железа для каждого из параллельных определений (,
) в кг/м
вычисляют по формуле
![]() ,
,
где - масса железа в 1 см
испытуемого раствора, найденная по градуировочному графику, мг;
- масса железа в 1 см
контрольного раствора, найденная по градуировочному графику, мг;
- объем аликвотной части экстракта, см
;
- общая поверхность образцов, м
;
250·10 - коэффициент, учитывающий разведение раствора и пересчет на содержание в кг
/м.
5.1.2. Количество веществ, восстанавливающих марганцовокислый калий (окисляемость) для каждого из параллельных определений (,
) в дм
/м
, вычисляют по формуле
![]() ,
,
где ,
- объем раствора марганцовокислого калия (1 моль/дм
), израсходованного на окисление органических веществ, экстрагируемых сернокислотным электролитом с 1 м
общей поверхности образцов, дм
;
- объем раствора марганцовокислого калия, израсходованного на титрование испытуемого раствора, см
;
- объем раствора марганцовокислого калия, израсходованного на титрование контрольной пробы, см
;
- поправочный коэффициент для пересчета объема раствора марганцовокислого калия в точно 0,1 моль/дм
раствор;
- объем аликвотной части экстракта, см
;
- общая поверхность образцов, м
;
250·10 - коэффициент, учитывающий разведение раствора и пересчет на содержан
ие в дм/м
.
5.2. Контроль сходимости результатов параллельных определений
Допускаемые расхождения между результатами параллельных определений для всего диапазона измеряемых содержаний при доверительной вероятности 0,95 не должны превышать:
при определении железа - 0,02 единиц оптической плотности;
при определении окисляемости - 0,2 см (0,1 моль/дм
) раствора марганцовокислого калия.
При отклонении от указанных норм, выясняют причины и повторяют определение железа и окисляемости в сернокислотном экстракте.
5.3. Обработка результатов
5.3.1. Количество железа в кг/м вычисляют по формуле
![]() .
.
Результат представляют в виде ·10
, где
округляют до целого числа.
5.3.2. Количество веществ, восстанавливающих марганцовокислый калий в дм/м
вычисляют по формуле
![]() .
.
Результат округляют до первого десятичного знака.
За результат испытания принимают среднее арифметическое результатов двух определений количества железа и веществ, восстанавливающих марганцовокислый калий в сернокислотном электролите после контакта с эбонитом (две аликвотные части, взятые из одного экстракта или контрольной пробы).
6. Значение показателя точности результатов испытаний
При соблюдении условий проведения испытаний погрешность результата испытаний с вероятностью 0,95 не превышает значений, указанных в табл.1.
Таблица 1
Предел возможных значений погрешности результатов испытаний
Количество железа, кг/м | Показатель точности ( | Количество веществ, восстанавливающих марганцовокислый калий, дм | Показатель точности ( |
До 3,0х10 | 0,1х10 | До 0,05 | 0,01 |
" 3,0х10 | 0,4х10 | От 0,05 до 0,15 | 0,03 |
" 6,0х10 | " 0,15 " 0,30 | 0,04 |
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ 4
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ ФОРМОУСТОЙЧИВОСТИ МОНОБЛОКОВ
1. Сущность метода
Сущность метода заключается в определении деформации моноблока, которая возникает под действием циркулирующей воды с постоянной температурой (70±2) °С на внутреннюю поверхность моноблока в течение 3 ч.
2. Приборы и аппаратура
а) Штангенциркуль, микрометр или другие измерительные приборы, обеспечивающие замер размеров моноблока с погрешностью не более 0,1 мм;
б) устройство для подогрева воды, обеспечивающее стабильность температуры воды (70±2) °С во всей теплопередающей жидкости во время испытания;
в) гибкие шланги и коллекторы для подачи воды в моноблок и обеспечения ее циркуляции с целью поддержания постоянной температуры воды в моноблоке и сохранения постоянного ее уровня;
г) приборы (термометры, потенциометры, термопара) для замера и контроля температуры с погрешностью не более 2 °С.
Примечания:
1. Рекомендуется использовать термостаты УТ-15 и подобные.
2. Допускается определять деформацию моноблока с помощью специального приспособления с замером индикаторами часового типа (черт.1).
Схема замера деформации моноблока с помощью индикатора часового типа
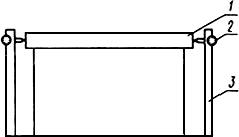
1 - моноблок; 2 - индикатор часового типа; 3 - стойка
Черт.1
3. Подготовка к испытанию
3.1. Для испытания применяют моноблоки, по внешнему виду соответствующие нормативно-технической документации.
3.2. Моноблоки подвергают испытанию не ранее, чем через 16 ч после вулканизации.
3.3. Перед испытанием моноблоки выдерживают при температуре (23±5) °С не менее 3 ч.
4. Проведение испытания
4.1. Моноблок замеряют по длине и ширине по верху между средними точками противоположных стенок с погрешностью не более 0,1 мм.
4.2. Моноблок помещают на поддон или в ванну на ровную поверхность.
4.3. Заполняют каждую камеру моноблока водой. Уровень воды в моноблоке устанавливают не ниже 19 мм от верхней кромки (черт.2).
Схема циркуляции воды в моноблоке
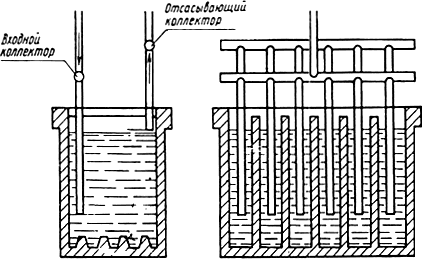
Черт.2
4.4. Включают подогрев воды и циркуляционную систему.
4.5. Моноблок выдерживают при установившейся температуре воды (70±2) °С в течение 3 ч.
4.6. По окончании испытания моноблок, не сливая воды, охлаждают до комнатной температуры не менее чем 10 ч и проводят замеры моноблоков в исходных точках. Значения замеров записывают.
5. Обработка результатов
5.1. (Исключен, Изм. N 1).
5.2. Деформацию моноблока по длине () в миллиметрах вычисляют по формуле
![]() ,
,
где - длина моноблока до испытания, мм;
- длина моноблока после испытания, мм.
Деформацию моноблока по ширине () в миллиметрах вычисляют по формуле
![]() ,
,
где - ширина моноблока до испытания, мм;
- ширина моноблока после испытания, мм.
Примечание. Деформацию моноблока по длине с помощью индикаторов часового типа () в миллиметрах вычисляют по формуле
![]() ,
,
где ,
- показания индикаторов, установленных на бортиках торцовых стенок моноблока, мм.
Деформацию моноблока по ширине () в миллиметрах вычисляют по формуле
![]() ,
,
где ,
- показания индикаторов, установленных на бортиках продольных стенок моноблока, мм.
5.3. Результаты испытания оформляют протоколом, в котором должны быть указаны:
а) марка эбонита;
б) тип моноблока;
в) режим вулканизации;
г) дата изготовления моноблока;
д) замер моноблока по длине перед испытанием;
е) замер моноблока по ширине перед испытанием;
ж) замер моноблока по длине после испытания;
з) замер моноблока по ширине после испытания;
и) деформация моноблока по длине в миллиметрах;
к) деформация моноблока по ширине в миллиметрах;
л) дата испытания.
ПРИЛОЖЕНИЕ 5
Обязательное
МЕТОД ИСПЫТАНИЯ МОНОБЛОКОВ НА УДАРНУЮ ПРОЧНОСТЬ
1. Сущность метода
Сущность метода заключается в определении способности моноблоков противостоять разрушению от действия падающего маятника на середину бортика торцовых стенок моноблока.
2. Аппаратура
Для испытания применяют прибор типа маятникового копра с измеряемой энергией удара за счет поднятия маятника на фиксированные различные углы от 15 до 90° с градацией через 5°.
Основной частью прибора является маятник в виде штанги с закрепленным на ней грузом, имеющим сферическую поверхность с радиусом бойка (35±5) мм. Запас потенциальной энергии маятника должен соответствовать указанному в таблице.
Угол подъема маятника | Запас потенциальной энергии маятника, Дж | Допускаемые отклонения, |
15° | 0,27 | ±0,02 |
20 | 0,48 | ±0,02 |
25 | 0,74 | ±0,03 |
30 | 1,06 | ±0,03 |
35 | 1,43 | ±0,03 |
40 | 1,85 | ±0,03 |
45 | 2,32 | ±0,03 |
50 | 2,83 | ±0,04 |
55 | 3,38 | ±0,05 |
60 | 3,96 | ±0,05 |
65 | 4,58 | ±0,06 |
70 | 5,21 | ±0,07 |
75 | 5,87 | ±0,07 |
80 | 6,55 | ±0,07 |
85 | 7,23 | ±0,07 |
90 | 7,92 | ±0,07 |
Примечание. Потенциальная энергия маятника определена по формуле
![]() ,
,
где - масса маятника, кг;
- ускорение свободного падения, м/с
;
- расстояние от центра оси качания маятника до центра бойка, м;
- угол подъема маятника, градус.
Прибор должен иметь:
основание, закрепленное на жестком фундаменте, на котором крепятся стойки и подъемный стол с приспособлением для установки моноблоков;
отсчетное устройство, фиксирующее угол подъема маятника;
приспособление для установки моноблоков с устройством, позволяющим фиксировать величину поджатия моноблока.
3. Подготовка к испытанию
3.1. Для испытания применяют моноблоки, изготовленные в соответствии с требованиями нормативно-технической документации.
3.2. Моноблоки подвергают испытанию не ранее, чем через 16 ч после вулканизации.
3.3. Перед испытанием моноблоки выдерживают при температуре (23±5) °С не менее 3 ч.
4. Проведение испытания
4.1. Испытания моноблоков проводят при температуре окружающей среды (23±5) °С.
4.2. Определяют середину бортика торцовой стенки моноблоков в соответствии с размерами на чертежах данного типа моноблока с погрешностью не более ±2 мм. Место нанесения удара отмечают красящим веществом.
Для моноблоков, имеющих на торцовых стенках пазы для крепления скоб и продольную перегородку, удар наносят по бортикам продольных стенок моноблоков согласно схеме.
Примечание. При наборе данных производят удары также по продольным стенкам.

4.3. Приготовленный к испытанию моноблок устанавливают на рабочий стол прибора так, чтобы концы стола выступали по длине и ширине из-под моноблоков не менее чем на 25 мм.
4.4. Точка соприкосновения сферической поверхности бойка с моноблоком должна быть в месте удара.
4.5. Моноблоки всех типов закрепляют при помощи прижима с усилием 400-500 Н.
4.6. Испытание начинают с подъема маятника на 15° и свободного опускания его на середину бортика стенки моноблока. После удара стенки осматривают невооруженным глазом для выявления трещин. Поверхность образца в месте удара целесообразно покрыть яркой водной эмульсионной краской или мелом. Если трещина не появилась, то поднимают маятник на 20° и т.д., увеличивая каждый раз угол на 5° до угла, указанного в п.2.7 настоящего стандарта.
4.7. Испытание моноблока до окончательного разрушения проводят при наборе данных для установления норм при типовых испытаниях, при сравнительной оценке качества моноблоков, а также для исследовательских целей.
Если прочность стенки моноблоков больше нагрузки, приложенной при отклонении маятника на угол 90°, то продолжают испытания под этим углом до появления трещин, но не более 10 раз.
5. Обработка результатов
Результаты испытаний должны быть записаны в протокол, в котором указывают:
марку эбонита,
тип моноблока,
дату изготовления моноблока,
дату испытания,
предельный угол падения маятника,
наличие разрушения.
ПРИЛОЖЕНИЕ 6
Обязательное
МЕТОДЫ ИСПЫТАНИЯ МОНОБЛОКОВ НА НАЛИЧИЕ ТРЕЩИН, ПОСТОРОННИХ ВКЛЮЧЕНИЙ ВЫСОКОВОЛЬТНЫМ НАПРЯЖЕНИЕМ
1. Сущность метода
Сущность методов заключается в приложении электрической мощности к стенкам и перегородкам моноблока.
Испытание проводят методами А и Б:
А - путем погружения моноблока в резервуар с водой - "мокрый" способ;
Б - установка моноблока на электроды, геометрические размеры которых соответствуют внутренним и внешним размерам моноблока - "сухой" способ.
2. Испытанию подвергают вновь изготовленные моноблоки, прошедшие внешне-видовой контроль.
3. Проведение испытаний по методу А
3.1. Испытание моноблоков на наличие дефектов проводят на установке, схема которой приведена на черт.1.
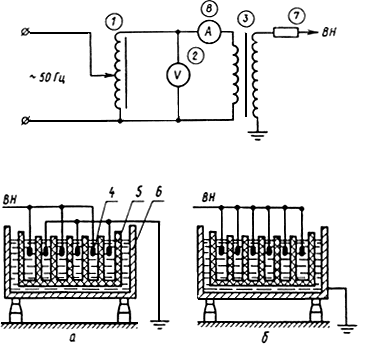
а - схема подключения электродов к источнику высокого напряжения при испытании перегородок моноблока; б - схема подключения электродов к источнику высокого напряжения при испытании корпуса моноблока
1 - автотрансформатор регулировочный; 2 - вольтметр; 3 - высоковольтный трансформатор - источник высокого напряжения; 4 - электроды; 5 - моноблок; 6 - резервуар; 7 - защитное сопротивление; 8 - амперметр
Черт.1
3.2. Источник питания установки (переменное напряжение 220 В промышленной частоты), испытательный трансформатор (110/30000 В, мощностью 2 кВ·А) и регулирующее устройство с пределом регулирования напряжения 0-110 В должны обеспечить на испытываемом моноблоке синусоидальную форму кривой напряжения частоты 50 Гц с тем, чтобы коэффициент амплитуды испытательного напряжения (отношения максимального значения к эффективному) был в пределах % или 1,34-1,48.
3.3. Мощность, подводимая к испытуемому образцу, должна быть такой, при которой действующее значение установившегося тока короткого замыкания на стороне высокого напряжения было бы не менее 40 мА в диапазоне напряжений, на которое рассчитано оборудование.
Примечание. Допускается проводить испытания на установке, имеющей меньшее значение тока короткого замыкания в том случае, если установлено, что результаты испытаний на этой установке равноценны результатам, полученным на установке, согласно требований п.3.3.
3.4. При выборе защитного сопротивления следует руководствоваться динамической устойчивостью трансформатора. При отсутствии данных о динамической устойчивости трансформатора защитное сопротивление должно быть выбрано от 0,2 до 1 Ом на 1 В высокого напряжения испытательного трансформатора.
3.5. В момент пробоя как перегородки, так и корпуса моноблока должно срабатывать реле максимального тока, отключающее первичную цепь трансформатора.
Параметры реле максимального тока должны быть подобраны в соответствии с мощностью испытательного оборудования и изоляционных свойств испытуемого материала, чтобы трансформатор не отключался до момента пробоя.
3.6. Регулировочный автотрансформатор должен обеспечивать плавную регулировку напряжения. В случае невозможности получения таковой скачки изменения напряжения при регулировке не должны превышать 0,5% номинального напряжения трансформатора.
3.7. Измерение напряжения допускается проводить как на стороне высокого напряжения (непосредственно на испытательных электродах), так и на стороне низкого напряжения. На стороне высокого напряжения измерение проводится при помощи киловольтметра, вольтметра с трансформатором напряжения, а на стороне низкого напряжения при помощи вольтметра класса 1,5, шкала которого должна быть проградуирована в кВ с помощью образцового киловольтметра.
3.8. Безопасность работы на установке определяется требованиями правил техники безопасности при эксплуатации потребителями электроустановок с напряжением выше 1000 В.
3.9. Моноблок помещают в резервуар с водой, уровень которой должен быть не ниже 40 мм от верхней кромки корпуса моноблока.
3.10. Каждую камеру испытуемого моноблока заполняют водой до уровня на 15-20 мм ниже верхних кромок перегородок.
3.11. Перегородки испытываются в соответствии со схемой подключения электродов, изображенной на черт.1а. При этом электроды, опущенные в четные камеры, должны быть соединены с землей, а электроды, находящиеся в нечетных камерах, соединяются с источником высокого напряжения.
3.12. Корпус моноблока испытывается согласно схеме, изображенной на черт.1б. В этом случае электроды, соединенные с источником высокого напряжения, помещают в камеры моноблока, а земляной конец соединяется с корпусом металлического резервуара.
3.13. После достижения испытательного напряжения номинальной величины 10 кВ производится выдержка 10 с.
3.14. Если перегородка и корпус выдерживают подводимую испытательную электрическую мощность в течение времени, указанного в п.3.13, то моноблок признается годным для эксплуатации.
4. Проведение испытаний по методу Б
4.1. Испытание моноблоков проводится на специальной установке, принципиальная схема которой изображена на черт.2.
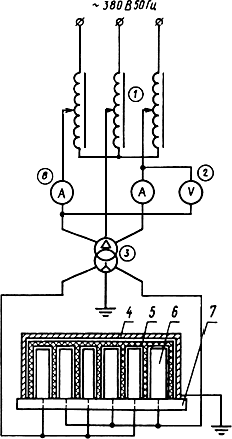
1 - автотрансформатор трехфазный регулировочный; 2 - вольтметр; 3 - трансформатор высоковольтный трехфазный; 4 - электрод корпуса моноблока; 5 - моноблок; 6 - электрод внутренний; 7 - изолирующее основание; 8 - амперметр
Черт.2
4.2. Трехфазный источник питания установки (переменное напряжение 380 В, промышленной частоты), регулирующее устройство с пределом регулирования напряжения от 0 до 420 В, трехфазный испытательный трансформатор (420/30000 В, мощностью 15 кВ·А) должны обеспечивать на испытываемом образце синусоидальную форму кривой напряжения частоты 50 Гц с тем, чтобы коэффициент амплитуды испытательного напряжения был в пределах % или 1,34-1,48.
4.3. Остальные требования к установке аналогичны требованиям по пп.3.3; 3.4; 3.5; 3.6; 3.7; 3.8.
4.4. Испытуемый моноблок устанавливают на металлические электроды, форма которых соответствует внутренним геометрическим размерам камер моноблока. Зазор между электродами и поверхностью моноблока не должен быть более 3 мм.
4.5. На внешнюю поверхность корпуса моноблока накладывается металлическая оболочка, внутренние размеры которой соответствуют геометрическим размерам корпуса моноблока. Металлическая оболочка не должна доходить до верхних краев моноблока на 20 мм.
4.6. При испытании к четным и нечетным электродам подводится напряжение от разных фаз, а металлическая оболочка находится под нулевым потенциалом, т.е. заземляется. Схема установки моноблока и подключения электродов к источнику высоковольтного напряжения показана на черт.2.
Подобная схема подключения высоковольтного источника напряжения позволяет испытывать одновременно корпус и перегородки моноблока.
4.7. Выдержка моноблока под испытательным напряжением составляет 4 с.
4.8. Пробой перегородок фиксируется по отклонению стрелок обоих амперметров, а на пробой корпуса указывает отклонение стрелки одного из амперметров.
4.9. Если элементы испытуемого моноблока выдерживают подводимую испытательную электрическую мощность в течение времени, указанного в п.4.7, то моноблок является пригодным для эксплуатации.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}