ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71626-2024
ПОДШИПНИКИ КАЧЕНИЯ ПРИБОРНЫЕ
Методы контроля структуры и структурных дефектов сталей деталей
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71626—2024
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом «OK-Лоза» (ОАО «OK-Лоза») и Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 307 «Подшипники качения и скольжения»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 сентября 2024 г. № 1306-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71626—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения...............................................................2
4 Методы контроля макроструктуры и микроструктуры сталей.................................3
4.1 Методы контроля макроструктуры...................................................3
4.2 Методы контроля микроструктуры...................................................4
5 Выявление структурных дефектов стали по излому........................................5
6 Выявление мягких пятен и прижогов.....................................................5
6.1 Подготовка поверхности............................................................5
6.2 Травление.......................................................................6
6.3 Осветление......................................................................6
6.4 Нейтрализация...................................................................7
7 Выявление поверхностных дефектов....................................................8
Приложение А (обязательное) Шкалы оценки микроструктуры сталей ШХ15 деталей приборных подшипников.............................................................9
III
ГОСТ Р 71626—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПОДШИПНИКИ КАЧЕНИЯ ПРИБОРНЫЕ
Методы контроля структуры и структурных дефектов сталей деталей
Instrument precision rolling bearings. Control methods of structure and structural defects of steel parts
Дата введения — 2025—01—01
1 Область применения
Настоящий стандарт устанавливает методы металлографического контроля макро- и микроструктуры стали по ГОСТ 801 марок ШХ15, ШХ15-Ш, ШХ15-В и по ГОСТ 21022 марки ШХ15-ШД (далее — стали), а также методы контроля обезуглероживания, прижогов, мягких пятен и поверхностных дефектов деталей приборных подшипников.
Настоящий стандарт применяется при изготовлении, контроле, подтверждении соответствия приборных подшипников требованиям нормативной или технической документации.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ гост гост гост гост гост гост гост гост гост гост
201 Тринатрийфосфат. Технические условия
520 Подшипники качения. Общие технические условия
801—2022 Прокат из подшипниковой стали. Технические условия
1763 Сталь. Методы определения глубины обезуглероженного слоя
2184 Кислота серная техническая. Технические условия
2548 Ангидрид хромовый технический. Технические условия
2789 Шероховатость поверхности. Параметры и характеристики
3118 Реактивы. Кислота соляная. Технические условия
4197 Реактивы. Натрий азотисто-кислый. Технические условия
4461 Реактивы. Кислота азотная. Технические условия
5100 Сода кальцинированная техническая. Технические условия
5556 Вата медицинская гигроскопическая. Технические условия
7580 Кислота олеиновая техническая. Технические условия
10243 Сталь. Методы испытаний и оценки макроструктуры
20490 Реактивы. Калий марганцовокислый. Технические условия
20799 Масла индустриальные. Технические условия
21014 Металлопродукция из стали и сплавов. Дефекты поверхности. Термины и опреде
ления
ГОСТ 21022 Сталь хромистая для прецизионных подшипников. Технические условия
ГОСТ 21790 Ткани хлопчатобумажные и смешанные одежные. Общие технические условия
ГОСТ 24363 Реактивы. Калия гидроокись. Технические условия
ГОСТ 33439 Металлопродукция из черных металлов и сплавов на железо никеле вой и никелевой основе. Термины и определения по термической обработке
Издание официальное
1
ГОСТ Р 71626—2024
ГОСТ Р 52381 (ИСО 8486-1:1996, ИСО 6344-2:1998, ИСО 9138:1993, ИСО 9284:1992) Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового
состава
ГОСТ Р 55064 Натр едкий технический. Технические условия
ГОСТ Р 55612 Контроль неразрушающий магнитный. Термины и определения
ГОСТ Р 55878 Спирт этиловый технический гидролизный ректификованный. Технические условия
ГОСТ Р 56512 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р ЕН 13018 Контроль визуальный. Общие положения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 21014, ГОСТ 33439 и ГОСТ Р 55612, а также следующие термины с соответствующими определениями:
3.1 макроструктура: Строение металлов или сплавов, характеризующееся наличием и расположением внутренних дефектов, видимых без применения увеличительных приборов или при увеличениях до 8х с использованием темплетов.
3.2 микроструктура: Строение металлов или сплавов, характеризующееся взаимным расположением, формой и размерами кристаллов металла, наличием и расположением внутренних дефектов металла, неметаллических включений, видимых при увеличении под микроскопом на специально подготовленном микрошлифе, травленом в специальных растворах.
3.3
микрошлиф: Образец детали, имеющий полированную гладкую поверхность и используемый для исследования микроструктуры материала.
[ГОСТ Р 58867—2020, пункт 3.1]
3.4 мягкие пятна: Дефекты структуры стали в виде пятен с размытыми границами, характеризующиеся повышенной травимостью и пониженной твердостью по сравнению с остальной поверхностью металлической детали, появление которых обусловлено неравномерностью охлаждения, соприкосновением деталей друг с другом в процессе охлаждения, наличием окисных пленок на поверхности.
3.5 наклеп: Поверхностное упрочнение металла в результате его пластической деформации в холодном состоянии, сопровождающееся изменением структуры металла и повышением его твердости в поверхностных слоях.
3.6 недогрев: Дефект термообработки металлических деталей, возникающий вследствие нагрева стали до температуры ниже закалочной, установленной требованиями документации, и характеризующийся низкой твердостью и крупнозернистой структурой сталей деталей.
3.7 прижог: Структурно измененный слой или участок на обработанной поверхности, являющийся следствием теплового действия шлифования.
Примечания
1 К прижогам относят шлифовочные штрихи, полосы и пятна вторичной закалки и вторичного отпуска.
2 Шлифовочные штрихи, полосы и пятна вторичной закалки представляют собой участки пониженной трави-мости (более светлые, чем основной фон поверхности травленой детали).
3 Шлифовочные штрихи, полосы и пятна вторичного отпуска представляют собой участки повышенной тра-вимости (более темные, чем основной фон поверхности травленой детали).
2
ГОСТ Р 71626—2024
3.8 специальный приборный подшипник: Приборный подшипник, применяемый в узлах авиационной, ракетно-космической, морской и другой техники, со специальными условиями приемки (например, приемка представителем предприятия-заказчика, приемка уполномоченной сторонней организацией и так далее).
3.9
темплет: Образец плоской формы, вырезанный из заготовки для исследования макроструктуры. [ГОСТ Р 58228—2018, пункт 3.6]
3.10 торцевание: Вид механической обработки металлических темплетов, проводимой на токарных или фрезерных станках, в процессе которой удаляется металл с торца темплета и образуется плоская поверхность.
3.11 ускоренный отжиг: Способ высокотемпературной обработки стали, проводимой при заданной температуре с меньшей по сравнению с полным отжигом продолжительностью выдержки перед охлаждением.
3.12 шкала микроструктур: Графические изображения баллов микроструктур, содержащих отдельные структурные составляющие, соответствующих каждому баллу размеров, дисперсности, неравномерности распределения и другим признакам и позволяющих произвести оценку микроструктуры образца в баллах.
4 Методы контроля макроструктуры и микроструктуры сталей
4.1 Методы контроля макроструктуры
4.1.1 Контроль макроструктуры деталей приборных подшипников проводят на продольных или поперечных темплетах, вырезанных из проверяемых деталей. Размер, форма и вид (поперечный, продольный) темплета — в соответствии с требованиями технической документации предприятия — разработчика приборных подшипников.
Вместо вырезки темплета допускается разрезание целой детали приборных подшипников, которая подлежит контролю.
4.1.2 Поверхность темплетов перед травлением подвергают торцеванию. Торцевание проводят с обильным использованием смазочно-охлаждающей жидкости для предотвращения появления при-жогов и коррозии. Торцевание осуществляют любым режущим инструментом в соответствии с руководством по эксплуатации конкретного станка.
4.1.3 Поверхность темплетов, вырезанных из деталей специальных приборных подшипников, подвергают шлифованию. Шлифование проводят на круге с зернистостью шлифовального порошка F150 или F180 — по ГОСТ Р 52381 или на шлифовальной шкурке с зернистостью шлифовального порошка Р180 или Р220 — по ГОСТ Р 52381.
4.1.4 Параметр шероховатости Ra по ГОСТ 2789 для исследуемой поверхности после торцевания или шлифования не должен превышать 0,63 мкм.
4.1.5 После механической обработки поверхность темплета должна быть ровной и гладкой без наклепа и прижога металла. Темплет перед травлением необходимо промыть или протереть специальными растворами, указанными в документации предприятия — разработчика приборных подшипников. Загрязнения, следы масла и т. п. на поверхностях темплета не допускаются.
4.1.6 При неудовлетворительной подготовке темплетов (наличие на исследуемой поверхности дефектов, несоответствующей шероховатости) они подлежат доработке с учетом вышеуказанных требований.
4.1.7 Для оценки макроструктуры металла после отжига или закалки темплеты подвергают глубокому травлению.
4.1.8 Перед травлением темплеты промывают или протирают специальными растворами, указанными в документации предприятия — разработчика приборных подшипников, при этом поверхности темплетов после очистки не должны иметь следов масла и других загрязнений.
4.1.9 После очистки темплеты подогревают до уровня температуры раствора, указанного в 4.1.11.
4.1.10 Темплеты, вырезанные из закаленной детали приборного подшипника, перед глубоким травлением подвергают высокому отпуску при температуре от 650 °C до 670 °C с выдержкой от 30 до 60 мин для исключения возникновения травильных трещин.
3
ГОСТ Р 71626—2024
4.1.11 Травление проводят в водном растворе соляной кислоты HCI по ГОСТ 3118 (с плотностью кислоты от 1,15 до 1,19 г/см3) с концентрацией от 30 % до 50 % при температуре от 60 °C до 80 °C.
4.1.12 Темплеты погружают в раствор по 4.1.8 на 20 — 30 мин, в случае если детали приборного подшипника изготовлены из стали открытой выплавки, и на 30 — 50 мин, если детали приборного подшипника изготовлены из сталей, полученных методами переплава (например, электрошлакового (ШХ15-Ш), вакуумно-дугового (ШХ15-ВД) и т. д.).
4.1.13 Оценку макроструктуры сталей марок ШХ15, ШХ15-Ш, ШХ15-В деталей приборных подшипников необходимо проводить по ГОСТ 801. Оценку макроструктуры стали марки ШХ15-ШД деталей приборных подшипников необходимо проводить по ГОСТ 10243.
4.2 Методы контроля микроструктуры
4.2.1 Контроль микроструктуры колец приборных подшипников проводят на микрошлифах, подготовленных в соответствии с требованиями документации предприятия — разработчика приборных подшипников. Микрошлифы изготавливают в плоскости поперечного сечения колец.
4.2.2 Контроль микроструктуры шариков проводят на микрошлифах, вырезанных из закаленных шариков в любой плоскости.
4.2.3 Величину карбидной сетки и структурной полосчатости на кольцах оценивают на микрошлифах с продольным расположением волокон, а на шариках — с произвольным.
4.2.4 Вырезку микрошлифов производят механическим способом, предотвращающим образование наклепа и прижогов.
4.2.5 Микрошлифы для контроля микроструктуры можно получать путем разрушения деталей на прессе.
4.2.6 Поверхность микрошлифов перед травлением подвергают шлифованию и полированию с постепенным переходом от абразивного инструмента с более крупной зернистостью к инструменту с мелкой зернистостью и к абразивным пастам. Конкретный порядок шлифования и полирования микрошлифов — в соответствии с документацией предприятия — изготовителя приборных подшипников в зависимости от типов применяемого для этой цели оборудования. Параметр шероховатости Ra по ГОСТ 2789 для исследуемой поверхности не должен превышать 0,32 мкм.
Допускается электрохимическое полирование микрошлифов по документации предприятия — изготовителя приборных подшипников.
4.2.7 Микроструктуру закаленной и отожженной стали выявляют путем травления в растворе азотной кислоты HNO3 по ГОСТ 4461 (с плотностью кислоты 1,4 г/см3) концентрацией от 2 % до 4 % в этиловом спирте по ГОСТ Р 55878.
4.2.8 Травление отожженной стали можно осуществлять 5 %-ным раствором пикриновой кислоты, изготовленной по техническим условиям изготовителя, в этиловом спирте по ГОСТ Р 55878.
4.2.9 Полированную поверхность микрошлифа подвергают травлению как методом погружения микрошлифа в раствор по 4.2.7 или 4.2.8, так и методом втирания указанных растворов в поверхность микрошлифа ватным тампоном по ГОСТ 5556.
4.2.10 Троостит в закаленной стали выявляют путем более слабого травления в растворе азотной кислоты HNO3 по ГОСТ 4461 концентрацией от 2 % до 4 % в этиловом спирте по ГОСТ Р 55878. Слабое травление проводят перед выявлением мартенсита.
4.2.11 Травление на структурную (карбидную) полосчатость по ГОСТ 801 по интенсивности является промежуточным между выявлением мартенсита и карбидной сетки. Карбидную сетку выявляют травлением до получения темного фона.
4.2.12 Длительность травления микрошлифов не регламентирована, ее определяют в зависимости от структурного состояния, концентрации растворов, способа травления (погружение или втирание).
4.2.13 Микрошлифы для определения микроструктуры и карбидной сетки контролируют под микроскопом при увеличении от 500х до 600х, структурной полосчатости — при увеличении от 90х до 110х.
4.2.14 Оценку микроструктуры стали деталей приборных подшипников после горячей деформации необходимо проводить путем сравнения внешнего вида травленных микрошлифов с эталонами шкалы № 1 в соответствии с приложением А.
4.2.15 Оценку микроструктуры стали деталей приборных подшипников после полного отжига необходимо проводить путем сравнения внешнего вида травленных микрошлифов с эталонами шкалы № 1 по ГОСТ 801—2022 (таблица А.1). Оценка микроструктуры после ускоренного отжига осуществляется путем сравнения с эталонами шкалы № 2 в соответствии с приложением А.
4
ГОСТ Р 71626—2024
4.2.16 Оценку микроструктуры стали деталей приборных подшипников после закалки и отпуска необходимо проводить путем сравнения внешнего вида травленных микрошлифов с эталонами шкалы № 3 в соответствии с приложением А.
4.2.17 Оценку микроструктуры проводят по наибольшему баллу из всех, зафиксированных не менее чем на трех участках микрошлифа.
4.2.18 Оценку карбидной сетки необходимо проводить путем сравнения внешнего вида травленных микрошлифов с эталонами шкалы № 2 по ГОСТ 801—2022 (таблица А.2). Оценку проводят по максимальному баллу на микрошлифе.
4.2.19 Оценку структурной полосчатости необходимо проводить путем сравнения внешнего вида травленных микрошлифов с эталонами шкалы № 3 по ГОСТ 801—2022 (таблица А.З). Оценку проводят по максимальному баллу на микрошлифе.
4.2.20 Контроль глубины обезуглероженного слоя осуществляется металлографическим методом (метод М) или методом измерения твердости (метод Т) в соответствии с ГОСТ 1763.
5 Выявление структурных дефектов стали по излому
5.1 Излом закаленной стали контролируют с целью выявления дефектов — пережогов, недогре-ва, перегрева, трещин.
5.2 Контроль изломов проводят как в процессе закалки, так и после отпуска (место контроля в технологическом цикле изготовления деталей приборных подшипников устанавливается в документации предприятия-изготовителя).
5.3 Для получения излома детали предварительно протирают от масла и грязи хлопчатобумажной тканью по ГОСТ 21790, а затем они разрушаются под прессом или под молотом в защитном приспособлении (металлическая трубка, кожух и т. д.), предотвращающем разлет мелких частей деталей.
Допускается перед разрушением, если позволяют размеры деталей, делать на них надрезы в соответствии с требованиями ГОСТ 10243 для формирования прямолинейного (без смятия) излома.
5.4 Изломы осматриваются методом прямого визуального контроля без применения увеличительных приборов или с увеличением до 8х и оцениваются по шкале N° 4 в соответствии с приложением А.
5.5 Детали приборных подшипников сечением менее 2 мм контролируют по микроструктуре.
6 Выявление мягких пятен и прижогов
6.1 Подготовка поверхности
6.1.1 Поступающие на травление детали приборных подшипников обезжиривают. Обезжиривание производят в одном из водно-щелочных растворов, указанных в таблице 1.
Таблица 1
Компонент раствора/ технология обработки | Водно-щелочной раствор | ||
1 | 2 | 3 | |
Содержание компонента в растворе | |||
Натрий фосфорнокислый трехзамещенный по ГОСТ 201, г/л | 30—70 | — | 30—45 |
Сода кальцинированная по ГОСТ 5100, г/л | 30—45 | 40—60 | 30—45 |
Натр едкий по ГОСТ Р 55064, г/л | 10—25 | 10—30 | 10—15 |
Моющее средство типа «Прогресс» по техническим условиям предприятия— изготовителя, мл/л | — | 5—10 | 5—10 |
Технология обработки | Погружение или струйный | Погружение или ультразвуковой (частота колебаний от 18 до 20 кГц) | Электрохимический на переменном токе (плотность от 5 до 7 А/дм2) |
Температура раствора, °C | 80—95 | 50—60 | 60—70 |
5
ГОСТ Р 71626—2024
6.1.2 Детали обрабатывают по 6.1.1 до тех пор, пока не будет достигнуто полное смачивание поверхности обезжиренных деталей после их промывки в холодной проточной воде по 6.1.4.
6.1.3 Обезжиривание можно проводить в других растворах, при условии соблюдений требований 6.1.2.
6.1.4 Обезжиренные детали промывают последовательно:
- в горячей проточной воде при температуре не ниже 60 °C в течение от 0,5 до 1,0 мин в ванне с одно-/двукратным обменом воды в час;
- холодной проточной воде до полного охлаждения деталей в ванне с одно-/двукратным обменом воды в час.
6.1.5 Обезжиривание и последующую обработку шариков и роликов производят в сетчатых ведрах или специальных кассетах, при этом детали перемешивают.
6.1.6 Обезжиривание шариков и роликов можно проводить промывкой в барабанах с венской известью по техническим условиям предприятия-изготовителя.
6.1.7 На промытых деталях, поступающих на травление, не должно быть высыхания пленки влаги.
6.2 Травление
6.2.1 Травление проводят погружением в водный или спиртовой раствор азотной кислоты HNO3 по ГОСТ 4461 (с плотностью кислоты 1,4 г/см3) с содержанием последней:
- для водных растворов — от 14 до 28 г/л;
- спиртовых растворов — от 20 до 45 г/л.
6.2.2 Наличие железа в растворе допускают не выше 10 г/л, температура раствора — от 15 °C до 20 °C.
6.2.3 При травлении в водных растворах время выдержки — от 0,5 до 2,0 мин, а при травлении в спиртовых растворах — от 0,5 до 3,0 мин.
6.2.4 Протравленные детали промывают в холодной проточной воде в течение 0,5 — 1,0 мин в ванне с одно-/двукратным обменом воды в час.
6.3 Осветление
6.3.1 Детали после травления осветляют в одном из следующих растворов:
- ангидриде хромовом по ГОСТ 2548 от 100 до 150 г/л и кислоте серной по ГОСТ 2184 от 4 до 6 г/л;
- марганцовокислый калий по ГОСТ 20490 от 10 до 25 г/л и едкий калий по ГОСТ 24363 или натрий по ГОСТ Р 55064 от 5 до 12 г/л.
Температура растворов — от 15 °C до 20 °C, продолжительность осветления — до 2 мин.
6.3.2 Осветленные детали промывают в холодной проточной воде в течение 0,5 — 1,0 мин в ванне с одно-/двукратным обменом воды в час.
6.3.3 Промытые детали дополнительно осветляют в одном из указанных в таблице 2 водных растворах соляной кислоты.
Таблица 2
Наименование компонента | Концентрация компонента в растворе, г/л | |||
1 | 2 | 3 | 4 | |
Кислота соляная по ГОСТ 3118 (в расчете HCI) | 90—130 | 40—55 | 40—55 | — |
Ингибированная соляная кислота по техническим условиям предприятия-изготовителя (в расчете HCI) | — | — | — | 90—140 |
Олово двухлористое по техническим условиям предприятия-изготовителя | — | 2 | — | — |
Катапин-ингибитор КИ-1 по техническим условиям предприятия-изготовителя | — | — | 2 | — |
Ингибитор ПБ-5 (допускается уротропин) по техническим условиям предприятия-изготовителя | 5—10 | — | — | — |
6.3.4 Температура растворов по 6.3.3 — от 15 °C до 20 °C, выдержка в растворе — не более 2 мин до получения серого фона.
6
ГОСТ Р 71626—2024
6.3.5 После осветления детали промывают в проточной холодной воде в течение 0,5—1,0 мин с одно-/двукратным обменом воды в час.
6.4 Нейтрализация
6.4.1 Промытые детали после осветления нейтрализуют в одном из водных растворов, указанных в таблице 3.
Таблица 3
Наименование компонента | Концентрация компонента в растворе, г/л | |
1 | 2 | |
Натрий фосфорнокислый трехзамещенный по ГОСТ 201 | 20—40 | — |
Сода кальцинированная по ГОСТ 5100 | — | 10—25 |
6.4.2 Температура раствора — от 15 °C до 20 °C, продолжительность обработки — от 0,5 до 2,0 мин.
6.4.3 После нейтрализации детали промывают в проточной холодной воде в течение 0,5 — 1,0 мин в ванне с одно-/двукратным обменом воды в час.
6.4.4 Промытые в воде детали для предохранения от коррозии промывают в одном из водных растворов, указанных в таблице 4.
Таблица 4
Наименование компонента/технология обработки | Концентрация компонента в растворе, г/л | ||
1 | 2 | 3 | |
Олеино-натровое или олеино-калиевое мыло* | — | 17—23 | — |
Натрий азотисто-кислый по ГОСТ 4197 | 3—4 | 3—4 | 3—4 |
Триэтаноламин по документации предприятия — изготовителя реактива | 10—15 | — | — |
Сода кальцинированная по ГОСТ 5100 | — | — | 10—15 |
Температура раствора, °C | 15—30 | 15—80 | 15—40 |
Продолжительность обработки, мин | 0,5—1,0 | 0,5—1,0 | 0,5—1,0 |
* Олеино-натровое или олеино-калиевое мыло готовят из олеиновой кислоты по ГОСТ 7580 и едкого натра по ГОСТ Р 55064 или едкого калия по ГОСТ 24363 непосредственно на предприятии — изготовителе приборных подшипников.
6.4.5 Детали после промывки в одном из растворов (см. таблицу 4) передают на контроль.
6.4.6 В случае необходимости удаления остатков шлама с поверхности деталей детали протирают хлопчатобумажной тканью по ГОСТ 21790 или производят повторное осветление в соответствии с 6.3 и повторную нейтрализацию.
6.4.7 Операции, указанные в 6.1—6.4, выполняют с перемещением деталей в процессе их обработки не менее пяти—шести раз. Детали не должны иметь постоянного контакта друг с другом.
6.5 Контроль поверхности деталей приборных подшипников
6.5.1 Проверку осуществляют методом визуального контроля по ГОСТ Р ЕН 13018. Допускается осмотр поверхностей деталей проводить при увеличении до 4х.
6.5.2 При осмотре на фоне травленой поверхности выявляют такие дефекты, как прижоги (шлифовочные штрихи, полосы и пятна вторичной закалки и вторичного отпуска) и мягкие пятна.
6.5.3 Оценку фона и внешнего вида травленной поверхности деталей приборных подшипников проводят сравнением с фотоэталонами травленных деталей предприятия — разработчика приборных подшипников или контрольными образцами предприятия — изготовителя приборных подшипников, соответствующих утвержденным фотоэталонам.
7
ГОСТ Р 71626—2024
6.5.4 Контрольные образцы травленных деталей во избежание возникновения коррозии на них необходимо хранить в одном из растворов (см. таблицу 4) или в масле И-20А по ГОСТ 20799.
6.5.5 Не позже, чем через 2 ч после контроля, детали приборных подшипников должны пройти дальнейшую обработку или межоперационную промывку и консервацию.
7 Выявление поверхностных дефектов
7.1 Наличие поверхностных дефектов типа нарушения сплошности поверхности на деталях приборных подшипников непосредственно после механической и термической обработок контролируют на очищенных от окалины поверхностях методом магнитопорошковой дефектоскопии в соответствии с документацией предприятия-изготовителя: инструкциями (методиками) и операционными (технологическими) картами, отвечающими требованиям ГОСТ Р 56512.
7.2 Контроль на наличие поверхностных дефектов типа нарушения сплошности в шариках приборных подшипников до и после закалки, а также на отпущенных шариках производят методом глубокого травления по 4.1.
7.3 Контроль деталей приборных подшипников на поверхностные дефекты после подготовки поверхности деталей любым из приведенных в 7.1 и 7.2 методов производится методом визуального контроля по ГОСТ Р ЕН 13018 или с применением увеличительных приборов с увеличением до 8х.
8
ГОСТ Р 71626—2024
Приложение А (обязательное)
Шкалы оценки микроструктуры сталей ШХ15 деталей приборных подшипников
А.1 Шкалы для оценки микроструктуры стали ШХ15 приведены в таблицах А.1—А.4.
Таблица А.1 — Шкала № 1. Микроструктура стали ШХ15 после горячей деформации (при увеличении 500х)
9
ГОСТ Р 71626—2024
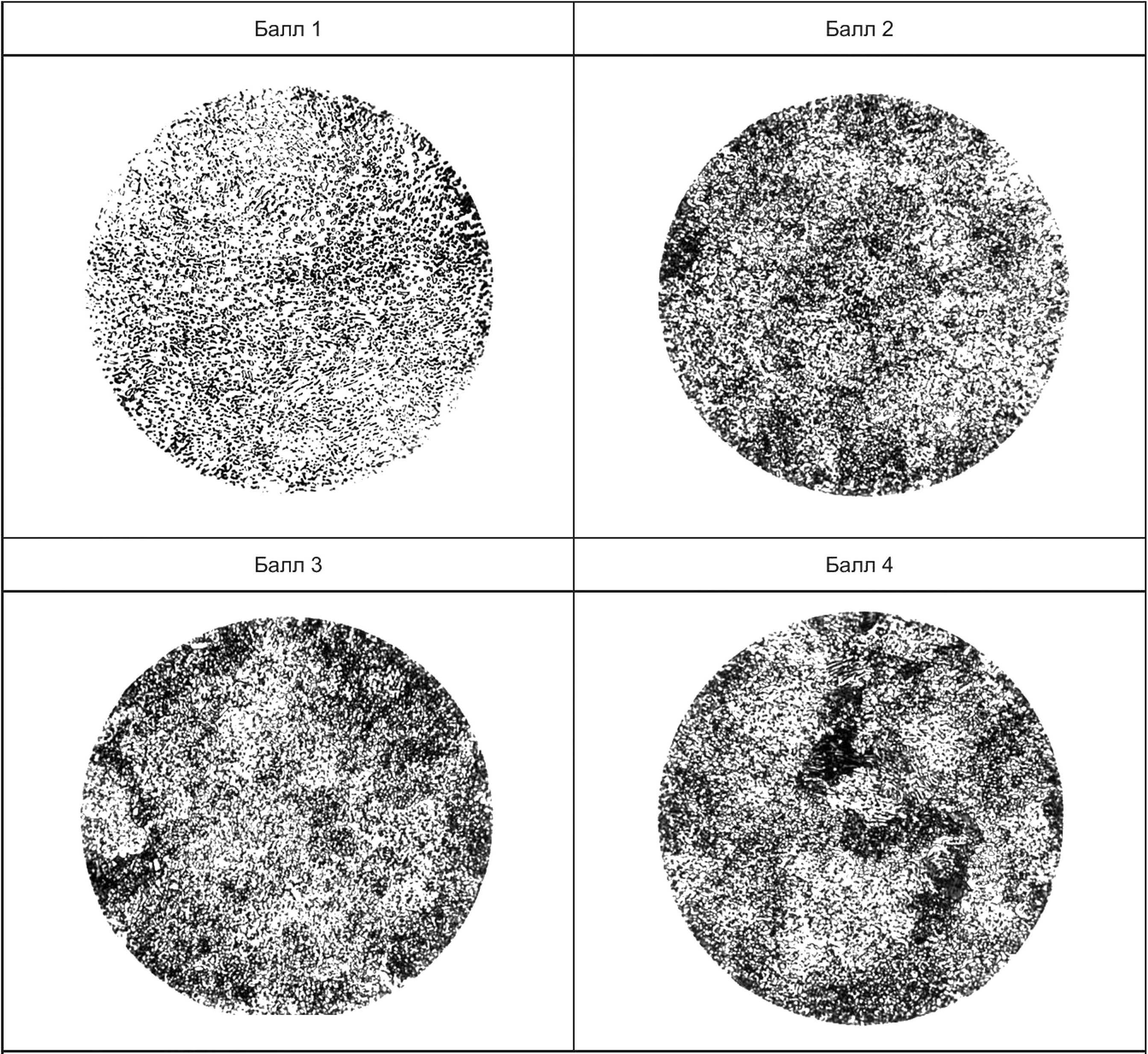
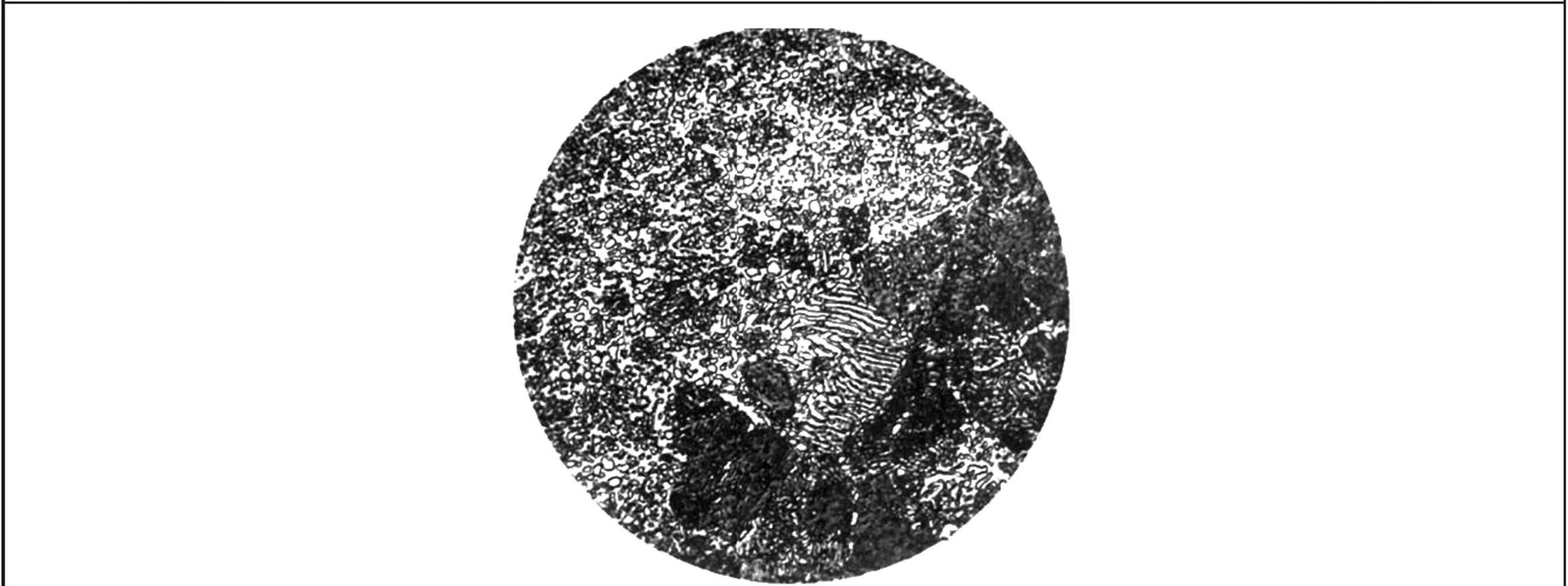
Таблица А.2 — Шкала № 2. Микроструктура после ускоренного отжига (при увеличении 500х)
Балл 5
10
ГОСТ Р 71626—2024
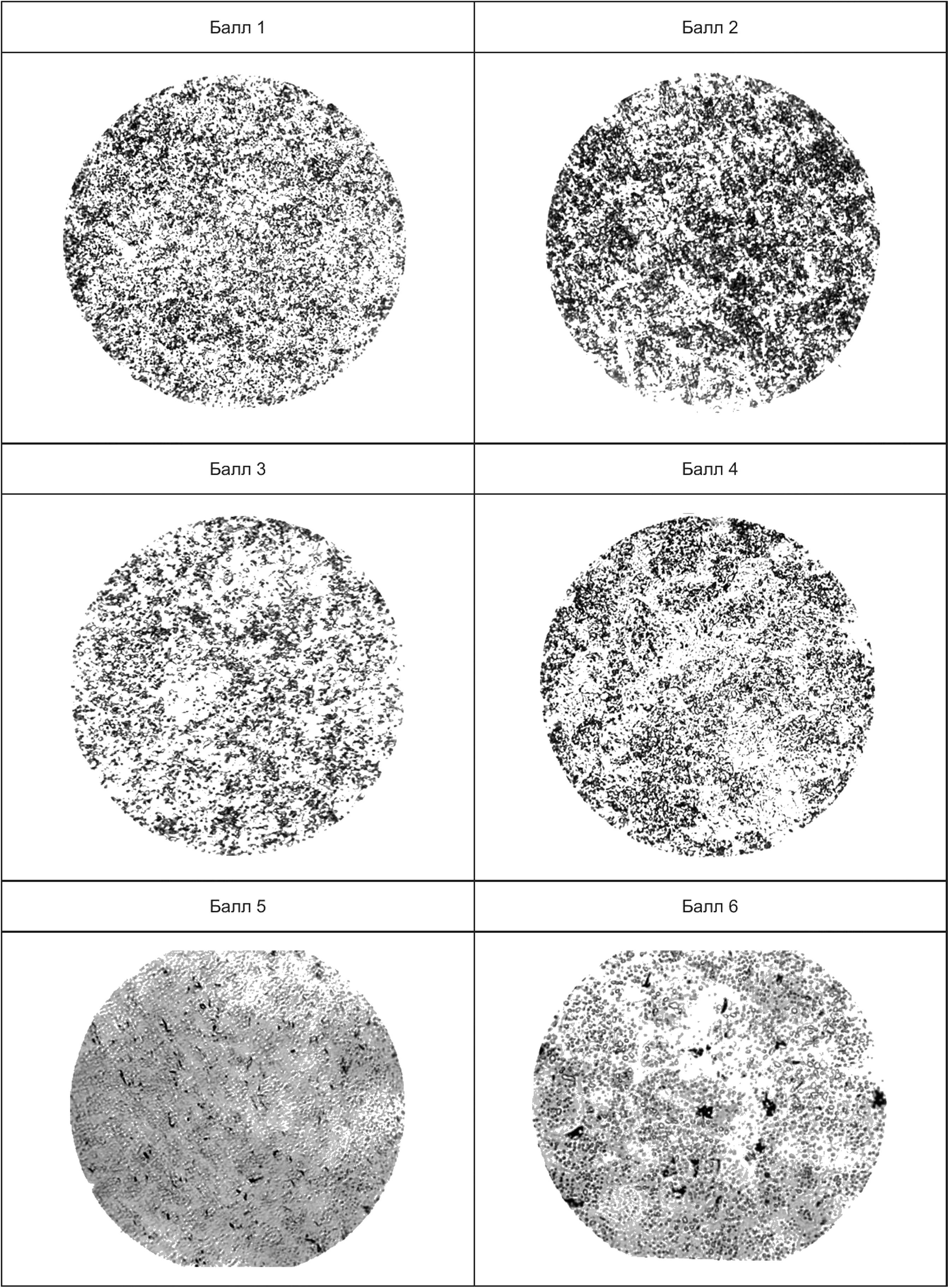
Таблица А.З — Шкала № 3. Микроструктура после закалки и отпуска (при увеличении 500х)
11
ГОСТ Р 71626—2024
Продолжение таблицы А.З
Балл 7а | Балл 76 |
^KiW | >Wi.®W |
Балл 8а | Балл 86 |
Балл 9а | Балл 96 |
O^Ww ' | Wwiifcw |
12
ГОСТ Р 71626—2024
Окончание таблицы А.З
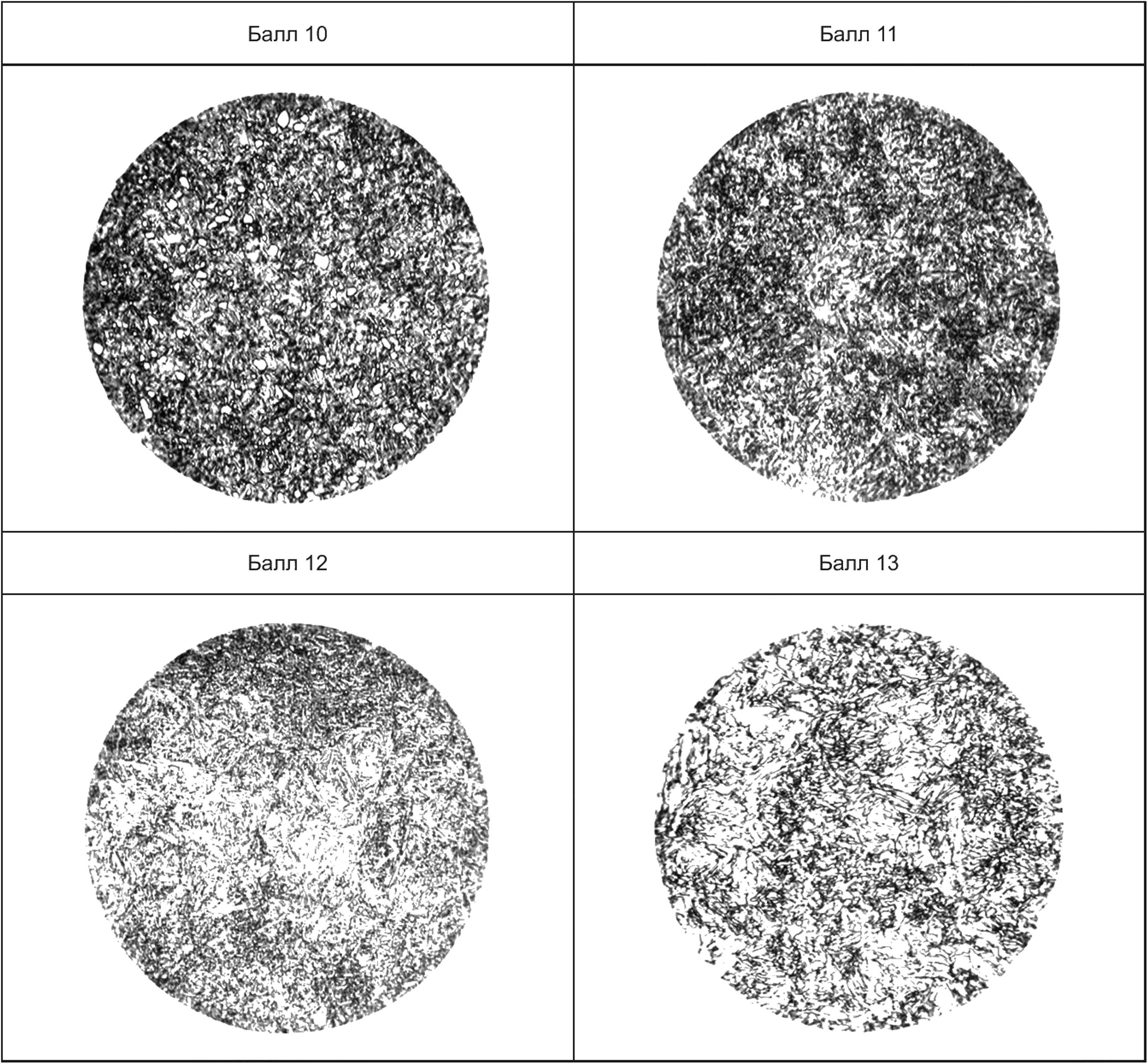
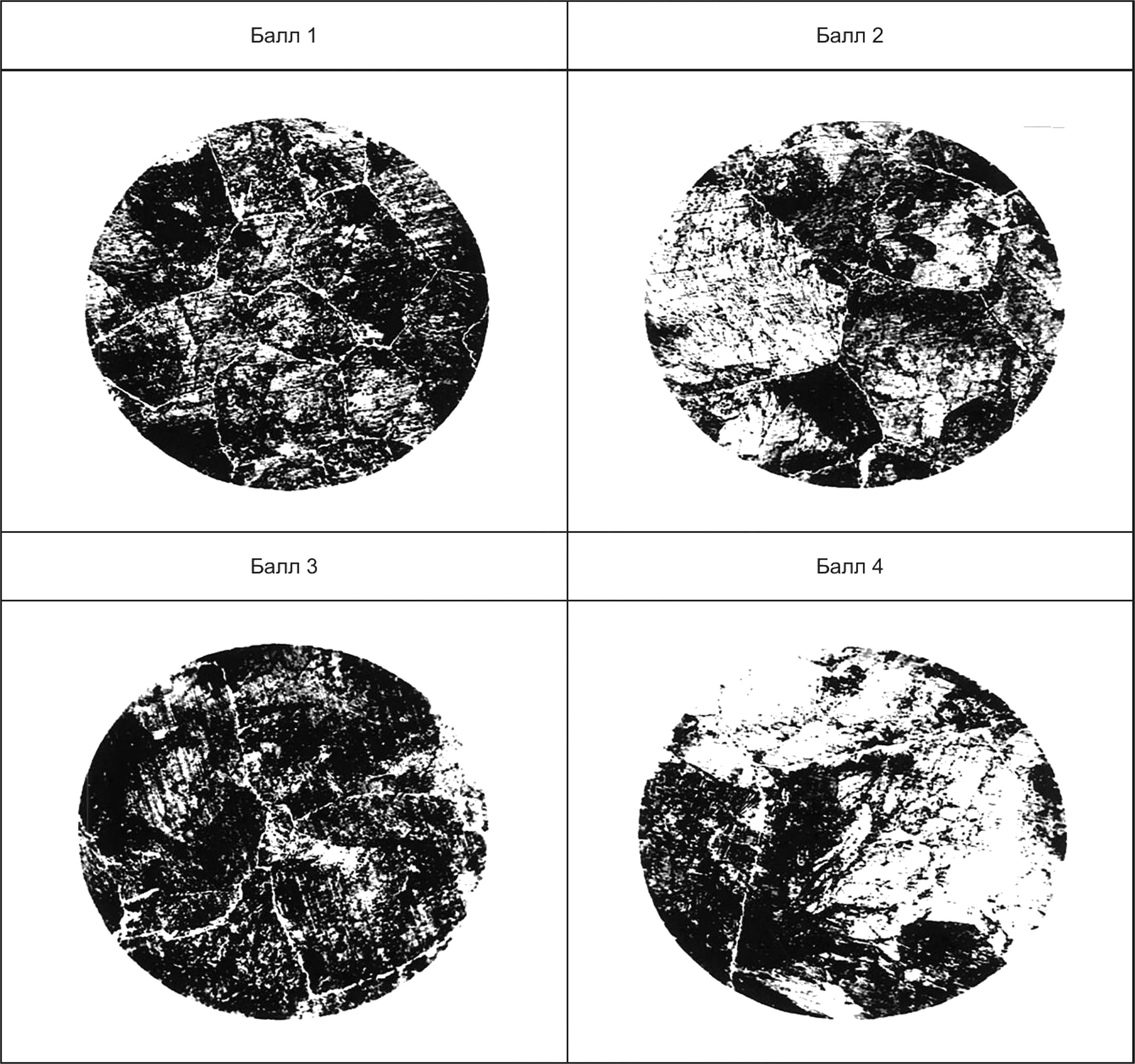
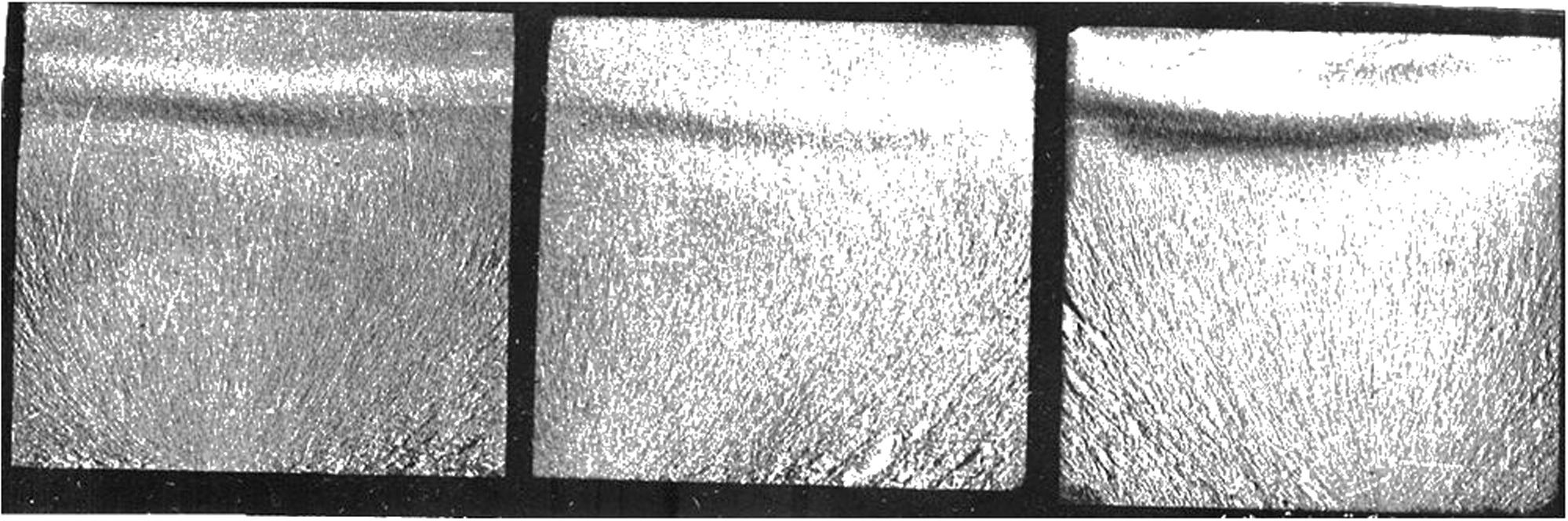
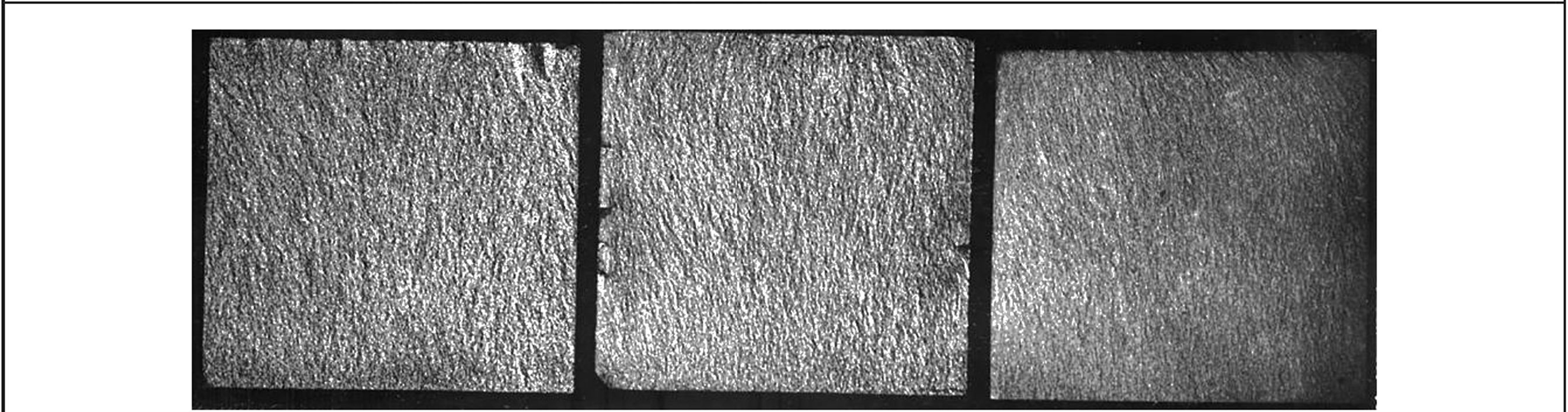
Таблица А.4 — Шкала № 4. Изломы после закалки (при увеличении 1х)
Балл 1
13
ГОСТ Р 71626—2024
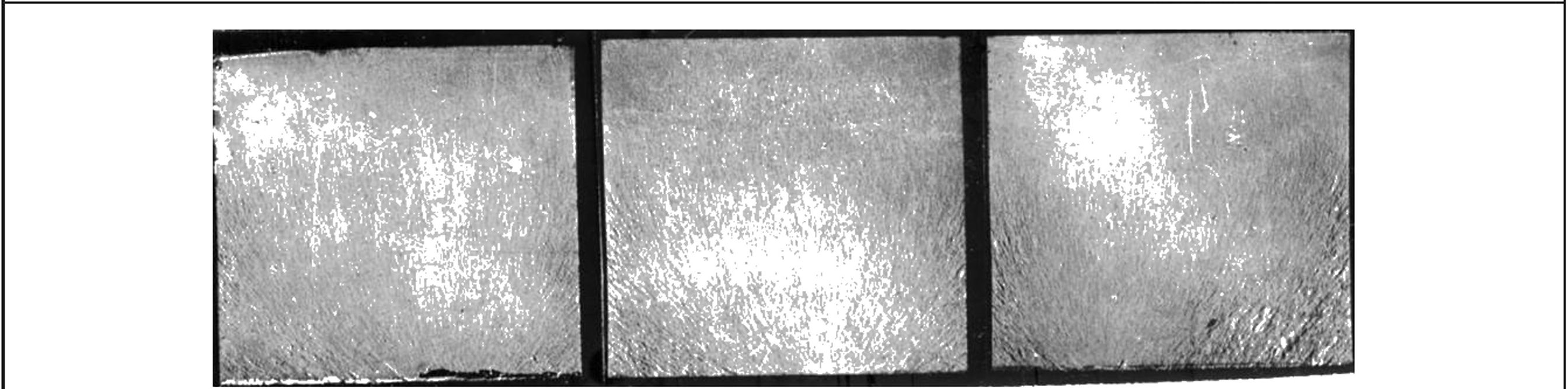
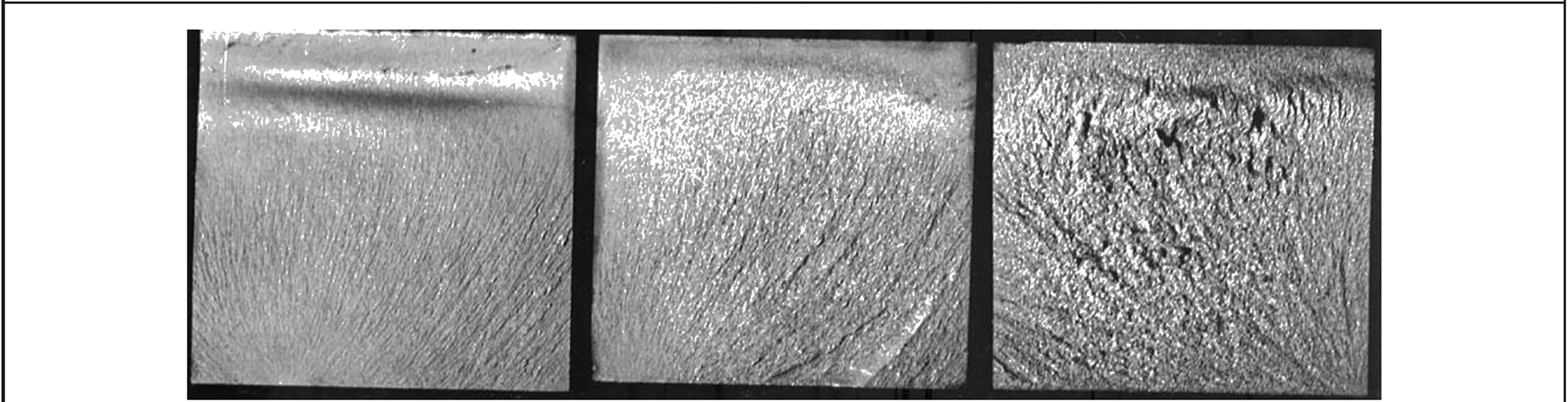
Окончание таблицы А.4
Балл 2
Балл 3

Балл 4
Балл 5
14
ГОСТ Р 71626—2024
А.2 Описание шкал микроструктур стали ШХ15
Шкала № 1. Микроструктура стали после горячей деформации.
Шкала построена по принципу увеличения перлитного зерна и огрубления карбидной сетки.
Микроструктура от балла 1 до балла 4 — сорбитообразный или пластинчатый перлит различной степени дисперсности (скрыто-, тонко-, мелкопластинчатый) и карбидная сетка различной степени огрубления.
Шкала № 2. Микроструктура стали после ускоренного отжига. Шкала построена по принципу увеличения дисперсности перлита:
- балл 1 — мелкозернистый перлит;
- балл 2 — мелкозернистый и точечный перлит;
- балл 3 — мелкозернистый и сорбитообразный и точечный перлит;
- балл 4 — скрытопластинчатый и сорбитообразный и среднепластинчатый перлит (недогрев);
- балл 5 — сорбитообразный и средне и крупнопластинчатый перлит.
Шкала N° 3. Микроструктура стали после закалки и отпуска.
Шкала построена по принципу увеличения размеров мартенситных игл (от балла 5 до балла 96 — по принципу увеличения участков троостита):
- балл 1 — скрытокристаллический мартенсит и избыточные карбиды;
- балл 2 — неравномернотравящийся скрытокристаллический мартенсит и избыточные карбиды;
- балл 3 — скрыто- и мелкокристаллический мартенсит и избыточные карбиды;
- балл 4 — мелкокристаллический мартенсит и избыточные карбиды;
- баллы от 5 до 96 — мартенсит и участки троостита и избыточные карбиды;
- балл 10 — мартенсит и крупные избыточные карбиды;
- балл 11 — мелко- и среднеигольчатый мартенсит и избыточные карбиды;
- балл 12 — средне- и крупноигольчатый мартенсит и избыточные карбиды;
- балл 13 — крупноигольчатый мартенсит и избыточные карбиды.
Шкала № 4. Изломы после закалки:
- балл 1 — матово-серый, фарфоровидный, тонкой зернистости, слегка волнистый, закаленный на нижнем пределе;
- балл 2 — матово-серый, фарфоровидный, шелковистый, нормально закаленный;
- балл 3 — серый с тонкой зернистостью — закаленный на верхнем пределе;
- балл 4 — серый, зернистый и крупнозернистый с блестками — закаленный с перегревом;
- балл 5 — темно-серый, крупнозернистый и мелкозернистый и с блестками, волокнистый — незакалившийся.
15
ГОСТ Р 71626—2024
УДК 621.822.7:006.354
ОКС 21.100.20
Ключевые слова: подшипники качения шариковые приборные, микроструктура, макроструктура, поверхностные дефекты, травление, шкалы оценки микроструктуры, сталь ШХ15
Редактор М.В. Митрофанова Технический редактор И.Е. Черепкова Корректор Р.А. Ментова Компьютерная верстка Л.А. Круговой
Сдано в набор 31.10.2024. Подписано в печать 07.11.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 2,32. Уч.-изд. л. 1,90.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}