ГОСТ Р 58868-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Подшипники качения приборные
ОТКЛОНЕНИЕ ОТ КРУГЛОСТИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Методика выполнения измерений
Instrument rolling bearings. Deviation from the roundness of the surfaces of parts. Measurement procedure
ОКС 21.100.20
ОКПД2 28.15
Дата введения 2020-08-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 218 "Приборные подшипники качения", Открытым акционерным обществом "ОК-Лоза" (ОАО "ОК-Лоза")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 218 "Приборные подшипники качения"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 мая 2020 г. N 236-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования к порядку измерения отклонения от круглости поверхностей деталей шариковых приборных подшипников качения в диапазоне от 0,2 мкм до 2,0 мм.
Настоящий стандарт распространяется на детали приборных шариковых подшипников качения и шарикоподшипниковых опор (далее - подшипники) и применяется при их изготовлении, контроле, подтверждении соответствия требованиям нормативной или технической документации.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.050 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений.
ГОСТ 12.1.030 Система стандартов безопасности труда. Электробезопасность. Защитное заземление. Зануление
ГОСТ 520 Подшипники качения. Общие технические условия
ГОСТ 24955 Подшипники качения. Термины и определения
ГОСТ 25256 Подшипники качения. Допуски. Термины и определения
ГОСТ Р ИСО 14644-1 Чистые помещения и связанные с ними контролируемые среды. Часть 1. Классификация чистоты воздуха по концентрации частиц
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 520, ГОСТ 24955, ГОСТ 25256, а также следующие термины с соответствующими определениями:
3.1 плоскость измерения: Плоскость, перпендикулярная оси вращения рабочего стола или шпинделя измерительного оборудования и проходящая через точку контакта детектирующего элемента (датчика) измерительного оборудования с измеряемой деталью.
3.2 реальный профиль крутости: Профиль, полученный в результате пересечения реальной поверхности номинально круглой измеряемой детали плоскостью, перпендикулярной ее оси.
Примечание - Реальный профиль круглости вследствие отклонений от круглости измеряемой детали представляет собой замкнутую (без пересечений) волнообразную линию.
3.3 прилегающая окружность: Окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения, или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения.
3.4 записанный профиль: Профиль, определяемый траекторией, описываемой чувствительным устройством (датчиком).
Примечание - Измеряемые параметры отклонения от круглости отнесены к записанному профилю.
3.5 местное отклонение от круглости: Минимальное расстояние от точки на профиле круглости до отсчетной окружности.
3.6 модифицированный профиль: Записанный профиль, видоизмененный аналоговым или цифровым волновым фильтром, имеющим определенные характеристики.
3.7 отсчетная окружность: Правильная (идеальная) окружность, подходящая для профиля круглости измеряемой детали, относительно которой определяются отклонения от круглости.
Примечание - Имеются следующие виды отсчетных окружностей: окружность наименьших квадратов, наименьшая описанная окружность, наибольшая вписанная окружность.
3.8 окружность наименьших квадратов: Окружность, для которой сумма квадратов местных отклонений от круглости профиля измеряемой детали минимальна.
3.9 наименьшая описанная окружность: Окружность с минимальным радиусом, которая может быть описана вокруг профиля круглости.
Примечание - Наименьшая описанная окружность идентична прилегающей окружности вала.
3.10 наибольшая вписанная окружность: Окружность с максимальным радиусом, которая может быть вписана в профиль круглости.
Примечание - Наибольшая вписанная окружность идентична прилегающей окружности отверстия.
3.11 окружности минимальной зоны: Две концентрические окружности, ограничивающие профиль круглости и имеющие минимальную разность радиусов.
3.12 число синусоидальных волновых отклонений ![]() : Число полных волнообразных периодических отклонений по окружности измеряемой детали.
: Число полных волнообразных периодических отклонений по окружности измеряемой детали.
3.13 угловая длина волны ![]() : Величина, обратная числу синусоидальных волновых отклонений, умноженная на 360°, если выражена в градусах, или на 2
: Величина, обратная числу синусоидальных волновых отклонений, умноженная на 360°, если выражена в градусах, или на 2, если выражена в радианах.
3.14 волновой фильтр: Система, преобразующая диапазон синусоидальной частоты (полосу пропускания), для которой отношение выходной к входной амплитуде номинально постоянное при затухании (т.е. уменьшении) этого отношения для частоты, лежащей вне полосы пропускания с одного или с обоих краев.
Пример - Фильтр 2-15 пропускает без урезания амплитуду синусоидальных волновых отклонений с числом волн на один оборот от 2 до 15, обрезая амплитуду волновых отклонений с числом волн более 15.
Примечание - На практике отклонение от круглости измеряют с применением фильтров в двух диапазонах полосы пропускания числа волновых отклонений - 1-15 и 15-150 (или 15-500).
3.15 гармонический анализ отклонения от крутости: Математический метод разложения реального профиля круглости на ряд простых составляющих геометрических фигур (гармоник), которые в совокупности моделируют анализируемый профиль поверхности.
4 Точность измерений
4.1 Пределы относительной погрешности измерения отклонения от круглости деталей подшипников составляют не более 30% от значений измеряемого отклонения от круглости и определяются погрешностью применяемых средств измерений (СИ) (не более 12% от значений измеряемого отклонения от круглости) и погрешностями, связанными с точностью установки детали, выбранным коэффициентом увеличения, волновым фильтром и с качеством поверхности измерительного щупа СИ.
4.2 Для минимизации погрешности измерения отклонений от круглости при измерении выбирают максимально возможный коэффициент увеличения на кругломере, так как погрешность обратно пропорциональна увеличению.
5 Средства измерения и вспомогательные устройства
5.1 При выполнении измерений применяют следующие СИ и вспомогательные устройства:
- кругломеры, предназначенные для измерений отклонений формы и расположения поверхностей вращения, с пределом допускаемой относительной погрешности определения отклонения от круглости не более 12%;
- средства вспомогательные для установки и крепления деталей на кругломерах (столы поворотные, столы автоматические, столы магнитные, столы с полусферическим посадочным местом, призмы и др.).
Примечания
1 Столы и призмы для установки деталей подшипников на рабочую поверхность кругломеров могут проектироваться предприятием - изготовителем подшипников с соблюдением требований к установленной точности измерений по настоящему стандарту.
2 Применимость конкретных вспомогательных средств для крепления деталей подшипников на кругломерах должна быть установлена технической документацией предприятия-изготовителя на операции контроля отклонения от круглости.
5.2 Выбор СИ по диапазону измерения определяется исходя из требований к деталям подшипников по допустимому отклонению от круглости.
5.3 Используемые СИ должны быть исправны и поверены в установленном порядке. Использование неповеренных СИ не допускается.
5.4 Программное обеспечение используемых СИ должно быть защищено от несанкционированных настройки и вмешательства, которые могут привести к искажению результатов измерений и их обработки.
5.5 Допускается применение аналогичных СИ, обеспечивающих заданную точность измерения контролируемого параметра.
6 Метод измерения
6.1 Измерение отклонения от круглости осуществляют методом измерения непостоянства радиуса. Метод измерения непостоянства радиуса при помощи кругломеров заключается в непрерывном радиальном перемещении чувствительного элемента (щупа) датчика кругломера по поверхности измеряемой детали при вращении щупа и датчика относительно неподвижной измеряемой детали или при вращении детали, находящейся в контакте с неподвижно закрепленными щупом и датчиком.
6.2 Возникающие при этом механические колебания щупа преобразуются в изменения напряжения, пропорциональные этим колебаниям, которые усиливаются и преобразуются электронным блоком. Электронный блок производит математическую обработку полученных отклонений радиуса и определяет числовое значение отклонения от круглости контролируемой поверхности. Графическую форму представления результатов измерения (в полярных координатах) также выводят на монитор компьютера и/или на бумажный носитель.
7 Требования безопасности
7.1 Перед работой следует проверить исправность используемых СИ (отсутствие повреждений корпуса, комплектующих частей, надежность их крепления между собой, устойчивость расположения на рабочем столе, отсутствие повреждений электрической проводки) и вспомогательных устройств (столиков, призм, средств креплений).
7.2 Применяемые СИ должны быть надежно заземлены в соответствии с ГОСТ 12.1.030.
7.3 Конструкции СИ и вспомогательных устройств должны обеспечивать возможность удобного и безопасного выполнения работ.
7.4 СИ и вспомогательные устройства должны быть использованы в соответствии с руководствами (инструкциями) по эксплуатации и/или паспортами.
8 Требования к квалификации персонала
К выполнению измерений и обработке их результатов допускается персонал, прошедший обучение и соблюдающий требования эксплуатационной документации на СИ и вспомогательные устройства и настоящего стандарта.
9 Условия выполнения измерений
9.1 При выполнении измерений соблюдают следующие условия:
- температура и относительная влажность - в соответствии с ГОСТ 8.050 для нормальных условий выполнения линейных и угловых измерений;
- отсутствие вибрации опорных поверхностей рабочих столов, пола в том помещении, в котором установлены СИ;
- общая освещенность в помещении - от 200 до 400 лк, освещенность на рабочих местах - 750 лк;
- класс чистоты помещений - не ниже 7 ИСО по ГОСТ Р ИСО 14644-1.
9.2 Детали подшипников, подлежащие измерению, должны быть выдержаны в помещении с вышеуказанными условиями не менее 2 ч до начала измерений.
9.3 Детали подшипников перед измерением должны быть чистыми, сухими и размагниченными. Промывка и размагничивание деталей - в соответствии с технической документацией на подшипники.
10 Подготовка к выполнению измерений
10.1 При подготовке к выполнению измерений проводят следующие работы:
- проверка исправности СИ;
- проверка работоспособности программного обеспечения (при наличии);
- подбор вспомогательных устройств, необходимых для установки деталей подшипников на кругломеры, проверка их исправности;
- подбор щупов для кругломеров, проверка их исправности;
- установка щупов в кругломеры;
- подготовка деталей подшипников.
10.2 Перед выполнением измерений следует убедиться в том, что СИ и их отдельные части (шпиндель, предметный стол, монитор, системный блок) не имеют видимых механических повреждений, следов пыли, загрязнений, коррозии, масла и т.д.; для настольных кругломеров нужно проверить устойчивость их положения на поверхности рабочего стола. При необходимости следует устранить все выявленные замечания.
10.3 Следует загрузить на компьютере программное обеспечение кругломера, убедиться в его работоспособности (программа реагирует на команды пользователя, отсутствуют сообщения о неисправностях).
10.4 Нужно подобрать вспомогательные устройства, необходимые для установки деталей подшипников на кругломеры, в соответствии с технической документацией предприятия-изготовителя на операции контроля отклонения от круглости конкретных деталей подшипников.
10.5 Следует проверить выбранные вспомогательные устройства на наличие механических повреждений (сколов, выступаний металла на контактных поверхностях, следов износа, загрязнений, коррозии на контактных и присоединительных поверхностях и т.д.). При необходимости нужно устранить все выявленные замечания.
10.6 Следует выбрать необходимые наконечники для кругломера, а именно: радиус кривизны измерительного щупа в плоскости измерения подбирают под диаметр окружности измеряемой поверхности в соответствии с данными, приведенными в таблице 1. При этом сферическая форма измерительной головки щупа кругломера позволяет получать наиболее точные результаты измерений.
Таблица 1
В миллиметрах
Диаметр измеряемой поверхности | До 10 включ. | Св. 10 до 50 включ. | Св. 50 до 150 включ. | Св. 150 |
Радиус кривизны измерительного щупа | 0,25 | 0,25 | 0,8 | 2,5 |
Примечание - Допускается применение измерительных наконечников с меньшими радиусами закруглений, но не менее 0,013 мм, и с большими - не более 50% радиуса поперечного профиля дорожки качения измеряемой детали. | ||||
10.7 Измерительные поверхности щупов (в первую очередь - головки щупов) не должны иметь видимых следов износа и повреждений.
11 Выполнение измерений
11.1 Измеряемую деталь подшипника устанавливают на рабочий стол кругломера или в специальное приспособление базовой поверхностью (для колец), или широким торцoм (для валиков), или торцевой поверхностью хвостовика (для цапфы). Шарики устанавливают в приспособление с полусферическим посадочным местом.
11.2 Настройку кругломеров перед измерением производят без фильтров (или при необходимости с фильтром 1-15) в соответствии с руководствами (инструкциями) по эксплуатации (паспортами) на СИ до совмещения оси измеряемой детали с осью шпинделя, соблюдая следующие правила:
- предварительное центрирование обеспечивают использованием оснастки для установки деталей (оснастка должна обеспечивать установку детали на рабочий стол кругломера строго в заданном месте);
- окончательное центрирование производят путем перемещения измерительного преобразователя или рабочего стола (в зависимости от модели кругломера) с помощью микровинтов;
- регулируют высоту рабочего стола или шпинделя кругломера (в зависимости от модели кругломера) таким образом, чтобы измерительная головка щупа находилась в радиальном сечении детали, в котором необходимо провести измерения.
Примечание - Точное центрирование детали - необходимое условие получения точных результатов измерений.
11.3 Сечение детали, в котором необходимо провести измерение, должно быть установлено технической документацией на подшипник; количество контролируемых сечений шариков - в соответствии с нормативными документами или технической документацией на методы контроля шариков.
11.4 Измерение отклонений от круглости производят по прямой, перпендикулярной касательной к измеряемой поверхности. Рекомендуемые схемы измерения приведены на рисунке 1.
Примечание - Измерительная плоскость для деталей радиально-упорных подшипников и подшипников с трех- или четырехточечным контактом расположена под углом контакта к среднему сечению в радиальной плоскости.
|
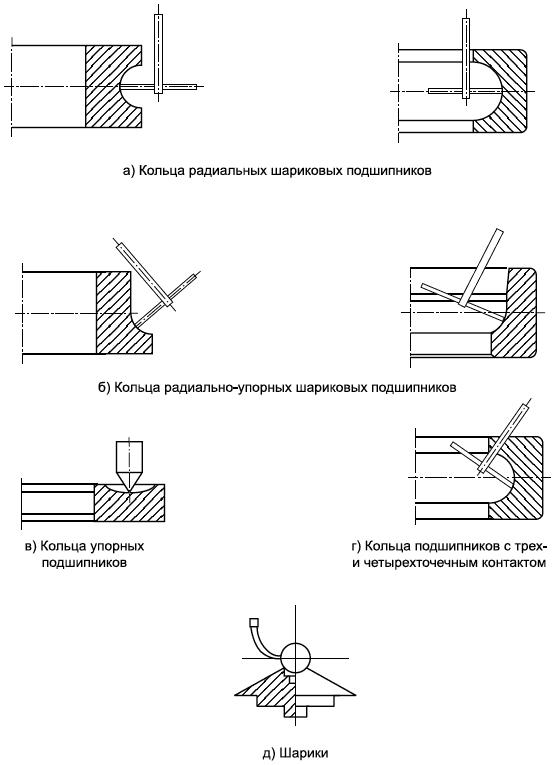
Рисунок 1 - Схемы измерения отклонений от круглости деталей подшипников различной конфигурации
11.5 Перед измерением параметров детали и записью круглограммы переключают вращение стола (шпинделя) с режима центрирования на режим измерения и производят не менее двух оборотов стола (шпинделя) (для проверки точности центрирования).
11.6 Измерения проводят при установленном волновом фильтре и увеличении.
Примечание - Чаще всего для измерения отклонения от круглости и волнистости поверхностей деталей шариковых приборных подшипников используют увеличение 10000х. Для измерения отклонения от круглости с гармоническим анализом используют увеличение 20000х. При этом для центрирования допускается использовать увеличение меньше измерительного на одно-два номинальных значения из ряда увеличений, доступных для кругломера.
11.7 Запись результатов измерения отклонений от круглости может быть произведена как на экран монитора кругломера с последующим распечатыванием на бумажном носителе, так и на специальные диаграммные диски в виде круглограмм (в зависимости от модели кругломера).
11.8 После проведения измерений измерительный щуп кругломера отводят от контролируемой детали, а деталь убирают с рабочего стола кругломера.
12 Обработка и оформление результатов измерения
12.1 Оценку результатов измерения отклонения от круглости производят по показаниям (значению и форме), отображаемым на экране монитора кругломера, - автоматизированная оценка.
Допускается осуществлять оценку результатов измерения расчетом по круглограмме с использованием прилагаемого к кругломеру шаблона при условии обеспечения необходимой точности.
12.2 В основе автоматизированной оценки величины отклонения от круглости поверхностей деталей подшипников лежит оценка от средней окружности (окружности наименьших квадратов) по сумме результатов измерений высот наибольшей впадины
![]() и наибольшего выступа (пика)
и наибольшего выступа (пика) ![]() в пределах записанного профиля (см. рисунок 2).
в пределах записанного профиля (см. рисунок 2).
|
![]() - наибольшее расстояние от выступа до средней окружности (зависит от выбранного увеличения), мкм;
- наибольшее расстояние от выступа до средней окружности (зависит от выбранного увеличения), мкм; ![]() - наибольшее расстояние от впадины до средней окружности (зависит от выбранного увеличения), мкм
- наибольшее расстояние от впадины до средней окружности (зависит от выбранного увеличения), мкм
Рисунок 2 - Оценка отклонения от круглости наружной или внутренней измеряемой поверхности с отсчетом от окружности наименьших квадратов
12.3 Расчет значения отклонения от круглости по круглограмме производят с помощью масштабного шаблона. При этом расчет осуществляют от прилегающей окружности для всех измеряемых поверхностей деталей: вписанной (наибольшей вписанной окружности) - для внутренних поверхностей, или описанной (наименьшей описанной окружности) - для наружных поверхностей. Отклонение от круглости с отсчетом от прилегающей окружности , мкм, определяют как максимальное расстояние от точек реального профиля круглограммы до прилегающей окружности (см. рисунки 3, 4) по формуле
![]() , (1)
, (1)
где ![]() - наибольшее расстояние от точек реального профиля до прилегающей окружности, измеренное в делениях шаблона;
- наибольшее расстояние от точек реального профиля до прилегающей окружности, измеренное в делениях шаблона;
q - цена деления шаблона, зависящая от выбранного увеличения, мкм.
|
![]() - наибольшее расстояние от точек реального профиля до описанной окружности, измеренное в делениях масштабного шаблона
- наибольшее расстояние от точек реального профиля до описанной окружности, измеренное в делениях масштабного шаблона
Рисунок 3 - Оценка отклонения от круглости наружных измеряемых поверхностей по круглограмме с отсчетом от наименьшей описанной окружности
|
![]() - наибольшее расстояние от точек реального профиля до вписанной окружности, измеренное в делениях масштабного шаблона
- наибольшее расстояние от точек реального профиля до вписанной окружности, измеренное в делениях масштабного шаблона
Рисунок 4 - Оценка отклонения от круглости внутренних измеряемых поверхностей по круглограмме с отсчетом от наибольшей вписанной окружности
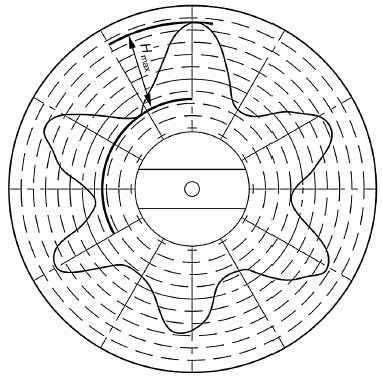
12.4 Если круглограмма отклонений от круглости содержит более 15 волн, то отклонение от круглости подсчитывают с учетом неотфильтрованной волнистости (см. рисунок 5).
|
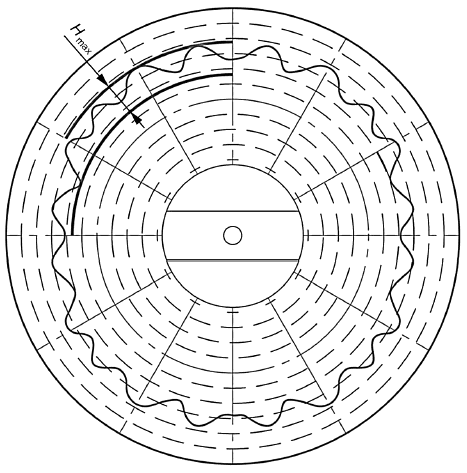
![]() - наибольшее расстояние от точек реального профиля до описанной окружности, измеренное в делениях масштабного шаблона
- наибольшее расстояние от точек реального профиля до описанной окружности, измеренное в делениях масштабного шаблона
Рисунок 5 - Оценка отклонения от круглости по круглограмме с неотфильтрованной фильтром волнистостью
12.5 Значением измеренной волнистости будет являться наибольшее отклонение от круглости, измеренное с применением фильтра с нижней границей полосы пропускания 15 и верхней границей полосы пропускания более 150.
Примечание - Чаще всего для измерения волнистости поверхностей деталей подшипников используют волновой фильтр 15-500.
12.6 Оценку результатов измерения волнистости производят одним из двух способов, указанных для отклонения от круглости (см. 12.1), при этом для оценки по шаблону применяют следующее правило:
- величину волнистости по круглограмме определяют как среднее арифметическое значений высот не менее пяти волн. За высоту каждой отдельной волны (![]() ,
,![]() ,
,![]() и т.д.) принимают расстояние между двумя концентрическими окружностями на масштабном шаблоне, одна из которых расположена касательно к вершине B, а другая проходит через две впадины
и т.д.) принимают расстояние между двумя концентрическими окружностями на масштабном шаблоне, одна из которых расположена касательно к вершине B, а другая проходит через две впадины ![]() и
и ![]() , смежные с вершиной измеряемой волны (см. рисунок 6).
, смежные с вершиной измеряемой волны (см. рисунок 6).
|
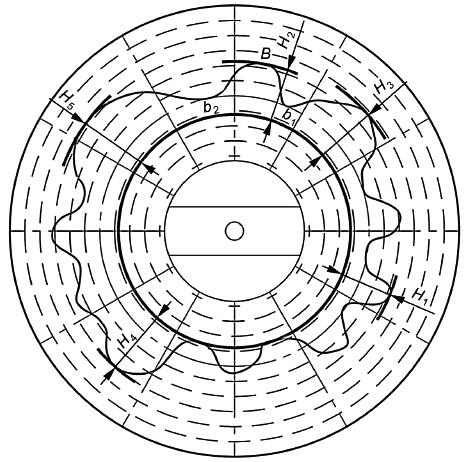
Рисунок 6 - Подбор концентрических окружностей масштабного шаблона при определении величины волнистости по круглограмме
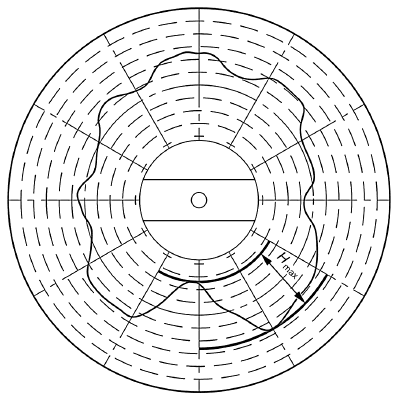
12.7 Если на круглограмме волнистости число волн менее 15, волнистость не подсчитывают (см. рисунок 7).
|
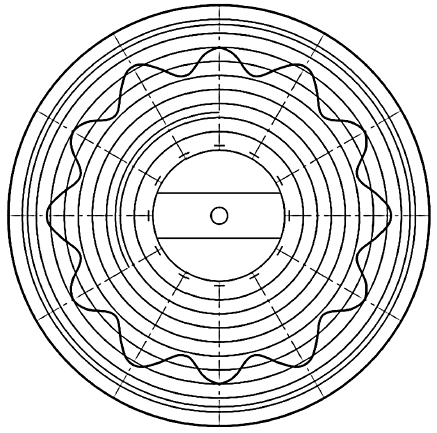
Рисунок 7 - Круглограмма волнистости с неотфильтрованными отклонениями от круглости
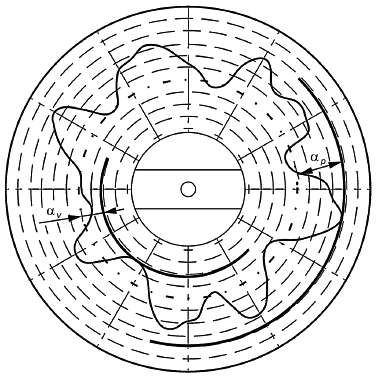
12.8 Если на круглограмме волнистости с числом волн менее 15 имеются волны с различным угловым шагом, то волнистость подсчитывают для волн с угловым шагом, равным или менее ![]() (см. рисунок 8).
(см. рисунок 8).
|
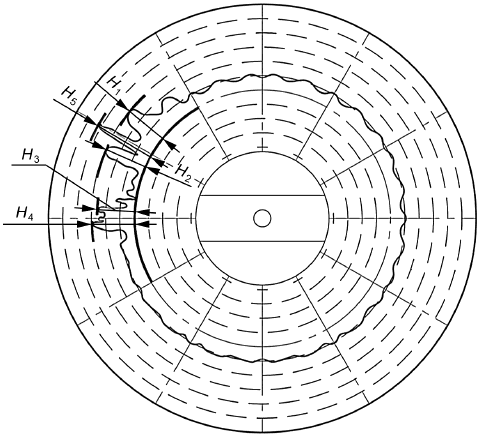
Рисунок 8 - Круглограмма волнистости с разным угловым шагом волн и неотфильтрованными отклонениями от круглости
12.9 Электронные блоки кругломеров вместе с определением фактической формы поверхности детали и значений отклонений от круглости и волнистости для этой поверхности позволяют проводить гармонический анализ формы с использованием математического аппарата. При этом измерительная информация отображена на мониторе кругломера (или диаграммной ленте) как совокупность гармоник со значениями их амплитуд, математически описывающих измеряемый профиль поверхности.
12.10 Измерение отклонения от круглости с гармоническим анализом осуществляют одновременно при установленной программной настройке кругломеров в соответствии с руководствами (инструкциями) по эксплуатации.
12.11 Числовые результаты измерений параметров отклонений от круглости и волнистости поверхностей деталей подшипников записывают в протоколы измерений в соответствии с порядком и формой, принятыми на предприятии-изготовителе или предприятии-потребителе. Круглограммы с записанной формой отклонения от круглости и волнистости включают в протокол измерений. При наличии у кругломера компьютера со специализированным программным обеспечением результаты измерений сохраняют в электронном виде.
УДК 621.822.7:006.354 | ОКС 21.100.20 | ОКПД2 28.15 |
Ключевые слова: шариковые приборные подшипники качения, отклонение от круглости, волнистость, гармонический анализ, кругломер, отсчетная окружность, реальный профиль круглости | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}