ГОСТ ИСО 12307-1-96
Группа Г16
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ. СВЕРТНЫЕ ВТУЛКИ
Контроль наружного диаметра
Plain bearings. Wrapped bushes. Checking the outside diameter
ОКС 21.100.10
ОКП 41 8210
Дата введения 1998-01-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (Протокол N 10 от 4 октября 1996 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Украина | Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст международного стандарта ИСО 12307-1-93 "Подшипники скольжения. Свертные втулки. Контроль наружного диаметра"
3. Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 28 мая 1997 г. N 197 межгосударственный стандарт ГОСТ ИСО 12307-1-96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
4 ВВЕДЕН ВПЕРВЫЕ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на свертные втулки по ГОСТ 27672 и устанавливает методы контроля наружного диаметра свертных втулок и требования к используемому измерительному оборудованию в соответствии с ГОСТ ИСО 12301.
Контроль толщины стенки втулок - по ГОСТ ИСО 12306.
Свертные втулки являются гибкими и в свободном состоянии не соответствуют цилиндрическому профилю. Поэтому наружный диаметр свертных втулок измеряют при фиксированной нагрузке с помощью специального измерительного оборудования.
Требования настоящего стандарта являются обязательными.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 24853-81 (ИСО/Р 1938-71) Калибры гладкие для размеров до 500 мм. Допуски
ГОСТ 25346-89 (ИСО 286-88) Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных отклонений
ГОСТ 27672-88 (ИСО 3547-76) Подшипники скольжения. Втулки свертные. Размеры, допуски и методы контроля
ГОСТ ИСО 12301-95 Подшипники скольжения. Методы контроля геометрических показателей и показателей качества материалов
ГОСТ ИСО 12306-96 Подшипники скольжения. Измерение толщины стенок тонкостенных вкладышей и тонкостенных сплошных и свертных втулок
3. ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующий термин.
Наружный диаметр - диаметр свертной втулки (рисунок 1).

1 - разъем
Примечание - Диаметр свертной втулки непосредственно не измеряют вследствие гибкого характера детали.
Рисунок 1 - Наружный диаметр свертной втулки
4. ОБОЗНАЧЕНИЯ
В настоящем стандарте применяют обозначения и единицы измерения в соответствии с таблицей 1.
Таблица 1 - Обозначения и единицы измерения
Обозначение | Параметр | Единицы измерения СИ |
Расстояние между полувкладышами контрольного блока | мм | |
Ширина втулки | мм | |
Ширина контрольного блока | мм | |
Ширина калибра-пробки ( | мм | |
Наружный диаметр свертной втулки | мм | |
Диаметр отверстия контрольного блока (согласно ГОСТ 27672) | мм | |
Диаметр калибра-пробки | мм | |
Фактический диаметр контрольного блока | мм | |
Фактический диаметр калибра-пробки | мм | |
Контрольная нагрузка | Н | |
Корректирующий размер | мм | |
Число образцов | ||
Доверительный уровень на обеих сторонах | % | |
Шероховатость поверхности (согласно ГОСТ 2789) | мкм | |
Среднее квадратическое отклонение | мм | |
Среднее квадратическое отклонение | мм | |
Допуск на диаметр | мм | |
| Допуски формы и расположения | мм |
Погрешность измерения при доверительной вероятности 95% | мм | |
Предельная погрешность измерительного оборудования | мм | |
Упругое сжатие наружного диаметра при контрольной нагрузке | мм | |
Разность между первым и вторым измерениями | мм | |
Среднее арифметическое | мм |
5. ЦЕЛЬ КОНТРОЛЯ
Гарантировать заданный натяг при монтаже (неподвижную посадку) свернутых втулок в отверстии корпуса.
6. МЕТОДЫ КОНТРОЛЯ
6.1 Метод контроля 1 - по ГОСТ 27672: Измерение наружного диаметра .
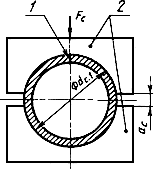
Наружный диаметр свертной втулки контролируют в измерительном оборудовании (рисунок 2) с помощью контрольного блока, состоящего из верхнего и нижнего полувкладышей (рисунки 3 и 4), и калибров-пробок (рисунки 5 и 6) при определенной контрольной нагрузке .
Наружный диаметр измеряют косвенно, как разность величин (
).
Контрольную нагрузку вычисляют таким образом, чтобы наружный диаметр изменялся упруго и не имел остаточной деформации.
6.2 Метод контроля 2 - по ГОСТ 27672: Оценка наружного диаметра .
Наружный диаметр свертной втулки контролируют в "проходных" и "непроходных" кольцевых калибрах.
Результат контроля носит атрибутный характер, т.е. "проход" или "непроход".
7 ВЫБОР МЕТОДА КОНТРОЛЯ
Свертные втулки можно контролировать любым методом по согласованию между изготовителем и заказчиком.
Метод 1 является точным методом, основанным на использовании комплексной оснастки, а метод 2 - атрибутным методом, связанным с применением более простой оснастки. Метод 1 предпочтителен для втулок с наружным диаметром более 10 мм.
8 МЕТОД КОНТРОЛЯ - по ГОСТ 27672-1: НАРУЖНЫЙ ДИАМЕТР 
8.1 Измерительное оборудование
Типичное измерительное оборудование для измерения свертной втулки (рисунок 2) состоит из следующих основных элементов и узлов:
- базовой плиты, используемой в качестве фиксирующего и направляющего устройства для разъемных контрольных блоков;
- приводного двигателя для генерирования контрольной нагрузки;
- верхней плиты;
- системы передачи измерения расстояния измерительной головке (рисунок 2);
- измерительной головки с индикаторным прибором;
- контрольного блока (рисунок 3 и 4);
- калибра-пробки (рисунки 5 и 6);
- стола коррекции сжимающей нагрузки.
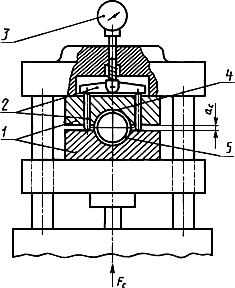
1 - контрольный блок; 2 - система передачи величины измерения;
3 - измерительный прибор с круговой шкалой; 4 - разъем; 5 - втулка
Примечания
1 Показано гидравлическое оборудование, однако можно использовать оборудование с пневматическим или механическим приводом. Усилие может быть приложено как сверху, так и снизу.
2 Разъем втулки должен быть расположен в вертикальном направлении и направлен к верхнему полувкладышу контрольного блока.
Рисунок 2 - Типичное измерительное оборудование для измерения наружного диаметра
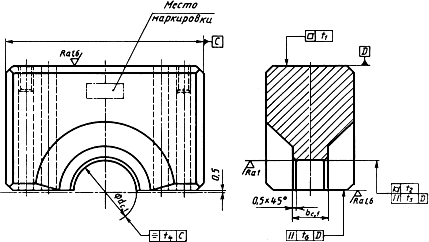
Рисунок 3 - Верхний полувкладыш контрольного блока
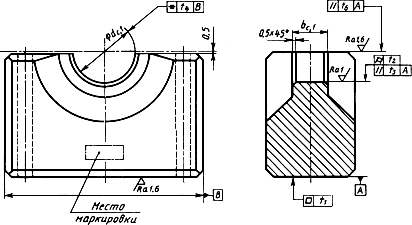
Рисунок 4 - Нижний полувкладыш контрольного блока
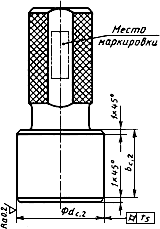
Рисунок 5 - Калибр-пробка сплошная для ![]() 80 мм
80 мм
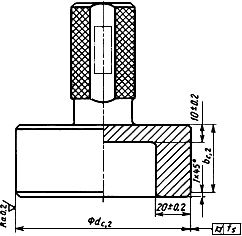
Рисунок 6 - Калибр-пробка с глухим отверстием для ![]() 80 мм
80 мм
8.2 Требования к измерительному оборудованию
Требования к измерительному оборудованию для измерения наружного диаметра свертной втулки приведены на рисунках 3-6.
Примечание
![]() ; (1)
; (1)
- упругое сжатие - по ГОСТ 27672;
=0,006 мм для
12 мм;
=0,012 мм для
12 мм;
![]() +2; (2)
+2; (2)
![]() +5. (3)
+5. (3)
Полувкладыши контрольного блока (рисунки 3 и 4) и калибры-пробки (рисунки 5 и 6) должны быть изготовлены из закаленной (60-64 HRC) и нестареющей стали.
Полувкладыши контрольного блока должны иметь жесткую конструкцию, чтобы усилия, возникающие в процессе измерения втулок, вызывали только незначительные деформации.
Отверстие полувкладышей контрольного блока и контрольная поверхность калибра-пробки не подлежат хромированию.
Контрольный блок и калибр-пробку следует маркировать своим номинальным диаметром .
Калибр-пробка может иметь дополнительную маркировку, касающуюся корректирующего размера .
Предельная нагрузка, предельные отклонения, скорость приложения нагрузки и температура должны соответствовать таблице 2.
Таблица 2 - Контрольная нагрузка, предельные отклонения, скорость приложения нагрузки, температура
Контрольная нагрузка | Допустимые предельные отклонения, % | Максимальная скорость приложения контрольной нагрузки | Температура контроля*, °С |
| ±1,25 | 10±2 | 20-25 |
2000 | ±1,00 | ||
5000 | ±0,75 | ||
10000 | ±0,50 | ||
* Разность в температуре между контрольным блоком и измеряемой втулкой не должна превышать 1 °С | |||
Отклонения для измерительного прибора с круговой шкалой и электронного измерительного прибора должны соответствовать таблице 3.
Таблица 3 - Отклонения для измерительного прибора с круговой шкалой и электронного измерительного прибора
В миллиметрах
Наружный диаметр | Цена деления шкалы | Общее отклонение* | ||
Прибор с круговой шкалой | Электронный прибор | Прибор с круговой шкалой | Электронный прибор, % диапазона измерения | |
| 0,001 | 0,001 | 0,0012 | 0,5 |
| 0,005 | 0,001 | 0,0060 | |
* Индикация максимальной измеряемой величины (полная шкала ±500 мкм) | ||||
Допуски на изготовление для верхней и нижней поверхностей зажима измерительного оборудования должны соответствовать таблице 4.
Таблица 4 - Допуски на изготовление для верхней и нижней поверхностей зажима измерительного оборудования
Допуск на параллельность между поверхностями зажима, мм | Допуск на плоскостность, мм | Шероховатость поверхности |
0,01/100 | 0,005 | 0,2 |
Допуски на изготовление и пределы износа для контрольного блока и калибра-пробки должны соответствовать таблице 5.
Таблица 5 - Допуски на изготовление и пределы износа для контрольного блока и калибра-пробки
Наружный диаметр | Пределы допусков на изготовление или пределы износа | ||||||||
мм | |||||||||
| Изготовление | -0,003 | +0,003 | 0,002 | 0,002 | 0,003 | 0,05 | 0,002 | 0,03 |
Износ | -0,005 | +0,005 | 0,004 | 0,004 | 0,005 | 0,05 | 0,004 | 0,05 | |
80 | Изготовление | -0,005 | +0,005 | 0,003 | 0,003 | 0,004 | 0,05 | 0,003 | 0,03 |
Износ | -0,007 | +0,007 | 0,005 | 0,005 | 0,006 | 0,05 | 0,005 | 0,05 | |
* Для | |||||||||
8.3 Определение корректирующего размера
Корректирующий размер рассчитывают по формуле
![]() . (4)
. (4)
Пример: =20,050 мм;
=20,052 мм;
=20,048 мм,
следовательно
![]() ;
;
= -0,001 мм.
При отклонении фактического диаметра , контрольного блока от диаметра
контрольные блоки можно использовать при условии, если отклонение
![]() 0,03 мм.
0,03 мм.
На допуски калибров-пробок, согласно таблице 5, это не влияет.
Пример: =20,062 мм;
=20,052 мм;
=20,048 мм;
![]() =0,010<0,030 мм,
=0,010<0,030 мм,
следовательно
![]()
= -0
,020 мм.
8.4 Методика контроля
Для идеального расположения полувкладышей контрольного блока относительно друг друга нижний полувкладыш вводят первым и фиксируют центрально относительно оборудования для измерения втулки. Затем запрессовывают свободно смонтированный верхний полувкладыш при заданной нагрузке относительно нижнего полувкладыша с помощью калибра-пробки. Устройство фиксируют в таком состоянии, регулируют на корректирующий размер согласно 8.3 и снимают показание
. Затем втулки вставляют центрально.
8.5 Погрешности измерения
8.5.1 Погрешности, обусловленные измерительным оборудованием:
- верхние и нижние полувкладыши контрольного блока расположены нелинейно относительно друг друга;
- полувкладыши контрольного блока неправильно зафиксированы в измерительном оборудовании;
- разболтанность (большой зазор, повреждение трансмиссионной системы (рисунок 2), измерительного прибора с круговой шкалой, измерительной головки и т.д.);
- повреждение или износ контрольного блока или калибра-пробки;
- ширина отверстия контрольного блока меньше ширины втулки
- контрольная нагрузка не соответствует расчетной нагрузке.
8.5.2 Погрешности, обусловленные втулкой:
- смазка, загрязнения, повреждения, заусенцы и т.д. на наружном диаметре (посадочной поверхности) и в разъеме.
8.5.3 Погрешности, обусловленные человеческими факторами:
- неправильная установка контрольной нагрузки;
- втулку измеряют эксцентрично к ширине отверстия контрольного блока ;
- разъем втулки, вставленной в контрольный блок, направлен невертикально к верхнему полувкладышу контрольного блока;
- неправильное считывание при измерении фактических диаметров и
;
- неправильный расчет и/или установка коррекции;
- неправильный пересчет наружного диаметра.
8.6 Общие основы при измерении наружного диаметра втулки
8.6.1 Контрольную нагрузку рассчитывают согласно ГОСТ 27672.
8.6.2 Диаметр контрольного блока рассчитывают по формуле (1).
8.6.3 Определяют верхнюю и нижнюю предельные величины :
- верхняя предельная величина равна 0;
- нижняя предельная величина равна - ![]() (округляют до 0,005 мм), где
(округляют до 0,005 мм), где ![]()
8.6.4 Корректирующий размер определяют согласно 8.3.
8.6.5 Соотношение показания индикатора и измеряемого наружного диаметра втулки рассчитывают по формуле
![]() . (5)
. (5)
9 МЕТОД КОНТРОЛЯ - по ГОСТ 27672-2: НАРУЖНЫЙ ДИАМЕТР
9.1 Контрольно-измерительные средства
Контроль проводят с помощью двух кольцевых калибров: калибра, соответствующего максимальной предельной величине (проходной кольцевой калибр), и калибра, соответствующего минимальной предельной величине (непроходной кольцевой калибр) наружного диаметра свертной втулки.
Кольцевые калибры должны иметь направляющую фаску с малым углом (рисунок 7) или радиусом для исключения повреждения и отказа во время проведения контроля.

Рисунок 7 - Кольцевой калибр
9.2 Требования к измерительным средствам
Кольцевые калибры должны быть изготовлены из закаленной (60-64 HRC) и нестареющей стали.
Ширина кольцевого калибра (без фаски) должна быть не меньше максимальной ширины втулки.
Предельный внутренний диаметр проходного и непроходного кольцевых калибров должен соответствовать JS3 согласно ГОСТ 25346.
Износ кольцевых калибров не должен превышать (эталонный предел износа) для рабочих деталей IT 8 согласно ГОСТ 24853.
9.3 Методика контроля
Контролируемую втулку вводят в калибры со стороны, имеющей направляющую фаску.
Втулка должна входить в проходной кольцевой калибр от руки (максимальное усилие 250 Н) и не входить в непроходной кольцевой калибр (при том же усилии).
Достоверность контроля уменьшается, если втулка не является круглой или зазор не закрывается, тогда предпочтительным является контроль по методу 1.
9.4 Погрешности измерения
К наиболее часто встречающимся погрешностям относятся:
- повреждение или износ кольцевых калибров;
- отсутствие на кольцевых калибрах направляющей фаски;
- втулки вводят в кольцевые калибры в наклонном положении;
- втулки запрессовываются в кольцевые калибры путем приложения значительного усилия;
- ширина кольцевых калибров меньше ширины втулки;
- отклонение от округлости и открытый зазор втулки в свободном состоянии;
- наличие грязи, консистентной смазки, заусенцев, повреждений и деформирования наружного диаметра (посадочной поверхности) и в разъеме.
10 ПОВЕРКА ИЗМЕРИТЕЛЬНОГО ОБОРУДОВАНИЯ
В ОТНОШЕНИИ ТРЕБОВАНИЙ К ТОЧНОСТИ
10.1 Общие требования
Качество измерительного оборудования должно быть таким, чтобы случайная составляющая погрешности измерения одного отдельно взятого результата измерения, определенного с помощью измерительного инструмента в отношении типичного объекта (втулки), была меньше предельного значения
, приведенного в таблице 6.
Таблица 6 - Предельные погрешности для измерительного оборудования
Наружный диаметр | ||
| 0,008 | 0,003 |
80 | 0,010 | 0,005 |
________________ | ||
Погрешность измерения определяют согласно 10.2.
Качество измерительного оборудования должно быть таким, чтобы разность между средними значениями двух серий измерений, выполненных согласно 10.3 для двух различных периодов времени, или, из-за применяемого измерительного инструмента, в двух аналогичных или различных типах измерительного оборудования не превышала предельного значения
, приведенного в таблице 6.
10.2 Определение погрешности измерения (приложение А)
Измеряют 24 втулки дважды (после каждого ввода втулки) при одинаковых условиях (тот же экспериментатор, то же измерительное оборудование, то же место контроля и те же интервалы времени).
По разности между двумя измерениями, определенными с соответствующими знаками, вычисляют (с помощью ЭВМ) среднее квадратическое отклонение
по формуле
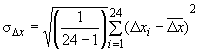 . (6)
. (6)
При условии, что значения определяют из нормального распределения и что рассматривают как несмещенную величину для среднего квадратического отклонения
партии, случайную составляющую погрешности измерения
для отдельного результата, полученного с помощью данного измерительного инструмента, рассчитывают (для доверительного уровня 95 %) по формуле
![]() . (7)
. (7)
Значение сравнивают с предельным значением
.
10.3 Определение сравнимости (приложение Б).
Измеряют 24 втулки на двух подобных или различных типах оборудования различными экспериментаторами в различных местах и в различное контрольное время.
Измеряемыми величинами для двух условий 1 и 2 являются и
.
Рассчитывают средние величины по формулам:
![]() ; (8)
; (8)
![]() . (9)
. (9)
Рассчитывают модуль разности между средними величинами двух серий измерения по формуле
![]() . (10)
. (10)
Значение сравнивают с предельным значением
.
11 ТЕХНИЧЕСКИЕ УСЛОВИЯ НА РИСУНКАХ СВЕРТНЫХ ВТУЛОК
Предпочтительный способ выбора метода контроля указывают на рисунках втулок в соответствии с 11.1 и 11.2.
11.1 Метод контроля 1
Пример обозначения на рисунке втулки
| Метод контроля - по ГОСТ 27672-1 Диаметр отверстия контрольного блока Контрольная нагрузка Предельные величины Наружный диаметр |
11.2 Метод контроля 2
Пример обозначения на рисунке втулки
Метод контроля - по ГОСТ 27672-2 Диаметр проходного кольцевого калибра равен 34,095 мм. Диаметр непроходного кольцевого калибра равен 34,045 мм. |
12 ТЕХНИЧЕСКИЕ УСЛОВИЯ ДЛЯ ПОВЕРКИ СРЕДСТВ КОНТРОЛЯ
12.1 Измерительные средства подлежат периодической поверке, повреждения устраняют и любые изменения размеров указывают на них.
12.2 Измерительное оборудование поверяют на точность в установленные интервалы времени (в соответствии со статистическими методами).
ПРИЛОЖЕНИЕ А
(рекомендуемое)
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ
Табуляцию результатов испытания для контроля наружного диаметра свертных втулок по ГОСТ 27672 с целью определения погрешности измерения в соответствии с 10.2 приводят согласно таблице А.1
Таблица А.1 - Результаты испытания | В микрометрах | ||
Номер втулки | Первое измерение | Второе измерение | Разность |
1 | |||
2 | |||
3 | |||
4 | |||
5 | |||
6 | |||
7 | |||
8 | |||
9 | |||
10 | |||
11 | |||
12 | |||
13 | |||
14 | |||
15 | |||
16 | |||
17 | |||
18 | |||
19 | |||
20 | |||
21 | |||
22 | |||
23 | |||
24 | |||
- | - | - |
|
| |||
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ОПРЕДЕЛЕНИЕ СРАВНИМОСТИ
Табуляцию результатов испытания для контроля наружного диаметра свертных втулок по ГОСТ 27672 с целью определения сравнимости с в соответствии с 10.3 приводят согласно таблице Б.1.
Таблица Б.1 - Результаты испытания | В микрометрах | |
Номер втулки | Первое измерение | Второе измерение |
1 | ||
2 | ||
3 | ||
4 | ||
5 | ||
6 | ||
7 | ||
8 | ||
9 | ||
10 | ||
11 | ||
12 | ||
13 | ||
14 | ||
15 | ||
16 | ||
17 | ||
18 | ||
19 | ||
20 | ||
21 | ||
22 | ||
23 | ||
24 | ||
| ||
| ||
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1997
{kind=link}