ГОСТ Р 53845-2010
(ИСО 377:1997)
Группа В09
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОКАТ СТАЛЬНОЙ
Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
Steel rolled products. General rules of sampling, rough specimens and test pieces selection for mechanical and technological testing
ОКС 77.040
ОКСТУ 0908
Дата введения 2011-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный научно-исследовательский институт черной металлургии им. И.П.Бардина" (ФГУП "ЦНИИчермет им. И.П.Бардина") на основе аутентичного перевода на русский язык, указанного в пункте 4 стандарта, который выполнен ФГУП ""
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 375 "Металлопродукция из черных металлов и сплавов"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 июля 2010 г. N 174-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 377:1997 "Сталь и продукция из стали. Отбор проб и образцов и их подготовка для механических испытаний" (ISO 377:1997 "Steel and steel products - Location and preparation of samples and test pieces for mechanical testing") путем изменения отдельных фраз, слов, ссылок, которые выделены в тексте курсивом*; путем изменения содержания отдельных структурных элементов, которые выделены вертикальной линией, расположенной на полях этого текста.
_______________
* В бумажном оригинале обозначения и номера стандартов в разделе "Нормативные ссылки" выделены курсивом, остальные по тексту документа приводятся обычным шрифтом. - .
В стандарт включены дополнительные приложения ДА, ДБ и ДВ, предусматривающие требования по отбору проб для испытаний на осадку и изгиб в холодном состоянии, а также рекомендации по месту вырезки проб, заготовок для образцов и испытательных образцов по отношению к направлению прокатки по длине проката и минимальному расстоянию от конца изделия в случае возникновения разногласий.
В стандарт не включены требования к трубной продукции в связи с различными видами испытаний труб по отечественной и зарубежной документации, а также ссылки на ИСО 3785:2006 и ИСО 6929:1987, использованные в международном стандарте, которые преждевременно применять в Российской национальной стандартизации в связи с различной терминологией при классификации видов проката и осей ориентации образцов, которые не влияют на требования к отбору проб, заготовок для образцов и испытательных образцов.
Указанные технические отклонения внесены для учета особенностей национальной стандартизации
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает общие правила отбора проб, заготовок для образцов и испытательных образцов для испытаний на растяжение, ударный изгиб, от фасонного, сортового, листового и широкополосного проката, а также для испытаний на осадку и изгиб в холодном состоянии.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 7268-82 Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб
ГОСТ 8817-82 Металлы. Метод испытания на осадку
ГОСТ 9454-78 Металлы. Метод испытаний на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9651-84 (ИСО 783-89) Металлы. Методы испытаний на растяжение при повышенных температурах
ГОСТ 11701-84 Металлы. Методы испытаний на растяжение тонких листов и ленты
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 30456-97 Металлопродукция. Прокат листовой и трубы стальные. Методы испытания на ударный изгиб
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 партия испытуемой продукции: Общее количество или масса продукции, которая по результатам предусмотренных в соответствии с документами на прокат или заказом испытаний контрольных единиц принимается в целом как годная или отклоняется от приемки.
3.2 контрольная единица продукции: Изделие (например, пруток, лист, рулон), выбранное для проведения испытаний.
3.3 проба: Часть контрольной единицы продукции, достаточная для того, чтобы изготовить из нее один или несколько испытательных образцов.
Примечание - В некоторых случаях пробой может быть сама единица продукции.
3.4 заготовка для образца: Часть пробы, обработанная или не обработанная механически, подвергнутая, в случае необходимости, термической обработке, предназначенная для изготовления испытательных образцов.
3.5 испытательный образец: Часть пробы или заготовки определенного размера, обработанная или не обработанная механически и доведенная до состояния, необходимого для конкретного испытания.
Примечание - В некоторых случаях испытательным образцом может быть проба или заготовка для образца.
3.6 контрольное состояние: Состояние, при котором проба, заготовка для образца или испытательный образец могут быть подвергнуты термической и (или) механической обработке, отличающееся от состояния поставки.
В таких случаях пробу, заготовку для образца или испытательный образец называют контрольной пробой, контрольной заготовкой или контрольным испытательным образцом.
3.7 Иллюстрация терминов приведена на рисунке 1.
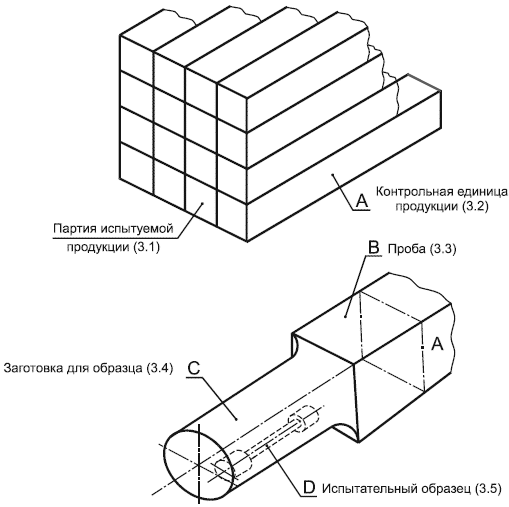
Рисунок 1 - Иллюстрация терминов, определенных в разделе 3
3.8 Эквивалентные термины на русском, английском, французском и немецком языках приведены в приложении А.
4 Общие требования к отбору проб, заготовок для образцов и испытательных образцов
4.1 Представительное испытание
Пробы, заготовки для образцов и испытательные образцы, отобранные в соответствии с положениями приложений А, Б и ДА, следует считать представительными для продукции.
Примечание - Технологические процессы изготовления проката, а именно: выплавка, горячая и холодная обработка давлением, термическая обработка и т.п. могут не обеспечивать гомогенность структуры металла. Поэтому механические свойства проката по пробам, отобранным в разных местах продукции, могут быть различными.
4.2 Маркировка контрольной единицы продукции, пробы, заготовки для образца и испытательного образца
Контрольная единица продукции, проба, заготовка для образца и испытательный образец должны быть маркированными, чтобы иметь возможность проследить от какой исходной партии проката, в каком месте и с какой ориентацией они были отобраны. Если при вырезке проб, заготовок для образцов и/или испытательных образцов избежать удаления маркировки невозможно, ее следует перенести или нанести заново при изготовлении испытательного образца на автоматизированном оборудовании. При проведении испытаний и по требованию заказчика перенос маркировки должен быть выполнен в присутствии его представителя.
При использовании для изготовления испытательных образцов и проведения испытаний полностью автоматизированного оборудования маркировку на пробы, заготовки для образцов и испытательные образцы можно не наносить, поскольку в этом случае применяют контрольную систему, исключающую ошибочные результаты.
4.3 Пробы (заготовки для образцов, испытательные образцы) отбирают таким образом, чтобы место отбора и ориентация испытательных образцов, взятых от них, соответствовали: - в зависимости от вида испытаний проката - приложениям Б и ДА; - по отношению к прокату по длине - приложению ДБ, а в случае разногласий - приложению ДВ. Требования по отбору проб (заготовок для образцов, испытательных образцов) могут быть уточнены в других документах на прокат. Примечание - С целью снижения потерь металла и с учетом установившейся практики стандарт на прокат, если это приемлемо с технической точки зрения, может регламентировать возможность применения поперечных испытательных образцов вместо продольных (для перекованных проб), чтобы проконтролировать заданные значения для испытательных продольных образцов. На испытательном образце, предназначенном для испытаний на ударный изгиб, продольная ось надреза должна быть перпендикулярна к направлению прокатки. 4.4 Размеры пробы должны быть достаточными для изготовления заготовок для образцов (изготовления испытательных образцов), необходимых для проведения конкретного испытания. |
При необходимости, размеры пробы должны быть достаточными для проведения повторных испытаний.
4.5 Количество проб (заготовок для образцов) и испытательных образцов, отбираемых для
испытаний, должно устанавливаться в документации на прокат. 4.6 При отборе проб (заготовок для образцов) и изготовлении испытательных образцов должны быть обеспечены условия, предохраняющие испытательные образцы от влияния нагрева и наклепа. Припуски от линии реза до края готового испытательного образца должны соответствовать таблице 1. Таблица 1 - Припуски от линии реза пробы (заготовки для образца) до края готового испытательного образца В миллиметрах | |||||||
Диаметр (толщина) проката | Припуск, не менее, при способе вырезки проб и заготовок | ||||||
огневом или с тепловым воздействием | без теплового воздействия | ||||||
До | 5 | включ. | 15 | 5 | |||
Св. | 5 | до | 10 | " | Толщина проката | ||
" | 10 | " | 15 | " | 10 | ||
" | 15 | " | 20 | " | 10 | ||
" | 20 | " | 35 | " | 15 | ||
" | 35 | " | 60 | " | 20 | ||
Св.60 | 20 | 20 | |||||
4.7 Схему вырезки проб (испытательных образцов), если она не оговорена в документации на прокат и не указана в заказе, выбирает изготовитель. |
5 Отбор и подготовка проб (заготовок для образцов) и условия испытаний механических свойств
5.1 Проба должна быть отобрана таким образом, чтобы требования относительно ее положения, предусмотренные в приложениях Б и ДА, могли быть выполнены. Размеры пробы должны быть достаточными для изготовления необходимого количества предусмотренных испытаниями образцов и, в соответствующих случаях, испытательных образцов для проведения повторных испытаний.
5.2 Направление продольной оси испытательного образца относительно основного направления деформации продукции должно соответствовать заданному в документации на прокат или заказе.
5.3 В документации на прокат должно быть предусмотрено в каком состоянии следует определять его механические свойства:
a) в состоянии поставки (5.4) или
b) в контрольном состоянии (5.5).
5.4 Испытание в состоянии поставки
Для испытаний проката в состоянии поставки пробу (заготовку для образцов) отбирают от проката:
a) после обработки давлением и заключительной термической обработки или
b) перед термической обработкой.
В последнем случае отобранная проба должна пройти термическую обработку в тех же условиях, что и прокат.
При отделении пробы свойства в той ее части, из которой должны быть вырезаны испытательные образцы, по сравнению с прокатом не должны изменяться.
Если при изготовлении испытательных образцов не удается избежать деформации (искривления) пробы, правку следует проводить в холодном состоянии, если в документации на прокат не предусмотрено иное.
5.5 Испытание в контрольном состоянии
5.5.1 Проба
Пробу, предназначенную для испытаний в контрольном состоянии, отделяют от контрольной единицы проката в том состоянии готовности, которое предусмотрено в документации на прокат.
Отбор пробы следует выполнять таким образом, чтобы механические свойства проката после термической обработки в той части пробы (заготовки для образца), которая предназначена для изготовления испытательных образцов, не изменились.
Примечание - Если необходима правка, ее можно выполнить перед термической обработкой в горячем или холодном состоянии. Если пробу (заготовку для образца) подвергают правке в горячем состоянии, ее следует выполнять при температуре ниже конечной температуры термической обработки проката.
5.5.2 Заготовка для образца
Заготовка для образца, предназначенного для испытаний в контрольном состоянии, должна быть подготовлена:
a) механической обработкой перед термической обработкой.
Если размеры пробы должны быть уменьшены перед проведением термической обработки, то размеры, на которые обрабатывают заготовку для образца, и применяемые для этого методы придания ей необходимой формы (например, ковка, прокатка, механическая обработка) должны быть указаны в документе на прокат;
b) термической обработкой.
Термическая обработка заготовки для образца должна быть выполнена в условиях, при которых обеспечивается достаточно равномерный прогрев, а температура заготовки для образца измеряется выверенным способом. Режим термической обработки должен соответствовать требованиям документации на прокат.
Заготовка для образца не должна подвергаться заданной термической обработке более одного раза, за исключением отпуска, который может быть повторен в заданном диапазоне температур. Для любого повторного испытания следует отбирать новую заготовку для образца.
5.6 Отбор и подготовка испытательных образцов для испытаний механических свойств
5.6.1 Вырезка и механическая обработка
Изготовлять испытательные образцы следует холодным способом, соблюдая меры предосторожности, позволяющие избежать поверхностного упрочнения и перегрева проката, которые могут изменить его механические свойства.
Следы, оставленные инструментом после механической обработки, которые могут повлиять на результаты испытаний, должны устраняться шлифованием (при обильной подаче охлаждающей жидкости) или полированием при условии, что выбранный метод отделки поверхности не выводит размеры и форму испытательного образца за предельные отклонения, регламентированные стандартом на соответствующее испытание.
5.6.2 Форма, размеры и предельные отклонения по размерам испытательных образцов должны соответствовать ГОСТ 1497, ГОСТ 7268, ГОСТ 9454, ГОСТ 9651 и ГОСТ 11701. 5.6.3 В случае проведения термической обработки на испытательных образцах требования должны быть такими же, как для заготовок для образцов [5.5.2, перечисление b)]. Для проката с временным сопротивлением 1270 Н/мм 5.7 Методы отбора проб и изготовления испытательных образцов, форма, размеры и предельные отклонения по размерам испытательных образцов для испытаний на ударный изгиб падающим грузом (ИПГ) листового проката - по ГОСТ 30456. 6 Отбор проб и подготовка испытательных образцов для испытаний на осадку сортового проката 6.1 Условия испытания, состояние поверхности испытательных образцов и порядок оценки результатов должны соответствовать требованиям ГОСТ 8817. 7 Отбор проб (заготовок для образцов) и подготовка испытательных образцов для испытаний на изгиб в холодном состоянии 7.1 Методы отбора проб (заготовок для образцов) и испытательных образцов, виды образцов и другие требования к испытанию на изгиб в холодном состоянии должны отвечать требованиям ГОСТ 14019. 7.2 Схема отбора проб для испытаний проката на изгиб в холодном состоянии - в соответствии с приложением ДА. |
Приложение А А.1 Эквиваленты терминов, определяемых в разделе 3, на английском, французском и немецком языках приведены в таблице А.1. Таблица А.1 - Эквивалентные термины | ||||||
Обозна- | Термин | Подраздел настоящего стандарта | ||||
русский | английский | французский | немецкий | |||
А | Контрольная единица продукции | Sample product | Produit echantillon |
| 3.2 | |
В | Проба | Sample | Echantillon | Probenabschnitt | 3.3 | |
С | Заготовка для образца | Rough specimen | Ebauche | Probestab | 3.4 | |
D | Испытательный образец | Test piece | Eprouvette | Probe | 3.5 | |
Приложение Б
(рекомендуемое)
Схема расположения заготовок для образцов (испытательных образцов) для механических испытаний
Б.1 Общие положения
Настоящее приложение устанавливает схему расположения заготовок для образцов (испытательных образцов) для механических испытаний следующих видов проката:
- фасонных профилей;
- сортового (круглого, квадратного, шестигранного, прямоугольного - полосового) и катанки;
- листового и широкополосного.
Расположение заготовок для образцов (испытательных образцов) для механических испытаний (на растяжение и ударный изгиб) приведено на рисунках Б.1-Б.11.
Если требуется более чем одна заготовка (испытательный образец), то они могут располагаться в указанном месте вплотную друг к другу.
Б.2 Фасонные профили
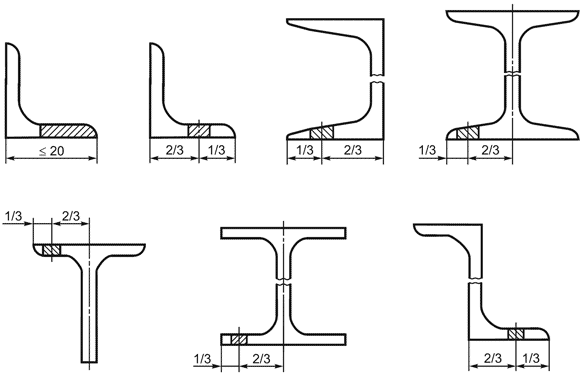
Б.2.1 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение и ударный изгиб по отношению к ширине полки приведено на рисунке Б.1.
Примечания
1 Для профилей с уклоном внутренних полок заготовки для образцов (испытательные образцы), если это согласовано при заказе, можно отбирать от стенки (рисунок Б.1 b, d) или от наклонной полки, но с дополнительной механической обработкой.
2 В случае неодинаковых уклонов внутренних граней полок заготовки для образцов (испытательные образцы) допускается отбирать от любой полки.
3 У неравнополочных уголков отбор заготовок для образцов (испытательных образцов) проводят от большей полки.
Б.2.2 Место вырезки заготовок для образцов (испытательных образцов) по отношению к толщине полки
Б.2.2.1 Заготовки для образцов (испытательные образцы) для испытаний на растяжение
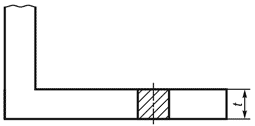
Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение по отношению к толщине полки - в соответствии с рисунком Б.2.
Во всех случаях, когда это позволяет механическое испытательное оборудование, следует использовать испытательные образцы, представляющие полную толщину профиля (рисунок Б.2 а).
Б.2.2.2 Заготовки для образцов (испытательные образцы) для испытаний на ударный изгиб
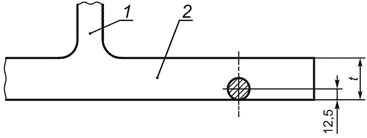
Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб по отношению к толщине полки - в соответствии с рисунком Б.3.
Б.3 Сортовой прокат круглого сечения и катанка
Б.3.1 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение - в соответствии с рисунком Б.4.
Во всех случаях, когда это позволяет механическое и испытательное оборудование, следует использовать испытательные образцы, представляющие полное поперечное сечение проката (рисунок Б.4 а).
Б.3.2 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб - в соответствии с рисунком Б.5.
Примечание - Место вырезки образцов от проката диаметром 25 мм50 мм (рисунок Б.5 b и с), если не оговорено в документе на прокат или заказе, выбирает изготовитель.
Б.4 Сортовой прокат шестигранного сечения
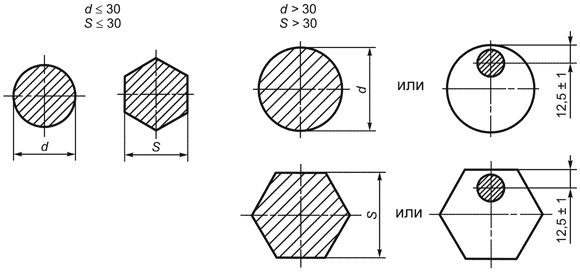
Б.4.1 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение - в соответствии с рисунком Б.6.
Во всех случаях, когда это позволяет механическое испытательное оборудование, следует использовать испытательные образцы, представляющие полное поперечное сечение проката (рисунок Б.6 а).
Б.4.2 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб - в соответствии с рисунком Б.7.
Примечание - Место вырезки образцов от проката 25 мм50 мм (рисунок Б.7 b и с), если не оговорено в документе на прокат или заказе, выбирает изготовитель.
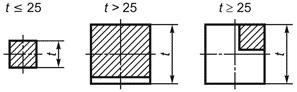
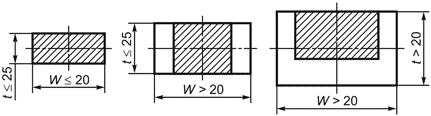
Б.5 Сортовой прокат квадратного и прямоугольного (полосового) сечения
Б.5.1 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение - в соответствии с рисунком Б.8.
Во всех случаях, когда это позволяет механическое и испытательное оборудование, следует использовать испытательные образцы, представляющие полное поперечное сечение проката или плоские образцы (рисунок Б.8 а).
Б.5.2 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб - в соответствии с рисунком Б.9.
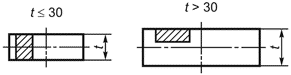
Б.6 Листовой и широкополосный прокат
Б.6.1 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение - в соответствии с рисунком Б.10.
Во всех случаях, когда это позволяет механическое и испытательное оборудование, следует использовать образцы, представляющие полное поперечное сечение проката (рисунок Б.10 а).
Если испытание на растяжение необходимо выполнить в поперечном направлении, а ширина проката является недостаточной для того, чтобы заготовку для испытательного образца можно было вырезать на участке, который от кромки листа находится на расстоянии , следует стремиться к тому, чтобы как можно ближе к этому месту находилась середина испытательного образца.
Б.6.1.1 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение толстолистового проката в направлении толщины проводят на расстоянии половины ширины проката.
Б.6.2 Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб - в соответствии с рисунком Б.11. Для листов толщиной 40 мм расположение заготовок устанавливается стандартом на прокат или в заказе в соответствии с рисунком Б.11 а, b или с.
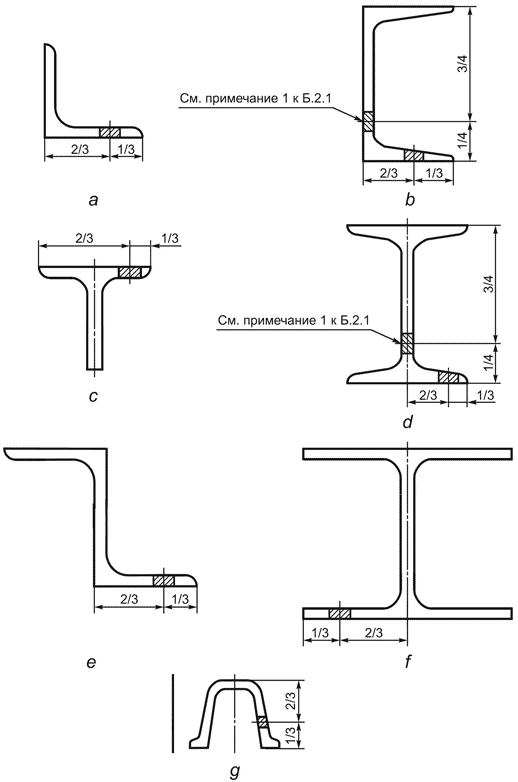
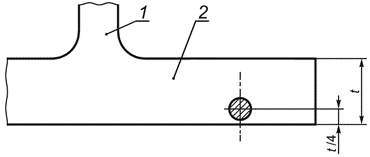
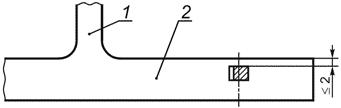
Рисунок Б.1 - Фасонные профили. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение и ударный изгиб по отношению к ширине полки (Б.2.1)
а - Плоский образец на полную толщину профиля при 50 мм
1 - стенка; 2 - полка
b - Цилиндрический образец при 50 мм
1 - стенка; 2 - полка
с - Цилиндрический образец при 50 мм
Рисунок Б.2 - Фасонные профили. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение по отношению к толщине полки (Б.2.2.1)
1 - стенка;
2 - полка
Рисунок Б.3 - Фасонные профили. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб по отношению к толщине полки (Б.2.2.2)
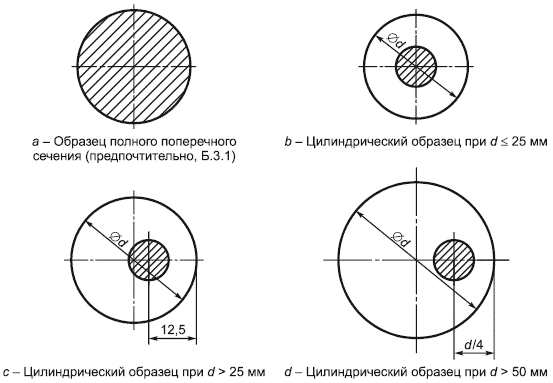
Рисунок Б.4 - Сортовой прокат круглого сечения и катанка. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение (Б.3.1)
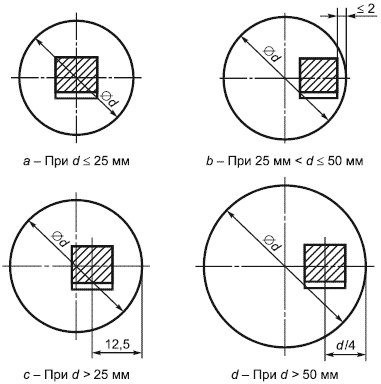
Рисунок Б.5 - Сортовой прокат круглого сечения и катанка. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб (Б.3.2)
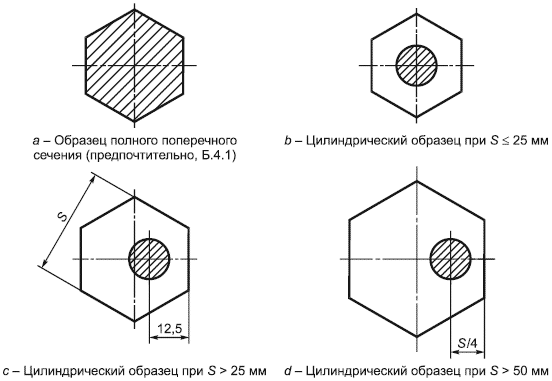
Рисунок Б.6 - Сортовой прокат шестигранного сечения. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение (Б.4.1)
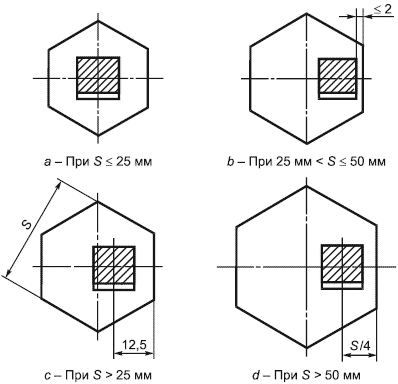
Рисунок Б.7 - Сортовой прокат шестигранного сечения. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб (Б.4.2)
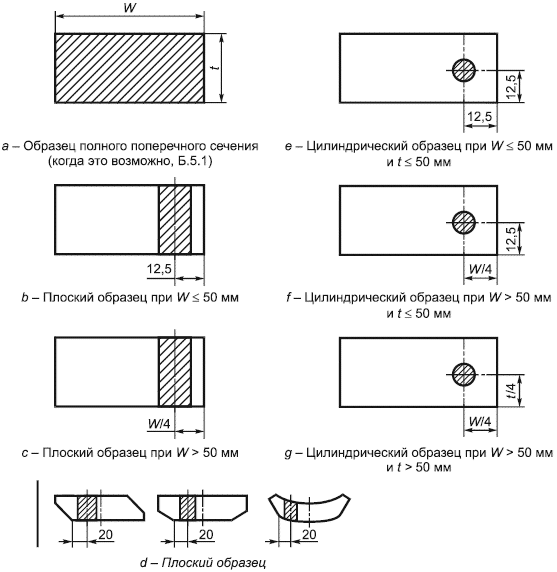
Рисунок Б.8 - Сортовой прокат квадратного и прямоугольного сечений. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение (Б.5.1)
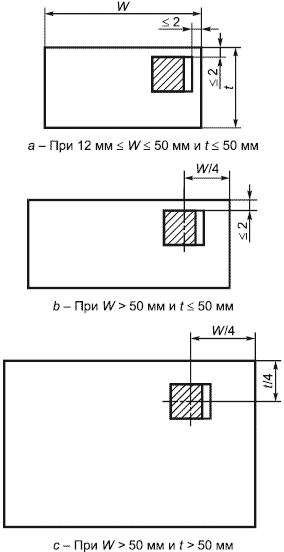
Рисунок Б.9 - Сортовой прокат квадратного и прямоугольного сечений. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб (Б.5.2)
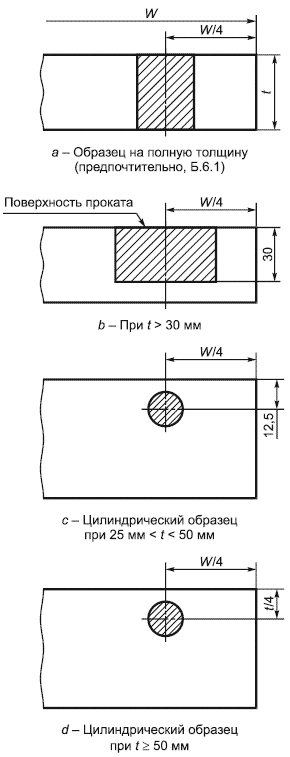
Рисунок Б.10 -Листовой и широкополосный прокат. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на растяжение (Б.6.1)
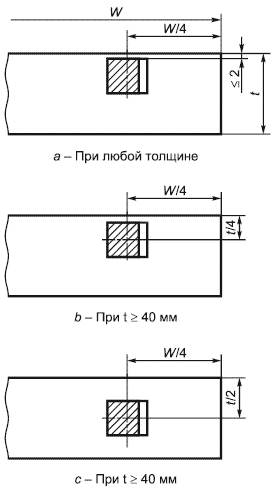
Рисунок Б.11 - Листовой широкополосный прокат. Место вырезки заготовок для образцов (испытательных образцов) для испытаний на ударный изгиб (Б.6.2)
Приложение ДА ДА.1 Отбор проб от фасонного проката* _______________ * У неравнополочных уголков отбор проб проводят от большей полки.
ДА.2 Отбор проб от сортового проката
|
Прокат квадратного сечения
ДА.3 Отбор проб от листового и широкополосного проката - в любом месте по ширине проката толщиной
|
Приложение ДБ Таблица ДБ.1 - Место вырезки проб, заготовок для образцов и испытательных образцов | |||
Вид проката | Положение продольной оси образца по отношению к направлению прокатки | Место вырезки проб, заготовок для образцов и испытательных образцов по длине | |
Сортовой круглого, квадратного, шестигранного и прямоугольного сечений | Вдоль | От любого конца прутка или мотка. Для проката в мотках пробы отбирают на расстоянии не менее 1,5 м от конца при массе мотка до 250 кг и на расстоянии не менее 3,0 м - при массе мотка более 250 кг | |
Фасонный (швеллеры, уголки, тавры, двутавры, зетовый профиль, профиль для крепи горных выработок - СВП) | Вдоль | От любого конца | |
Листовой, рулонный, широкополосный, в т.ч. после продольного роспуска | Направление осей испытательных образцов относительно направлений обработки (прокатки) должно быть установлено в соответствии с требованиями документа на прокат или в заказе | От любого конца листового и широкополосного проката. Для рулона - на расстоянии не менее 1 м от конца | |
Приложение ДВ Таблица Д.1 - Минимальное расстояние от конца изделия до места отбора проб (заготовок для образцов, испытательных образцов) | |||||||
Вид проката | Минимальное расстояние от конца изделия | ||||||
Сортовой прокат в мотках с катаными концами диаметром*, мм: | |||||||
От | 5 | до | 7 | включ. | 5 м | ||
Св. | 7 | " | 13 | " | 4 м | ||
" | 13 | " | 18 | " | 3 м | ||
" | 18 | " | 23 | " | 2 м | ||
" | 23 | " | 28 | " | 1,5 м | ||
" | 28 | " | 30 | " | 1 м | ||
Сортовой прокат в прутках и фасонный прокат | 150 мм | ||||||
Листовой прокат в рулонах с катаными концами | 1 виток, но не более 2 витков от наружного конца рулона | ||||||
Листовой прокат в рулонах закаленный и отпущенный | 0,5 х диаметр рулона, но не менее 160 мм | ||||||
Листовой прокат в листах и широкополосный прокат с концами огневой или холодной резки | 15 мм |
| |||||
* Для проката квадратного и шестигранного сечений берется диаметр круга, площадь поперечного сечения которого эквивалентна площади поперечного сечения квадрата или шестигранника. | |||||||
Электронный текст документа
и сверен по:
, 2010
{kind=link}