ГОСТ 7918-75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАМКИ ДЛЯ ГЕОЛОГОРАЗВЕДОЧНЫХ БУРИЛЬНЫХ ТРУБ ДИАМЕТРОМ 50 мм
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Издание официальное
Москва
Стандартинформ
2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАМКИ ДЛЯ ГЕОЛОГОРАЗВЕДОЧНЫХ БУРИЛЬНЫХ ТРУБ ДИАМЕТРОМ 50 мм
Технические условия
ГОСТ
7918-75
Tool joints for 50 mm diameter drilling pipes. Specifications
MKC 73.100.30
Дата введения 01.01.76
Настоящий стандарт распространяется на замки, предназначенные для соединения геологоразведочных бурильных труб и на замковую и трубную резьбу, применяемую для соединения бурового инструмента.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
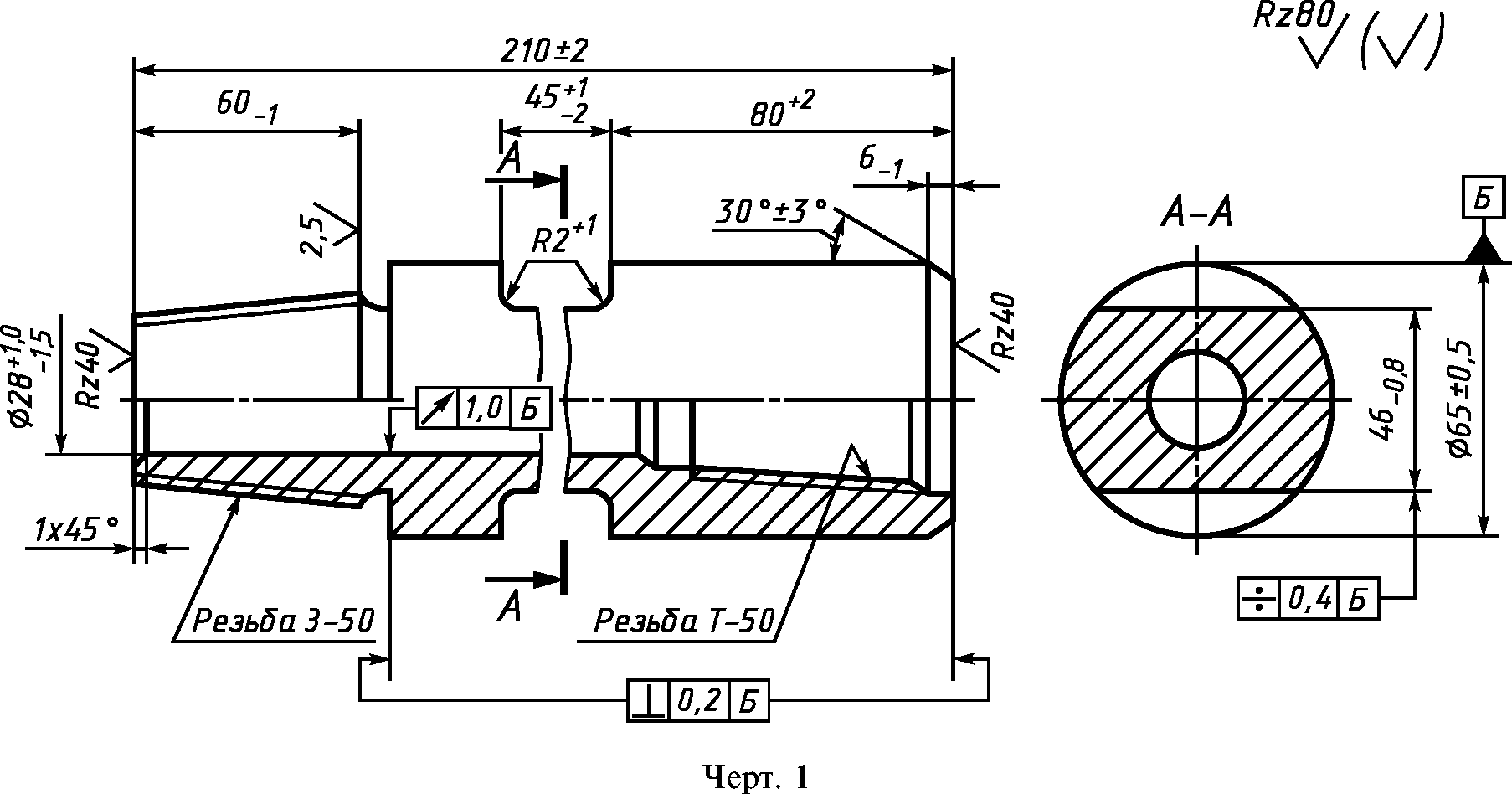
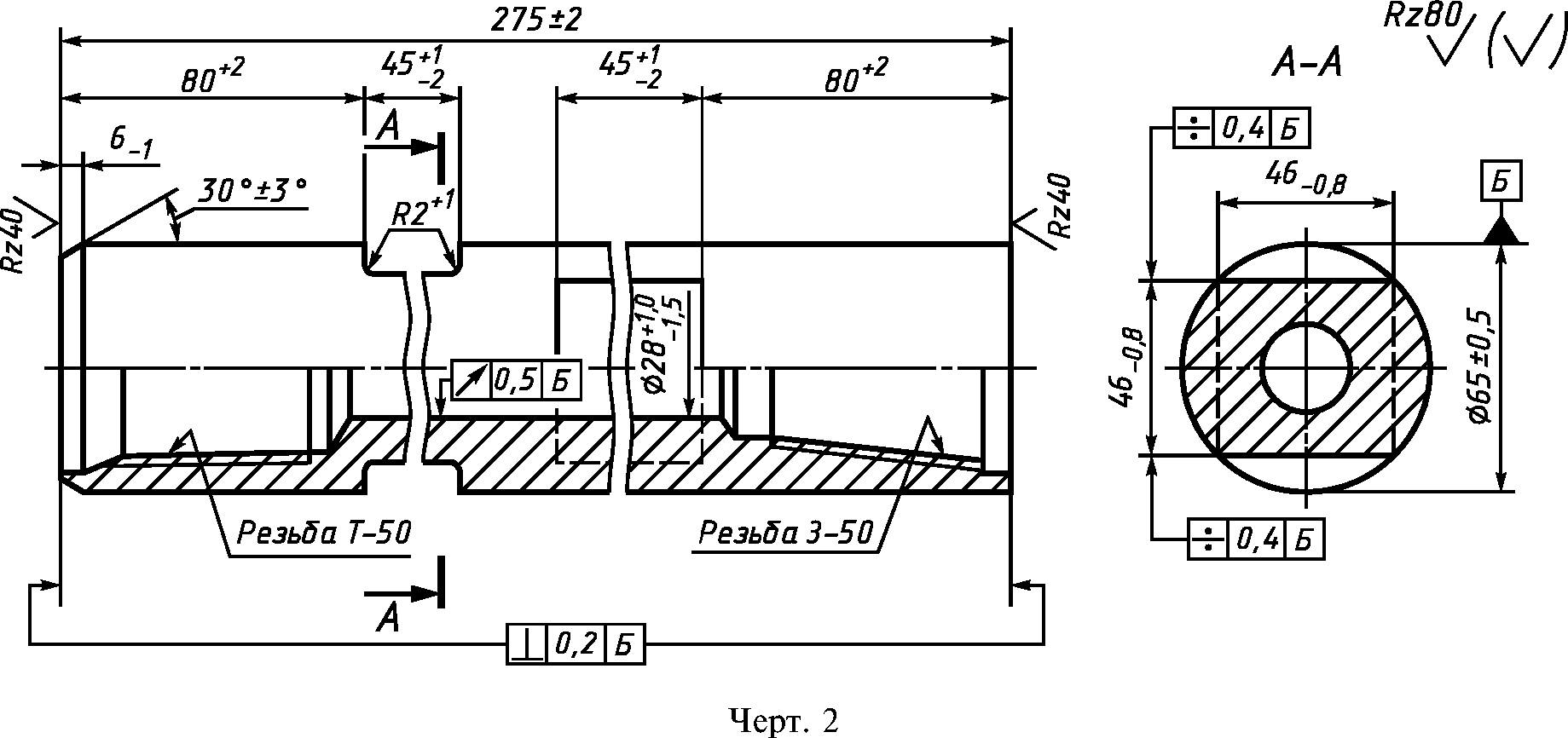
1.1. Замок для бурильных труб должен состоять из ниппеля (черт. 1) и муфты (черт. 2), соединенных конической замковой резьбой.
Издание официальное
Перепечатка воспрещена
© Издательство стандартов, 1975 © Стандартинформ, 2006
(Измененная редакция, Изм. № 1, 3).
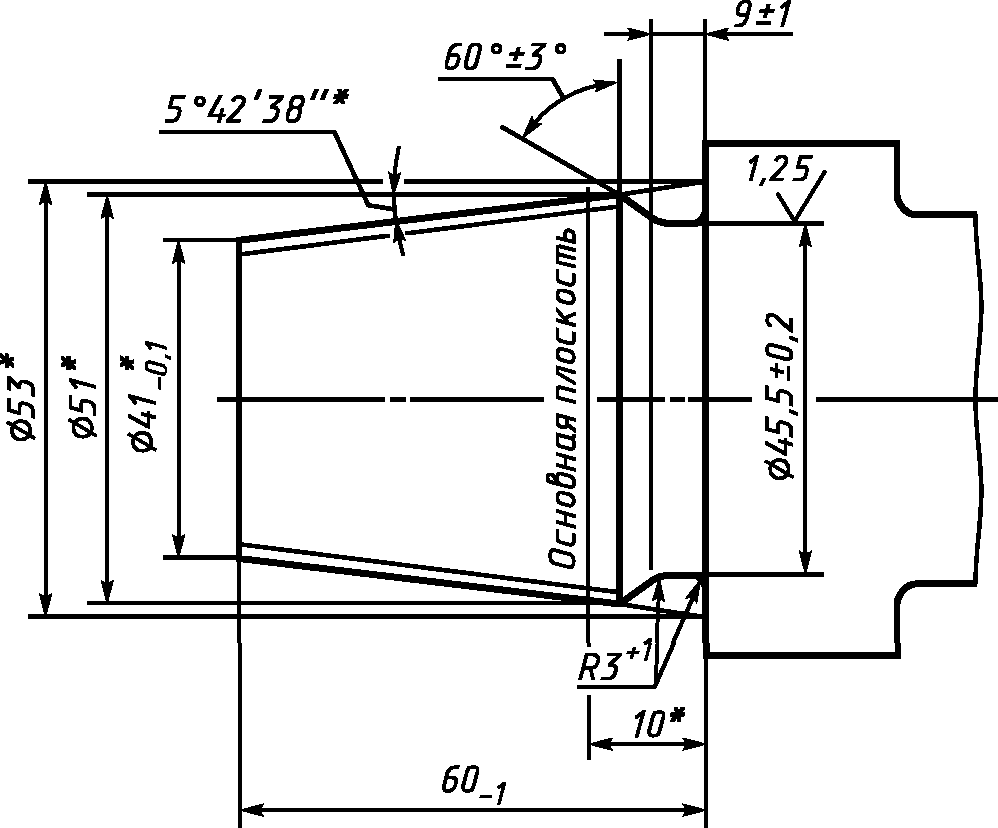
1.2. По заказу потребителя муфты замков должны изготовляться с кольцевой проточкой вместо прорезей «под ключ» со стороны замковой резьбы. Размеры проточки указаны на черт. 3.

Черт. 3
П римечание. По согласованию с потребителем и разработчиком форма и размеры проточки могут быть изменены. При этом диаметр проточки должен быть не менее 49,8 мм.
(Измененная редакция, Изм. № 1).
1.3. Замки должны изготовляться в двух исполнениях:
правые — с правой замковой резьбой и с правой резьбой для соединения с бурильными трубами; левые — с левой замковой резьбой и с левой резьбой для соединения с бурильными трубами. Примеры условных обозначений:
Замка с правой резьбой:
Замок 3-50 ГОСТ 7918-75 То же, с левой резьбой и муфтой с кольцевой проточкой:
Замок 3-50ЛКГОСТ 7918-75
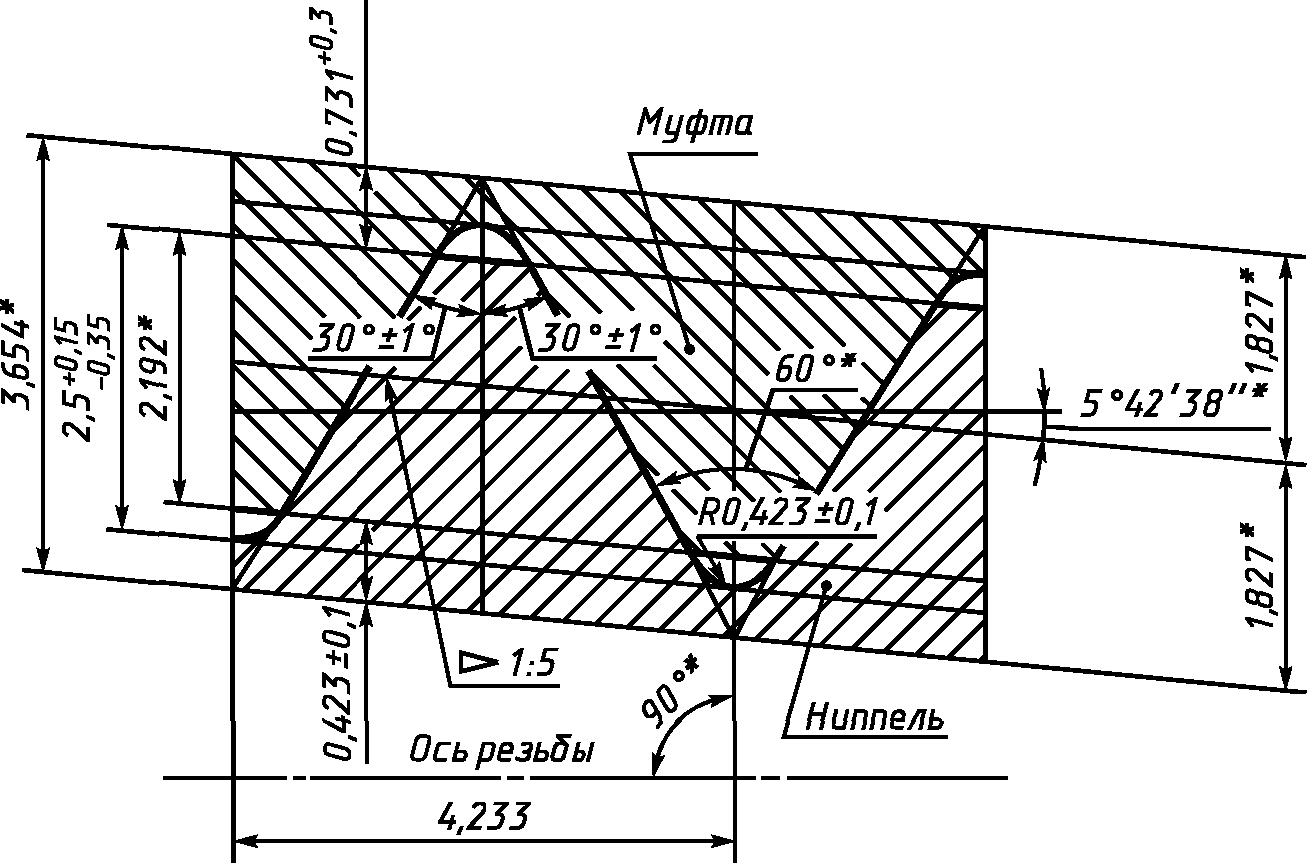
1.4. Профиль и размеры замковой резьбы ниппеля и муфты должны соответствовать указанным на черт. 4—6.
Размеры для справок. Черт. 4
Размеры для справок. Черт. 5
римечание к черт. 4,
Размеры для справок.
5. Средний диаметр резьбы в основной плоскости 48,808* мм.
Черт. 6
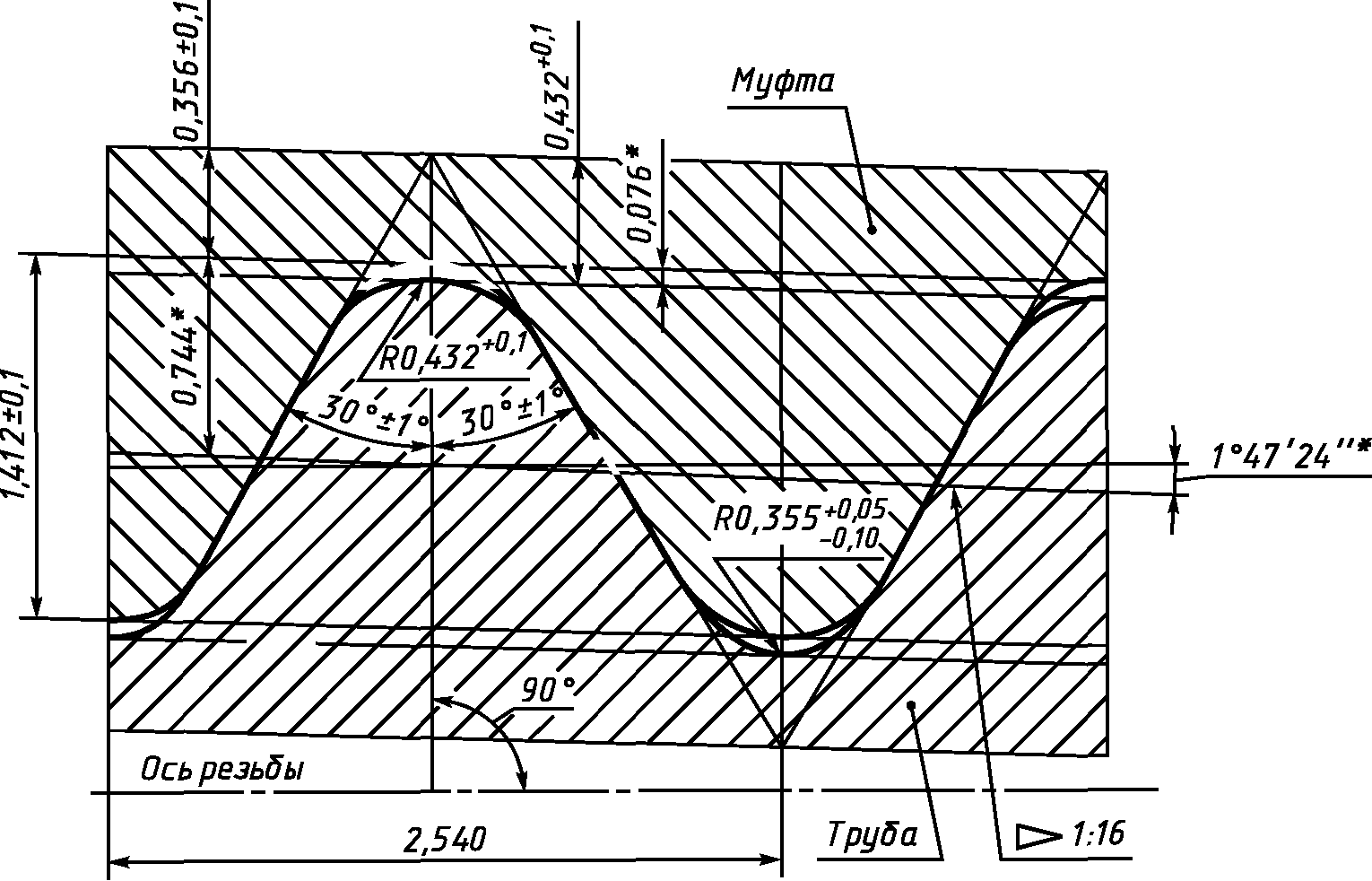
1.5. Профиль и размеры трубной резьбы ниппеля и муфты должны соответствовать указанным на черт. 7 и 8.
Оснобная плоскость
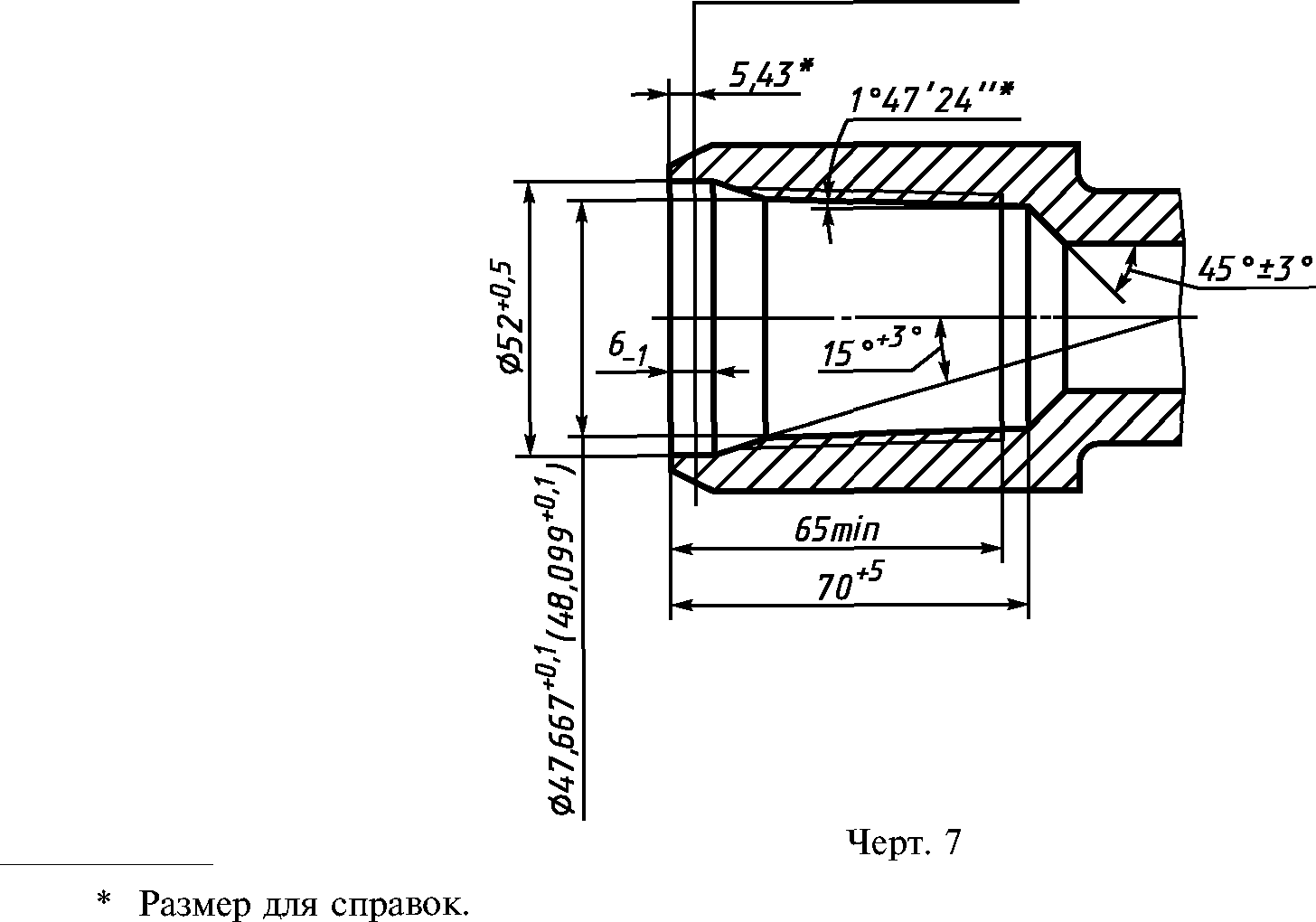
Примечание. Средний диаметр резьбы в основной плоскости 48,664 мм*.
* Размеры для справок.
Черт. 8
Допускается изготовление трубной резьбы с плоским срезом вершин профиля в соответствии с черт. 9.
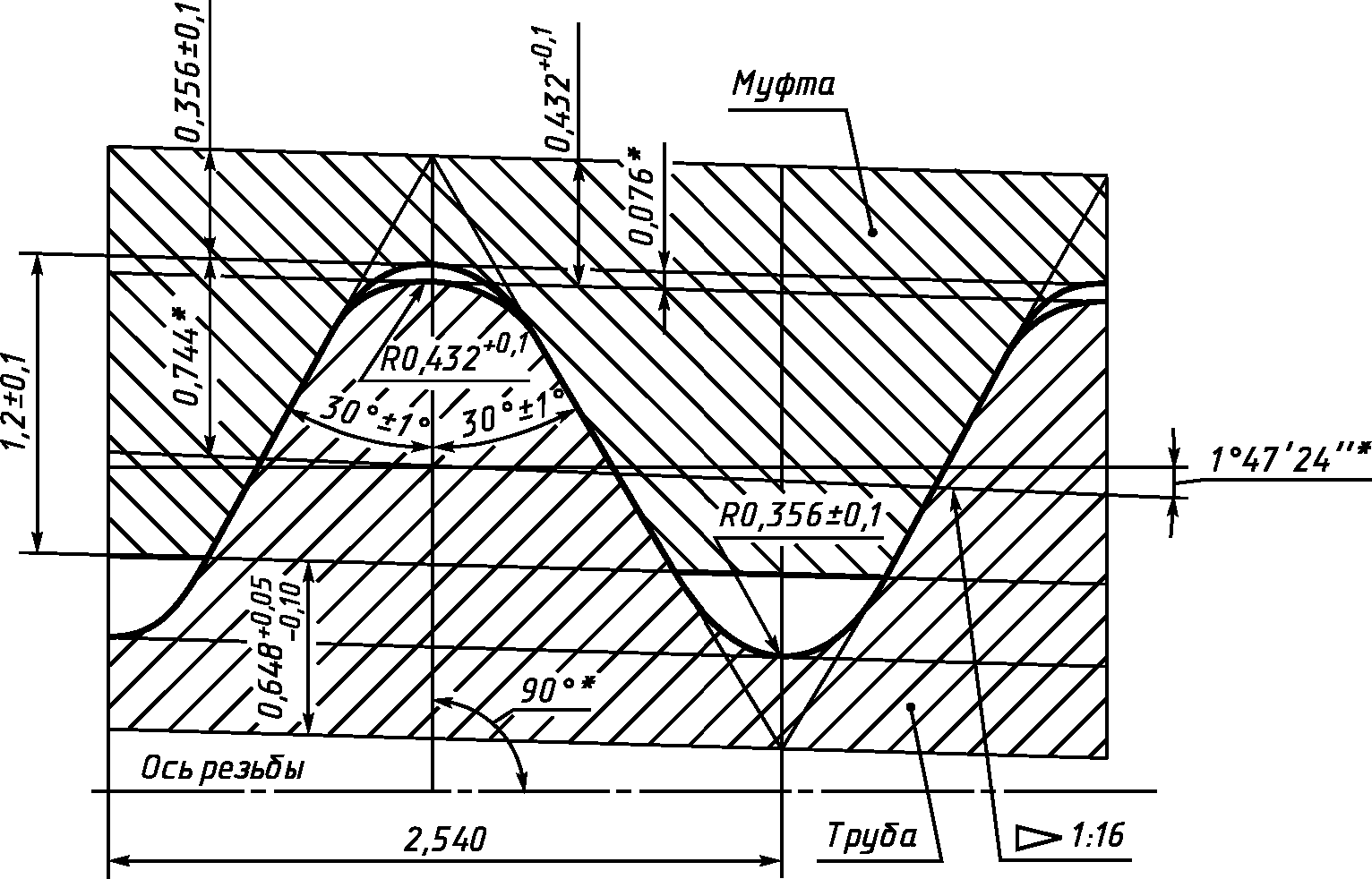
* Размеры для справок.
Черт. 9
1.4, 1.5. (Измененная редакция, Изм. № 1, 3).
1.6. Предельные отклонения шага и конусности резьбы не должны превышать значений, указанных в таблице.
мм
Элементы профиля резьбы | Предельное отклонение на длине | |
25,4 | 60 | |
Шаг | ± 0,05 | ± 0,10 |
Конусность (по наружному, среднему и внутреннему диаметрам) | ± 0,08 | ± 0,16 |
Примеры условных обозначений
Замковой правой резьбы:
Резьба 3-50 ГОСТ 7918-75
Трубной левой резьбы:
Резьба Т-50Л ГОСТ 7918-75
1.7. Параметры шероховатости поверхностей резьбы по ГОСТ 2789 должны быть: Rz <40 мкм — плоскорезанных вершин; Rz <20 мкм — боковых сторон витков, закруглений вершин и впадин.
(Введен дополнительно, Изм. № 1).
1.8. Масса замка, кг, не более — 7,1.
(Введен дополнительно, Изм. № 2).
1.9. Допускается увеличивать диаметр отверстия до 31 мм на участках, расположенных на расстоянии не более 140 мм от торца ниппеля со стороны трубной резьбы и не более 185 мм от торца муфты со стороны трубной резьбы; в месте перехода от поверхности отверстия к конической поверхности допускается закругление радиусом не более 3 мм.
Параметр шероховатости поверхности отверстия штампованных муфт и ниппелей — Rz 80, параметр шероховатости переходных отверстий в местах увеличения диаметра — Rz 200.
(Введен дополнительно, Изм. № 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Замки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Замки должны изготовляться из стали 40ХН по ГОСТ 4543, механические свойства которой после термообработки должны быть не ниже следующих:
предел прочности при растяжении, кгс/мм2....................90
предел текучести при растяжении, кгс/мм2....................70
относительное удлинение, %...........................15
относительное сужение, %............................50
ударная вязкость при 20 °С, кгс/см2.......................12
твердость, HRC3 (НВ).............................. 28 (262)
2.3. Наружная поверхность муфт и ниппелей должна быть подвергнута индукционной термообработке на глубину 1,5... 2,5мм до твердости, не менее 49,5 HRC3. При этом участки длиной 50—65 мм со стороны торца замковой резьбы муфты и 30 ...35мм со стороны трубной резьбы ниппеля и муфты индукционной термообработке не подлежат.
Допускается закалка наружной поверхности отдельными поясками, размеры которых указываются в рабочих чертежах.
П римечание. Наружная поверхность муфт и ниппелей левых замков индукционной термообработке не подлежит.
2.2, 2.3. (Измененная редакция, Изм. № 1, 2).
2.4. Замковая резьба 3—50 ниппеля и муфты должна быть подвергнута индукционной термообработке на глубину от 3,3 до 5,0 мм от вершины профиля до твердости 49—57HRC3 в зоне от второго до десятого витков, считая от заходного витка. После индукционной термообработки для снятия внутренних напряжений детали должны быть подвергнуты низкому отпуску или операции, его заменяющей.
(Измененная редакция, Изм. № 3).
2.5. Проточка и впадины замковой резьбы ниппелей (для сглаживания микроподрезов и неровностей) должны быть обкатаны роликами до индукционной термообработки. Шероховатость поверхностей после обкатки — Ra 1,25 мкм.
2.6. Отклонение от соосности резьб каждой детали (ниппеля или муфты) не должно превышать 0,1 мм на 100 мм длины.
(Измененная редакция, Изм. № 1).
2.7. Расстояние между упорным торцом муфты и упорным уступом ниппеля замка, свинченного от руки (натяг в паре), должно быть не более 0,5 мм.
2.8. Поверхности упорного уступа ниппеля замка и упорного торца муфты должны быть без заусенцев, забоин и других дефектов, нарушающих прочность и герметичность соединения. Не допускается нанесение на эти поверхности каких-либо знаков маркировки.
2.9. На замках не должно быть трещин, волосовин, плен, раковин и расслоений.
Вырубка, заварка и заделка дефектных мест не допускаются.
2.10. Заходные нитки замковой резьбы должны быть притуплены до полного профиля. Допускается притупление заходной нитки замковой резьбы муфты в виде скоса под углом 30°—35° к оси резьбы.
2.11. Замки должны быть оцинкованы или фосфатированы. Цинковое фосфатное покрытие — по ГОСТ 9.306. Толщина слоя цинкового покрытия — 15 ... 24 мкм.
2.12. В комплект замка должны входить ниппель и муфта, плотно свинченные от руки.
2.13. Средняя наработка замковой резьбы до отказа Тср — не менее 800 циклов механизированного свинчивания-развинчивания.
Установленная безотказная наработка Ту — не менее 500 циклов механизированного свинчивания-развинчивания.
Признаком отказа замковой резьбы является ее износ, характеризующийся уменьшением числа оборотов деталей замка, необходимых для его полного свинчивания до 2,5 оборотов.
(Измененная редакция, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия замков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные и периодические испытания.
3.2. Приемосдаточным испытаниям подвергают 0,5 % от партии замков, но не менее 5 шт. За партию принимается суточный выпуск.
При приемосдаточных испытаниях проверяют все параметры и размеры замков, установленные настоящим стандартом.
Результаты испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 1).
3.3. Периодические испытания проводят не реже одного раза в два года. Объем партии — не менее 2000 замков.
Проверку показателей надежности (п. 2.13) проводят в стендовых условиях не менее чем на 29 замках по методике ускоренных испытаний, согласованной с потребителем.
(Измененная редакция, Изм. № 1, 3).
3.4. При периодических испытаниях проверяют:
элементы профиля резьбы (пп. 1.4—1.6);
качество термообработки (пп. 2.2—2.4);
отклонение от соосности резьб и натяг в паре (пп. 2.6, 2.7);
качество поверхности замков (пп. 2.8—2.9).
Испытаниям подвергают следующее число замков от партии, прошедшей приемосдаточные испытания, но не менее:
1 % — по пп. 1.4—1.6, 2.2, 2.3;
2 % — по пп. 2.6, 2.7, 2.9;
0,5 % — по пп. 2.4, 2.5;
100 % — по п. 2.8.
(Измененная редакция, Изм. № 1).
3.5. (Исключен, Изм. № 1).
3.6. При неудовлетворительных результатах приемосдаточных и периодических испытаний хотя бы по одному из показателей должны проводиться повторные испытания на удвоенном количестве замков из той же партии.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Измененная редакция, Изм. № 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Сталь для замков должна быть подвергнута входному контролю по химическому составу, микроструктуре и твердости (пп. 2.2—2.4) по ГОСТ 4543.
Для химического анализа отбирают не менее двух образцов от каждой плавки.
4.2. Механические свойства стали для изготовления замков должны проверяться на образцах, вырезанных вдоль ниппеля и муфты. Образцы должны вырезаться методом, при котором не изменялись бы структура и механические свойства стали. Для разрезки отбирают не менее трех деталей, изготовленных из стали каждой плавки.
Предел прочности, предел текучести, относительное удлинение и относительное сужение должны определяться по ГОСТ 1497.
Испытание на ударную вязкость должно проводиться по ГОСТ 9454.
Твердость должна проверяться по ГОСТ 9012 или ГОСТ 9013.
(Измененная редакция, Изм. № 3).
4.3. Твердость наружной поверхности после термообработки (п. 2.3) проверяют в любом месте детали в зоне закалки, кроме прорезей «под ключ» (кольцевой проточки).
4.4. Для контроля глубины, микроструктуры и твердости закаленного слоя замковой резьбы, а также глубины закаленного слоя наружной поверхности деталей должны изготовляться продольные или поперечные шлифы, аналогичные шлифам по ГОСТ 1763. Глубину закаленного слоя измеряют до исходной структуры. Глубину закаленного слоя и твердость замковой резьбы проверяют на 2-м и 10-м витках, считая от заходного. При этом твердость проверяют в середине витка на расстоянии 1—1,5 мм от вершины профиля.
Контрольные шлифы должны иметь соответствующую маркировку и храниться в течение 1 года.
Допускается применение неразрушающих методов контроля при условии, что их надежность не ниже чем надежность вышеуказанного метода. При этом контролю должны подвергаться все детали.
4.5. Отклонение от перпендикулярности упорных поверхностей и торцов деталей должно проверяться универсальным мерительным инструментом или специальными приборами, обеспечивающими заданную точность.
4.4, 4.5. (Измененная редакция, Изм. № 1).
4.6. Конусность по среднему диаметру резьбы, шаг, угол профиля и глубина резьбы должны проверяться универсальным мерительным инструментом или специальными приборами, обеспечивающими заданную точность.
4.7. Отклонение от соосности резьб ниппеля и муфты проверяют следующим образом. Деталь навинчивают на оправку специального приспособления, а на другую резьбу навинчивают вторую оправку. Обе оправки должны иметь шлифованную цилиндрическую поверхность длиной 100 мм, соосную с резьбой. Вращая деталь индикатором часового типа, определяют биение на конце второй оправки.
4.8. Замковая резьба каждого ниппеля должна проверяться резьбовым калибром-кольцом по нормативно-технической документации, утвержденной в установленном порядке.
Измерительная плоскость калибра-кольца при плотном навинчивании его от руки на ниппель не должна доходить до упорного уступа на расстояние Ю+0’4 мм.
Малый торец резьбы ниппеля должен совпадать с торцом калибра-кольца или утопать относительно него не более чем на 1,8 мм.
4.9. Замковая резьба каждой муфты должна проверяться резьбовым калибром-пробкой по нормативно-технической документации, утвержденной в установленном порядке.
Измерительная плоскость калибра-пробки при плотном свинчивании от руки с муфтой должна совпадать с упорным торцом или утопать относительно него не более чем на 0,3 мм.
4.8, 4.9. (Измененная редакция, Изм. № 1, 3).
4.10. Трубная резьба ниппеля и муфты должна проверяться резьбовым калибром-пробкой по нормативно-технической документации, утвержденной в установленном порядке.
Измерительная плоскость калибра-пробки при плотном свинчивании от руки с муфтой или ниппелем должна находиться на расстоянии 6,5 ± 1,9 мм от торца детали.
(Измененная редакция, Изм. № 3).
4.11. Контроль слоя цинка или фосфатного покрытия на резьбе должен проводиться по ГОСТ 9.302. При этом толщина слоя цинка должна проверяться в одной точке на боковой поверхности витка.
4.12. Определение массы замка должно проводиться путем взвешивания на весах по ГОСТ 29329.
(Введен дополнительно, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА И ХРАНЕНИЕ
5.1. На лысках ниппеля и муфты каждого замка (в средней части) должно быть нанесено:
товарный знак предприятия-изготовителя;
условное обозначение замка;
год и месяц выпуска;
обозначение настоящего стандарта.
(Измененная редакция, Изм. № 1).
5.2. На ниппелях и муфтах замков с левыми резьбами должны быть проточены опознавательные пояски по наружному диаметру в месте расположения прорезей «под ключ». Пояски должны иметь ширину 5+1’° мм и глубину 1+0>5 мм.
5.3. Перед упаковкой все замки должны быть покрыты антикоррозионной смазкой по ГОСТ 9.014.
5.4. Каждая партия замков должна сопровождаться этикеткой по ГОСТ 2.601. Этикетка должна содержать:
наименование и товарный знак предприятия-изготовителя;
условное обозначение замка;
год и месяц выпуска;
обозначение настоящего стандарта.
5.3, 5.4. (Измененная редакция, Изм. № 1).
5.5. Замки должны храниться в закрытом помещении.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель должно гарантировать соответствие замков требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения и эксплуатации, установленных настоящим стандартом и эксплуатационной документацией по ГОСТ 2.601.
6.2. Гарантийная наработка замковой резьбы не менее 500 циклов механизированного свинчивания-развинчивания и затяжки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством геологии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.03.75 № 628
3. ВЗАМЕН ГОСТ 7918-64
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.601-95 | 5.4, 6.1 |
ГОСТ 9.014-78 | 5.3 |
ГОСТ 9.302-88 | 4.11 |
ГОСТ 9.306-85 | 2.11 |
ГОСТ 1497-84 | 4.2 |
ГОСТ 1763-68 | 4.4 |
ГОСТ 2789-73 | 1.7 |
ГОСТ 4543-71 | 2.2, 4.1 |
ГОСТ 9012-59 | 4.2 |
ГОСТ 9013-59 | 4.2 |
ГОСТ 9454-78 | 4.2 |
ГОСТ 29329-92 | 4.12 |
5. Ограничение срока действия снято по протоколу № 3—93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6—93)
6. ИЗДАНИЕ (август 2006 г.) с Изменениями 1, 2, 3, утвержденными в ноябре 1979 г., декабре 1986 г., июле 1988 г. (ИУС 12-79, 3-87, 11-88)
Редактор М.И. Максимова Технический редактор В.Н. Прусакова Корректор В.Е. Нестерова Компьютерная верстка Л.А. Круговой
Сдано в набор 04.08.2006. Подписано в печать 07.09.2006. Формат 60 х 84 У8. Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ. л. 1,40. Уч.-изд. л. 1,00. Тираж 74 экз. Зак. 631. С 3240.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер., 4. Набрано во ФГУП «Стандартинформ» на ПЭВМ
Отпечатано в филиале ФГУП «Стандартинформ» — тип. «Московский печатник», 105062 Москва, Лялин пер., 6
{kind=link}