ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КЛЮЧИ КОРОНОЧНЫЕ ШАРНИРНЫЕ
ГОСТ 10465-74
Издание официальное
Цена 4 коп.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН Специальным конструкторским бюро научно-производственного объединения «Геотехника» (СКБ НПО «Геотехника»)
Зам. генерального директора Комиссаров И. Г.
Руководители темы: Граф Л. Э.Р Семенов В. А.
Исполнители: Дьяков А. Д., Болотинский М. Л„ Мякин Б. А., Ммтнева Э. Ф.
ВНЕСЕН Министерством геологии СССР
Зам. министра Щеглов А. Д.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Директор Верченко В. Р.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24 октября 1974 г. № 2394
УДК 621.883,6(083.74) Группа Г41
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ
10465—74
КЛЮЧИ КОРОНОЧНЫЕ ШАРНИРНЫЕ
Pivoted core bit tongs
Взамен
ГОСТ 10465—63
Постановлением Государственного комитета стандартов Совета Министров СССР от 24 октября 1974 г. № 2394 срок действия установлен
с 01-01 1976 г. до 01,01 1981 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на шарнирные короночные ключи, предназначенные для удержания, навинчивания и отвинчивания вручную твердосплавных и алмазных коронок, корпусов кернорвателей, колонковых труб, переходников и других деталей колонковых наборов.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
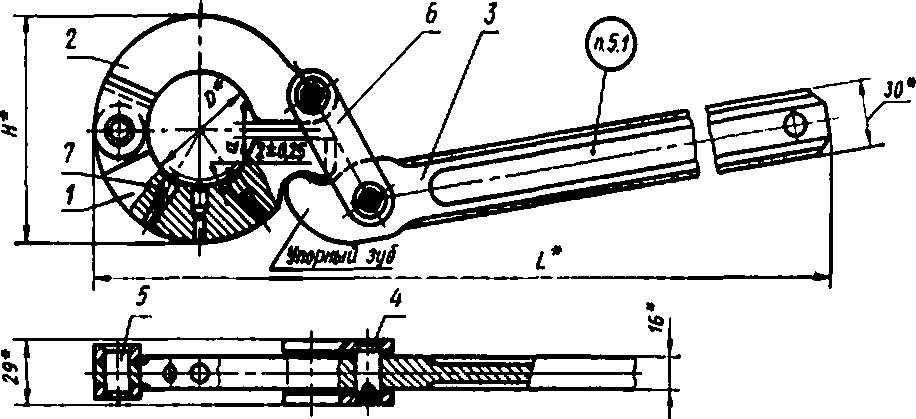
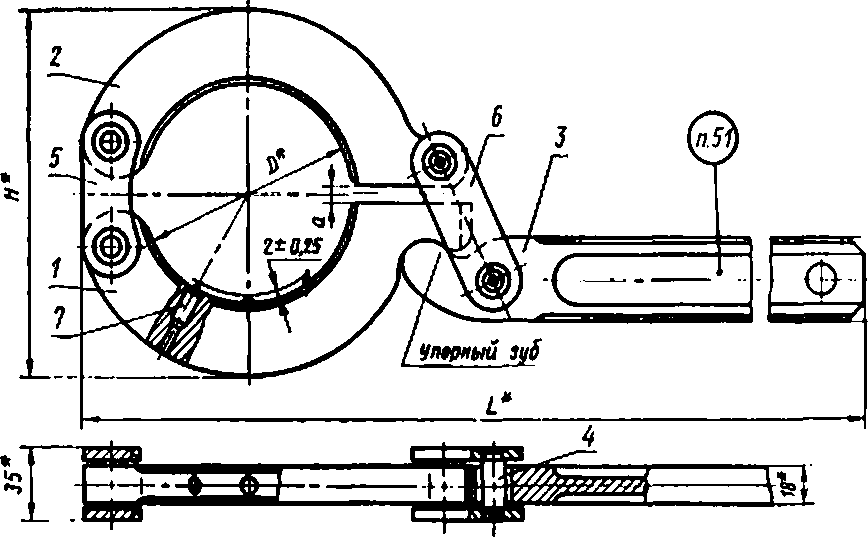
1.1. Основные параметры и размеры короночных ключей должны соответствовать указанным на черт. 1 и 2 и в табл. 1.
Издание официальное
Перепечатка воспрещена
©Издательство стандартов, 1974
Ключи для коронок диаметром от Зв до 76 мм
Стр. 2 ГОСТ 10465— 74
Ключи коронок диаметром от 93 до 161 мм
ГОСТ 1В465—74 Стр.
Стр. 4 ГОСТ 10465—U
Та блица 1
Размеры в мм
Диаметры коронок, зажимаемых ключом | D | L | н | a (пред, откл. +0,9) | Максимально допустимый крутящий момент, Н*м (кгс-м) | Масса, к*1** не более | |
36 | 34,5 | 440 | 85 | 7 | 1,0 | ||
46 | 44,5 | 450 | 95 | 820 (85) | 2,0 | ||
59 | 57,5 | 465 | 108 | 6 | 2,1 | ||
76 | 74,0 | 485 | 130 | 2,5 | |||
93 | 91,0 | 610 | 150 | 7 | 3,9 | ||
112 | 110,0 | 626 | 176 | 1200 (125) | 4,4 | ||
132 | 130,0 | 745 | 199 | 8 | 4,8 | ||
151 | 149,0 | 770 | 218 | 5,2 |
Пример условного обозначения ключа для коронки диаметром 93 мм:
КК93 ГОСТ 10465—74
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Короночные ключи должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Марка материала и твердость деталей ключей должны соответствовать указанным в табл. 2.
Таблица 2
Наименование деталей | Марка материала | Твердость HRC |
Скоба, рукоятка, накладка | Сталь 40Х | 35... 42 |
Ось | по ГОСТ 4543—71 | 22. . .30 |
Твердосплавная вставка | ВК 15 по ГОСТ 3882—67 | — |
2.3. Допускается применять материалы других марок с механическими свойствами не ниже, чем у материалов, указанных в табл. 2.
2.4. Скобы и рукоятки должны изготовляться из поковок Гр. П-НВ 174—217 по ГОСТ 8479—70. Предельные отклонения — по ГОСТ 7505—74, ГОСТ 7062—67 и ГОСТ 7829—70.
2.5. Ключи должны иметь прочность, обеспечивающую при испытаниях передачу крутящих моментов, указанных в табл. 1.
2.6. Шероховатость поверхностей деталей ключа по ГОСТ 2789—73 не должна быть более:
отверстий под твердосплавные вставки и наружных цилиндрических поверхностей осей — Ra = 2,5 мкм;
отверстий под оси в скобах, накладке и рукоятке и прилегающих поверхностей упорного зуба рукоятки — Rz=20 мкм;
остальных механически обрабатываемых поверхностей — Rz = 80 мкм.
2.7. На поверхностях деталей ключей, не подвергаемых механической обработке, не допускаются дефекты, снижающие прочность и ухудшающие внешний вид ключей. Расслоения, трещины, заковы, плены и другие подобные дефекты не допускаются.
2.8. Скобы и рукоятка ключей должны вращаться на осях при усилии не более 19,6 Н (2 кгс).
2.9. Непараллельность рабочих граней твердосплавных вставок относительно продольной оси контрольной оправки — не более 5°.
2.10. В комплект ключа должны входить три запасных твердосплавных вставки.
2.11. Ключи должны быть окрашены в серо-голубой или светло-серый цвет эмалью марки ПФ-133 по ГОСТ 926—63 или ПФ-115 по ГОСТ 6465—63. Класс покрытия IV по ГОСТ 9894—61.
2.12. Срок службы ключей — не менее 500 станко-смен бурения при крутящих моментах, не превышающих 730 Н*м (75кгс*м).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия ключей требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные и периодические испытания.
3.2. Приемо-сдаточные испытания должны проводиться при следующих объемах выборок:
по пп. 1.1; 2.7 — 10% от партии, но не менее 5 шт;
по п. 2.5 — 1 % от партии, но не менее 2 шт;
по пп. 2.2; 2.6; 2.8—2,11 —5% от партии, но не менее 3 шт.
Результаты испытаний должны распространяться на всю партию.
Партия должна состоять из ключей одного размера, из одних и тех же марок материалов, изготовленных по одному технологи* ческому процессу и одновременно предъявленных к приемке.
Стр. 6 ГОСТ 10465—74
3.3. Периодические испытания должны проводиться не менее чем на 5 ключах одного размера не реже двух раз в год.
3.4. При периодических испытаниях должны проверяться все параметры и характеристики ключей, установленных настоящим стандартом, кроме п. 2.12.
3.5. Результаты периодических испытаний должны быть оформлены в виде протокола. По требованию потребителя предприятие-изготовитель должно предъявить протоколы испытаний.
3.6. Проверка срока службы ключей (п. 2.12) должна проводиться не менее чем на 6 ключах каждого размера не реже одного раза в два года в процессе подконтрольной эксплуатации в опорных пунктах (геологических организациях), утвержденных Министерством геологии СССР.
Результаты подконтрольной эксплуатации должны быть оформлены протоколом.
3.7. При неудовлетворительных результатах испытаний хотя бы по одному из показателей должны проводиться повторные испытания на удвоенном количестве ключей той же партии.
Результаты повторных испытаний являются окончательными.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры и шероховатость поверхностей ключей должны проверяться универсальными средствами измерения.
4.2. Проверка твердости ключей —по ГОСТ 9013—59.
4.3. Испытание ключей на прочность должно проводиться путем захвата корпуса твердосплавных коронок или оправок (твердостью НВ^207) диаметром, указанным в табл. 3, и приложения крутящего момента, указанного в табл. 1. Нагрузка должна прилагаться к рукоятке в течение 4 мин.
Таблица 3
ми
Диаметры коронок, зажимаемых ключом | 36 | 46 | 59 | 76 | 93 | 112 | 132 | 151 |
Диаметры корпусов коронок (оправок) | *4-0.34 | 0,40 | 73-0,40 | ^-0.40 | Ю9-0.46 | *29-0.53 | 143-0.53 |
При испытании контактирование всех твердосплавных вставок с корпусом коронки (оправки) обязательно.
После испытаний у ключей не должно быть остаточных деформаций, выкрашивания и сколов твердосплавных вставок» трещин в деталях ключа и прочих повреждений.
4.4. При обнаружении после испытаний в деталях ключа дефектов эти детали должны заменяться новыми и проводиться повторные испытания удвоенного количества ключей.
4.5. Подвижность деталей ключей в шарнирном соединении должна проверяться неподвижным закреплением одной из деталей и приложением усилия, указанного в п. 2.8, к другим деталям.
4.6. Непараллельность рабочих граней твердосплавных вставок (п. 2.8) следует проверять по контактному пятну, оставляемому твердосплавными вставками на наружной поверхности контрольной оправки при захвате ее ключом.
4.7. Внешний вид защитно-декоративных покрытий должен проверяться осмотром невооруженным глазом.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На боковой поверхности рукоятки ключа должна быть четко нанесена маркировка:
а) товарного знака предприятия-изготовителя;
б) обозначения ключа;
в) даты выпуска (месяц и две последние цифры года);
г) обозначение настоящего стандарта.
5.2. Консервация и внутренняя упаковка ключей по ГОСТ 13168—69 для категории условий хранения С. Срок консервации — 1 год.
5.3. В качестве транспортной тары должны применяться деревянные ящики по ГОСТ 2991—69 и ГОСТ 15841—70.
5.4. Масса ящика брутто — не более 80 кг.
5.5. Маркировка транспортной тары — по ГОСТ 14192—71.
5.6. В каждый ящик должен вкладываться документ, удостоверяющий соответствие ключей требованиям настоящего стандарта.
Документ должен содержать:
а) наименование предприятия-изготовителя;
б) обозначение ключей;
в) дату выпуска;
г) количество ключей в таре;
д) результаты испытаний;
е) штамп технического контроля или подпись.
Стр. 8 ГОСТ 10465—74
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. При испытании ключей необходимо руководствоваться «Правилами безопасности при геологоразведочных работах», утвержденными Госгортехнадзором СССР 7 декабря 1971 г.
6.2. При надевании ключа на коронку упорный зуб рукоятки должен полностью входить в паз скобы.
6.3. Удлинение рукояток ключей может быть произведено путем плотного надевания на них бесшовных патрубков, не имеющих каких-либо повреждений. Длина сопряжения не должна быть менее 0,2 м. Общая длина плеча не должна превышать 2 м.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие короночных ключей требованиям настоящего стандарта.
7.2. Гарантийная наработка — 300 станко-смен бурения с момента ввода в эксплуатацию.
Редактор А. Л, Владимиров Технический редактор Г. А, Гаврилкина Корректор А. Г. Старостин
Сдано в наб. 05.11.74 Подп. в печ. 23.12.74 0,75 □. л. Тир. 10550 Цена 4 коп.
Издательство стандартов. Москва, Д-22, Новопресвенский пер., 3
Тяп. «Московский печатнях». Москва, Лялин пер., 6. Зак. 2265
{kind=link}