ГОСТ 9051-68*
Группа Г27
7006-1100
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИНТЫ НАЖИМНЫЕ С ЦИЛИНДРИЧЕСКИМ КОНЦОМ И ШЕСТИГРАННЫМ УГЛУБЛЕНИЕМ "ПОД КЛЮЧ" ДЛЯ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Конструкция
Hexagon socket dog point pressure screws
for machine retaining devices. Design
Дата введения 1969-01-01
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 2 января 1968 г. Дата введения установлена 01.01.69
Постановлением Госстандарта от 16.05.89 N 1237 снято ограничение срока действия
ВЗАМЕН ГОСТ 9051-59
* ПЕРЕИЗДАНИЕ (декабрь 1998 г.) с Изменениями N 1, 2, утвержденными в июне 1980 г., мае 1989 г. (ИУС 9-80, 8-89)
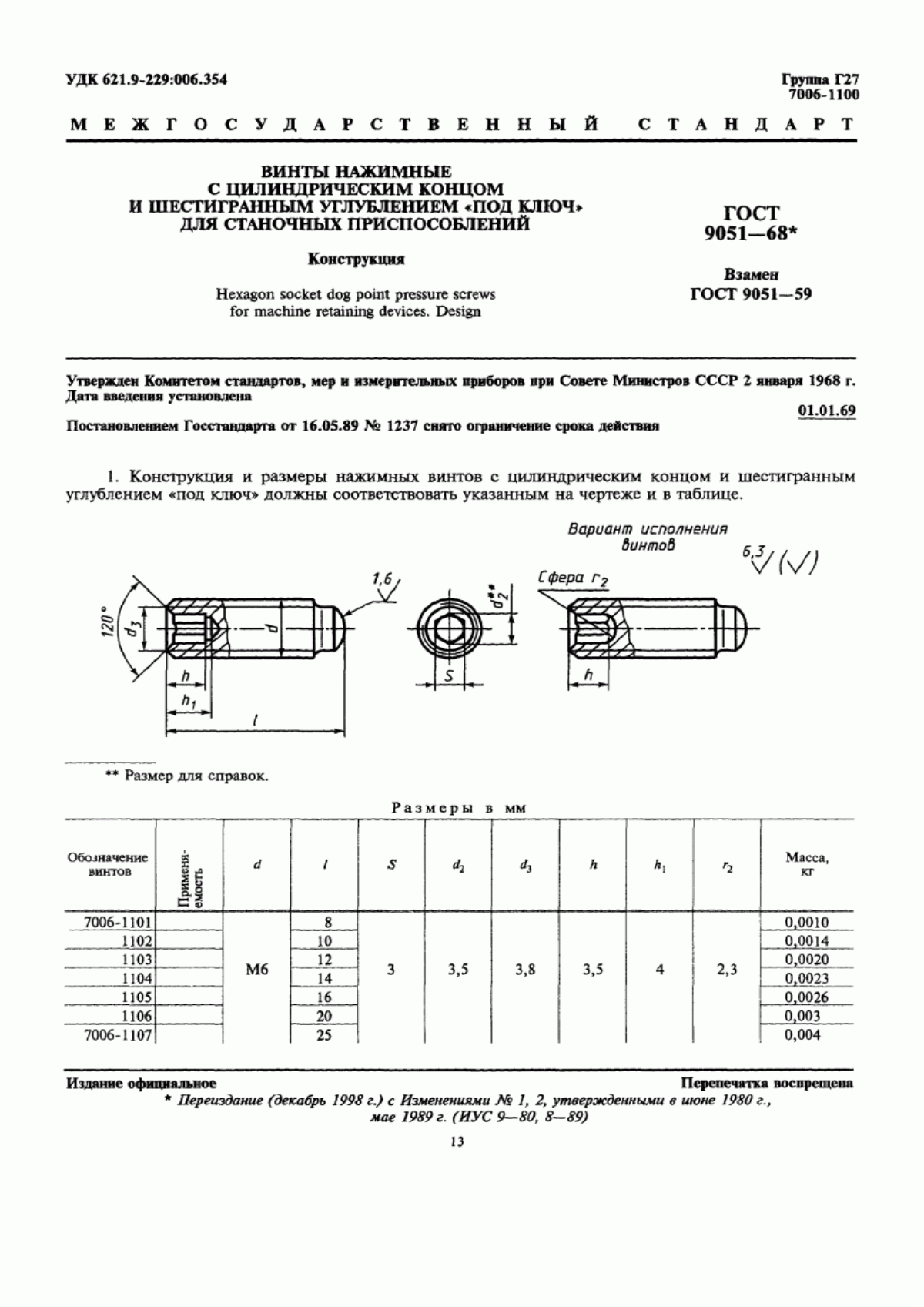
1. Конструкция и размеры нажимных винтов с цилиндрическим концом и шестигранным углублением "под ключ" должны соответствовать указанным на чертеже* и в таблице.
________________
* Письмом Росстандарта от 07.09.2022 г. N 2333-ОГ/03 разъясняется, что "В чертеже ГОСТ 9051-68 допущена опечатка". Необходимо использовать винт с цилиндрическим концом. - .

___________
** Размер для справок.
Размеры в мм
Обозначение винтов | Применяемость | Масса, кг | ||||||||
7006-1101 | М6 | 8 | 3 | 3,5 | 3,8 | 3,5 | 4 | 2,3 | 0,0010 | |
1102 | 10 | 0,0014 | ||||||||
1103 | 12 | 0,0020 | ||||||||
1104 | 14 | 0,0023 | ||||||||
1105 | 16 | 0,0026 | ||||||||
1106 | 20 | 0,003 | ||||||||
7006-1107 | 25 | 0,004 | ||||||||
1108 | М8 | 10 | 4 | 4,6 | 5,0 | 4,0 | 5 | 3,0 | 0,002 | |
1109 | 12 | 0,0028 | ||||||||
1110 | 14 | 0,003 | ||||||||
1111 | 16 | 0,004 | ||||||||
1112 | 20 | 0,005 | ||||||||
1113 | 25 | 0,007 | ||||||||
1114 | 30 | 0,008 | ||||||||
1115 | М10 | 12 | 5 | 5,8 | 6,0 | 5,0 | 6 | 4,0 | 0,004 | |
1116 | 14 | 0,005 | ||||||||
1117 | 16 | 0,006 | ||||||||
1118 | 20 | 0,008 | ||||||||
1119 | 25 | 0,011 | ||||||||
1120 | 30 | 0,013 | ||||||||
1121 | 35 | 0,016 | ||||||||
1122 | 40 | 0,018 | ||||||||
1123 | М12 | 16 | 6 | 6,9 | 7,0 | 7,0 | 8 | 4,75 | 0,008 | |
1124 | 20 | 0,011 | ||||||||
1125 | 25 | 0,015 | ||||||||
1126 | 30 | 0,018 | ||||||||
1127 | 35 | 0,022 | ||||||||
1128 | 40 | 0,025 | ||||||||
1129 | 45 | 0,029 | ||||||||
1130 | 50 | 0,033 | ||||||||
1131 | М16 | 25 | 8 | 9,2 | 9,5 | 9,0 | 10 | 6,5 | 0,026 | |
1132 | 30 | 0,033 | ||||||||
1133 | 35 | 0,040 | ||||||||
1134 | 40 | 0,046 | ||||||||
1135 | 45 | 0,053 | ||||||||
1136 | 50 | 0,060 | ||||||||
1137 | 55 | 0,066 | ||||||||
1138 | 60 | 0,073 | ||||||||
1139 | 70 | 0,086 | ||||||||
1140 | М20 | 30 | 10 | 11,5 | 12,0 | 11,0 | 13 | 8,5 | 0,049 | |
1141 | 35 | 0,059 | ||||||||
1142 | 40 | 0,070 | ||||||||
1143 | 45 | 0,080 | ||||||||
1144 | 50 | 0,090 | ||||||||
1145 | 55 | 0,101 | ||||||||
1146 | 60 | 0,111 | ||||||||
1147 | 70 | 0,132 | ||||||||
7006-1148 | 80 | 0,153 | ||||||||
7006-1149 | М24 | 35 | 12 | 13,8 | 14,0 | 13,0 | 15 | 9,5 | 0,086 | |
1150 | 40 | 0,101 | ||||||||
1151 | 45 | 0,116 | ||||||||
1152 | 50 | 0,131 | ||||||||
1153 | 55 | 0,146 | ||||||||
1154 | 60 | 0,161 | ||||||||
1155 | 70 | 0,191 | ||||||||
1156 | 80 | 0,221 | ||||||||
1157 | 90 | 0,251 | ||||||||
1158 | 100 | 0,281 | ||||||||
1159 | М30 | 45 | 14 | 16,2 | 17,0 | 16,0 | 18 | 11,0 | 0,177 | |
1160 | 50 | 0,201 | ||||||||
1161 | 55 | 0,225 | ||||||||
1162 | 60 | 0,249 | ||||||||
1163 | 70 | 0,296 | ||||||||
1164 | 80 | 0,343 | ||||||||
1165 | 90 | 0,390 | ||||||||
1166 | 100 | 0,438 | ||||||||
1167 | 110 | 0,485 | ||||||||
7006-1168 | 125 | 0,556 |
Пример условного обозначения нажимного винта с цилиндрическим концом и шестигранным углублением "под ключ" размерами =М6,
=8 мм:
Винт 7006-1101 ГОСТ 9051-68
(Измененная редакция, Изм. N 1, 2).
2. Материал - сталь марки 45 по ГОСТ 1050-88. Допускается замена на сталь других марок с механическими свойствами не ниже, чем у стали марки 45.
3. Твердость - 35,0...39,5 HRC.
(Измененная редакция, Изм. N 2).
3а. Предельные отклонения размера - по ГОСТ 6424-73.
(Введен дополнительно, Изм. N 2).
4. Неуказанные предельные отклонения размеров: Н14, h14, ±![]() .
.
(Измененная редакция, Изм. N 2).
5. Резьба метрическая - по ГОСТ 24705-81. Поле допуска резьбы - 6g по ГОСТ 16093-81.
4, 5. (Измененная редакция, Изм. N 1, 2).
5а. Размеры фасок для резьбы - по ГОСТ 10549-80.
5б. Размеры концов винтов - по ГОСТ 12414-94.
5а, 5б. (Введены дополнительно, Изм. N 1).
6. Покрытие - Хим. Окс. прм (обозначение покрытия - по ГОСТ 9.306-85).
По соглашению сторон допускается применение защитных покрытий других видов.
7. Остальные технические требования - по ГОСТ 1759.0-87.
8. Маркировать по ГОСТ 18160-72.
9. Пример применения нажимных винтов с цилиндрическим концом и шестигранным углублением "под ключ" указан в приложении.
(Введен дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ
Справочное
ПРИМЕР ПРИМЕНЕНИЯ НАЖИМНЫХ ВИНТОВ С ЦИЛИНДРИЧЕСКИМ КОНЦОМ И ШЕСТИГРАННЫМ
УГЛУБЛЕНИЕМ "ПОД КЛЮЧ"

Текст документа сверен по:
Детали станочных приспособлений: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 1998
{kind=link}