ГОСТ 13433-68*
Группа Г27
7006-0800
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВИНТЫ НАЖИМНЫЕ С ОТВЕРСТИЕМ ПОД РУКОЯТКУ И КОНЦОМ ПОД ПЯТУ
ДЛЯ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Конструкция и размеры
Pressure screws with hole for handle and point for foot for machine retaining devices.
Design and sizes
Дата введения 1969-01-01
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 2 января 1968 г. Срок введения установлен с 01.01.69
ПРОВЕРЕН в 1980 г. Срок действия ограничен до 01.01.90**
_______________
** Ограничение срока действия снято постановлением Госстандарта СССР от 16.05.89 N 1238 (ИУС N 8, 1989 год). - Примечание "КОДЕКС".
ВЗАМЕН ГОСТ 3386-57 в части винтов типа Б и ГОСТ 3387-57 в части винтов типа Б
* ПЕРЕИЗДАНИЕ (январь 1987 г.) с Изменением N 1, утвержденным в июне 1980 г. (ИУС 9-1980 г.)
1. Конструкция и размеры нажимных винтов с отверстием под рукоятку и концом под пяту должны соответствовать указанным на чертеже и в таблице.
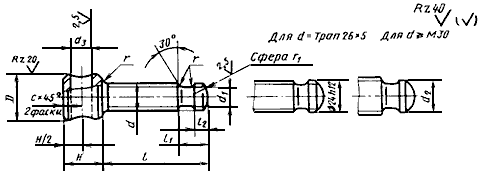
Размеры в мм
Обозна- чение винтов | Приме- |
|
| Масса, кг | ||||||||||
7006-0801 | М6 | 25 | 10 | 12 | 4,5 | - | 5 | 9,0 | 3,0 | 0,4 | 4 | 1,0 | 0,013 | |
0802 | 32 | 0,015 | ||||||||||||
0803 | 40 | 0,017 | ||||||||||||
0804 | 50 | 0,018 | ||||||||||||
0805 | М8 | 32 | 12 | 16 | 6,0 | 6 | 10,5 | 4,0 | 6 | 0,027 | ||||
0806 | 40 | 0,030 | ||||||||||||
0807 | 50 | 0,033 | ||||||||||||
0808 | 60 | 0,036 | ||||||||||||
0809 | М10 | 40 | 14 | 18 | 7,0 | 8 | 13,0 | 5,0 | 0,5 | 0,044 | ||||
0810 | 50 | 0,049 | ||||||||||||
0811 | 60 | 0,054 | ||||||||||||
0812 | 80 | 0,064 | ||||||||||||
0813 | М12 | 50 | 18 | 20 | 9,0 | 10 | 14,5 | 6,5 | 0,6 | 8 | 1,6 | 0,071 | ||
0814 | 60 | 0,078 | ||||||||||||
0815 | 80 | 0,093 | ||||||||||||
0816 | 100 | 0,108 | ||||||||||||
0817 | М16 | 60 | 20 | 24 | 12,0 | 12 | 17,0 | 8,0 | 0,8 | 12 | 0,133 | |||
0818 | 80 | 0,160 | ||||||||||||
0819 | 100 | 0,188 | ||||||||||||
0820 | 120 | 0,216 | ||||||||||||
0821 | 140 | 0,244 | ||||||||||||
0822 | Трап 16х4 | 60 | 0,124 | |||||||||||
0823 | 80 | 0,149 | ||||||||||||
0824 | 100 | 0,173 | ||||||||||||
0825 | 120 | 0,197 | ||||||||||||
0826 | 140 | 0,221 | ||||||||||||
0827 | М20 | 80 | 28 | 30 | 15,0 | 16 | 18,5 | 9,0 | 1,0 | 16 | 0,286 | |||
0828 | 100 | 0,328 | ||||||||||||
0829 | 120 | 0,370 | ||||||||||||
0830 | 140 | 0,412 | ||||||||||||
0831 | 160 | 0,454 | ||||||||||||
0832 | Трап 20х4 | 80 | 0,280 | |||||||||||
0833 | 100 | 0,320 | ||||||||||||
0834 | 120 | 0,360 | ||||||||||||
0835 | 140 | 0,400 | ||||||||||||
0836 | 160 | 0,440 | ||||||||||||
0837 | М24 | 80 | 35 | 18,0 | 22,0 | 11,0 | 2,0 | 0,400 | ||||||
0838 | 100 | 0,460 | ||||||||||||
0839 | 120 | 0,520 | ||||||||||||
0840 | 140 | 0,580 | ||||||||||||
0841 | 160 | 0,640 | ||||||||||||
0842 | 180 | 0,700 | ||||||||||||
0843 | Трап 26х5 | 80 | 22,0 | 0,423 | ||||||||||
0844 | 100 | 0,491 | ||||||||||||
0845 | 120 | 0,559 | ||||||||||||
0846 | 140 | 0,627 | ||||||||||||
0847 | 160 | 0,695 | ||||||||||||
0848 | 180 | 0,763 | ||||||||||||
0849 | М30 | 100 | 36 | 40 | 24 | 20 | 24,0 | 1,2 | 0,738 | |||||
0850 | 120 | 0,835 | ||||||||||||
0851 | 140 | 0,922 | ||||||||||||
0852 | 160 | 1,028 | ||||||||||||
0853 | 180 | 1,125 | ||||||||||||
0854 | 200 | 1,222 | ||||||||||||
0855 | Трап 32х6 | 100 | 0,767 | |||||||||||
0856 | 120 | 0,871 | ||||||||||||
0857 | 140 | 0,975 | ||||||||||||
0858 | 160 | 1,078 | ||||||||||||
0859 | 180 | 1,182 | ||||||||||||
0860 | 200 | 1,286 | ||||||||||||
0861 | М36 | 120 | 45 | 50 | 20,0 | 27 | 28,0 | 12,0 | 2,0 | 20 | 2,5 | 1,345 | ||
0862 | 140 | 1,483 | ||||||||||||
0863 | 160 | 1,621 | ||||||||||||
0864 | 180 | 1,758 | ||||||||||||
0865 | 200 | 1,896 | ||||||||||||
0866 | 220 | 2,033 | ||||||||||||
0867 | 250 | 2,240 | ||||||||||||
0868 | Трап 40х6 | 120 | 55 | 25,0 | 31 | 32,0 | 14,0 | 25 | 1,641 | |||||
0869 | 140 | 1,810 | ||||||||||||
0870 | 160 | 1,979 | ||||||||||||
0871 | 180 | 2,147 | ||||||||||||
0872 | 200 | 2,316 | ||||||||||||
0873 | 220 | 2,485 | ||||||||||||
0874 | 250 | 2,738 | ||||||||||||
0876 | М42 | 120 | 1,737 | |||||||||||
0876 | 140 | 1,924 | ||||||||||||
0877 | 160 | 2,112 | ||||||||||||
0878 | 180 | 2,300 | ||||||||||||
0879 | 200 | 2,487 | ||||||||||||
0880 | 220 | 2,675 | ||||||||||||
0881 | 250 | 2,956 | ||||||||||||
0882 | M48 | 160 | 50 | 60 | 28,0 | 35 | 25 | 40,0 | 16,0 | 28 | 3,0 | 2,735 | ||
0883 | 200 | 3,235 | ||||||||||||
0884 | 250 | 3,857 | ||||||||||||
0885 | 320 | 4,731 | ||||||||||||
0886 | Трап 50х8 | 160 | 2,810 | |||||||||||
0887 | 200 | 3,433 | ||||||||||||
0888 | 250 | 3,985 | ||||||||||||
7006-0889 | 320 | 4,897 |
Пример условного обозначения нажимного винта с отверстием под рукоятку и концом под пяту размерами =M6,
=25 мм, с предельными отклонениями размера
по H7:
Винт 7006-0801 H7 ГОСТ 13433-68
То же, с предельными отклонениями размера по H12:
Винт 7006-0801 ГОСТ 13433-68
(Измененная редакция, Изм. N 1).
2. Материал - сталь марки 45 по ГОСТ 1050-74*. Допускается замена на сталь других марок с механическими свойствами не ниже, чем у стали марки 45.
_______________
* Действует ГОСТ 1050-88. - Примечание "КОДЕКС".
3. Твердость - HRC 33…38.
4. Неуказанные предельные отклонения размеров: отверстий - Н14, валов - h14, остальных - ![]() .
.
5. Резьба метрическая - по ГОСТ 24705-81*. Поле допуска резьбы - 8g по ГОСТ 16093-81**. Резьба трапецеидальная - по ГОСТ 9484-81. Поле допуска резьбы - 8с по ГОСТ 9562-81.
_______________
* На территории Российской Федерации действует ГОСТ 24705-2004;
** На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание "КОДЕКС".
4, 5. (Измененная редакция, Изм. N 1).
6. Размеры недорезов для резьбы - по ГОСТ 10549-80.
7. Покрытие - Хим. Окс. прм (обозначение покрытия - по ГОСТ 9.073-77).
По соглашению сторон допускается применение других видов защитных покрытий.
8. Остальные технические требования - по ГОСТ 1759-70.
9. Маркировать по ГОСТ 18160-72.
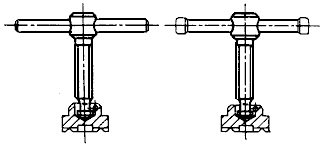
ПРИЛОЖЕНИЕ
Справочное
Примеры применения нажимных винтов с отверстием под рукоятку
и концом под пяту
Текст документа сверен по:
Станочные приспособления. Детали и узлы.
(Часть пятая): Сб. ГОСТов. -
М.: Издательство стандартов, 1987
{kind=link}