ГОСТ 15935-88
(CT СЭВ 6143-87)
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАТРОНЫ СВЕРЛИЛЬНЫЕ ТРЕХКУЛАЧКОВЫЕ БЕЗ КЛЮЧА
Размеры
Drill keyless three-jaw chucks. Dimensions
ОКП 39 2810
Дата введения 1990-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.Н.Дзегиленок, канд. техн. наук; В.В.Андреев; А.З.Старосельский (руководитель темы); В.М.Шарков
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.10.88 N 3517
3. Срок проверки - 1998 г.; периодичность проверки - 10 лет
4. Стандарт полностью соответствует СТ СЭВ 6143-87
5. ВЗАМЕН ГОСТ 15935-79
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9953-82 | 1.1 |
ГОСТ 15593-70 | 3.2.2 |
Настоящий стандарт распространяется на сверлильные трехкулачковые патроны без ключа, применяемые на станках и сверлильных машинах.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры должны соответствовать указанным на черт.1 и в табл.1.
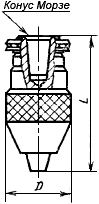
Черт.1
Примечание. Чертеж не определяет конструкцию.
Таблица 1
Размеры, мм
Типоразмер патрона | Приме- | Диапазон зажима |
| Конус Морзе | |
не более | |||||
4 | От 0,2 до 4,0 | 28 | 52 | В10 | |
6 | От 0,5 до 6,0 | 35 | 62 | В12 | |
8 | От 0,5 до 8,0 | 40 | 72 | ||
10 | От 1,0 до 10,0 | 45 | 97 | В16 | |
13 | От 1,0 до 13,0 | 52 | 110 | ||
16 | От 3,0 до 16,0 | 56 | 114 | В18 | |
________________
* При закрытых кулачках.
Пример условного обозначения сверлильного трехкулачкового патрона без ключа типоразмера 4 1-го класса точности, с конусным отверстием В10:
Патрон 4-1-В10 ГОСТ 15935-88
То же, патрона 2-го класса точности:
Патрон 4-2-В10 ГОСТ 15935-88
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Корпус (гайка) и кулачки патрона должны изготовляться из улучшенной или цементируемой стали.
2.2. Твердость основных деталей патрона должна быть не менее:
корпус (гайка) | 51 HRC |
кулачки | 54 HRC |
2.3. Патроны изготовляют двух классов точности. Точность патрона определяют значением допуска радиального биения контрольной оправки, зажатой в кулачках патрона, указанного в табл.2.
Таблица 2
Размеры, мм
Типоразмер | Контрольная оправка | Допуски радиального биения патронов класса точности | ||
1 | 2 | |||
4 | 2 | 40 | 0,05 | 0,10 |
4 | 50 | |||
6 | 3 | 50 | 0,06 | 0,12 |
6 | 75 | |||
8 | 3 | 50 | 0,06 | 0,12 |
8 | 75 | |||
10 | 6 | 75 | 0,06 | 0,15 |
10 | 100 | |||
13 | 6 | 75 | 0,08 | 0,18 |
13 | 125 | |||
16 | 10 | 100 | 0,10 | 0,20 |
16 | 150 | |||
3. МЕТОДЫ КОНТРОЛЯ
3.1. Основные размеры патрона контролируют при помощи средств линейных измерений, которые гарантируют требуемую точность измерения.
3.2. Проверка допусков радиального биения патрона
3.2.1. Схема проверки указана на черт.2.
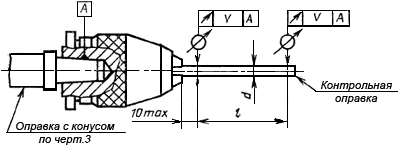
Черт.2
3.2.2. Средства проверки
Для проведения проверки применяют:
контрольные оправки с размерами, указанными в табл.2, с шероховатостью поверхности не более 0,4 мкм и твердостью 59...62 HRC
;
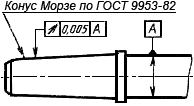
оправку с конусом (черт.3);
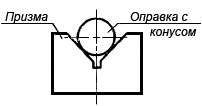
призму с углом 90° (черт.4);
индикатор часового типа по ГОСТ 15593-70.
|
|
3.2.3. Метод проверки
Патрон закрепляют на оправке с конусом и устанавливают на призму (черт.4). Контрольная оправка вводится в патрон до упора. Чтобы обеспечить прилегание оправки без перекоса, ее выдвигают до 2 мм. Индикаторы устанавливают перпендикулярно к оси вращения патрона в соответствии со схемой проверки (черт.2).
3.2.4. За результат проверки принимают среднее арифметическое трех измерений каждым индикатором при 3-кратном закреплении контрольной оправки. Значения допусков радиального биения не должны превышать приведенных в табл.2.
4. МАРКИРОВКА
На каждом патроне должны быть указаны:
товарный знак предприятия-изготовителя;
обозначение патрона;
диапазон зажима.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
{kind=link}